Integrated Thermal and Hydraulic Analysis of Distillation Columns
advertisement

ESL-IE-02-04-08
Integrated Thermal and Hydraulic Analysis
of Distillation Columns
Ketan Samant, Aspen Technology
Ian Sinclair, Aspen Technology
Ginger Keady, Aspen Technology
This paper outlines the implementation of column thermal and hydraulic analysis in a
simulation environment. The methodology is described using a separations example. Column
Thermal Analysis has been discussed in the literature extensively. The paper outlines how bringing
together the column thermal and hydraulics analysis provides significant additional insights to help
screen the options for distillation column revamps.
Column Targeting
Aspen Plus Column Targeting tool offers capabilities for thermal and hydraulic analysis of distillation
columns. During design or retrofit analysis of a process, these capabilities can be exploited to identify the
targets for appropriate column modifications in order to:
•
Reduce utilities cost
•
Improve energy efficiency
•
Reduce capital investment (by improved driving forces)
•
Facilitate column debottlenecking
These capabilities are available for the following distillation column models:
•
RadFrac
•
MultiFrac
•
PetroFrac
51
Proceedings from the Twenty-fourth National Industrial Energy Technology Conference, Houston, TX, April 16-19, 2002
ESL-IE-02-04-08
Column Targeting Thermal Analysis
The thermal analysis capability is useful in identifying design targets for improvements in energy
consumption and efficiency. This capability is based on the concept of minimum thermodynamic condition for a
distillation column. The minimum thermodynamic condition pertains to thermodynamically reversible column
operation. In this condition, a distillation column would operate at minimum reflux, with an infinite number of
stages, and with heaters and coolers placed at each stage with appropriate heat loads for the operating and
equilibrium lines to coincide. In other words, the reboiling and condensing loads are distributed over the
temperature range of operation of the column. The stage-enthalpy (Stage-H) or temperature-enthalpy (T-H)
profiles for such a column therefore represent the theoretical minimum heating and cooling requirements in
the temperature range of separation. These profiles are called the Column Grand Composite Curves (CGCCs).
Aspen Plus Column Targeting Tool generates the CGCCs based on the Practical Near-Minimum
Thermodynamic Condition (PNMTC) approximation (Dhole and Linnhoff). The enthalpies used in plotting the
CGCCs are calculated at a given stage of the column by assuming that the equilibrium and operating lines
coincide at this stage. This approximation takes into account the losses or inefficiencies introduced through
practicalities of column design (such as pressure drops, multiple side-products, side strippers, etc.), while
preserving the meaning of the CGCC. The equations for equilibrium and operating lines are solved
simultaneously at each stage for designated light and heavy-key components. The Aspen Plus Column
Targeting Tool has a built-in capability to select light and heavy key components for each stage of the column.
The CGCCs are helpful in identifying the targets for potential column modifications. These
modifications include:
•
Feed location
•
Reflux ratio modifications
•
Feed conditioning (heating or cooling)
•
Side condensing or reboiling
An additional capability is provided through exergy analysis. The exergy profiles are plotted by
calculating the exergy loss at each stage of the column, and then taking into account all entering and leaving
material and heat streams. In general, the exergy loss profiles can be used as a tool to examine the
degradation of potential work availability (irreversibility) in a distillation column due to:
•
Momentum loss (pressure driving force)
•
Thermal loss (temperature driving force)
•
Chemical potential loss (mass transfer driving force)
Column Targeting Hydraulic Analysis
The hydraulic analysis capability is useful in understanding how the vapor and liquid flow rates in a
distillation column compare with the minimum (corresponding to the PNMTC) and maximum (corresponding
to flooding) limits. For packed and tray columns, jet flooding controls the calculation of vapor flooding limits.
For tray columns, parameters such as downcomer backup control the liquid flooding limits. Hydraulic analysis
is very handy for identifying and eliminating column bottlenecks.
52
Proceedings from the Twenty-fourth National Industrial Energy Technology Conference, Houston, TX, April 16-19, 2002
ESL-IE-02-04-08
Using Column Targeting Results
The thermal analysis results provide a practical approach to identifying and implementing potential
modifications to the column design. The following order of review for column modifications, based on
inspection of the CGCCs, is recommended:
1.
Feed location (appropriate placement)
2.
Reflux ratio modification (reflux ratio vs. no. of stages)
3.
Feed conditioning (heating or cooling)
4.
Side condensing or reboiling
Let us briefly discuss each modification with the help of a distillation column that separates a mixture
of n-heptane and n-octane from heavier hydrocarbons (n-nonane, n-decane, and n-pentadecane). The design
parameters of importance for the base case design (Design 1) of this column are summarized below:
Parameter
Design 1
No. of stages
15
Reflux ratio
7.668
Feed location
3
Feed temperature
100 C
Condenser duty
-28.30 MW
Condenser temperature
141.03 C
Reboiler duty
41.00 MW
Reboiler temperature
205.61 C
Side condenser duty
Side condenser temperalure
Side reboiler duty
Side reboiler temperature
Feed location:
Inspection of the CGCC can identify any anomalies or distortions due to inappropriate feed placement.
Normally, such distortions will be apparent as significant projections at the feed location (pinch point) on the
Stage-H CGCC. This is due to a need for extra local reflux to compensate for the inappropriate feed placement.
A feed introduced too high up in the column will show a sharp enthalpy change on the condenser side
on the Stage-H CGCC and should be moved down. Similarly, a feed introduced too low in the column will show
a sharp enthalpy change on the reboiler side on the Stage-H CGCC and should be moved up the column.
A correctly placed feed not only removes the distortions in the Stage-H CGCC but also results in
reduced condenser and reb oiler duties.
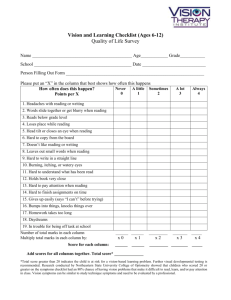
The Stage-H CGCC for Design 1 of our distillation column is shown in the following figure. It
clearly shows a distortion on the condenser side at the pinch point (stages 2 and 3). Therefore, the feed must
be moved down the column. The figure also shows the CGCC for Design 2, where the feed is moved down to
stage 7.
53
Proceedings from the Twenty-fourth National Industrial Energy Technology Conference, Houston, TX, April 16-19, 2002
ESL-IE-02-04-08
~
1.. ~I.~~~. T<?~~M!.J.1~. ~~~~~~; ~C~~.~ .~~.m.~?Site.::urve. ~~~.g,,:H).
-..-
~
j.. _.. " ..
+ "'1"
~....
:
-- _.~ --- --- i--------- t---- --- -­
I!I"'I'fT]'7f
J···.::::
::::.i.. :::::::r::::::.::::_:::::-[---:.::::::::.::.1.::.:.:::::.::::::
,
15
10
,
,
20
25
Enttlalpy DefiCIT '-WV
I
I
,
,
,
,
30
35
40
45
Comparison of the design parameters also reveals a slight reduction in the condenser and reboiler
duties.
Parameter
Design 1
Design 2
No. of stages
15
15
Reflux ratio
7.668
7.668
Feed location
3
7
Feed temperature
100 C
100 C
Condenser duty
-28.30 MW
-28.02 MW
Condenser temperature
141.03C
140.58 C
Reboiler duty
41.00 MW
40.74 MW
Reboiler temperature
205.61 C
205.91 C
Side condenser duly
Side condenser temperature
Side reboiler duly
Side reboiler temperature
Reflux ratio modification:
The horizontal gap between the T-R CGCC pinch point and the ordinate represents the scope for
reduction in heat duties through reduction in reflux ratio. As the reflux ratio is reduced (while increasing the
number of stages to preserve the separation), the CGCC will move towards the ordinate, thus reducing both
the condenser and reboiler loads.
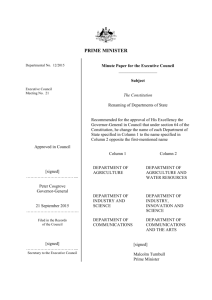
The T-R CGCC for Design 2 of our distillation column is shown in the following figure. This
figure also identifies the scope for reduction in condenser and reboiler duties by reducing the reflux ratio.
54
Proceedings from the Twenty-fourth National Industrial Energy Technology Conference, Houston, TX, April 16-19, 2002
ESL-IE-02-04-08
co
•
~IOc~_~()LLJ~~_1__ ~~~~C'7:'- C3ran_d.~_~rnPO_S1!e_ ~~~_r:r-_H)
_
N
,
---- _
:
___ L
,,,
----- ~---------- ~_
~
:
•••••
,,,
,,
,
,
-- -~ -­
_
:
•
--­
_
,,,
,,
-:
:
----­ _.. ~. -- -.­ - --~--- -----­ -~--- . _ .... ... --­ -- - - - - --­ - -;_ ... -. _.- -: -------­ : ---­ _ ....
:
:
:
:
:
:
:
:
It""1.,,,",,,," '"""d"]" "d.!·•• .• •.!•• • •
'reboller duties:
~
<n---.------
,-
--'23 MW~---------:---
~--------------- -J---------,---
:
~? ------j--------~---------:15
10
·.1
'•..•.••.•
- -,---- --- ,--------,.-------­
--------~
20
25
Enthalpy Deficit MW
,-----. :
30
35
40
_
45
It must be noted that, as the reflux ratio is reduced, the number of stages required to achieve the
desired separation increases. In order to make a judicious choice for the reflux ratio, the increase in the capital
cost due to the increase in the number of stages should be traded-off against the savings in the operating costs
due to reduced condenser and reboiler loads.
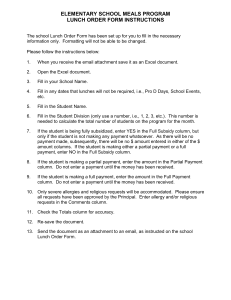
For our distillation column, if we reduce the reflux ratio to 1.227 (Design 3), we have to use 30
stages to preserve the separation. The T-H CGCC for Design 3 is shown in the following figure:
B_I~!,k_~_O_LU_Ml'll: _C_~I~_rnn_G:-and-~orn?oslt_~_~_u':::.lT:HJ
co
,
N
gj
A
~
Ideal Profile
N
<n
CD
udr
i"1'c-­
::J
0
"§~-- --­
~7
1
-­
_ _--~_._.- ----.......
--~-----_._.-----
,
------.­
_~-----_
,
,
---."
_.. -----­
.
--------------------:-----------------------i
---------------------­
,
,
------------.- .. _..... !-­
t..
10
Entllalpy Deficit MN
15
20
55
Proceedings from the Twenty-fourth National Industrial Energy Technology Conference, Houston, TX, April 16-19, 2002
ESL-IE-02-04-08
Comparison of the design parameters for Design 2 and Design 3 reveals the energy savings achieved
by reducing the reflux:
Parameter
Design 2
Design 3
No. of stages
15
30
Reflux ratio
7.668
1.227
Feed location
7
14
Feed temperature
100 C
100 C
Condenser duly
-28.02 MW
-4.48MW
Condenser temperature
140.58 C
140.58 C
Reboiler duly
40.74 MW
17.20 MW
Reboiler temperature
205.91 C
205.91 C
Side condenser duly
Side condenser temperature
Side reboiler duly
Side reboiler temperature
Feed conditioning:
Scope for adjustment of feed quality can be identified from sharp enthalpy changes on the Stage-H or
T-H CGCC.
A feed that is excessively sub-cooled, will show a sharp enthalpy change on the reb oiler side of the
CGCC. The extent of this change determines the approximate feed heating duty required. Similar arguments
also apply for feed cooling. Changes in the heat duty of feed pre-heaters or pre-coolers will lead to similar duty
changes in the column reboiler or condeser loads, respectively.
The Stage-H CGCC for Design 3 of our distillation column is shown in the following figure. The
enthalpy change on the reboiler side is noticeably sharper. Therefore, our design can benefit from addition of a
feed pre-heater.
56
Proceedings from the Twenty-fourth National Industrial Energy Technology Conference, Houston, TX, April 16-19, 2002
ESL-IE-02-04-08
-- --<>--Ideal Profile ---;----~---; ---,---,----,-----a-- A,:tual Profile:
:
~
9
,---
,
,
- - -1" - -
f···.
...
····.··--.----,---.
.. ., . --­
,
···,
,
,
,
I
I
,
,
I
I
•
,
-r ----:- ---t·· .. :. ...
---,---f--+--i----:-----:-
,
,
I
,
,
,
..
.,
~
. --t -- -:- -- - ~ --- - --­
,
_ _; ; ,_ ~~ar:~r:e~t~-ar-Tare-r~-t~~:e~~lIe~
side
..
....
.
"
..
,
..
-. ---
• •
,,
-.•••.•• , ...•••• -.<".
__ "\
,
,
,
,
,
•
,
,
5
6
7
,
,
,
,
,
•
•
•
,
~-
-
I
"
.. -. - --- . --- - ..
,
~_
~-
..__
. .••••
, ··r··· ..···-.----,----.···­
,
I
,
,
,
,
,
"
8 9 10 11 12 13 14 15 16 17 18 19 20
Enthalpy Deficrt MW
Design 4 adds a feed pre-heater with a duty of 2.34 MW. The comparison of the design parameters for
Design 3 and Design 4 is shown in the following table:
Parameter
Design 3
Design 4
No. of stages
30
30
Reflux ratio
1.227
1.227
Feed location
14
14
Feed temperature
100C
123.19 C
Condenser duty
-4.48MW
-4.50 MW
Condenser temperature
140.58 C
140.80 C
Reboiler duty
17.20 MW
14.87 MW
Reboiler temperature
205.91 C
205.73 C
Side condenser duty
Side condenser temperature
Side reboiler duty
Side reboiler temperature
Note that feed preheating, not only reduces the reboiler duty but also reduces the temperature levels
at which the hot utility (for the reboiler and for the pre-heating the feed) needs to be supplied.
Side condensing or reboiling:
Feed conditioning is normally preferred to side condensing or side reboiling, as such modifications are
external to the column and potentially at a more convenient temperature level.
57
Proceedings from the Twenty-fourth National Industrial Energy Technology Conference, Houston, TX, April 16-19, 2002
ESL-IE-02-04-08
The scope for side condensing or side reboiling can be identified from the area beneath or above the
CGCC pinch point (area between the ideal and actual enthalpy profiles). If a significant area exists, say below
the pinch, a side-condenser can be placed at an appropriate temperature level. This allows heat removal from
the column using a cheaper cold utility. A similar converse argument applies to scope for placing a side
reboiler.
The T-R CGCC for Design 4 is as shown below:
_ : ~ ..~~~:~f~~i~~1:.~-r~~.~:-~~~?.'~~?.sit:'.~.~~.0.':~!
~
: -0-ldeal Profile
!
~
.
, ..
.
! - - 0 - Actual Profile!
~
...................
,
· .
.
-: .... : -- : -. . - : -. - : -.::
~.
.
,
u
..
i
t·.. j.. ··r
0 ••
'("j'
·,,
..
,
··,,
. .
"'r' .or' ..(.
..~.... (··r·· ..:..·:
~
ir<~
:
_..
,,
-,
,,,
T' :
:
:
j
, ,..
, :
0
,
0
,
~-.
.. ·~ .. ~ .. ~ ...(. '~"'j
,
,
,,
,
,
,
I
I
,
I
,
,
,
,
,
,
,,
··
..
.
,,
.
·,
,
.
,
.
··
,
,.
.
,
.
,
,
,
·
'
.
...,,,
,
,
,
,
,,
,
··'····r····..
..····'····r--·
.,,,
·· ,,,, ,,,, ···.····,····.-···.····,···
,
,
,
,
,
.
,
,
'"
"
.
,
,
"
'
,
,
.
,
,
'"
,
,
. , ,
,
"
'"
',
'"
..
..
"
o
,
-~
0
.,
,
,
~--
: : : i : : : : : :
0::::::
~i}t
...
.
..
.
.
,.
'..
.
.
.,
.
,
.
,
. , ..
~-.
, .
,
"
"
,
,
•
"
o
·,,
"
' "
• •
,
' "
'"
'"
'"
,
.,
,',
1
7
8
9
10 II 12 13 14
IS 16 17 18 19 20
Entllalpy Deficrt MVV
As shown by the red lines, we can reduce the area on the reboiler side of the CGCC by using a
side reboiler at stage 22 with a duty of about 6.5 MW (Design 5). The T-R CGCC for Design 5 is shown in the
following figure:
~
,
"
~Ir::k ??~~.M1' ~~I~~.~ .~r~.~d .~.~~p.o~~~. ~~~ .cr-H.)
",.
- - 0 - Ideal Profile
:
.
,
i
'" - - 0 - Actual Profile:
:
,
~
·r····~···1
.
..·-1·
~
..+
--- ~ - --r
---:._ ..,(_.j.._-[- -+---i----~----i
··r···i····r·
..
,
. __ ,
-.~.
·
.............
--_
,
,
. __
__
II I I :
....... ~ ... ~ .... : .... ~ ... ~ ..
,
.
._--_._--~
..
....
---j----!·-·t··-:·-··~---~---j----~---!
.
0
·: :
.:
·
.
·
.
..
--:----:----:._--:-._-:._--:--.
..;
····· ., . . . . .....
.
··
: : : : : : :
o
··
..
-;-_.-:---~----~-
·
.
•
:1""",:+"+:+!
~ ~ 1b
il
i2
1'3
14
1'5 16 1'7 1'8 19 2'0
Entilalpy DefiCit MVV
58
Proceedings from the Twenty-fourth National Industrial Energy Technology Conference, Houston, TX, April 16-19, 2002
ESL-IE-02-04-08
The following table shows the comparison of design parameters for Design 4 and Design 5:
Parameter
Design 4
Design 5
No. of stages
30
30
Reflux ralio
1.227
1.227
Feed location
14
14
Feed temperature
123.19 C
123.19 C
Condenser duty
-4.50 MW
-4.50 MW
Condenser temperature
140.80C
140.91 C
Reboiler duty
14.87 MW
8.37MW
Reboiler temperature
205.73 C
205.64 C
Side condenser duty
Side condenser temperature
Side reboiler duty
6.5MW
Side reboiler temperature
184.49 C
Note that, the addition of the side reboiler, not only reduces the main reboiler duty but also reduces
the temperature levels at which the hot utility (for the main reb oiler and for the side reboiler) needs to be
supplied.
Exergy analysis provides a supplementary tool in identifying the above design modification
targets. For example, the exergy loss profiles for Design 3 and Design 4 of our distillation column are shown
below:
____ , _ . __ •
••••••••
"'A
.
,
- ..:
_
.
_. ----- -
.
~
_
.--------- , ­
~
____ .'• • • • • • • • __
•• ,
~
-{-
0.05
.
I
01
-
1
-
,_
.
.
_
.. -­ , -------- _., ------­
J
o
~
__ • __ • _ •• J • • • • • • •
-~"""""""
1
- - - -
015
~-
'
,
I
I
I
0.2
025
0.3
0.35
0,4
0,45
Exergy Loss tvr.N
Note that the high exergy loss at the feed stage for Design 3 (due to the sub-cooled feed) has been
reduced substantially in Design 4 by pre-heating the feed.
59
Proceedings from the Twenty-fourth National Industrial Energy Technology Conference, Houston, TX, April 16-19, 2002
ESL-IE-02-04-08
The hydraulic analysis results show how the vapor and liquid flows in the column compare with the
minimum and maximum limits. This comparison can be used separately or in conjunction with the thermal
analysis results for removing possible bottlenecks in distillation columns.
For example, let us consider that Design 2 of our distillation column contains single pass sieve
trays of 4.25 m diameter. The hydraulic analysis results for vapor flow through the column are as shown:
g
N
Block COLUMN: Hydraulic
Ana~is
(Molar Flow Rates)
'>-'<'~~~--'--""'--------~-""'----"--~--""'------'-~'-""'------':
:
---0-- Thermodynamic Ideal Minimum FI
:
--0-- Actual Flow
--c- Hydraulic Ma/;inlLin1 FII)'I':
a
,
,
:
:
N
:
:
:
.
...
8 -.... --------~-- ..... --------,-- ... - -------:-- .... ---------~
·
··,
I
:
,
..,,
,
········------r-·····---·-- --,
:
.
..,,
,
,
:~:
:
:
:
:
:
;;
:;
I~
------L·····-------·-·····----~~-i
~
~
~
u:...... 0
::
:,
_._ .. -- ,
_-_.
-.-.....
00
~
.
:
:
"
, .
_-_.-----.-.-----.
>Y-C~O--CJ.-O.-cH:J-o---()-{:'l--n.
.
·
···
------- ~,
,
,
,
I
,
,
·
····
,
.
----- ~ - _
,,
I
,,
•
,
...
,
,
,
11
------- .,
-------- {_.
..
.
.
,
.,
..
.
,
.
.
.
, .
-~
_
,I
,I
I
,
•
,
•
16
_. --­
•
•
,
,
I
I
26
21
31
Stage
For stages 22 to 29, the vapor flow through the column exceeds the flooding limit. This is a bottleneck,
which can possibly be removed by increasing the column diameter for this bottom section of the column. Note
that the sharp increase in the vapor flow at the feed stage (stage 14) is due to the liquid part of the feed at this
stage. Therefore, another option to remove the bottleneck is to decrease the amount of liquid fraction of the
feed to the column by pre-heating it. This is exactly what we did in Design 3.
The hydraulic analysis results for vapor flow through the column for Design 3 are as shown
below:
60
Proceedings from the Twenty-fourth National Industrial Energy Technology Conference, Houston, TX, April 16-19, 2002
ESL-IE-02-04-08
...... ,. a.lo.~~.<:.O.LUM..~..f¥r.aulic.I'<1~I~is.(M()lar, F1o:w. ~ates) ..•..........
,,--,.'
,
,
:
o
o.
- - 0 - Thermodynamic Ideal Minimum FI
-er- Actual Flow
o
8 .. ~---
------~
~-- ~jralil!C M~jmllm Fluw
,
,
,,
,
---.--_
.... _-------,­ ,,
,,
,
,,,
,,,
,
,
..... -.----
N
.co
~~
- -~
- ~ - - - - - -! -
- - -­
:
,
,,
~~
~
,
,
,
.
:~~c~~~~
.
.,
~
It
~
u:
~o
DC>
no
>'-l
,
-----------:
'
------
;-
:
11
·•., __ ·····
.
16
21
,
··_r., __ ········
26
•
31
Stage
Notice that feed pre-heating introduced in Design 2 not only improved the thermal efficiency of Design
2 but also eliminated the vapor flow bottleneck in Design 2.
Column Integration
It is important to note that the column targeting analysis and modifications
described above need to be considered in an "integrated context" by
simultaneously considering the potential heat integration opportunities with
other process heat sources and sinks as well as opportunities to better
integrate the column modifications with the utility system. Pinch analysis
(using tools such as Aspen Pinch) is a very effective approach to screen these
opportunities,
In our experience, an integrated approach combining column targeting, pinch
analysis and process simulation leads to a significantly rapid and effective
approach to conceptual process design.
References
l.Dhole, V, R, and B. Linhoff, "Distillation Column Targets," Computers Chern. Engng., 17,
549-560 (1993).
61
Proceedings from the Twenty-fourth National Industrial Energy Technology Conference, Houston, TX, April 16-19, 2002