Economic Ordering Quantities: A Practical Cost Reduction Strategy for Inventory
Management
By Todd Duell
Abstract
Pressures for Low Inventories
Inventory management is an important concern for all
managers in all types of businesses. For companies that
operate on relatively low profit margins, poor inventory
management can seriously undermine the business. But,
that’s not to say that companies with large profit margins
can’t benefit from a practical cost reduction strategy for
inventory management. The challenge isn’t to reduce
inventories to the bone, to reduce costs, or to have plenty of
stock available to satisfy all demands, but to achieve the
right balance to meet your competitive priorities. There are
several pressures for low and high inventories that have to
be balanced to achieve the “optimal” inventory management
strategy. Pressures for low inventories include, but are not
limited to: holding costs, interest or opportunity costs,
storage and handling costs, taxes, insurance, and shrinkage
costs. Pressures for high inventories include, but are not
limited to: customer service (backorders and stockouts),
ordering costs, setup costs, labor and equipment utilization,
transportation costs, and quantity discounts. One model
above all, Economic Ordering Quantity (EOQ), provides
the most practical cost reduction strategy for inventory
management.
(1) Holding Cost: is the variable cost of keeping items on hand,
including interest, storage and handling, taxes, insurance,
and shrinkage. Companies usually state an item’s holding
cost per period of time as a percentage of its value.
(2) Interest or Opportunity Cost: is the difference between the
cost to obtain a loan and the opportunity of an investment
promising an attractive return. This variable is typically the
largest component of the holding costs.
(3) Storage and Handling Cost: is the opportunity cost
associated with storage space that can be used more
productively in some other way. Since inventory takes up
space, companies usually express their storage costs in
terms of cost per square foot. Costs may include lease or
loan payments, maintenance, and utilities.
(4) Taxes, Insurance, and Shrinkage: more taxes are paid if
end-of-year inventories are high and insurance on assets
increase when there is more to insure. Shrinkage takes the
form of theft, obsolescence, or deterioration through
Todd Duell is the Vice President & CIO of Formulations Pro, Inc and has been creating powerful commercial and custom solutions using FileMaker Pro since 1989. He holds an
MBA in Technology Management and has been an Associate member of the FileMaker Solutions Alliance since 1998. Todd may be reached at tduell@formulationspro.com
© 2001 Formulations Pro, Inc. All rights reserved. www.formulationspro.com
expiration or damage. When the rate of deterioration is
high, building large inventories may be unwise.
(4)
Labor and Equipment Utilization: by creating more
inventory, management can increase the work-force
productivity and facility utilization in three ways. (1) Placing
larger, less frequent production orders reduces the setup
costs. (2) Holding excess inventory reduces the chance of
costly rescheduling of production orders because
components were not available. (3) Building inventories
improves resource stabilization when demand is cyclical or
seasonal. The company uses the excess inventory
produced during the slack periods to handle the extra
demand during the peak periods to minimize the need for
extra shifts, extra equipment, temporary workers, and
overtime.
(5)
Transportation Cost: can be reduced by having more
inventory on hand. This minimizes the number of
shipments that need to be expedited by more expensive
modes of transportation. Combining orders or ordering
larger lot sizes can also reduce the costs by providing
quantity discounts and decreasing the shipping costs. In
almost all situations, economies of scale can be used to
negotiate large discounts that provide incentives for
ordering larger quantities.
Pressures for High Inventories
(1)
(2)
(3)
Customer Service: can speed delivery and improve on
time deliveries. Having inventory available reduces the
potential for stockouts and backorders. A stockout
occurs when an item that is typically stocked is not
available to satisfy the demand when it occurs. A
backorder is a customer demand that cannot be filled
when promised. Occasionally customers will wait, but in
today’s fast paced internet enabled community, you will
most likely loose the sale to your competitor. However,
an even bigger problem will occur if this problem
persists, the company will loose their reputation and
good will.
Ordering Cost: the cost to place each order (purchase
requisition). For every item, the cost is exactly the same
regardless of the size of the order. Utilizing ecommerce can help to streamline the order process and
reduce the costs of placing orders by reducing the
number of errors, amount of paperwork, and staffing
requirements.
Setup Cost: the cost involved in changing over
equipment to produce a different product. It includes the
labor and time to make the change, cleaning, and new
tools. Setup cost is also independent of order size, so
there is a pressure to order a large supply of the
component and hold it in inventory.
Economic Ordering Quantity Assumptions
Using the EOQ model provides the most practical cost
reduction strategy for inventory management by minimizing the
total amount of annual inventory Holding costs and Ordering
costs. This approach to determining the EOQ is based of the
following five assumptions:
Page 2
(1) The demand rate for the item is constant (i.e.
100Kg/year) and known with relative certainty.
(2) There are no constraints on the size of the lot (i.e.
material handling limitations).
inventory, which happens when an order is received. During the
cycle, the inventory is used at a constant rate. Since demand is
known with relative certainty and the lead time is constant, a
new lot of material can be ordered so that the inventory falls to 0
when a new lot is received.
(3) The only two relevant costs are the inventory holding
cost and the fixed cost per lot for ordering or setup.
(4) Decisions for one item can be made independently for
other items (i.e. there is no advantage for combining
several different orders going to the same
manufacturer).
(5) There is no uncertainty in the lead time or supply. The
lead time is known with relative certainty. The amount
received is exactly what was ordered and it arrives all at
once rather than piecemeal.
At first glance, you might think that this is a really nice
theory, but it doesn’t reflect the reality of your situation. In
fact, different lot sizing approaches may need to be
evaluated to reflect quantity discounts, uneven demand
rates, expiration dates, or interaction between items.
However, as the remainder of this white paper will show,
EOQ is often the most reasonable first approximation of
average lot sizes, even when one or more of the
assumptions don’t quite apply.
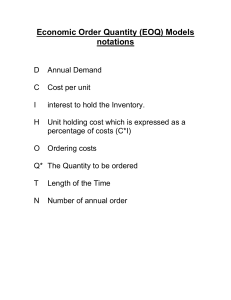
EOQ Theory
When the EOQ assumptions are satisfied inventory
behaves as shown in Figure 1. A cycle begins with Q units in
The annual Holding cost for this amount of inventory,
which increases linearly with Q, as Figure 2a shows, is
calculated as:
Annual Holding Cost = (Average cycle
inventory)(Unit holding cost)
The annual Ordering cost is calculated as:
Annual Ordering Cost or Setup Cost = (Number
of orders/year)(Ordering or setup cost)
Page 3
The average number of orders per year equals the
annual demand divided by Q. For example, if 1000 units
must be ordered each year and the average lot size is 200
units, 5 orders (1000/200 = 5) will be placed during the year.
The annual ordering or setup cost decreases non linearly as
Q increases, as shown in Figure 2b because fewer orders
are placed. The total annual cost is the sum of the two cost
components as shown in Figure 2c:
Total Cost = Annual Holding cost + Annual
Ordering or Setup cost
EOQ Reality
or
Equation 1:
Where: Q = Lot Size, in units
H = Cost of holding one unit in inventory for
one year (holding cost)
D = Annual demand in units per year
S = Cost of ordering or setting up one lot, in
dollars per lot
Figure 2c also reveals that when the holding cost
exceeds the ordering cost, we can immediately conclude
that the quantity ordered is too large. Thus, a smaller
quantity should be ordered to balance the holding cost and
ordering cost. Conversely, if the ordering cost exceeds the
holding cost, we can conclude that the quantity ordered is
not large enough. Thus, a larger quantity should be ordered
to balance the holding cost and ordering cost.
Applying calculus to the total cost formula (Equation 1),
we can derive a more practical formula for EOQ that
simultaneously minimizes the holding costs and ordering costs
as shown in Figure 2c (Best EOQ).
Equation 2:
Where: D = Annual demand in units per year
S = Cost of ordering or setting up one lot, in
dollars per lot
H = Cost of holding on unit in inventory for one
year (holding cost)
Understanding the Effects of Changes
Since the EOQ model works best when the five
assumptions are met, it’s important to understand what will
happen if changes are made to critical parameters. Let’s
Page 4
consider the effects of making changes to each of the
parameters.
(1)
Changes to the Demand Rate (D): Because D is in the
numerator, the EOQ increases in proportion to the
square root of the annual demand. Therefore, when
demand rises, the lot size should also rise, but more
slowly than the actual demand.
(2)
Changes to the Setup Cost (S): Because S is in the
numerator, increasing S increases the EOQ.
Conversely, reducing S reduces the EOQ. This
relationship explains why it is important to cut ordering
costs and setup costs. When weeks of supply decline,
inventory turns increase. When ordering costs and
setup costs become trivial, a major impediment to small
lot production is removed.
(3)
(4)
Changes to the Holding Cost (H): Because H is in the
denominator, the EOQ declines when the holding costs
increase. Conversely, when the holding costs decrease,
the EOQ increases. Thus, larger lot sizes are justified
by lower holding costs.
Errors in Estimating D, H, and S: Total cost is fairly
insensitive to errors even when estimates are off by a
large margin. The reason are that errors tend to cancel
each other out and the square root reduces the effect of
the error. Let’s look at an example of how this
relationship works:
Example 1:
D = 936 units/year
S = $45/order
H = $15/year
Now that we know the EOQ, we can calculate the total cost
from Equation 1:
Example 2: Let’s say we overestimate the holding costs from
Example 1 by 2H, which is a 100% error:
Now that we know the new EOQ, we can calculate the total
cost from Equation 1:
So although we introduced a 100% error into our holding
cost estimate, the actual increase in total cost (from $1124 to
$1590) is only 29%. This allows managers to deviate somewhat
from the EOQ to accommodate supplier contracts or storage
constraints.
Page 5
(5) Errors in Estimating EOQ with Expiration Dates: EOQ
assumes that you are consuming and producing
“widgets” without expiration dates. This becomes a
problem when the entire EOQ quantity of material will
not be consumed before the material expires. Thus,
leading to costly unused raw materials and in some
cases extra handling and disposal costs. To
compensate for expiration dates, we need to determine
if the entire EOQ quantity of material will be consumed
before the expiration date of the material. If the entire
quantity will not be used, the EOQ needs to divided by
the ratio of the number of days in the EOQ period
divided by the number of days in the expiration date of
the material (Equation 3).
Equation 3:
EOQexp = EOQ ÷ [(Demand Period ÷ EOQ
Number of Orders) ÷ (Expiration Date)]
Where: EOQ Number of Orders = Demand Amount ÷ EOQ
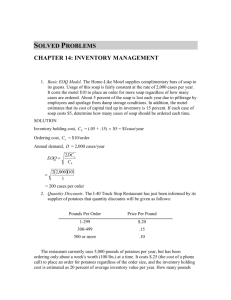
Example 3: Given the following information, do we need to
reduce the EOQ to compensate for the expiration date of the
material?
EOQ = 13Kg
Demand Period = 30 Days
EOQ Number of Orders = 0.1
Expiration Date of the Material = 180 Days
Start by determining the EOQ Period — how many days it
will take to use up the entire raw material if the EOQ
quantity is purchased.
30 Days ÷ 0.1 EOQ Number of Orders = 300 Days
This is more than the number of days for the expiration date
of the material. Thus, we need to adjust the EOQ based on
the expiration date of the material using Equation 3.
EOQexp = 13 ÷ [(30 ÷ 0.1) ÷ (180)] = 7.8 Kg
Thus, by taking into consideration the expiration date of
the material when calculating the EOQ, we have just saved the
company the cost of purchasing 5.2 Kg (13 Kg — 7.8 Kg = 5.2
Kg) of the raw material that won’t be consumed as well as the
additional disposal cost.
Safety Stock and Reorder Point
The EOQ answers the important question: How much do
we order? Another important question that needs to be
answered is: When should we place the order? A reorder point
(ROP) system is used to track the remaining inventory of an
item each time a withdrawal is made to determine whether it is
time to reorder. However, the problem facing all systems is that
demand and lead times aren’t always predictable. Thus, safety
stock levels also need to be determined to prevent stock-outs.
Managers must weigh the benefits of holding safety stock
against the cost of stock-outs. This is usually a function of how
critical the material is to the manufacturing process and the lead
time to order, receive, test, inspect, and release materials. To
weight the risk of a stock out, you can use the Normal
Page 6
probability function to assign the desired probability of not
running out of stock. For example, if you were to select a z
value of 1.645 (90% from the Normal probability table), you
are assuming that the risk of running out of stock during the
lead time is 10% (100% — 90% = 10%). Higher values of z
provide more safety stock. Lower values of z provide less
safety stock.
To translate this policy into a specific safety stock
level, we must know how the demand during the lead time is
distributed. If demand varies little around the average, safety
stock can be small. Conversely, if demand during the lead
time varies greatly around the average, the safety stock
must be large. Variability is measured with mean and
variance. It is usually acceptable to assume that the demand
during the lead time is normally distributed. Thus, safety
stock is calculated by multiplying the risk (z) by the number
of standard deviations from the mean ( s ) by the square root
of the lead time ( L ).
Equation 4:
Where: z = Risk represented by the Normal probability
s = Standard deviation of the demand
L = Lead time in days
Once you have determined the safety stock, the
actual reorder point (ROP) can be calculated as the average
demand (D) multiplied by the lead time (L) plus the safety
stock.
ROP = DL + Safety Stock
Equation 5:
Where: D = Average of the demand in days
L = Lead time in days
Example 4: If the demand for a buffer is 20 liters per week with
a standard deviation of 5 liters and a lead time of 2 days for
manufacturing, what is the safety stock and reorder point
amount with a 90% risk level?
D = 20 liters per week = 20/7 = 2.8 liters per day
s = 5 liters per day
L = 2 days
z = 1.645 (90%)
Use Equation 4 to find the safety stock amount:
Safety Stock = 1.645 x 5 x
2 = 11.6 Liters
Now that we know the safety stock amount, we can use
Equation 5 to find
the reorder point:
ROP = 2.8 x 2 + 11.6 = 17.2 Liters
The primary advantages of calculating the safety stock
and reorder point with these methods are:
(1) The review frequency of each item may be individualized.
Tailoring the review frequency to the item can reduce the
total ordering and holding costs.
(2) Fixed lot sizes, if large enough, may result in quantity
discounts. Physical limitations such as material handling
methods, storage, preparation equipment, the time allotted
for manufacturing, or validated manufacturing methods may
require a fixed lot size.
Page 7
(3) Lower safety stock will results in a cost savings.
(4) Computerized systems can automatically monitor the
reorder process when materials have dropped below the
reorder point.
Summary
By utilizing the EOQ model, there are only two main
costs to calculate, the holding cost and the setup or ordering
cost. It is important to calculate these two costs accurately to
ensure that you are optimizing your EOQ. To further
optimize the EOQ, finding strategies to reduce the ordering
and setup cost and/or holding cost is probably the best place
to start. However, EOQ is just one part of the equation to
create a cost reduction strategy for managing your inventory.
You should always consider a cost-benefit-analysis of the
pressures for low inventory versus the pressures for high
inventory. Once these criteria are established, the risk for
holding inventory can be weighed against the expiration data
of the material, the safety stock and the reorder point can be
established to hopefully prevent stock outs with a minimal
impact on your overall cost to carry the inventory.
Formulations Pro Makes EOQ and ROP Easy to Manage
The first piece of information that you will need to know for
the EOQ is the demand for your buffer and raw materials
over a specified period of time. To make this process easy to
use, the Formulations Pro database has a two step
process (see Figure 3):
(1) Enter the Data: Enter the demand and cost information into
the fields.
(a) Start/End: Enter the start and end date for the demand
period of time.
(b) Lead Time: Enter the lead time for ordering and testing
the material.
(c) Order or Setup Cost: Enter the order and setup costs.
(d) Holding or Carrying Cost: Enter the holding or carry cost
per day.
Figure 3
Next, with the demand, lead time and cost figures,
Formulations Pro will help you to determine the economic
ordering and reorder point quantities.
(2) EOQ Recommendations: All the recommendations will be
calculated for you to minimize your costs. All you have to do
is enter the safety stock risk factor, desired order and
reorder levels (Figure 4).
(a) The number of orders that will be placed on an annual
basis will tell you how often you will need to place a new
order.
(b) The total cost to carry the inventory takes into
consideration the number of units ordered, the holding
Page 8
and carrying cost, the demand, and the order and
setup cost.
(c) The EOQ will tell you the amount to order to
minimize your costs.
(e) The desired or actual order amount allows you to
specify how much you will order or manufacture for
each lot. This allows you to compensate with
standardized order quantities which may be easier to
order or manufacture.
(d) The EOQ taking into consideration the expiration
date of the material will fine tune the EOQ
recommendation for materials that will expire before
they are consumed.
(f) The safety stock risk factor is used to compute the
safety stock quantity.
(g) The safety stock amount is the calculated amount of
safety stock needed to prevent a stock out during the
lead time.
(h) The recommended reorder amount should be
followed as closely as possible to maximize your
ordering and production schedules. This value uses
the average demand rate and compensates the
reorder amount based on the lead time and safety
stock. When the stock falls below this level it is time
to place a new order.
(i) The desired or actual reorder amount lets you
actually specify when you will need to reorder or start
the next manufacturing lot. This will help to prevent
backorders and stockouts. As well, this allows you to
compensate with safety stock for inconsistencies in
supply or demand and production schedules.
Figure 4
In just 2 short steps, Formulations Pro can give you the
competitive edge you need to implement a practical cost
reduction strategy for inventory management. For further
information about more advanced EOQ strategies or how
Formulations Pro can give your company the competitive edge
that you need please contact:
Formulations Pro, Inc.
12608-36 Carmel Country Rd
San Diego, Ca 92130
858-794-1530
© 2001 Formulations Pro, Inc. Formulations Pro is a trademark
of Formulations Pro, Inc., registered in the U.S.A. The
Formulations Pro logo and Formulations Pro are trademarks of
Formulations Pro, Inc. Product specifications and availability are
subject to change without notice.
Page 9