Materials Data Book
advertisement

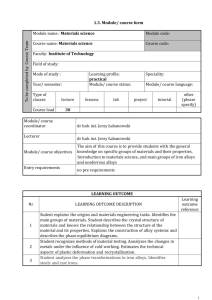
1 Materials Data Book 2003 Edition Cambridge University Engineering Department 2 PHYSICAL CONSTANTS IN SI UNITS Absolute zero of temperature Acceleration due to gravity, g Avogadro’s number, N A Base of natural logarithms, e Boltzmann’s constant, k Faraday’s constant, F Universal Gas constant, R Permeability of vacuum, µo Permittivity of vacuum, εo Planck’s constant, h Velocity of light in vacuum, c Volume of perfect gas at STP – 273.15 °C 9. 807 m/s2 6.022x1026 /kmol 2.718 1.381 x 10–26 kJ/K 9.648 x 107 C/kmol 8.3143 kJ/kmol K 1.257 x 10–6 H/m 8.854 x 10–12 F/m 6.626 x 10–37 kJ/s 2.998 x 108 m/s 22.41 m3/kmol CONVERSION OF UNITS Angle, θ Energy, U Force, F Length, l Mass, M Power, P Stress, σ Specific Heat, Cp Stress Intensity, K Temperature, T Thermal Conductivity, λ Volume, V Viscosity, η 1 rad See inside back cover 1 kgf 1 lbf 1 ft 1 inch 1Å 1 tonne 1 lb See inside back cover See inside back cover 1 cal/g.°C 1 ksi in 1 °F 1 cal/s.cm.oC 1 Imperial gall 1 US gall 1 poise 1 lb ft.s 57.30 ° 9.807 N 4.448 N 304.8 mm 25.40 mm 0.1 nm 1000 kg 0.454 kg 4.188 kJ/kg.K 1.10 MPa m 0.556 K 4.18 W/m.K 4.546 x 10–3 m3 3.785 x 10–3 m3 0.1 N.s/m2 0.1517 N.s/m2 1 CONTENTS Page Number Introduction Sources 3 3 I. FORMULAE AND DEFINITIONS Stress and strain Elastic moduli Stiffness and strength of unidirectional composites Dislocations and plastic flow Fast fracture Statistics of fracture Fatigue 7 Creep Diffusion Heat flow 4 4 5 5 6 6 7 8 8 II. PHYSICAL AND MECHANICAL PROPERTIES OF MATERIALS Melting temperature Density Young’s modulus Yield stress and tensile strength Fracture toughness Environmental resistance Uniaxial tensile response of selected metals and polymers 9 10 11 12 13 14 15 III. MATERIAL PROPERTY CHARTS Young’s modulus versus density Strength versus density Young’s modulus versus strength Fracture toughness versus strength Maximum service temperature Material price (per kg) 16 17 18 19 20 21 IV. PROCESS ATTRIBUTE CHARTS Material-process compatibility matrix (shaping) Mass Section thickness Surface roughness Dimensional tolerance Economic batch size 22 23 23 24 24 25 2 V. CLASSIFICATION AND APPLICATIONS OF ENGINEERING MATERIALS Metals: ferrous alloys, non-ferrous alloys Polymers and foams Composites, ceramics, glasses and natural materials 26 27 28 VI. EQUILIBRIUM (PHASE) DIAGRAMS Copper – Nickel Lead – Tin Iron – Carbon Aluminium – Copper Aluminium – Silicon Copper – Zinc Copper – Tin Titanium-Aluminium Silica – Alumina 29 29 30 30 31 31 32 32 33 VII. HEAT TREATMENT OF STEELS TTT diagrams and Jominy end-quench hardenability curves for steels 34 VIII. PHYSICAL PROPERTIES OF SELECTED ELEMENTS Atomic properties of selected elements Oxidation properties of selected elements 36 37 3 INTRODUCTION The data and information in this booklet have been collected for use in the Materials Courses in Part I of the Engineering Tripos (as well as in Part II, and the Manufacturing Engineering Tripos). Numerical data are presented in tabulated and graphical form, and a summary of useful formulae is included. A list of sources from which the data have been prepared is given below. Tabulated material and process data or information are from the Cambridge Engineering Selector (CES) software (Educational database Level 2), copyright of Granta Design Ltd, and are reproduced by permission; the same data source was used for the material property and process attribute charts. It must be realised that many material properties (such as toughness) vary between wide limits depending on composition and previous treatment. Any final design should be based on manufacturers’ or suppliers’ data for the material in question, and not on the data given here. SOURCES Cambridge Engineering Selector software (CES 4.1), 2003, Granta Design Limited, Rustat House, 62 Clifton Rd, Cambridge, CB1 7EG M F Ashby, Materials Selection in Mechanical Design, 1999, Butterworth Heinemann M F Ashby and D R H Jones, Engineering Materials, Vol. 1, 1996, Butterworth Heinemann M F Ashby and D R H Jones, Engineering Materials, Vol. 2, 1998, Butterworth Heinemann M Hansen, Constitution of Binary Alloys, 1958, McGraw Hill I J Polmear, Light Alloys, 1995, Elsevier C J Smithells, Metals Reference Book, 6th Ed., 1984, Butterworths Transformation Characteristics of Nickel Steels, 1952, International Nickel 4 I. FORMULAE AND DEFINITIONS STRESS AND STRAIN σt = F A σn = F Ao l lo ε t = ln ν =− εn = l−lo lo σ t = true stress σ n = nominal stress ε t = true strain ε n = nominal strain F = normal component of force Ao = initial area A = current area l o = initial length l = current length Poisson’s ratio, lateral strain longitudinal strain Young’s modulus E = initial slope of σ t − ε t curve = initial slope of σ n − ε n curve. Yield stress σ y is the nominal stress at the limit of elasticity in a tensile test. Tensile strength σ ts is the nominal stress at maximum load in a tensile test. Tensile ductility ε f is the nominal plastic strain at failure in a tensile test. The gauge length of the specimen should also be quoted. ELASTIC MODULI G= E 2 (1 +ν ) K= E 3 (1 − 2ν ) For polycrystalline solids, as a rough guide, Poisson’s Ratio ν≈ 1 3 Shear Modulus G≈ 3 E 8 Bulk Modulus K ≈ E These approximations break down for rubber and porous solids. 5 STIFFNESS AND STRENGTH OF UNIDIRECTIONAL COMPOSITES E II = V f E f + ( 1 − V f ) E m V f 1−V f E⊥ = + Ef Em −1 σ ts = V f σ ff + ( 1 − V f ) σ m y E II = composite modulus parallel to fibres (upper bound) E ⊥ = composite modulus transverse to fibres (lower bound) V f = volume fraction of fibres E f = Young’s modulus of fibres E m = Young’s modulus of matrix σ ts = tensile strength of composite parallel to fibres σ ff = fracture strength of fibres σm y = yield stress of matrix DISLOCATIONS AND PLASTIC FLOW The force per unit length F on a dislocation, of Burger’s vector b , due to a remote shear stress τ , is F = τ b . The shear stress τ y required to move a dislocation on a single slip plane is τy = cT bL where T = line tension (about 1 G b 2 , where G is the shear modulus) 2 L = inter-obstacle distance c = constant ( c ≈ 2 for strong obstacles, c < 2 for weak obstacles) The shear yield stress k of a polycrystalline solid is related to the shear stress τ y required to move a dislocation on a single slip plane: k ≈ 32 τ y . The uniaxial yield stress σ y of a polycrystalline solid is approximately σ y = 2 k , where k is the shear yield stress. Hardness H (in MPa) is given approximately by: H ≈ 3 σ y . Vickers Hardness HV is given in kgf/mm2, i.e. HV = H / g , where g is the acceleration due to gravity. 6 FAST FRACTURE K = Yσ The stress intensity factor, K : πa Fast fracture occurs when K = K IC In plane strain, the relationship between stress intensity factor K and strain energy release rate G is: K = EG 1 −ν 2 ≈ (as ν 2 ≈ 0.1 ) EG Plane strain fracture toughness and toughness are thus related by: K IC = “Process zone size” at crack tip given approximately by: r p = E G IC 1 −ν 2 ≈ E G IC 2 K IC π σ 2f Note that K IC (and G IC ) are only valid when conditions for linear elastic fracture mechanics apply (typically the crack length and specimen dimensions must be at least 50 times the process zone size). In the above: σ = remote tensile stress a = crack length Y = dimensionless constant dependent on geometry; typically Y ≈ 1 K IC = plane strain fracture toughness; G IC = critical strain energy release rate, or toughness; E = Young’s modulus ν = Poisson’s ratio σ f = failure strength STATISTICS OF FRACTURE Weibull distribution, Ps (V) = exp For constant stress: ∫ Ps (V) = exp − σ − V σ o σ σ o m m dV Vo V Vo Ps = survival probability of component V = volume of component σ = tensile stress on component Vo = volume of test sample σ o = reference failure stress for volume Vo , which gives Ps = m = Weibull modulus 1 = 0.37 e 7 FATIGUE Basquin’s Law (high cycle fatigue): ∆σ N αf = C1 Coffin-Manson Law (low cycle fatigue): ∆ε pl N βf = C 2 Goodman’s Rule. For the same fatigue life, a stress range ∆σ operating with a mean stress σ m , is equivalent to a stress range ∆σ o and zero mean stress, according to the relationship: ∆σ = ∆σ o 1 − σm σ ts Miner’s Rule for cumulative damage (for i loading blocks, each of constant stress amplitude and duration N i cycles): ∑ i Ni = 1 N fi Paris’ crack growth law: da = A ∆Kn dN In the above: ∆σ = stress range; ∆ε pl = plastic strain range; ∆K = tensile stress intensity range; N = cycles; N f = cycles to failure; α , β , C1 , C 2 , A, n = constants; a = crack length; σ ts = tensile strength. CREEP Power law creep: ε& ss = A σ n exp ( − Q / RT ) ε& ss = steady-state strain-rate Q = activation energy (kJ/kmol) R = universal gas constant T = absolute temperature A, n = constants 8 DIFFUSION D = Do exp ( − Q / RT ) Diffusion coefficient: Fick’s diffusion equations: J =−D C = concentration x = distance t = time dC dx ∂C ∂ 2C =D ∂t ∂ x2 and J = diffusive flux D = diffusion coefficient (m2/s) Do = pre-exponential factor (m2/s) Q = activation energy (kJ/kmol) HEAT FLOW q=−λ Steady-state 1D heat flow (Fourier’s Law): dT dx ∂T ∂ 2T =a ∂t ∂ x2 T = temperature (K) q = heat flux per second, per unit area (W/m2.s) Transient 1D heat flow: λ = thermal conductivity (W/m.K) a = thermal diffusivity (m2/s) For many 1D problems of diffusion and heat flow, the solution for concentration or temperature depends on the error function, erf : x C( x , t ) = f erf 2 D t or x T ( x , t ) = f erf 2 a t A characteristic diffusion distance in all problems is given by x ≈ characteristic heat flow distance in thermal problems being x ≈ D t , with the corresponding at . The error function, and its first derivative, are: erf ( X ) = X 2 π ∫0 ( ) exp − y 2 dy d [ erf ( X )] = dX and 2 π ( exp − X 2 ) The error function integral has no closed form solution – values are given in the Table below. X 0 0.1 0.2 0.3 0.4 0.5 0.6 0.7 0.8 erf ( X ) 0 0.11 0.22 0.33 0.43 0.52 0.60 0.68 0.74 X 0.9 1.0 1.1 1.2 1.3 1.4 1.5 ∞ erf ( X ) 0.80 0.84 0.88 0.91 0.93 0.95 0.97 1.0 Ferrous Natural Composites Metal Polymer Technical Porous Ceramics Glasses Non-ferrous Metals Bamboo (*) Cork (*) Leather (*) Wood, typical (Longitudinal) (*) Wood, typical (Transverse) (*) Aluminium/Silicon Carbide CFRP GFRP Borosilicate Glass (*) Glass Ceramic (*) Silica Glass (*) Soda-Lime Glass (*) Brick Concrete, typical Stone Alumina Aluminium Nitride Boron Carbide Silicon Silicon Carbide Silicon Nitride Tungsten Carbide Cast Irons High Carbon Steels Medium Carbon Steels Low Carbon Steels Low Alloy Steels Stainless Steels Aluminium Alloys Copper Alloys Lead Alloys Magnesium Alloys Nickel Alloys Titanium Alloys Zinc Alloys 77 77 107 77 77 525 450 563 957 442 927 927 1227 2004 2397 2372 1407 2152 2388 2827 1130 1289 1380 1480 1382 1375 475 982 322 447 1435 1477 375 602 1647 1557 592 1227 1227 1427 2096 2507 2507 1412 2500 2496 2920 1250 1478 1514 1526 1529 1450 677 1082 328 649 1466 1682 492 - 102 102 127 102 102 - 627 n/a n/a - - - Tm (oC) Flexible Polymer Foam (VLD) (*) Flexible Polymer Foam (LD) (*) Flexible Polymer Foam (MD) (*) Rigid Polymer Foam (LD) (*) Rigid Polymer Foam (MD) (*) Rigid Polymer Foam (HD) (*) Butyl Rubber (*) EVA (*) Isoprene (IR) (*) Natural Rubber (NR) (*) Neoprene (CR) (*) Polyurethane Elastomers (elPU) (*) Silicone Elastomers (*) ABS (*) Cellulose Polymers (CA) (*) Ionomer (I) (*) Nylons (PA) (*) Polycarbonate (PC) (*) PEEK (*) Polyethylene (PE) (*) PET (*) Acrylic (PMMA) (*) Acetal (POM) (*) Polypropylene (PP) (*) Polystyrene (PS) (*) Polyurethane Thermoplastics (tpPU) (*) PVC Teflon (PTFE) Epoxies Phenolics Polyester 112 112 112 67 67 67 – 73 – 73 – 83 – 78 – 48 – 73 – 123 88 –9 27 44 142 143 – 25 68 85 – 18 – 25 74 120 75 107 - n/a n/a n/a 177 177 177 171 157 171 – 63 – 23 – 78 – 63 – 43 – 23 – 73 128 107 77 56 205 199 – 15 80 165 –8 – 15 110 160 105 123 For full names and acronyms of polymers – see Section V. (*) glass transition (softening) temperature n/a: not applicable (materials decompose, rather than melt) (Data courtesy of Granta Design Ltd) 1 Polymer Foams Thermoset Thermoplastic 1 Polymers Elastomer Tm (oC) All data are for melting points at atmospheric pressure. For polymers (and glasses) the data indicate the glass transition (softening) temperature, above which the mechanical properties rapidly fall. Melting temperatures of selected elements are given in section VIII. II.1 MELTING (or SOFTENING) TEMPERATURE, Tm II. PHYSICAL AND MECHANICAL PROPERTIES OF MATERIALS 9 10 Ferrous Natural Composites Metal Polymer Technical Porous Ceramics Glasses Non-ferrous Metals Bamboo Cork Leather Wood, typical (Longitudinal) Wood, typical (Transverse) Aluminium/Silicon Carbide CFRP GFRP Borosilicate Glass Glass Ceramic Silica Glass Soda-Lime Glass Brick Concrete, typical Stone Alumina Aluminium Nitride Boron Carbide Silicon Silicon Carbide Silicon Nitride Tungsten Carbide Cast Irons High Carbon Steels Medium Carbon Steels Low Carbon Steels Low Alloy Steels Stainless Steels Aluminium Alloys Copper Alloys Lead Alloys Magnesium Alloys Nickel Alloys Titanium Alloys Zinc Alloys 0.6 0.12 0.81 0.6 0.6 2.66 1.5 1.75 2.2 2.2 2.17 2.44 1.9 2.2 2.5 3.5 3.26 2.35 2.3 3 3 15.3 7.05 7.8 7.8 7.8 7.8 7.6 2.5 8.93 10 1.74 8.83 4.4 4.95 - - - - - 0.8 0.24 1.05 0.8 0.8 2.9 1.6 1.97 2.3 2.8 2.22 2.49 2.1 2.6 3 3.98 3.33 2.55 2.35 3.21 3.29 15.9 7.25 7.9 7.9 7.9 7.9 8.1 2.9 8.94 11.4 1.95 8.95 4.8 7 ρ (Mg/m3) II.2 1 Flexible Polymer Foam (VLD) Flexible Polymer Foam (LD) Flexible Polymer Foam (MD) Rigid Polymer Foam (LD) Rigid Polymer Foam (MD) Rigid Polymer Foam (HD) Butyl Rubber EVA Isoprene (IR) Natural Rubber (NR) Neoprene (CR) Polyurethane Elastomers (elPU) Silicone Elastomers ABS Cellulose Polymers (CA) Ionomer (I) Nylons (PA) Polycarbonate (PC) PEEK Polyethylene (PE) PET Acrylic (PMMA) Acetal (POM) Polypropylene (PP) Polystyrene (PS) Polyurethane Thermoplastics (tpPU) PVC Teflon (PTFE) Epoxies Phenolics Polyester 0.016 0.038 0.07 0.036 0.078 0.17 0.9 0.945 0.93 0.92 1.23 1.02 1.3 1.01 0.98 0.93 1.12 1.14 1.3 0.939 1.29 1.16 1.39 0.89 1.04 1.12 1.3 2.14 1.11 1.24 1.04 - - 0.035 0.07 0.115 0.07 0.165 0.47 0.92 0.955 0.94 0.93 1.25 1.25 1.8 1.21 1.3 0.96 1.14 1.21 1.32 0.96 1.4 1.22 1.43 0.91 1.05 1.24 1.58 2.2 1.4 1.32 1.4 ρ (Mg/m3) 1 For full names and acronyms of polymers – see Section V (Data courtesy of Granta Design Ltd). Polymer Foams Thermoset Thermoplastic Polymers Elastomer DENSITY, ρ Ferrous Natural Composites Metal Polymer Technical Porous Ceramics Glasses Non-ferrous Metals Bamboo Cork Leather Wood, typical (Longitudinal) Wood, typical (Transverse) Aluminium/Silicon Carbide CFRP GFRP Borosilicate Glass Glass Ceramic Silica Glass Soda-Lime Glass Brick Concrete, typical Stone Alumina Aluminium Nitride Boron Carbide Silicon Silicon Carbide Silicon Nitride Tungsten Carbide Cast Irons High Carbon Steels Medium Carbon Steels Low Carbon Steels Low Alloy Steels Stainless Steels Aluminium Alloys Copper Alloys Lead Alloys Magnesium Alloys Nickel Alloys Titanium Alloys Zinc Alloys 15 0.013 0.1 6 0.5 81 69 15 61 64 68 68 10 25 6.9 215 302 400 140 300 280 600 165 200 200 200 201 189 68 112 12.5 42 190 90 68 - - - - - 20 0.05 0.5 20 3 100 150 28 64 110 74 72 50 38 21 413 348 472 155 460 310 720 180 215 216 215 217 210 82 148 15 47 220 120 95 E (GPa) II.3 Flexible Polymer Foam (VLD) Flexible Polymer Foam (LD) Flexible Polymer Foam (MD) Rigid Polymer Foam (LD) Rigid Polymer Foam (MD) Rigid Polymer Foam (HD) Butyl Rubber EVA Isoprene (IR) Natural Rubber (NR) Neoprene (CR) Polyurethane Elastomers (elPU) Silicone Elastomers ABS Cellulose Polymers (CA) Ionomer (I) Nylons (PA) Polycarbonate (PC) PEEK Polyethylene (PE) PET Acrylic (PMMA) Acetal (POM) Polypropylene (PP) Polystyrene (PS) Polyurethane Thermoplastics (tpPU) PVC Teflon (PTFE) Epoxies Phenolics Polyester 0.0003 0.001 0.004 0.023 0.08 0.2 0.001 0.01 0.0014 0.0015 0.0007 0.002 0.005 1.1 1.6 0.2 2.62 2 3.5 0.621 2.76 2.24 2.5 0.896 2.28 1.31 2.14 0.4 2.35 2.76 2.07 - - 0.001 0.003 0.012 0.08 0.2 0.48 0.002 0.04 0.004 0.0025 0.002 0.003 0.02 2.9 2 0.424 3.2 2.44 4.2 0.896 4.14 3.8 5 1.55 3.34 2.07 4.14 0.552 3.075 4.83 4.41 E (GPa) 1 For full names and acronyms of polymers – see Section V (Data courtesy of Granta Design Ltd) . Polymer Foams Thermoset Thermoplastic Polymers Elastomer 1 YOUNG’S MODULUS, E 11 Ferrous Natural Composites Metal Polymer Technical Porous Ceramics Glasses Non-ferrous Metals Bamboo Cork Leather Wood, typical (Longitudinal) Wood, typical (Transverse) Aluminium/Silicon Carbide CFRP GFRP Borosilicate Glass (*) Glass Ceramic (*) Silica Glass (*) Soda-Lime Glass (*) Brick (*) Concrete, typical (*) Stone (*) Alumina (*) Aluminium Nitride (*) Boron Carbide (*) Silicon (*) Silicon Carbide (*) Silicon Nitride (*) Tungsten Carbide (*) Cast Irons High Carbon Steels Medium Carbon Steels Low Carbon Steels Low Alloy Steels Stainless Steels Aluminium Alloys Copper Alloys Lead Alloys Magnesium Alloys Nickel Alloys Titanium Alloys Zinc Alloys (Data courtesy of Granta Design Ltd) 12 35 0.3 5 30 2 280 550 110 264 750 1100 360 50 32 34 690 1970 2583 3200 1000 524 3347 215 400 305 250 400 170 30 30 8 70 70 250 80 - - - - - 44 1.5 10 70 6 324 1050 192 384 2129 1600 420 140 60 248 5500 2700 5687 3460 5250 5500 6833 790 1155 900 395 1100 1000 500 500 14 400 1100 1245 450 36 0.5 20 60 4 290 550 138 22 62 45 31 7 2 5 350 197 350 160 370 690 370 350 550 410 345 460 480 58 100 12 185 345 300 135 - - - - - 45 2.5 26 100 9 365 1050 241 32 177 155 35 14 6 17 665 270 560 180 680 800 550 1000 1640 1200 580 1200 2240 550 550 20 475 1200 1625 520 σts (MPa) Flexible Polymer Foam (VLD) Flexible Polymer Foam (LD) Flexible Polymer Foam (MD) Rigid Polymer Foam (LD) Rigid Polymer Foam (MD) Rigid Polymer Foam (HD) Butyl Rubber EVA Isoprene (IR) Natural Rubber (NR) Neoprene (CR) Polyurethane Elastomers (elPU) Silicone Elastomers ABS Cellulose Polymers (CA) Ionomer (I) Nylons (PA) Polycarbonate (PC) PEEK Polyethylene (PE) PET Acrylic (PMMA) Acetal (POM) Polypropylene (PP) Polystyrene (PS) Polyurethane Thermoplastics (tpPU) PVC Teflon (PTFE) Epoxies Phenolics Polyester 0.01 0.02 0.05 0.3 0.4 0.8 2 12 20 20 3.4 25 2.4 18.5 25 8.3 50 59 65 17.9 56.5 53.8 48.6 20.7 28.7 40 35.4 15 36 27.6 33 - - 0.12 0.3 0.7 1.7 3.5 12 3 18 25 30 24 51 5.5 51 45 15.9 94.8 70 95 29 62.3 72.4 72.4 37.2 56.2 53.8 52.1 25 71.7 49.7 40 σy (MPa) 0.24 0.24 0.43 0.45 0.65 1.2 5 16 20 22 3.4 25 2.4 27.6 25 17.2 90 60 70 20.7 48.3 48.3 60 27.6 35.9 31 40.7 20 45 34.5 41.4 - - 0.85 2.35 2.95 2.25 5.1 12.4 10 20 25 32 24 51 5.5 55.2 50 37.2 165 72.4 103 44.8 72.4 79.6 89.6 41.4 56.5 62 65.1 30 89.6 62.1 89.6 σts (MPa) For full names and acronyms of polymers – see Section V. (*) NB: For ceramics, yield stress is replaced by compressive strength, which is more relevant in ceramic design. Note that ceramics are of the order of 10 times stronger in compression than in tension. 1 Polymer Foams Thermoset Thermoplastic 1 Polymers Elastomer YIELD STRESS, σy, AND TENSILE STRENGTH, σts σy (MPa) II.4 Ferrous Bamboo Cork Leather Wood, typical (Longitudinal) Wood, typical (Transverse) Aluminium/Silicon Carbide CFRP GFRP Borosilicate Glass Glass Ceramic Silica Glass Soda-Lime Glass Brick Concrete, typical Stone Alumina Aluminium Nitride Boron Carbide Silicon Silicon Carbide Silicon Nitride Tungsten Carbide Cast Irons High Carbon Steels Medium Carbon Steels Low Carbon Steels Low Alloy Steels Stainless Steels Aluminium Alloys Copper Alloys Lead Alloys Magnesium Alloys Nickel Alloys Titanium Alloys Zinc Alloys (Data courtesy of Granta Design Ltd) Natural Composites Metal Polymer Technical Porous Ceramics Glasses Non-ferrous Metals II.5 5 0.05 3 5 0.5 15 6.1 7 0.5 1.4 0.6 0.55 1 0.35 0.7 3.3 2.5 2.5 0.83 2.5 4 2 22 27 12 41 14 62 22 30 5 12 80 14 10 - - - - - 7 0.1 5 9 0.8 24 88 23 0.7 1.7 0.8 0.7 2 0.45 1.5 4.8 3.4 3.5 0.94 5 6 3.8 54 92 92 82 200 280 35 90 15 18 110 120 100 KIC (MPa√m) 0.005 0.015 0.03 0.002 0.007 0.024 0.07 0.5 0.07 0.15 0.1 0.2 0.03 1.19 1 1.14 2.22 2.1 2.73 1.44 4.5 0.7 1.71 3 0.7 1.84 1.46 1.32 0.4 0.79 1.09 - - 0.02 0.05 0.09 0.02 0.049 0.091 0.1 0.7 0.1 0.25 0.3 0.4 0.5 4.30 2.5 3.43 5.62 4.60 4.30 1.72 5.5 1.6 4.2 4.5 1.1 4.97 5.12 1.8 2.22 1.21 1.70 For full names and acronyms of polymers – see Section V. Flexible Polymer Foam (VLD) Flexible Polymer Foam (LD) Flexible Polymer Foam (MD) Rigid Polymer Foam (LD) Rigid Polymer Foam (MD) Rigid Polymer Foam (HD) Butyl Rubber EVA Isoprene (IR) Natural Rubber (NR) Neoprene (CR) Polyurethane Elastomers (elPU) Silicone Elastomers ABS Cellulose Polymers (CA) Ionomer (I) Nylons (PA) Polycarbonate (PC) PEEK Polyethylene (PE) PET Acrylic (PMMA) Acetal (POM) Polypropylene (PP) Polystyrene (PS) Polyurethane Thermoplastics (tpPU) PVC Teflon (PTFE) Epoxies Phenolics Polyester KIC (MPa√m) 2 estimated from K IC = E GIC /( 1 −ν 2 ) ≈ E GIC (as ν 2 ≈ 0.1 ). Note: K IC only valid for conditions of linear elastic fracture mechanics (see I. Formulae & Definitions). Plane Strain Toughness, GIC , may be 1 Polymer Foams Thermoset Thermoplastic Polymers Elastomer 1 FRACTURE TOUGHNESS (PLANE STRAIN), KIC 13 Ferrous Natural Composites Metal Polymer Porous Technical Ceramics Glasses Non-ferrous Metals Bamboo Cork Leather Wood Aluminium/Silicon Carbide CFRP GFRP Borosilicate Glass Glass Ceramic Silica Glass Soda-Lime Glass Brick, Concrete, Stone Alumina Aluminium Nitride Boron Carbide Silicon Silicon Carbide Silicon Nitride Tungsten Carbide Cast Irons High Carbon Steels Medium Carbon Steels Low Carbon Steels Low Alloy Steels Stainless Steels Aluminium Alloys Copper Alloys Lead Alloys Magnesium Alloys Nickel Alloys Titanium Alloys Zinc Alloys Flammability D D D D A B B A A A A A A A A A A A A A A A A A A B A A A A A A Fresh water C B B C A A A B A A A A A A A A A A A B B B B B A A A A A A A A C B B C B A A B A A A A A A A B A A A C C C C C A B A A D A A C Salt water II.6 Sunlight (UV) B A B B A B B A A A A A A A A A A A A A A A A A A A A A A A A A D B B D B C C A A B A C A A A B A A A A A A A A B C A C C B C E Flexible Polymer Foams Rigid Polymer Foams Butyl Rubber EVA Isoprene (IR) Natural Rubber (NR) Neoprene (CR) Polyurethane Elastomers (elPU) Silicone Elastomers ABS Cellulose Polymers (CA) Ionomer (I) Nylons (PA) Polycarbonate (PC) PEEK Polyethylene (PE) PET Acrylic (PMMA) Acetal (POM) Polypropylene (PP) Polystyrene (PS) Polyurethane Thermoplastics (tpPU) PVC Teflon (PTFE) Epoxies Phenolics Polyester Flammability E C E E E E E E B D D D C B B D D D D D D C A A B B D Fresh water A A A A A A A A A A A A A A A A A A A A A A A A A A A Salt water A A A A A A A A A A A A A A A A A A A A A A A A A A A C B B B B B B B B C B B C B A D B A C D C B A B B A A Sunlight (UV) For full names and acronyms of polymers – see Section V. Ranking: A = very good; B = good; C = average; D = poor; E = very poor. (Data courtesy of Granta Design Ltd) 1 Polymer Foams Thermoset Thermoplastic 1 Polymers Elastomer ENVIRONMENTAL RESISTANCE Wear resistance 14 D E B B B B B B B D C C C C C C C C B C D C C B C C C Wear resistance 15 II.7 UNIAXIAL TENSILE RESPONSE OF SELECTED METALS & POLYMERS Figure 2.1 Tensile response of some common metals Figure 2.2 Tensile response of some common polymers 16 III. MATERIAL PROPERTY CHARTS III.1 YOUNG’S MODULUS – DENSITY Figure 3.1: Young’s modulus, E , against density, ρ . The design guide-lines assist in selection of materials for minimum weight, stiffness-limited design. (Data courtesy of Granta Design Ltd) 17 III.2 STRENGTH – DENSITY Figure 3.2: Failure strength, σ f , against density, ρ . Failure strength is defined as the tensile elastic limit (usually yield stress) for all materials other than ceramics, for which it is the compressive strength. The design guide-lines assist in selection of materials for minimum weight, strength-limited design. (Data courtesy of Granta Design Ltd) 18 III.3 YOUNG’S MODULUS – STRENGTH Figure 3.3: Young’s modulus, E , against failure strength, σ f . Failure strength is defined as the tensile elastic limit (usually yield stress) for all materials other than ceramics, for which it is the compressive strength. The design guide-lines assist in the selection of materials for maximum stored energy, volume-limited design. (Data courtesy of Granta Design Ltd) 19 III.4 FRACTURE TOUGHNESS – STRENGTH Figure 3.4: Fracture toughness (plane strain), K IC , against failure strength, σ f . Failure strength is defined as the tensile elastic limit (usually yield stress) for all materials other than 2 / πσ 2f , which is ceramics, for which it is the compressive strength. The contours show K IC approximately the diameter of the process zone at a crack tip. Valid application of linear elastic fracture mechanics using K requires that the specimen and crack dimensions are large compared to this process zone. The design guide-lines are used in selecting materials for damage tolerant design. (Data courtesy of Granta Design Ltd) 20 III.5 MAXIMUM SERVICE TEMPERATURE Figure 3.5: Maximum service temperature. The shaded bars extend to the maximum service temperature – materials may be used safely for all temperatures up to this value, without significant property degradation. (Note: there is a modest range of maximum service temperature in a given material class – not all variants within a class may be used up to the temperature shown, so caution should be exercised if a material appears close to its limit). NB: For full names and acronyms of polymers – see Section V. (Data courtesy of Granta Design Ltd) 21 III.6 MATERIAL PRICE (PER KG) Figure 3.6: Material price (per kg), C m (2003 data). C m represents raw material price/kg, and does not include manufacturing or end-of-life costs. NB: For full names and acronyms of polymers – see Section V. (Data courtesy of Granta Design Ltd) Polymer Foams • • • • • Thermosets • • • • • Thermoplastics • • • • • • • • • • • • • • • (Data courtesy of Granta Design Ltd) Natural Materials can only be machined, though some woods are also hot formed. Polymer Composites are shaped by dedicated forming techniques, and are difficult to machine. Ceramics are all processed by powder methods, and Glasses are also moulded. Both are difficult to machine. Notes on other materials: • • • Titanium Alloys Machining • • • • • • Nickel Alloys • • • • • Aluminium, Copper, Lead, Magnesium, Zinc Alloys Injection Moulding Elastomers Polymers • • • • • • Low Alloy/Stainless Steels • • • • • Low Carbon Steels Blow Moulding Figure 4.1b: Polymers and Foams Non-ferrous Extrusion • Sheet Forming • • Medium/High Carbon Steels Compression Moulding Powder Methods • • • • Cast Irons Rotational Moulding Ferrous Sand Casting Polymer Casting Metals Die Casting Figure 4.1a: Metals Investment Casting IV.1 MATERIAL – PROCESS COMPATIBILITY MATRIX (SHAPING) IV. PROCESS ATTRIBUTE CHARTS Rolling/ Forging Composite Forming Machining 22 23 IV.2 MASS Metal shaping Sand casting Investment Casting Rolling/Forging Extrusion Sheet forming Ceramic shaping Polymer and composite shaping Die casting Powder methods Machining Injection moulding Blow moulding Compression moulding Rotational moulding Polymer casting Composite forming 10-3 10-2 0.1 1 10 102 103 104 Mass (kg) Figure 4.2: Process attribute chart for shaping processes: mass range (kg) IV.3 SECTION THICKNESS Polymer and composite shaping Ceramic shaping Metal shaping Sand casting Die casting Investment Casting Rolling/Forging Extrusion Sheet forming Powder methods Machining Injection moulding Blow moulding Compression moulding Rotational moulding Polymer casting Composite forming 10-4 10-3 10-2 0.1 1 Section thickness (m) Figure 4.3: Process attribute chart for shaping processes: section thickness (m) (DATA COURTESY OF GRANTA DESIGN LTD) 24 IV.4 SURFACE ROUGHNESS Metal shaping Sand casting Investment Casting Rolling/Forging Extrusion Sheet forming Ceramic shaping Polymer and composite shaping Die casting Powder methods Machining Injection moulding Blow moulding Compression moulding Rotational moulding Polymer casting Composite forming 0.1 1 10 102 Roughness (µm) Figure 4.4: Process attribute chart for shaping processes: surface roughness (µm) IV.5 DIMENSIONAL TOLERANCE Polymer and composite shaping Ceramic shaping Metal shaping Sand casting Die casting Investment Casting Rolling/Forging Extrusion Sheet forming Powder methods Machining Injection moulding Blow moulding Compression moulding Rotational moulding Polymer casting Composite forming 10-2 0.1 1 10 Tolerance (mm) Figure 4.5: Process attribute chart for shaping processes: dimensional tolerance (mm) 25 IV.6 ECONOMIC BATCH SIZE Polymer and composite shaping Ceramic shaping Metal shaping Sand casting Die casting Investment Casting Rolling/Forging Extrusion Sheet forming Powder methods Machining Injection moulding Blow moulding Compression moulding Rotational moulding Polymer casting Composite forming 1 10 102 103 104 105 106 107 Economic batch size (units) Figure 4.6: Process attribute chart for shaping processes: economic batch size (Data courtesy of Granta Design Ltd) Ferrous Non-ferrous Metals Cutting tools, springs, bearings, cranks, shafts, railway track General mechanical engineering (tools, bearings, gears, shafts, bearings) Steel structures (“mild steel”) – bridges, oil rigs, ships; reinforcement for concrete; automotive parts, car body panels; galvanised sheet; packaging (cans, drums) Springs, tools, ball bearings, automotive parts (gears connecting rods etc) Transport, chemical and food processing plant, nuclear plant, domestic ware (cutlery, washing machines, stoves), surgical implements, pipes, pressure vessels, liquid gas containers High Carbon Steels Medium Carbon Steels Low Carbon Steels Low Alloy Steels Stainless Steels Roof and wall cladding, solder, X-ray shielding, battery electrodes Automotive castings, wheels, general lightweight castings for transport, nuclear fuel containers; principal alloying addition to Aluminium Alloys Gas turbines and jet engines, thermocouples, coinage; alloying addition to austenitic stainless steels Aircraft turbine blades; general structural aerospace applications; biomedical implants. Die castings (automotive, domestic appliances, toys, handles); coating on galvanised steel Lead Alloys Magnesium Alloys Nickel Alloys Titanium Alloys Zinc Alloys Aerospace engineering, automotive bodies and panels, lightweight structures and ships Heat-treatable Alloys Electrical conductors and wire, electronic circuit boards, heat exchangers, boilers, cookware, coinage, sculptures Electrical conductors, heat exchangers, foil, tubes, saucepans, beverage cans, lightweight ships, architectural panels Non-heat-treatable Alloys Copper Alloys Automotive parts (cylinder blocks), domestic appliances (irons) Casting Alloys Aluminium Alloys Automotive parts, engine blocks, machine tool structural parts, lathe beds Cast Irons Applications V.1 METALS: FERROUS ALLOYS, NON-FERROUS ALLOYS V. CLASSIFICATION AND APPLICATIONS OF ENGINEERING MATERIALS 26 Elastomer Polymer Foams Thermoset Thermoplastic Polymers IR NR CR el-PU Isoprene Natural Rubber Polychloroprene (Neoprene) Polyurethane Elastomers Packaging, buoyancy, cushioning, sponges, sleeping mats Thermal insulation, sandwich panels, packaging, buoyancy Rigid Polymer Foam Furniture, boats, sports goods Flexible Polymer Foam Electrical plugs, sockets, cookware, handles, adhesives Non-stick coatings, bearings, skis, electrical insulation, tape Polyester PTFE Polytetrafluoroethylene (Teflon) Pipes, gutters, window frames, packaging Phenolics PVC Polyvinylchloride Cushioning, seating, shoe soles, hoses, car bumpers, insulation Adhesives, fibre composites, electronic encapsulation tp-PU Polyurethane Thermoplastics Toys, packaging, cutlery, audio cassette/CD cases Ropes, garden furniture, pipes, kettles, electrical insulation, astroturf Zips, domestic and appliance parts, handles Aircraft windows, lenses, reflectors, lights, compact discs Blow moulded bottles, film, audio/video tape, sails Packaging, bags, squeeze tubes, toys, artificial joints Electrical connectors, racing car parts, fibre composites Safety goggles, shields, helmets; light fittings, medical components Gears, bearings; plumbing, packaging, bottles, fabrics, textiles, ropes Packaging, golf balls, blister packs, bottles Tool and cutlery handles, decorative trim, pens Communication appliances, automotive interiors, luggage, toys, boats Electrical insulation, electronic encapsulation, medical implants Packaging, hoses, adhesives, fabric coating Wetsuits, O-rings and seals, footware Gloves, tyres, electrical insulation, tubing Epoxies PS PET Polyethylene terephthalate Polystyrene PE Polyethylene PP PEEK Polyetheretherketone Polypropylene PC Polycarbonate PMMA PA Polyamides (Nylons) POM I Ionomer Polyoxymethylene (Acetal) CA Cellulose Polymers Polymethyl methacrylate (Acrylic) ABS Acrylonitrile butadiene styrene Silicone Elastomers Bags, films, packaging, gloves, insulation, running shoes EVA Ethylene-vinyl-acetate Tyres, inner tubes, insulation, tubing, shoes Tyres, seals, anti-vibration mountings, electrical insulation, tubing Applications Butyl Rubber Abbreviation V.2 POLYMERS AND FOAMS 27 Natural Ceramics Metal Technical Porous Glasses Polymer Composites Corks and bungs, seals, floats, packaging, flooring Shoes, clothing, bags, drive-belts Construction, flooring, doors, furniture, packaging, sports goods Cork Leather Wood Cutting tools, drills, abrasives Tungsten Carbide Building, scaffolding, paper, ropes, baskets, furniture Bearings, cutting tools, dies, engine parts Silicon Nitride Bamboo Microcircuits, semiconductors, precision instruments, IR windows, MEMS High temperature equipment, abrasive polishing grits, bearings, armour Lightweight armour, nozzles, dies, precision tool parts Boron Carbide Silicon Carbide Microcircuit substrates and heatsinks Aluminium Nitride Silicon Cutting tools, spark plugs, microcircuit substrates, valves Buildings, architecture, sculpture Stone Alumina General civil engineering construction Windows, bottles, tubing, light bulbs, pottery glazes Soda-Lime Glass Concrete High performance windows, crucibles, high temperature applications Silica Glass Buildings Cookware, lasers, telescope mirrors Brick Ovenware, laboratory ware, headlights Borosilicate Glass Boat hulls, automotive parts, chemical plant GFRP Glass Ceramic Lightweight structural parts (aerospace, bike frames, sports goods, boat hulls and oars, springs) Automotive parts, sports goods CFRP Aluminium/Silicon Carbide Applications V.3 COMPOSITES, CERAMICS, GLASSES AND NATURAL MATERIALS 28 29 VI. EQUILIBRIUM (PHASE) DIAGRAMS Figure 6.1 Copper – Nickel equilibrium diagram Figure 6.2 Lead – Tin equilibrium diagram 30 Figure 6.3 Iron – Carbon equilibrium diagram Figure 6.4 Aluminium – Copper equilibrium diagram 31 Figure 6.5 Aluminium – Silicon equilibrium diagram Figure 6.6 Copper – Zinc equilibrium diagram 32 Figure 6.7 Copper – Tin equilibrium diagram Figure 6.8 Titanium – Aluminium equilibrium diagram 33 Figure 6.9 Silica – Alumina equilibrium diagram VII. HEAT TREATMENT OF STEELS Figure 7.1 Isothermal transformation diagram for 1% nickel steel, BS503M40 (En12) Figure 7.2 Jominy end quench curves for 1% nickel steel, BS503M40 (En12) 34 35 Figure 7.3 Isothermal transformation diagram for 1.5% Ni – Cr – Mo steel, BS817M40 (En24) Figure 7.4 Jominy end quench curves for 1.5% Ni – Cr – Mo steel, BS817M40 (En24) 36 VIII. PHYSICAL PROPERTIES OF SELECTED ELEMENTS ATOMIC PROPERTIES OF SELECTED ELEMENTS Element Symbol Atomic Number Relative Atomic 1 Weight Melting Point (oC) Crystal structure 2 (at 20oC) Lattice constants 3 (at 20oC) a, (b) (Å) c (Å) Aluminium Al 13 26.982 660 f.c.c. 4.0496 Beryllium Be 4 9.012 1280 h.c.p. 2.2856 3.5843 Boron B 5 10.811 2300 t. 8.73 5.03 Carbon C 6 12.011 3500 hex. 2.4612 6.7079 Chlorine Cl 17 35.453 – 101 – – Chromium Cr 24 51.996 1900 b.c.c. 2.8850 Copper Cu 29 63.54 1083 f.c.c. 2.5053 Germanium Ge 32 72.59 958 d. 5.6575 Gold Au 79 196.967 1063 f.c.c. 4.0786 Hydrogen H 1 1.008 – 259 – – Iron Fe 26 55.847 1534 b.c.c. 2.8663 Lead Pb 82 207.19 327 f.c.c. 4.9505 Magnesium Mg 12 24.312 650 h.c.p. 3.2094 Manganese Mn 25 54.938 1250 cub. 8.912 5.2103 Molybdenum Mo 42 95.94 2620 b.c.c. 3.1468 Nickel Ni 28 58.71 1453 f.c.c. 3.5241 Niobium Nb 41 92.906 2420 b.c.c. 3.3007 Nitrogen N 7 14.007 – 210 – – Oxygen O 8 15.999 – 219 – – Phosphorus P 15 30.974 44 cub. 7.17 ( at – 35oC) Silicon Si 14 28.086 1414 d. 5.4305 Silver Ag 47 107.870 961 f.c.c. 4.0862 Sulphur S 16 32.064 119 f.c.orth. 10.437, (12.845) 24.369 Tin Sn 50 118.69 232 b.c.t. 5.8313 3.1812 Titanium Ti 22 47.90 1670 h.c.p. 2.9504 4.6833 Tungsten W 74 183.85 3380 b.c.c. 3.1652 Vanadium V 23 50.942 1920 b.c.c. 3.0282 Zinc Zn 30 65.37 419 h.c.p. 2.6649 4.9468 Zirconium Zr 40 91.22 1850 h.c.p. 3.2312 5.1476 1 The values of atomic weight are those in the Report of the International Commission on Atomic Weights (1961). The unit is 1/12th of the mass of an atom of C12. 2 f.c.c. = face-centred cubic; h.c.p. = hexagonal close-packed; b.c.c. = body-centred cubic; t. = tetragonal; hex. = hexagonal; d. = diamond structure; cub. = cubic; f.c.orth. = face-centred orthorhombic; b.c.t. = body-centred tetragonal. 3 Lattice constants are in Ångström units (1 Å = 10–10 m) – + 0.34 + 0.40 + 0.77 + 0.80 Cu → Cu2+ + 2e– O2 + 2H2O + 4e– → 4(OH)– Fe2+ → Fe3+ + e– Ag → Ag+ + e– (Data courtesy of Granta Design Ltd) Au → Au3+ + 3e– 2H2O → O2 + 4H + 4e + 1.42 + 1.23 + 0.15 Sn2+ → Sn4+ + 2e– – 0.00 H2 → 2H+ + 2e– + – 0.13 Pb → Pb2+ + 2e– + 2e – 0.14 Sn → Sn 2+ – 0.25 – 0.44 – Ni → Ni + 2e + 2e 2+ Fe → Fe – + 3e Cr → Cr 2+ – 0.76 Zn → Zn2+ + 2e– – 0.74 – 1.66 Al → Al3+ + 3e– – – 2.36 Mg → Mg2+ + 2e– 3+ Normal hydrogen scale (volts) Oxidation reaction for solution of the metal Standard electrode potentials (300K, molar solutions) Cr2O3 ZnO 3SiO2 + 2N2 SiO2 + CO2 MoO2 WO3 Fe3O4 NiO – CO2 Pb3O4 CuO – Ag2O Au2O3 Zinc Silicon nitride Silicon carbide Molybdenum Tungsten Iron Nickel Most polymers Diamond, graphite Lead Copper GFRP Silver Gold Nb2O5 SiO2 TiO ZrO2 Al2O3 Chromium Niobium Silicon Titanium Zirconium Aluminium MgO BeO Beryllium Magnesium Oxide Material + 80 –5 – 200 – 254 – 309 – 389 – 400 – 439 – 508 – 510 – 534 – 580 – 629 – 636 – 701 – 757 – 836 – 848 –1028 – 1045 – 1162 – 1182 Free energy (kJ/mol O2) Free energy of oxidation (at 273K) OXIDATION PROPERTIES OF SELECTED ELEMENTS 37 38 0 CONVERSION OF UNITS – STRESS, PRESSURE AND ELASTIC MODULUS * 2 MN/m (or MPa) lb/in2 kgf/mm2 bar MN/m2 (or MPa) 1 6.89 x 10–3 9.81 0.10 lb/in2 1.45 x 102 1 1.42 x 103 14.48 kgf/mm2 0.102 7.03 x 10–4 1 1.02 x 10–2 bar 10 6.89 x 10–2 98.1 1 CONVERSION OF UNITS – ENERGY * J cal eV ft lbf J 1 4.19 1.60 x 10–19 1.36 cal 0.239 1 3.83 x 10–20 0.324 eV 6.24 x 1018 2.61 x 1019 1 8.46 x 1018 ft lbf 0.738 3.09 1.18 x 10–19 1 CONVERSION OF UNITS – POWER * kW (kJ/s) hp ft lbf/s * kW (kJ/s) 1 0.746 1.36 x 10–3 hp 1.34 1 1.82 x 10–3 ft lbf/s 7.38 x 102 5.50 x 102 1 To convert row unit to column unit, multiply by the number at the column-row intersection, thus 1 MN/m2 = 10 bar