Polymer 54 (2013) 4143e4154
Contents lists available at SciVerse ScienceDirect
Polymer
journal homepage: www.elsevier.com/locate/polymer
Maleic anhydride functionalization of polypropylene with suppressed
molecular weight reduction via solid-state shear pulverization
Mirian F. Diop a, John M. Torkelson a, b, *
a
Dept. of Chemical and Biological Engineering, Northwestern University, Evanston, IL 60208, USA
Dept. of Materials Science and Engineering, Northwestern University, Evanston, IL 60208, USA
b
a r t i c l e i n f o
a b s t r a c t
Article history:
Received 7 March 2013
Received in revised form
29 May 2013
Accepted 3 June 2013
Available online 12 June 2013
Polypropylene (PP) is sometimes functionalized with polar molecules like maleic anhydride (MA) to
improve interfacial adhesion and to allow for reactive compatibilization. The conventional method of
synthesizing PP grafted with MA (PP-g-MA) is by post-polymerization reactive extrusion at high temperature (180e220 C). Under these conditions, the extent of b-scission (a radical chemistry that results
in cleavage of CeC backbone bonds) is significant; thus, the product of functionalization by reactive
extrusion suffers dramatic molecular weight (MW) reduction and degradation of properties. We present
a novel method of synthesizing PP-g-MA while strongly suppressing MW reduction using solid-state
shear pulverization (SSSP). By taking advantage of the relatively low temperature conditions associated with SSSP and with the use of azobisisobutyronitrile as radical initiator, significant MA grafting
levels are achieved while strongly suppressing b-scission. For a PP-g-MA sample with 0.5 wt% grafted
MA, characterization of number-average MW (Mn) before and after functionalization reveals that the
frequency of chain scission events per repeat unit is reduced by more than 90% when synthesis is done
by SSSP as opposed to reactive extrusion. Consequently, relative to the neat PP from which it was made,
the PP-g-MA sample (with 0.5 wt% grafted MA) synthesized via SSSP exhibits only 8 and 25e32% reductions in Mn and weight-average MW (Mw), respectively; this is greatly improved over the 51 and 71%
reductions in Mn and Mw reported in the literature for PP-g-MA (with 0.5 wt% grafted MA) synthesized
by reactive extrusion.
Ó 2013 Elsevier Ltd. All rights reserved.
Keywords:
Functionalization
Chain scission
Polypropylene
1. Introduction
Polyolefins are non-polar, resulting in excellent chemical resistance. Though often advantageous, this non-polar nature is a
disadvantage in applications requiring compatibility and adhesion
between polyolefins and polar molecules [1]. As a result, there has
been great interest in functionalizing polyolefins with polar molecules [1e14], including itaconates [2], methacrylate esters [3],
maleic anhydride (MA) [4e10], peroxyketals [11,12], and peroxyesters [13,14]. The most common functionalized polyolefin is
isotactic polypropylene (PP) grafted with MA (PP-g-MA), which is
useful as a compatibilizer for blends [15e17], composites [18e20],
and nanocomposites [21e23] or as an asphalt modifier [24,25].
Unfortunately, as practiced commercially, functionalization is
accompanied by harsh effects which have proven difficult to
* Corresponding author. Dept. of Chemical and Biological Engineering, Northwestern University, Evanston, IL 60208, USA.
E-mail address: j-torkelson@northwestern.edu (J.M. Torkelson).
0032-3861/$ e see front matter Ó 2013 Elsevier Ltd. All rights reserved.
http://dx.doi.org/10.1016/j.polymer.2013.06.003
overcome. As stated by Boaen and Hillmyer [26], “The incorporation of functional groups along the backbone of polyolefins such as
polyethylene and polypropylene in a selective, controlled, and mild
manner is one of the most important challenges facing synthetic
polymer chemists today.”
Polyolefins have been functionalized via two categories of
methods [1,26]. The first is direct copolymerization of a-olefins
with functionalized olefins [26e28]. A major issue with this
method is the tendency for O- and/or N-containing functional
groups to deactivate the polymerization catalysts, making it inappropriate for commercial application [1]. Catalysts, e.g., Ti, Zr, Cr,
and V, that interact strongly with functional groups have high
oxophilicity. In an attempt to remedy this problem, much less
oxophilic transition metal catalysts such as NiII and PdII have been
used [27,29]; in other cases, functional groups have been protected
before reaction (to minimize catalyst interactions) and then deprotected after functionalization [30e32]. Another method of
direct copolymerization uses an olefin and a monomer with latent
reactivity which is functionalized in subsequent processing steps
[33e38]. This method results in loss of stereoregularity control
4144
M.F. Diop, J.M. Torkelson / Polymer 54 (2013) 4143e4154
and/or requires multiple-step functionalization [1,26]. These challenges associated with direct copolymerization render this group of
methods unsuitable for commercial production of functionalized
polyolefins. The second category employs post-polymerization
processing where chains are modified with radicals that react
with polar molecules. This approach is accompanied by undesirable
side reactions (e.g., chain scission, cross-linking, and branching
[1,26]) which lead to compromised properties [26]. Although postpolymerization processing is used commercially for polyolefin
functionalization, it is far from ideal as currently practiced.
A hybrid approach has also been investigated involving the
synthesis of propylene copolymers containing units that allow for
post-polymerization functionalization [39e41]. Studies with
borane-containing copolymers showed that spontaneous oxidation
of borane units led to polymeric radicals that could be functionalized with a polar moiety [39]. A second attempt involved copolymerization of p-methylstyrene with propylene by ZieglereNatta
catalysis, followed by free radical grafting of a polar group to the pmethylstyrene unit via a suspension reaction using dicumyl
peroxide as initiator [40]. Unfortunately, these investigations yielded materials without advantages over those in commercial production because functionalization was limited to low molecular
weight chains [40] or because of the lack of commercial availability
and handling issues associated with reagents [39]. While our
manuscript was under review, a manuscript by Zhang et al. [41] was
published online that describes the production of a copolymer of
propylene with p-(3-butenyl)toluene which, after a suspension
reaction, can yield PP-g-MA [41]. Though significant reductions in
undesirable side reactions (such as chain scission) were observed,
the bulky comonomer reportedly resulted in significant reductions
in melting temperature and crystallinity.
Industrial production of PP-g-MA is done by melt processing or
reactive extrusion [8e10,42e44], resulting in post-polymerization
functionalization above the PP melt temperature (165e170 C). At
such temperatures, PP macroradicals formed during the functionalization process have the propensity to undergo rearrangement
resulting in scission into two shorter chains (i.e., b-scission); see
Scheme 1 [45e50]. b-scission is highly temperature dependent; the
rate of b-scission increases by eight orders of magnitude upon
increasing temperature from 25 to 200 C [45,46]. Thus, PP functionalization by melt processing results in significant b-scission and
molecular weight (MW) reduction. For PP-g-MA made by reactive
extrusion at 180e190 C and analyzed by high-temperature gel
permeation chromatography (high-T GPC), Shi et al. [8] reported
reductions in weight-average MW (Mw) of 67, 71, and 76% at 0.38,
0.51 and 0.78 wt% grafting levels, respectively. Such MW reduction
can diminish the properties of PP-g-MA as compared to those of the
neat PP from which it is synthesized. For example, Hasegawa et al.
[21] reported improvements in mechanical properties of a PP-gMA/clay nanocomposite over those of neat PP-g-MA. However,
because of the low PP-g-MA MW, the nanocomposite mechanical
properties were only comparable to those of neat PP.
Studies have used a variety of post-polymerization methods in
attempts to suppress chain scission and thus MW reduction associated with the synthesis of PP-g-MA. Some approaches resulted in
no suppression or even reported enhancements of MW reduction
relative to PP-g-MA made by conventional melt processing or
reactive extrusion [51,52]. One method achieved some chain scission suppression but at the cost of dramatically reduced PP isotacticity and crystallinity [53], which leads to major losses in
properties. Two studies reported some success in suppressing MW
reduction without loss of tacticity [54,55]. In one study, a continuous method with commercial potential resulted in PP-g-MA with
Mw values that may be interpreted as only 6e15% higher than those
for PP-g-MA samples made by conventional reactive extrusion with
equivalent MA content [54]. Using batch, solid-state ball milling,
another study produced PP-g-MA that, in some cases, showed
suppression of chain scission relative to melt processing but in
other cases resulted in “intensively” cross-linked material [55]. For
systems that were not described as cross-linked, e.g., PP-g-MA with
0.6e0.9 wt% MA, [55], the Mw values could nevertheless be interpreted as being reduced by more than 50% relative to the neat PP
starting material, which emphasizes the need to address the challenge of chain scission and MW reduction in a different way.
(A detailed description of these studies is provided in Section 2.
Background.)
Here, we show that solid-state shear pulverization (SSSP), a lowtemperature, continuous process with potential for high
throughput, provides a route for overcoming the scientific challenge of suppressing MW reduction while yielding PP-g-MA in a
commercially amenable manner. This process uses a twin-screw
melt extruder modified with a cooling system to maintain the
polymer in the solid state [50,56e64]. Although a much milder
solid-state process than ball milling, SSSP is accompanied by sufficient shear stresses and compressional forces to cause repeated
fragmentation and fusion of material; conditions are tuned by feed
rate, screw speed, screw design, and temperature [56]. In addition
to being solventless, SSSP is industrially scalable. (Polyolefins have
been processed by SSSP at Northwestern University with a
commercial-scale apparatus at rates exceeding 150 kg/h.) Compatibilization and intimate mixing of immiscible blends [57e60] and
effective dispersion and exfoliation in composites and nanocomposites can result from SSSP [61e65]. Here, by using SSSP in
post-polymerization synthesis of PP-g-MA, we present a platform
of chemistries that is unattainable with high-temperature processing. We show that the low-temperature radical chemistries
afforded by SSSP allow us to functionalize PP while maintaining
crystallinity levels and suppressing MW reduction to a much
greater level than achieved by other methods. Thus, SSSP demonstrates that it can meet the challenge of functionalizing PP in a
selective and mild manner.
2. Background: previous research on suppressing chain
scission and MW reduction in the post-polymerization
synthesis of PP-g-MA
Scheme 1. Mechanism for b-scission.
Over the past decade, several methods have been studied to
suppress the MW reduction associated with post-polymerization
PP-g-MA synthesis by free radical chemistry. Using brominated
reagents, Henry et al. [53] achieved some suppression; as characterized by high-T GPC, Mw was reduced by 81% at 1.25 wt% grafted
MA for reactive extrusion without brominated reagents and by 60%
at 2.47 wt% grafted MA with brominated reagents. Unfortunately,
the brominated reagents led to loss of PP isotacticity resulting in a
78% reduction in crystallinity relative to the neat PP from which the
M.F. Diop, J.M. Torkelson / Polymer 54 (2013) 4143e4154
PP-g-MA was made. Such a major reduction of PP crystallinity
drastically compromises mechanical and physical properties.
Functionalization employing solvent has also been studied for
its potential to suppress MW reduction in the synthesis of PP-g-MA.
Batch processes involving grafting in solution [6] or during solventbased swelling [51] (also called solvent-assisted solid-state grafting
[51]) can be done at temperatures below the bulk PP melt temperature, which should reduce the rate of b-scission. Using organicbased solvents results in expensive processing, recycling issues, and
the production of deleterious byproducts, which make large-scale
production impractical. Using supercritical carbon dioxide (scCO2)
as a solvent in batch processing eliminates recycling and byproduct
issues but involves complex processing. Furthermore, as reported
by Liu et al. [51], at comparable 0.3e0.4 wt% grafting levels the
synthesis of PP-g-MA by batch, scCO2-assisted solid-state grafting
at 130 C led to greater, rather than suppressed MW reduction, as
compared to melt extrusion.
Supercritical CO2-assisted reactive extrusion has also been
studied for suppressing MW reduction of PP-g-MA. In 2003,
Dorscht and Tzoganakis [52] synthesized PP-g-MA by reactive
extrusion using a 190 C process temperature with and without
scCO2 and employed melt flow index (MFI) and melt flow rate as
indications of MW. They showed that while scCO2-assisted reactive
extrusion and conventional reactive extrusion were equally effective in grafting MA to PP, the use of scCO2 did not suppress chain
scission, likely because of the use of 190 C as process temperature.
In 2010, Cao et al. [54] compared the effect of scCO2-assisted
reactive extrusion at 160 C to that of conventional reactive
extrusion at 190 C on the production of PP-g-MA. They characterized intrinsic viscosity ([h]) of three pairs of samples made
at different MA feed levels, yielding grafting levels of 0.6e0.8,
0.95e1.05, and 1.2 wt% MA in the three pairs. The highest [h] values
were obtained in the sample pair with intermediate 0.95e1.05 wt%
MA composition, indicating that there is not a simple monotonic
relationship between MA grafting level and MW for PP-g-MA made
by reactive extrusion. In each sample pair, the PP-g-MA made with
scCO2 had a slightly higher [h] and thus slightly higher viscosityaverage MW (Mv). (Cao et al. [54] did not report [h] of the starting neat PP.) Using literature MarkeHouwink parameters [66,67],
one can estimate that samples made with scCO2 had Mw values that
were w12% (0.6e0.8 wt% MA grafting), w6% (0.95e1.05 wt% MA
grafting), and w15% (1.2 wt% MA grafting) higher than those
resulting from samples made without scCO2. Although the use of
scCO2 and a 30 C reduction in reactive extrusion temperature led
to suppression of MW reduction (at similar MA graft levels), the
suppression was small in magnitude.
Another approach to suppress MW reduction has involved solidstate functionalization without solvent and at yet lower temperatures. In 2005, Qiu and Hirotsu [55] reported the synthesis of PP-gMA by ball milling, a process commonly used in the powder metallurgy industry but relatively little used in the plastics industry.
Ball milling of polymers is a batch process that typically requires
2e10 h of processing time during which materials in hardened vials
are exposed to high forces from the impact of multiple steel ball
bearings resulting from vial agitation [55,68,69]. Ball or mechanical
milling is a harsh process that leads to chain scission and major MW
reduction (as much as 90% or more) as well as cross-linking for neat
polymers such as polystyrene, polyolefins, polyisoprene and
poly(methyl methacrylate) [55,68,69]. Qiu and Hirotsu measured
the temperature of the polymer during milling (using a thermometer at the beginning of pause steps in the course of a typically
2e10 h process time) and reported it to be 75e85 C, much lower
than other methods used to produce PP-g-MA. At some milling
conditions and feed levels of benzoyl peroxide (the radical initiator)
and MA, they reported that the PP-g-MA was “intensively” [55]
4145
cross-linked. Nevertheless, at other conditions, they suppressed
MW reduction by using ball milling instead of melt processing
at 190 C. They made PP-g-MA at w0.9 wt% MA graft level with
melt-flow index (MFI) ¼ 56 g/10 min by melt processing and
MFI ¼ 18e22 g/10 min by ball milling. At 0.6e0.7 wt% MA graft
level, they obtained PP-g-MA with MFI ¼ 20 g/10 min by melt
processing and MFI ¼ 13 g/10 min by ball milling [55].
Using correlations between PP MW characterization from highT GPC and MFI, [70,71], the reduction in Mw accompanying ball
milling and melt processing may be estimated. The neat PP before
processing had MFI ¼ 1.0 g/10 min, [52], which leads to an estimated Mw ¼ w520,000 g/mol. For the PP-g-MA with w0.9 wt% MA,
the reductions in Mw are w57 and w69% for the milled and melt
processed samples, respectively. For the PP-g-MA with 0.6e0.7 wt%
MA, the reductions in Mw are w53 and w59% for the milled and
melt processed samples, respectively. Although MW reduction was
suppressed by ball milling, the effect was small and similar to that
achieved by Cao et al. [54] with scCO2-assisted reactive extrusion.
Along with the greater than 50% reduction in Mw accompanying PPg-MA synthesis, the batch nature, long process time, and harshness
make ball milling less than ideal for commercial application.
3. Experimental
3.1. Materials
Polypropylene (Total Petrochemicals; MFI ¼ 2.0 g/10 min; ASTM
standard D-1238 at 230 C/2160 g load; reported by the supplier)
was used as received. Azobisisobutyronitrile (AIBN) and MA
were used as received (SigmaAldrich). A phenolic antioxidant,
Songnox 6260 (Songwon), was used as received in samples made
for rheological characterization. Xylene, dodecynl succinic anhydride (DSA), ammonium hydroxide (28% w/w aqueous solution),
and 1-pyrenemethylamine hydrochloride were used for characterizing MA grafting levels and reactivity of the PP-g-MA and were
used as received (SigmaAldrich). 1-pyrenemethylamine (PyrMeNH2) was synthesized by stirring 1-pyrenemethylamine hydrochloride and ammonium hydroxide in xylene solution for
several hours at room temperature, allowing for migration of hydrochloric acid into the aqueous phase and Pyr-MeNH2 into the
xylene phase; separation was by decantation.
3.2. Synthesis of PP-g-MA with SSSP
Dry mixed samples of PP, MA, and AIBN were pulverized using a
relatively harsh screw design [53] at 200 rpm screw speed and
100 g/h feed rate. The pulverizer was a pilot-plant/research scale
Berstoff twin-screw extruder (screw diameter ¼ 25 mm, length/
diameter ¼ 26.5) modified with a cooling system (a Budzar Industries WC-3 chiller at 6 C); the same apparatus was used in
previous SSSP studies [50,56e64]. Samples of PP-g-MA were prepared by SSSP using 4.0 wt% MA and 0.5, 1.0, or 1.5 wt% AIBN. A
control was prepared by SSSP with 1.0 wt % AIBN but without MA. A
PP-g-MA sample with feed composition of 4.0 wt% MA and 1.5 wt%
AIBN was also prepared by melt mixing for 10 min at 200 C in an
Atlas Electronic Devices MiniMAX molder (cup-and-rotor mixer) at
maximum rotor speed and with three steel balls in the cup to
provide chaotic mixing [72]. Table 1 shows sample composition and
process methods. In addition to the samples in Table 1, a sample
was made with 1.0 wt% benzoyl peroxide (BPO; SigmaAldrich) in PP
by SSSP using the same process conditions as for PP/AIBN; this
sample was prepared in order to compare the effect of undecomposed AIBN vs. BPO on the MW degradation of SSSP products
during post-SSSP melt processing.
4146
M.F. Diop, J.M. Torkelson / Polymer 54 (2013) 4143e4154
3.6. Demonstration of reactivity of PP-g-MA with Pyr-MeNH2
Table 1
Variables for Sample Composition and Processing Method.
Sample
MA added
(wt%)
AIBN added
(wt%)
Processing method
Neat PP pellet
(as received)
Neat PP (after SSSP)
PP/MA
e
e
e
e
1.0
e
e
PP/AIBN
PP-g-MA/1
PP-g-MA/2
PP-g-MA/3
PP-g-MA/3 MM
e
4.0
4.0
4.0
4.0
1.0
0.5
1.0
1.5
1.5
SSSP
Dry mixing of
component powders
SSSP
SSSP
SSSP
SSSP
Melt mixing
3.3. Rheological measurements
Neat PP and PP-g-MA samples were used without purification
but with 0.5 wt% Songnox 6260 added to each sample to prevent
thermal degradation. Samples were compression molded into discs
devoid of bubbles. Oscillatory shear rheology data were collected at
180 C, with 10% strain over a frequency range of 0.01e100 rad/s
(measuring from high to low frequency), using a strain-controlled
Rheometrics Scientific ARES rheometer equipped with 25 mm
parallel plates.
3.4. Physical and mechanical properties
Properties were measured for neat PP and SSSP output (PP-gMA) without purification. A Mettler Toledo differential scanning
calorimeter (DSC 822e) was used for thermal analysis. Samples
were heated at 40 C/min to 200 C, held at 200 C for 5 min, cooled
at 40 C/min to 40 C, held at 40 C for 3 min, heated at 10 C/min to
200 C, held at 200 C for 5 min, and cooled at 10 C/min to 40 C.
The crystallinity was determined from the final cooling step.
Both peak and endpoint temperatures of the melting endotherm
(10 C/min) were reported.
Films with w0.5 mm thickness were prepared by pressing in a
PHI hot press at 200 C for 5 min and then rapidly cooling in a PHI
cold press at 16 C for 15 min. Tensile specimens were prepared
according to ASTM D1708; dumbbell-shaped specimens were cut
from films using a Dewes-Gumbs die. An MTS Sintech 20/G (100 kN
load cell; crosshead speed ¼ 5 cm/min) was used to obtain Young’s
modulus and yield strength values at room temperature.
3.5. Quantification of MA grafting
For this characterization, PP-g-MA samples made by SSSP or
melt mixing were purified to remove any unreacted MA by dissolution in boiling xylene followed by precipitation with methanol.
The samples were dried in a vacuum oven at 70 C.
In order to create a calibration curve, DSA/PP blends were prepared by melt processing at 200 C in a MiniMAX molder for 10 min
and at maximum rotor speed with three steel balls in the cup in
order to provide chaotic mixing [72]. Blend products were
compression molded into thin films (w0.3 mm thick) for Fourier
transform infrared (FTIR) spectroscopy. Dodecenyl succinic anhydride was chosen because of its structural similarity to PP-g-MA.
For each blend, three sets of FTIR data were collected with 64
scans and 4 cm1 resolution. Purified PP-g-MA samples were
compression molded into thin films (w0.3 mm thick) and tested
under the same conditions as DSA/PP blends. For PP/MA (prepared
with 1 wt% MA powder dry mixed with PP), the FTIR spectrum
was collected using a disc prepared from the sample powder and
potassium bromide.
The reactivity of purified PP-g-MA was verified by reaction with
Pyr-MeNH2 [73]. In order to achieve this imidization reaction,
50 g/L PP-g-MA samples were dissolved in 0.30 g/L solutions of PyrMeNH2 in xylene. Solutions were held at 100 C for 2 h, after which
PP-g-MA was precipitated in methanol. To remove unreacted PyrMeNH2, samples were purified six times by dissolution in boiling
xylene followed by precipitation in methanol. Pyrene label fluorescence was measured with a Photon Technology International
fluorimeter (lexc ¼ 344 nm).
4. Results and discussion
4.1. Rationale for using AIBN as radical initiator for SSSP synthesis
of PP-g-MA
The radical initiator AIBN was selected for SSSP-based synthesis
of PP-g-MA for a few reasons. It has a half-life of 1 h at 85 C [74,75].
In contrast, dicumyl peroxide, which is commonly used for PP
functionalization by melt processing, has a half-life of 1 h at 132 C
[74]. Thus, we expect AIBN to lead to the formation of more radicals
under the relatively low temperature conditions accompanying
SSSP processing [76]. Also, AIBN radicals do not have the tendency
to participate in chain transfer to PP to any significant extent [77].
This is particularly important when we consider the effect of undecomposed AIBN in PP-g-MA during post-SSSP melt processing at
elevated temperature (to make a product). Besides the fact that
almost all of the AIBN would have decomposed and its radicals lost
(as a result of their termination reactions with each other and
subsequent production of inert molecules [78]) before the PP melts,
any radicals remaining in the system would be unable to cause the
formation of PP macroradicals which could undergo b-scission and
MW reduction. Thus, the presence of undecomposed AIBN in our
samples does not raise any concern associated with AIBN radical
chemistry during post-SSSP melt processing of PP-g-MA. Unlike
AIBN, BPO, which has a half-life of 1 h at 91 C [74], decomposes to
form radicals that undergo significant levels of chain transfer to PP.
For this reason, BPO is less suitable for effective suppression of MW
reduction during PP functionalization via SSSP because of its tendency to cause additional MW reduction during post-SSSP melt
processing.
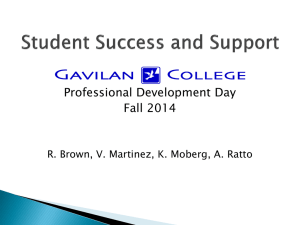
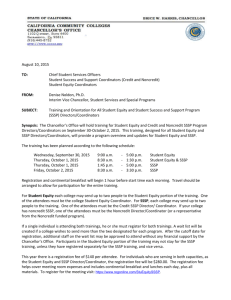
Fig. 1 compares the magnitude of complex viscosity (jh*j) as a
function of frequency for neat PP pellets (as received) and neat PP,
PP/AIBN (with 1.0 wt% AIBN), and PP/BPO (with 1.0 wt% BPO) after
SSSP. Values of zero shear rate viscosity (ho) were determined from
jh*j based on the Cox-Merz rule, which relates linear viscoelastic
properties to steady shear viscosity [79], and application of the
Cross model [80]. Assuming that ho scales with Mw to the 3.4 power
[70,71,81e83], we can use rheology data to characterize the effect
of processing on Mw. Neat PP after SSSP had ho that was 10% less
than that of neat PP pellets (18,200 vs. 20,400 Pa$s), indicating a 3%
reduction in Mw; PP/AIBN had an ho ¼ 14,000 Pa$s, indicating a 10%
reduction in Mw relative to neat PP pellets. The slight difference in
Mw reduction for neat PP after SSSP and PP/AIBN occurs because the
presence of AIBN in PP during SSSP results in an increase in specific
work (the amount of work done per unit mass of material during
SSSP) and thus a slight increase in Mw reduction [56].
In contrast to PP/AIBN, PP/BPO showed a factor of w20 reduction in ho relative to neat PP pellets and thus a major reduction in
Mw (w60%). Because the average residence time in the pulverizer is
on the order of several minutes, only a minority of the BPO would
have decomposed during SSSP, leaving the remaining BPO to
decompose during the melting step used to compression mold the
PP/BPO into a disc for rheology studies. As compared to AIBN
100000
4147
0.8
Neat PP pellet
Neat PP (a er SSSP)
PP/AIBN
0.6
PP/BPO
10000
Absorbance
Magnitude of Complex Viscosity (Pa.s)
M.F. Diop, J.M. Torkelson / Polymer 54 (2013) 4143e4154
1000
Neat PP
3/97 wt% DSA/PP
0.4
0.2
100
0.01
0.1
1
10
Frequency (rad/s)
100
0.0
2000
Fig. 1. Magnitude of complex viscosity as a function of frequency for as received neat
PP pellet (,), neat PP after SSSP (A), PP/AIBN (a sample of 1 wt% AIBN pulverized with
PP under the same conditions as PP-g-MA samples) (), and PP/BPO (a sample of 1 wt%
BPO pulverized with PP under the same conditions as PP-g-MA samples) (B). Data
were collected at 180 C.
radicals, BPO radicals have a much higher propensity for chain
transfer with PP. [77]. Thus, during high-temperature processing
(post-SSSP), which will cause further BPO decomposition, there is a
danger of significant chain transfer between BPO radicals and PP;
this will result in PP macroradical formation and subsequent MW
reduction by b-scission [45e50]. In order to suppress MW reduction for final application, it is essential to use a radical initiator that
does not lead to significant b-scission during post-SSSP high-temperature melt processing. This requirement is met by AIBN.
4.2. Quantitative characterization of MA grafting levels
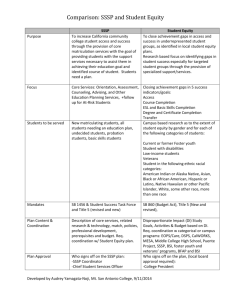
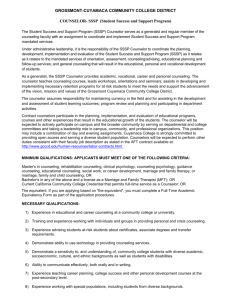
Table 2 shows the locations of peaks associated with three
unique cyclic anhydride absorptions in the 1900e1700 cm1
infrared region [84]. There is no significant absorbance from PP in
this region, as shown in Fig. 2 by a comparison of FTIR spectra of a
3/97 wt% DSA/PP blend and neat PP. A peak at 1170 cm1 is used for
normalization (absorbance of 1.00) of each sample spectrum. This
peak is specific to PP and absent for MA. For all spectral analyses,
the data between 1900 and 1650 cm1 and between 1240 and
1070 cm1 were deconvoluted into component peaks using a Lorentzian function. This yielded accurate peak intensities while accounting for peak overlaps and inconsistent baselines between
spectra. A calibration curve based on DSA was determined using the
analysis described above:
½Anhydride ¼ 0:96ðI1790 =I1170 Þ þ 7:87ðI1713 =I1170 Þ
Wavenumber (cm1)
Characteristic bond
1730e1700
C¼O stretch of carboxylic acid of hydrolyzed
anhydride
Asymmetric C]O stretch (strongest peak)
Symmetric C]O stretch
1800e1775
1870e1845
1600
Fig. 2. FTIR spectra of a blend of 3/97 wt% DSA/PP (solid curve) and neat PP (dashed
curve). The inserted molecular structure is that of dodecynl succinic anhydride (DSA).
where the anhydride concentration is in weight percent and I1790,
I1713, and I1170 are peak intensities at 1790, 1713, and 1170 cm1,
respectively.
Graft levels of PP-g-MA made by SSSP were quantified using
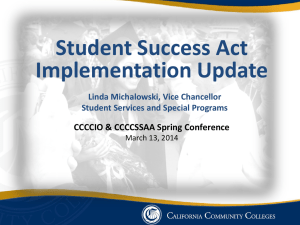
Eq. (1); see Table 3. To verify that all free MA molecules had been
removed by purification, we inspected FTIR spectra for a peak
located between 710 and 690 cm1. Absorbance in that region is as
a result of out-of-plane ¼CeH bond stretch associated with free MA
(grafted MA does not show this absorbance) [84]. The presence of
such a peak in a mixed sample of 1/99 wt% MA/PP (containing free
rather than grafted MA) and its absence in all of our purified PP-gMA samples indicates that our purification led to essentially complete removal of free MA (See Fig. 3.). While PP-g-MA prepared by
SSSP resulted in 0.3e0.5 wt% grafting levels (more specifically,
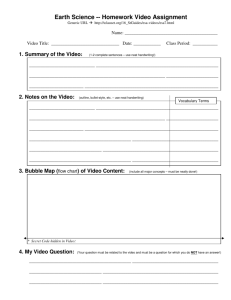
0.27 0.04 to 0.47 0.04 wt% MA), PP-g-MA/3 MM (see Table 3)
prepared by melt processing resulted in no significant grafting of
MA, consistent with discussion in Section 4.1 above. A comparison
of FTIR spectra for neat PP, PP-g-MA/3, and PP-g-MA/3 MM is
shown in Fig. 4, which demonstrates that PP-g-MA/3 MM has no
discernable level of MA grafting.
Table 3
Characterization of MA grafting levels, Mw reduction from ho data, crystallinity, and
tensile properties for neat PP and PP-g-MA samples made via SSSP.
Sample
MA grafting Percent Mw Crystallinity Young’s
modulus
levela (wt%) reductionb (%)
(%)
(MPa)
Yield
strength
(MPa)
Neat PP pellets
(as received)
Neat PP
(after SSSP)
PP-g-MA/1
PP-g-MA/2
PP-g-MA/3
e
(1)
Table 2
Characteristic peaks associated with cyclic anhydride absorption in the infrared
region.
1800
Wavenumber (cm-1)
47
1340 20
38 1
3
48
1400 90
37 2
0.27 0.04 16
0.32 0.05 20
0.47 0.04 25
47
48
48
1300 70 34 1
1300 100 33 1
1200 30 34 1
e
e
a
MA grafting levels expressed in wt% can be converted into units of meq (i.e., the
number of moles of MA in 1 g of PP-g-MA multiplied by 106) by simple stoichiometric calculations (e.g., 0.3 wt% MA is equivalent to w31 meq).
b
Percent reduction in Mw relative to neat PP pellets (as received) was calculated
using the assumption that ho scales with Mw to the 3.4 power.
4148
M.F. Diop, J.M. Torkelson / Polymer 54 (2013) 4143e4154
0.12
oligomer grafts in some PP-g-MA syntheses at temperatures below
160 C [4,5,55]. Because PP-g-MA synthesis by SSSP occurs at low
temperature and based on our observation of a peak at 1780 cm1,
it is possible that PP-g-MA prepared by SSSP contains some MA
oligomers grafted onto PP.
1/99 wt% MA/PP
PP-g-MA/3
Absorbance
PP-g-MA/3MM
0.08
Neat PP
4.3. Molecular weight characterization and molecular weight
reduction in PP-g-MA
0.04
0.00
750
725
700
Wavenumber
675
650
(cm -1)
Fig. 3. FTIR spectra of 1/99 wt% MA/PP (bold curve), PP-g-MA/3 (dotted curve), PP-gMA/3 MM (short-dashed curve), and neat PP (long-dashed curve). The comparison
shows no absorbance associated with free anhydride moieties in PP-g-MA/3, PP-g-MA/
3 MM, or neat PP. A very strong absorbance due to free anhydride moieties is observed
for the sample of 1/99 wt% MA/PP as expected.
In Fig. 4, the FTIR spectrum for PP-g-MA/3 exhibits two peaks
at w1790 and w1780 cm1. The peak at w1780 cm1 may be from
oligomeric chains of MA grafted to PP [48]. However, homopolymerization of MA during PP functionalization is a controversial
issue. The argument against MA homopolymerization during hightemperature functionalization of PP is based on the fact that the
ceiling temperature for homopolymerization of MA in benzene is
160 C [85]. Temperatures above the ceiling temperature favor
depolymerization over polymerization. Some studies [42,86,87]
have reported evidence of MA oligomer grafts to PP by melt functionalization, which was ascribed to effects of local MA concentration on ceiling temperature. There is also evidence for MA
High-temperature GPC data were obtained for neat PP pellets
(as received) and PP-g-MA/3 [88]. Samples were dissolved in trichlorobenzene and tested at 145 C; a triple detection method was
used [89]. The MW values from these samples, as well as those
reported for PP-g-MA synthesis via reactive extrusion by Shi et al.
[8], are presented in Table 4.
Both PP-g-MA/3 (made by SSSP) and PP-g-MA/RE (made by
reactive extrusion) [8] have MA grafting levels of w0.5 wt%. Based
on the 0.5 wt% grafting level and 32,000 g/mol number-average
MW (Mn) value reported for PP-g-MA/RE, on average one to two
MA units are incorporated in each PP chain. This result is consistent
with the idea that the extent of b-scission is high during reactive
extrusion and that most of the radicals that participate in MA
grafting, and thus the MA functional groups themselves, are located
at PP chain ends. In contrast, the 0.5 wt% grafting level for PP-g-MA/
3 with Mn ¼ 89,000 g/mol indicates that four to five MA units are
incorporated in each PP chain. Unlike the sample made by reactive
extrusion, the PP-g-MA made by SSSP has the MA functional groups
distributed along the chain length rather than being located predominantly at chain ends. This is evident from the discussion
below.
Using Mn values, the average number of scission events per
chain can be determined with the following analysis. Starting with
one chain, one scission event will result in two chains, two scission
events will result in three chains, etc. This relationship between the
number of scission events and the number of chains results in Eq.
(2), which relates the average number of scission events per chain,
zc, to change in Mn:
i
h
zc ¼ Mn;o =Mn;f 1
(2)
where Mn,o is the initial Mn, and Mn,f is the final Mn after scission.
Based on Eq. (2), zc ¼ 0.090 scission events per chain for PP-g-MA/3,
i.e., for every 100 original PP chains, there were 9 scission events. If
each scission event during SSSP resulted in a radical at each of two
chain ends that was capable of adding an MA functional group, then
18 MA functional groups could be added per 109 PP chains present
after scission. However, given the w0.5 wt% MA grafting level,
these 109 chains would contain w400e500 MA units, a factor of
w25 higher than the number of chain ends created by scission.
While it is possible that some chain-end radicals may result in
incorporation of more than one MA functional group, the low
Table 4
High-T GPC Characterization of Mn and Mw before and after Functionalization via
SSSP and Reactive Extrusion [8].
Fig. 4. FTIR spectra of PP-g-MA/3 (bold curve), PP-g-MA/3 MM (dotted curve), and
neat PP (dashed curve). The comparison shows no clear absorbance associated with
anhydride groups in PP-g-MA/3 MM.
Sample
Mn (g/mol)
PP-g-MA synthesis via
Neat PP pellets
(as received)
PP-g-MA/3
PP-g-MA synthesis via
Neat PP (as received)
PP-g-MA/RE
SSSP
97,000
Percent Mn
reduction (%)
Mw (g/mol)
Percent Mw
reduction (%)
e
397,000
e
268,000
32
273,000
80,000
e
71
89,000
8
Reactive Extrusion [8]
65,000
e
32,000
51
propensity of MA to undergo homopolymerization [4,5,55] and the
low MA concentration used in the SSSP process argue strongly
against the notion that most MA functional groups are present as
homopolymer grafted onto PP chain ends. Instead, a high level of
the MA functional groups must be incorporated at locations along
the chain length other than chain ends [90].
Equation (2) also allows us to compare the frequency of scission
events per chain for PP-g-MA synthesis by SSSP (zc ¼ 0.090) with
that by reactive extrusion (zc ¼ 1.03). Given that the Mn,o values
were different for PP-g-MA/3 and PP-g-MA/RE, an appropriate
comparison requires that we determine the frequency of scission
events per repeat unit in each system. Taking into account that the
initial number-average degree of polymerization was 2205 for PPg-MA/3 and 1477 for PP-g-MA/RE, then one scission event occurs
per 24,500 repeat units with PP-g-MA/3 and per 1430 repeat units
in PP-g-MA/RE. Thus, with the synthesis of PP-g-MA with 0.5 wt%
MA graft level, SSSP suppresses the frequency of chain scission per
repeat unit by w94% relative to reactive extrusion.
Table 4 also shows the percent reduction in Mw for PP-g-MA/3
and PP-g-MA/RE. These reductions in Mw (32% for PP-g-MA/3 and
71% for PP-g-MA/RE) are significantly larger than the reductions in
Mn (8% for PP-g-MA/3 and 51% for PP-g-MA/RE). This is expected
because the probability that a chain undergoes b-scission is proportional to the number of repeat units in the chain. Hence, a chain
with five times the repeat units of a shorter chain with have five
times the frequency of scission events of the shorter chain, and Mw
will thereby suffer a greater percentage reduction than Mn.
Nevertheless, synthesis of PP-g-MA by SSSP results in much smaller
reductions in Mn and Mw (based on high-T GPC characterization)
relative to those achieved by reactive extrusion. (If we had
employed a neat PP sample with Mn identical to the 65,000 g/mol
sample used by Shi et al. [8], then SSSP would have led to only a 6%
reduction in Mn, from 65,000 to 61,300 g/mol.)
Most previous studies of MW reduction accompanying PP-g-MA
synthesis via post-polymerization did not report any Mn values nor
Mw values based on high-T GPC; instead, they reported results that
may be interpreted in terms of Mw based on viscosity or MFI
characterization. In order to make a fair comparison between
studies as well as to compare the effects of MA graft level in our
own study, we have also used rheology to characterize the apparent
reduction in Mw in our three PP-g-MA samples made by SSSP. Fig. 5
shows jh*j as a function of frequency for PP-g-MA and control
samples. Values of ho were calculated by employing the Cox-Merz
rule [79] and the Cross model [80]. (It is worth noting that
neither the control nor PP-g-MA samples show any signs of chain
branching [91].) We characterized the effect of SSSP processing and
MA functionalization on Mw reduction by assuming that ho scales
with the 3.4 power of Mw. [70,71,81e83]. As shown in Table 3,
pulverization of neat PP without MA or AIBN results in w3%
reduction in Mw, confirming that under the conditions utilized in
this work, SSSP alone results in negligible MW reduction. For pulverized PP-g-MA samples, we observe Mw reductions of 16e25% for
0.3 to 0.5 wt% MA grafting levels from rheology. The 25% reduction
in Mw estimated from rheology for PP-g-MA/3 is slightly below the
32% reduction calculated from high-T GPC characterization, indicating approximate agreement between methods. Alternatively,
Mw values can be determined using data reported by Fujiyama et al.
[71] in an hoeMw correlation for PP [71,92]. Percent reductions in
Mw obtained from this correlation agree well with the determinations in Table 3 made by simple application of the 3.4 power law relation to our ho data (see Table 5).
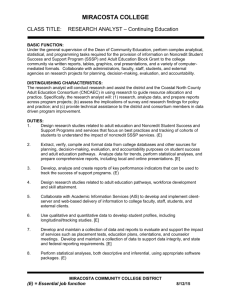
Fig. 6 compares the percent reductions in Mw obtained with PPg-MA syntheses via conventional reactive extrusion [8], scCO2assisted reactive extrusion [54], ball milling [55], and SSSP. In the
case of the non-SSSP-based syntheses, the Mw values are reduced
Magnitude of Complex Viscosity (Pa.s)
M.F. Diop, J.M. Torkelson / Polymer 54 (2013) 4143e4154
4149
100000
10000
Neat PP pellet
1000
Neat PP (a er SSSP)
PP-g-MA/1
PP-g-MA/2
PP-g-MA/3
100
0.01
0.1
1
10
Frequency (rad/s)
100
Fig. 5. Magnitude of complex viscosity as a function of frequency for as received neat
PP pellet (,), neat PP pulverized (A), PP-g-MA/1 (D), PP-g-MA/2 (), and PP-g-MA/3
(B). Data were collected at 180 C.
by more than 50% and in some cases by more than 70% at MA graft
levels ranging from 0.2 to 0.9 wt%. At most there is only a weak
increase in Mw reduction with increasing MA graft level. In contrast,
the PP-g-MA made by SSSP with 0.3e0.5 wt% MA graft levels
resulted in much smaller, 16e25% reductions in Mw based on zero
shear rate viscosity data; based on GPC characterization of the
sample with 0.5 wt% MA graft level, Mw was reduced by a relatively
modest 32%. While the results from the PP-g-MA samples made by
SSSP suggest that Mw reduction increases with MA graft level, they
also strongly demonstrate that the level of reduction in Mw
accompanying SSSP is much smaller in comparison with other
methods of PP-g-MA synthesis reported in the literature. Thus,
whether the comparison is done by frequency of chain scission
events per repeat unit, percent reduction in Mn, or percent reduction in Mw, the PP-g-MA synthesized by SSSP experiences strong
suppression of chain scission and MW reduction relative to similar
materials synthesized by other post-polymerization methods
described in the literature.
4.4. Reactivity of PP-g-MA with Pyr-MeNH2
Polymers grafted with MA are used commercially in reactive
compatibilization in which the MA unit reacts to form a covalent
bond with a functional group, e.g., an amine, on the blend partner
chain, such as polyamide. Here, we demonstrate the reactivity of
PP-g-MA made by SSSP with a model system involving Pyr-MeNH2.
This system was selected because trace levels of pyrenyl chromophores covalently attached via a condensation-type linkage to
Table 5
Mw Reductions for Samples made by SSSP as Determined from Data Presented by
Fujiyama et al. [71,92].
Sample
MA grafting
level (wt%)
ho (Pa s)
Mw (g/mol)
Percent Mw
reduction (%)
Neat PP pellets
(as received)
Neat PP (after SSSP)
PP-g-MA/1
PP-g-MA/2
PP-g-MA/3
e
20,400
456,000
e
e
0.27 0.04
0.32 0.05
0.47 0.04
18,200
11,700
8500
7700
444,000
398,000
359,000
344,000
3
13
21
24
4150
M.F. Diop, J.M. Torkelson / Polymer 54 (2013) 4143e4154
Percent Reduction in Mw
80
are related to how the moieties attached to the pyrenyl unit modify
its photophysical response [95,96]. In any case, the fluorescence of
PP-g-MA/3 after reaction with Pyr-MeNH2 (and purification) proves
that PP-g-MA made by SSSP can be used for reactive compatibilization. A control study was done on neat PP using the same reaction
and purification protocol as for PP-g-MA/3 and resulted in no
fluorescence.
70
60
50
40
4.5. Physical and mechanical properties
30
Table 3 shows the percent crystallinity for PP-g-MA samples
made by SSSP. Percent crystallinity (ccrys) was determined using
Eq. (3):
20
10
0.2 0.4 0.6 0.8
1
MA grafting level (wt%)
Fig. 6. Comparison of percent reduction in Mw as a function of MA grafting level for PPg-MA synthesis via reactive extrusion (,) [8], sceCO2eassisted reactive extrusion (✕)
[54], ball milling (>) [55], SSSP e rheology data (C), and SSSP e high-T GPC data (:).
polymer chains are known to be highly fluorescent [93,94] in dilute
solution and allow for confirmation of reactivity.
Fig. 7a shows the fluorescence spectrum of a solution of 0.3 g/L
Pyr-MeNH2 in xylene. Fig. 7b show the fluorescence spectrum of a
2 g/L PP-g-MA/3 solution in xylene after reaction with Pyr-MeNH2.
The latter spectrum was collected after the reaction product was
purified by six dissolution/precipitation cycles to remove any
unreacted Pyr-MeNH2. Under these solution conditions, the pyrenyl
chromophore emission is associated with monomer fluorescence;
within error, excimer fluorescence (with a peak intensity at 480 nm
and emission extending above 550 nm) [93,94] is absent. This
suggests that any MA oligomers that may be grafted to the PP-g-MA
do not react with more than one Pyr-MeNH2 molecule, because the
presence of two or more pyrenyl dyes on the oligomers would
likely lead to excimer fluorescence (Excimer fluorescence results
when an excited-state dimer produced from interaction of an
excited-state pyrenyl unit with a neighboring pyrenyl unit returns
to the ground state via radiation of a photon.) Shifts in pyrenyl
emission peak wavelength and structure similar to those in Fig. 7
after functionalization have been observed in other studies and
1.00
a
0.75
0.50
0.25
0.00
360
(3)
where DHf is the sample enthalpy of fusion and DHfo is enthalpy of
fusion for 100% crystalline PP (DHfo ¼ 207.1 J/g [97]). For PP-g-MA
samples synthesized via SSSP, 47e48% crystallinity levels were
achieved independent of graft level for the 0.3e0.5 wt% MA graft
levels (see Table 3) and unchanged from the crystallinity of the neat
PP from which the PP-g-MA samples were synthesized. Additionally, melt temperatures of 165e167 C (peak values) and 171e174 C
(endpoints) were observed for neat PP (after SSSP) and all PP-g-MA
samples. These values are identical, within experimental error, to
those for the neat PP (as received) from which the PP-g-MA samples were made. These results indicate that physical properties
related to crystallinity of neat PP should be retained after MA
functionalization by SSSP. It is interesting to note that in a very
recent publication, Zhang et al. [41] described the synthesis of high
MW PP-g-MA from copolymers of propylene and p-(3-butenyl)
toluene. For MA graft levels of 0.3e0.5 wt% (as determined from
FTIR) they observed sample crystallinities of 21e39%, significantly
below those for PP-g-MA synthesized by SSSP; such a reduction of
PP crystallinity may compromise mechanical and physical properties significantly.
Table 3 also shows Young’s modulus (E) and yield strength (sy)
values of neat PP before and after SSSP and PP-g-MA samples.
Within error, SSSP of neat PP had no effect on E and sy values,
consistent with the fact that the MW and crystallinity of neat PP
before and after SSSP were identical or nearly so. Relative to neat PP,
Normalized Intensity
Normalized Intensity
1.00
ccrys ¼ DHf =DHfo 100%
b
0.75
0.50
0.25
0.00
385
410
435
Wavelength (nm)
460
360
385
410
435
Wavelength (nm)
460
Fig. 7. Fluorescence spectra of (a) 0.3 g/L solution of Pyr-MeNH2 in xylene at 100 C; (b) 2 g/L solution PP-g-MA/3 in xylene at 100 C after first being reacted with Pyr-MeNH2 and
then purified six times by dissolution and precipitation to remove unreacted Pyr-MeNH2. (Both spectra have had emission intensity normalized to unity at the peak emission
wavelength.)
M.F. Diop, J.M. Torkelson / Polymer 54 (2013) 4143e4154
the three PP-g-MA samples exhibited w10% decreases in sy; only
PP-g-MA/3 with the highest MA grafting level (w0.5 wt%) and
largest Mw reduction (w25% by rheology) exhibited any modulus
reduction, w10% in this case. Thus, the tensile properties of PP-gMA made by SSSP are at most only slightly degraded relative to
those of the neat PP from which they were synthesized. This is
expected based on the 0.3e0.5 wt% MA incorporation and the
limited MW reduction in the PP-g-MA samples.
4.6. Proposed mechanism of PP-g-MA synthesis via SSSP using AIBN
as radical initiator
The mechanism for functionalization begins with the decomposition of AIBN into radicals, according to Scheme 2. Azo-type
initiators form radicals that do not participate significantly in
chain transfer but are excellent at addition reactions [77]. Thus, we
expect that radicals from AIBN will add onto MA molecules to form
MA-complex radicals. An MA-complex radical can then abstract
hydrogen from a tertiary carbon on a PP chain to form a PP macroradical. The macroradical can either add an MA unit to form PP-gMA (Scheme 2, step [4]) or undergo b-scission, resulting in MW
reduction. The dominant activity of the macroradical is MA grafting
owing to the low temperature. Thus, by using SSSP we benefit from
radical chemistries that encourage MA grafting and strongly suppress b-scission. Once MA is grafted onto PP, the radical on the MA
molecule can either abstract a tertiary H atom from a PP chain
(Scheme 2, step [5]) or add other MA molecules resulting in MA
oligomers grafted onto PP; see Scheme 3, step [1]. The radical on
4151
the MA oligomer can be stabilized after it abstracts an H atom from
a PP chain. Heinen et al. [98] showed that for PP functionalization
with MA at 170 C, grafting of MA oligomers onto PP was highly
unlikely because radicals that may result in oligomer formation are
more likely to abstract a tertiary H atom from PP to form a PP
macroradical. However, for PP-g-MA made by SSSP, the FTIR spectra
(Fig. 4) strongly suggest that some MA oligomers are grafted onto
PP. Thus, by functionalizing PP via SSSP at low temperature, we
obtain a different type of radical chemistry that encourages some
MA homopolymerization. It is worth noting that the presence of
grafted MA oligomers is not believed to affect the utility of PP-g-MA
in commercial applications [99e101].
In Scheme 4, we describe another potential reaction between
the MA-complex radical (produced in Scheme 2, step [2]) and a PP
macroradical to produce PP functionalized with the MA-complex
radical. However, there is no indication of the nitrile (eCN) bond
stretch in FTIR spectra (at 2260e2240 cm1) of the PP-g-MA
samples; this suggests that the reaction occurs to at most a very
small extent during MA functionalization of PP by SSSP. It is also
important to note that because PP-g-MA synthesis by SSSP is not
occurring in an inert environment, it is possible to achieve some
degree of radical stabilization by atmospheric oxygen (not shown in
schemes) [102].
4.7. Implications and future work
In this proof-of-principle study, we have shown with a pilotplant/research scale pulverizer that SSSP can produce PP-g-MA at
Scheme 2. Proposed mechanism for MA functionalization using AIBN via SSSP; PP functionalization with a single anhydride molecule.
4152
M.F. Diop, J.M. Torkelson / Polymer 54 (2013) 4143e4154
Scheme 3. Proposed mechanism for MA functionalization using AIBN via SSSP; PP functionalization with MA oligomers.
Scheme 4. Proposed mechanism for MA functionalization using AIBN via SSSP; PP functionalization with an MA-complex radical.
0.5 wt% MA graft level with a greater than 90% suppression of
scission per repeat unit relative to that obtained with reactive melt
extrusion. At 0.5 wt% MA, the grafting efficiency for this PP-g-MA
sample is w13%. In some instances, greater grafting efficiencies
have been reported for PP-g-MA samples with comparable grafting
levels synthesized via reactive extrusion (w17e50%, depending on
initial amounts of MA and the radial initiator [8]). It is important to
note that optimization of the SSSP-based synthesis of PP-g-MA has
not yet been considered for MA graft level, MW reduction, or
output rate. We note that the graft levels associated with PP-g-MA
synthesis by SSSP can be tuned by varying the specific work [56]
that is done on the material during SSSP. In particular, the temperature of the polymer in the pulverizer increases as specific work
increases, and an increase in graft level is thus expected with
increasing specific work. We have demonstrated this with a simple
variation of the experiment in which we synthesized PP-g-MA/3
(using 4 wt% MA and 1.5 wt% AIBN). By increasing the feed rate
by 45%, both the specific work done on the polymer and the MA
graft level increased, the latter from 0.5 to 0.7 wt% (an increase
from w13 to w18% in grafting efficiency). This result indicates that
graft level and grafting efficiency can be tuned substantially by SSSP
processing conditions alone via connection to specific work and
temperature.
However, given that MA is relatively inexpensive and comparable in cost to PP, suppression of MW reduction is more important
than MA grafting efficiency for the application of SSSP in PP-g-MA
synthesis. While we do not necessarily expect that a total suppression of MW reduction will ever be achieved with postpolymerization synthesis of PP-g-MA, the extent to which this
suppression may be tuned by SSSP conditions deserves further
study. Additionally, given that SSSP processing of polyolefins has
been done at Northwestern University at rates exceeding 150 kg/h
with a 60-mm-diameter screw, commercial-scale pulverizer, there
is need for future scale-up studies related to PP-g-MA synthesis.
Simple analysis of the economics of SSSP, including amortized cost
of the equipment, energy, labor, maintenance, and contingencies
(but not including the cost of materials), indicates that SSSP of
polyolefins can be done at a cost of US$ 0.40 per kg using
commercial-scale equipment.
Finally, besides presenting a novel method for overcoming the
challenges arising from post-polymerization synthesis of PP-g-MA
by conventional, melt-state processing, this study has opened the
door to applications of SSSP for a new platform of chemistries (e.g.,
radical chemistries unique to low temperature conditions) that are
not achievable by melt processing. Such unique chemistries
include, but are not limited to, direct functionalization of PP with
organic peroxides. There has been long-standing interest in this
type of functionalization as made clear by Boaen and Hillmyer who
stated in their 2005 review that an “.interesting approach that is
related but could prove to be more efficient is the direct functionalization (of polyolefins) with organic peroxides (i.e., no monomer).” [26] We hypothesize that SSSP can meet the challenge of
direct polar-group functionalization of PP with organic peroxides
alone. Studies are in progress.
5. Conclusion
We have demonstrated a novel solid-state method for postpolymerization synthesis of PP-g-MA which very strongly suppresses b-scission, a radical chemistry that is highly dependent on
temperature, and its deleterious side effect of MW reduction.
Furthermore, we have provided reaction schemes consistent with
the research literature and our experimental results that explain
both the MA grafting to PP and the suppression of chain scission
M.F. Diop, J.M. Torkelson / Polymer 54 (2013) 4143e4154
achieved by SSSP. At the high temperatures utilized with the
common commercial method of PP-g-MA synthesis (i.e., reactive
extrusion), the extent of b-scission is significant and results in
dramatic MW reduction and degradation of properties. For
example, when Shi et al. [8] synthesized PP-g-MA with 0.5 wt% MA
graft level by melt extrusion, there was one scission event per
1430 PP repeat units, resulting in a 51% reduction of Mn (from a
reported 65,000 to 32,000 g/mol) and a 71% reduction in Mw (from
a reported 273,000 to 80,000 g/mol). We have suppressed b-scission by taking advantage of radical chemistries that are present at
the relatively low temperatures associated with SSSP. For example,
when we synthesize PP-g-MA with 0.5 wt% MA graft level, MW
characterization by high-T GPC indicates that there is one scission
event per 24,500 repeat units. Thus, SSSP reduces the probability of
scission per repeat unit by w94% relative to that achieved in
reactive extrusion at a 0.5 wt% MA graft level (The level of scission
that accompanied SSSP led to an 8% reduction in Mn, from 97,000 to
89,000 g/mol, and a 32% reduction in Mw, from 397,000 to
268,000 g/mol.). Another unique facet of this study is the use of
AIBN rather than an organic peroxide as initiator. Unlike radicals
produced from peroxides, radicals produced by AIBN do not
participate in chain transfer to PP at low or high temperature [77],
ensuring that MW reduction can be strongly suppressed during
subsequent melt processing of PP-g-MA into a final product.
Because of the suppressed MW reduction achieved with SSSP,
PP-g-MA exhibits little to no mechanical or physical property
degradation relative to the neat PP from which it is made. The
resulting PP-g-MA is also effective in model condensation-type
reactions and thus will be effective in applications related to
reactive compatibilization. These results indicate that postpolymerization functionalization by SSSP can answer the longstanding challenge of grafting functional groups onto polypropylene in a selective and mild manner [26,103]. Given its
continuous, solventless, and industrially scalable nature, SSSP is
also a candidate to be used commercially for producing PP-g-MA
with strong suppression of chain scission and MW reduction.
Acknowledgments
We acknowledge support from a 3M Graduate Fellowship (to
M.F.D.), the Initiative for Sustainability and Energy at Northwestern
(ISEN), and Northwestern University. This study made use of Central Facilities supported by the MRSEC program of the National
Science Foundation at the Northwestern University Materials
Research Science and Engineering Center. High-T GPC characterization was performed at the Polymer Characterization Lab at the
University of Tennessee.
References
[1] Chung TC. Prog Polym Sci 2002;27:39e85.
[2] Yazdani-Pedram M, Vega H, Quijada R. Polymer 2001;42:4751e8.
[3] Chmela S, Fiedlerova A, Janigova I, Novak I, Borsig E. J Appl Polym Sci
2011;119:2750e8.
[4] Galia A, De Gregorio R, Spadaro G, Scialdone O, Filardo G. Macromolecules
2004;37:4580e9.
[5] Lazar M, Hrckova L, Fiedlerova A, Borsig E, Rätzsch M, Hesse A. Angew
Makromol Chem 1996;243:57e67.
[6] Minoura Y, Ueda M, Mizunuma S, Oba M. J Appl Polym Sci 1969;13:1625e40.
[7] Bettini SHP, Agnelli JAM. J Appl Polym Sci 2002;85:2706e17.
[8] Shi D, Yang J, Yao Z, Wang Y, Huang H, Jing W, et al. Polymer 2001;42:
5549e57.
[9] Ni Q-L, Fan J-Q, Niu H, Dong J-Y. J Appl Polym Sci 2011;121:2512e7.
[10] Zhang R, Zhu Y, Zhang J, Jiang W, Yin J. J Polym Sci Part A Polym Chem
2005;43:5529e34.
[11] Navarre S, Degueil M, Maillard B. Polymer 2001;42:4509e16.
[12] Saule M, Navarre S, Babot O, Maslow W, Vertommen L, Maillard B. Macromolecules 2003;36:7469e76.
[13] Navarre S, Saule M, Maillard B. J Appl Polym Sci 2003;87:699e707.
4153
[14] Saule M, Moine L, Degueil-Castaing M, Maillard B. Macromolecules 2005;38:
77e85.
[15] Boaen NK, Hillmyer MA. Chem Soc Rev 2005;34:267e75.
[16] Boffa LS, Novak BM. Chem Rev 2000;100:1479e93.
[17] Ravasio A, Boggioni L, Tritto I. Macromolecules 2011;44:4180e6.
[18] Bouilhac C, Rünzi T, Mecking S. Macromolecules 2010;43:3589e90.
[19] Zhao P, Shpasser D, Eisen MS. J Polym Sci Part A Polym Chem 2012;50:
523e33.
[20] Opper KL, Markova D, Klapper M, Müllen K, Wagener KB. Macromolecules
2010;43:3690e8.
[21] Kandil U, Chung TC. J Polym Sci Part A Polym Chem 2005;43:1858e72.
[22] Berkefeld A, Mecking S. Angew Chem Int Ed 2008;47:2538e42.
[23] Hong M, Cui L, Liu S, Li Y. Macromolecules 2012;45:5397e402.
[24] Hong M, Liu J-Y, Li B-X, Li Y-S. Macromolecules 2011;44:5659e65.
[25] Lin W, Dong J, Chung TCM. Macromolecules 2008;41:8452e7.
[26] Chung TC, Xu G, Lu Y, Hu Y. Macromolecules 2001;34:8040e50.
[27] Wang ZM, Hong H, Chung TC. Macromolecules 2005;38:8966e70.
[28] Sacchi A, Di Landro L, Pegoraro M, Severini F. Eur Polym J 2004;40:
1705e13.
[29] Abacha N, Fellahi S. Polym Int 2005;54:909e16.
[30] Shi D, Ke Z, Yang J, Gao Y, Wu J, Yin J. Macromolecules 2002;35:8005e12.
[31] Gamstedt EK, Berglund LA, Peijs T. Compos Sci Technol 1999;59:759e68.
[32] Bullions TA, Gillespie RA, Price-O’Brien J, Loos AC. J Appl Polym Sci 2004;92:
3771e83.
[33] Arbelaiz A, Fernandez G, Cantero G, Llano-Ponte R, Valea A, Mondragon I.
Composites Part A 2005;36:1637e44.
[34] Hasegawa N, Okamoto H, Kato M, Usuki A. J Appl Polym Sci 2000;78:1918e22.
[35] Martín Z, Jimenez I, Gomez-Fatou MA, West M, Hitchcock AP. Macromolecules 2011;44:2179e89.
[36] Xu L, Nakajima H, Manias E, Krishnamoorti R. Macromolecules 2009;42:
3795e803.
[37] Polacco G, Stastna J, Biondi D, Zanzotto L. Curr Opin Colloid Interface Sci
2006;11:230e45.
[38] Yeh P-H, Nien Y-H, Chen J-H, Chen W-C, Chen J-S. Polym Eng Sci 2005;45:
1152e8.
[39] Lu B, Chung TC. Macromolecules 1999;32:2525e33.
[40] Lu B, Chung TC. J Polym Sci Part A Polym Chem 2000;38:1337e43.
[41] Zhang M, Colby RH, Milner ST, Chung TCM, Huang T, deGroot W. Macromolecules 2013;46:4313e23.
[42] Guldogan Y, Egri S, Rzaev ZMO, Piskin E. J Appl Polym Sci 2004;92:3675e84.
[43] Moad G. Prog Polym Sci 1999;24:81e142.
[44] Ho RM, Su AC, Wu CH, Chen SI. Polymer 1993;34:3264e9.
[45] Rätzsch M, Arnold M, Borsig E, Bucka H, Reichelt N. Prog Polym Sci 2002;27:
1195e282.
[46] Dickens B. J Polym Sci Polym Chem Ed 1982;20:1169e83.
[47] Hinsken H, Moss S, Pauquet J-R, Zweifel H. Polym Degrad Stab 1991;34:
279e93.
[48] De Roover B, Sclavons M, Carlier V, Devaux J, Legras R, Momtaz A. J Polym Sci
Part A Polym Chem 1995;33:829e42.
[49] Kruse TM, Wong H-W, Broadbelt LJ. Macromolecules 2003;36:9594e607.
[50] Kruse TM, Levine SE, Wong H-W, Duoss E, Lebovitz AH, Torkelson JM, et al.
J Anal Appl Pyrolysis 2005;73:342e54.
[51] Liu T, Hu G-H, Tong G, Zhao L, Cao G, Yuan W. Ind Eng Chem Res 2005;44:
4292e9.
[52] Dorscht BM, Tzoganakis C. J Appl Polym Sci 2003;87:1116e22.
[53] Henry GRP, Drooghaag X, Rousseaux DDJ, Sclavons M, Devaux J, MarchandBrynaert J, et al. J Polym Sci Part A Polym Chem 2008;46:2936e47.
[54] Cao K, Shen Z, Yao Z, Qu B, Pang X, Lu Z, et al. Chem Eng Sci 2010;65:1621e6.
[55] Qiu W, Hirotsu T. Macromol Chem Phys 2005;206:2470e82.
[56] Brunner PJ, Clark JT, Torkelson JM, Wakabayashi K. Polym Eng Sci 2012;52:
1555e64.
[57] Furgiuele N, Lebovitz AH, Khait K, Torkelson JM. Macromolecules 2000;33:
225e8.
[58] Lebovitz AH, Khait K, Torkelson JM. Macromolecules 2002;35:8672e5.
[59] Tao Y, Lebovitz AH, Torkelson JM. Polymer 2005;46:4753e61.
[60] Lebovitz AH, Khait K, Torkelson JM. Macromolecules 2002;35:9716e22.
[61] Masuda J, Torkelson JM. Macromolecules 2008;41:5974e7.
[62] Wakabayashi K, Pierre C, Dikin DA, Ruoff RS, Ramanathan T, Brinson LC, et al.
Macromolecules 2008;41:1905e8.
[63] Wakabayashi K, Brunner PJ, Masuda J, Hewlett SA, Torkelson JM. Polymer
2010;51:5525e31.
[64] Iyer KA, Torkelson JM. Polym Compos. http://dx.doi.org/10.1002/pc.22534.
[65] Jiang X, Drzal LT. J Appl Polym Sci 2012;124:525e35.
[66] Kurata M, Tsunashima Y. In Wiley Database of Polymer Properties. Hoboken,
NJ: Wiley.
[67] The ratio between two Mw values was determined using their respective
intrinsic viscosities ([h]) and the equation [h]1/[h]2 ¼ (Mw,1/Mw,2)a with
a ¼ 0.8 for isotactic PP dissolved in decalin at 135 C. The [h] e Mw relaa
tionship used is [h] ¼ Kw(Mw)a, where Kw ¼ K[Mw/Mn]0.5a( 1) (see Ref. [62]).
[68] Smith AP, Spontak RJ, Ade H. Polym Degrad Stab 2001;72:519e24.
[69] Smith AP, Shay JS, Spontak RJ, Balik CM, Ade H, Smith SD, et al. Polymer
2000;41:6271e83.
[70] Bremner T, Rudin A, Cook DG. J Appl Polym Sci 1990;41:1617e27.
[71] Fujiyama M, Kitajima Y, Inata H. J Appl Polym Sci 2002;84:2128e41.
[72] Maric M, Macosko CW. Polym Eng Sci 2001;41:118e30.
4154
M.F. Diop, J.M. Torkelson / Polymer 54 (2013) 4143e4154
[73] Padwa AR, Sasaki Y, Wolske KA, Macosko CW. J Polym Sci Part A Polym Chem
1995;33:2165e74.
[74] Dixon KW. In: Wiley Database of Polymer Properties. Hoboken, NJ: Wiley.
[75] O’Neil GA, Torkelson JM. Macromolecules 1999;32:411e22.
[76] Under the SSSP conditions utilized for this study, the temperature of material
on a macro-scale within the pulverizer barrel during pulverization was no
higher than 50 C. As a result of friction during processing, micro-domains of
relatively high temperature regions were formed during processing. Temperature increases caused by friction were high enough to cause the formation of AIBN radicals, which initiate the grafting process; however, these
temperature increases are not high enough to result in PP melting.
[77] Zweifel H. Stabilization of polymeric materials. 1st ed. Berlin, New York:
Springer; 1998. p. 219.
[78] Guan Z, Combes JR, Menceloglu YZ, DeSimone JM. Macromolecules 1993;26:
2663e9.
[79] Bird BR, Curtiss CF, Armstrong RC, Hassager O. Dynamics of polymeric liquids. 2nd ed. New York: Wiley; 1987. p. 150.
[80] Cross MM. J Colloid Sci 1965;20:417e37.
[81] Graessley WW, Struglinski MJ. Macromolecules 1986;19:1754e60.
[82] Ferry JD. Viscoelastic properties of polymers. New York: Wiley; 1980. p. 641.
[83] Dealy JM, Wissbrun KF. Melt rheology and its role in plastics processing. New
York: Van Nostrand Reinhold; 1990. p. 665.
[84] Smith B. Infrared spectral interpretation: a systematic approach. 1st ed. Boca
Raton: CRC Press; 1998. p. 288.
[85] Russell KE, Kelusky EC. J Polym Sci Part A Polym Chem 1988;26:2273e80.
[86] Sclavons M, Laurent M, Devaux J, Carlier V. Polymer 2005;46:8062e7.
[87] De Roover B, Devaux J, Legras R. J Polym Sci Part A Polym Chem 1996;34:
1195e202.
[88] Molecular weight averages were evaluated by high-temperature GPC (at
145 C with trichlorobenzene as eluent and triple-detection) at the Polymer
Characterization Lab at the University of Tennessee, Knoxville, TN 37996.
[89] Using trichlorobenzene as solvent, GPC samples were run at 145 C and
analyzed with light scattering, triple detection, and universal calibration. We
used the triple detection data in the analysis described in section 4.3. Similar
results are obtained when Mn and Mw are averaged across the three detection methods. Using averaged Mn and Mw values for neat PP pellets
(Mn ¼ 136,000 g/mol and Mw ¼ 519,000 g/mol) and PP-g-MA/3
(Mn ¼ 126,000 g/mol and Mw ¼ 358,000 g/mol), the percent reduction in
Mn and Mw are determined as 7% and 31%, respectively, very close to the
reductions reported in Section 4.3.
[90] The stoichiometric analysis used here is based on the worst possible scenario, i.e., two PP macroradicals being formed from each chain scission. In
the case where the chain scission occurs as a result of b-scission, only one PP
macroradical will be formed. This will produce fewer PP radicals and, in turn,
require that more MA moieties (i.e., w50 MA units if all scission events occur
solely as a result of b-scission) be attached to each PP chain. This outcome is
much more unlikely than the outcome discussed in section 4.3 and provides
even greater evidence in favor of MA units attached along the PP chain (and
not just at chain ends).
[91] As seen in Fig. 5, none of the samples shows any indication of strain hardening (i.e., increasing viscosity at low frequencies), a well documented
feature associated with long-chain branched polyolefins. (See Auhl, D. et al.;
Macromolecules, 2004, 37, 9465e9472) Based on this observation, we
conclude that under the conditions of SSSP utilized for this study, there is no
significant formation of chain branches during PP-g-MA synthesis.
[92] Based on data presented in Fig. 19 of Ref. [67], interpolations were made to
determine Mw using ho data from oscillatory shear rheology (our samples
were tested at 180 C). The data set cat. A in ref. 67 (representing samples
prepared with the catalyst most commonly employed for PP synthesis in
industry) was used.
[93] Kane MA, Pandey S, Baker GA, Perez SA, Bukowski EJ, Hoth DC, et al. Macromolecules 2001;34:6831e8.
[94] Kim SD, Torkelson JM. Macromolecules 2002;35:5943e52.
[95] Kim S, Roth CB, Torkelson JM. J Polym Sci Part B Polym Phys 2008;46:
2754e64.
[96] Duhamel J. Chen P, editor. Molecular interfacial phenomena of polymers and
biopolymers. Cambridge, England: Woodhead Publishing; 2005. p. 690.
[97] Bu H-S, Cheng SZD, Wunderlich B. Makromol Chem Rapid Commun 1988;9:
75e7.
[98] Heinen W, Rosenmoller CH, Wenzel CB, De Groot HJM, Lugtenburg J, Van
Duin M. Macromolecules 1996;29:1151e7.
[99] Duvall J, Sellitti C, Myers C, Hiltner A, Baer E. J Appl Polym Sci 1994;52:
207e16.
[100] Duvall J, Sellitti C, Myers C, Hiltner A, Baer E. J Appl Polym Sci 1994;52:195e206.
[101] Duvall J, Sellitti C, Topolkaraev V, Hiltner A, Baer E, Myers C. Polymer
1994;35:3948e57.
[102] Dang V, Fezza R, Shu C, Phan T, Song C. J Appl Polym Sci 2007;104:3018e28.
[103] Diop JM, Torkelson JM. Maleic anhydride functionalization of polypropylene
via solid-state shear pulverization, US Provisional Patent filed on Sept. 21
2012.