A New Zinc-Nickel Electroplating Process: Alternative to Cadmium
advertisement

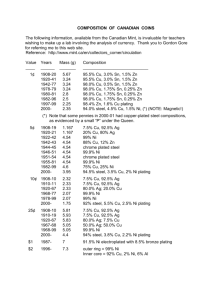
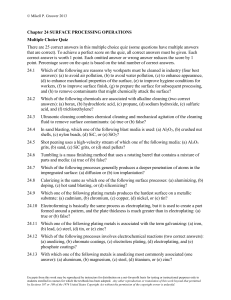
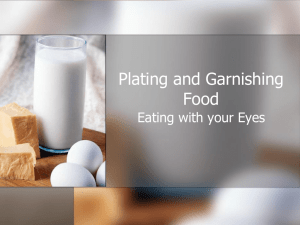
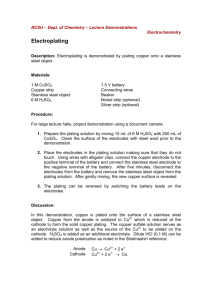
2.73. ) ?DF 83Q686 A New Zinc-Nickel Electroplating Process: Alternative to Cadmium Plating Grace F. Hsu Boeing Materials Technology Boeing Commercial Airplane Co. Seattle, WA equivalent process that can provide the unique characteristics of LHE and retain the use of conventional electroplating tank facilities. ABSTRACT N e w environmental regulations all over the world encourage the use of alternatives to cadmium plating for corrosion-protection systems used on steels. Boeing patents are pending on a non-cyanide replacement z i n c nickel alloy electroplating process with superior properties, including low hydrogen embrittlement and good corrosion protection, for use on highstrength steels and other substrates. Another advantage of this process is low cost because conventional electroplating tank facilities can be used and w a s t e treatment cost can be reduced. The feasibility of this zinc-nickel plating process has been successfully demonstrated in the laboratory and is scheduled for manufacturing scale-up during 1983. EVOLUTION OF LOW HYDROGEN EMBRITTLEMENT CADMIUM ELECTROPLATING Hydrogen may be absorbed by metals both during processing and when the finished products are in use. Because hydrogen adversely affects ductility, sufficiently high levels of hydrogen can cause brittle failure in metals subjected to sustained stress. Hydrogen embrittlement is of primary concern to the aerospace industry. The vast majority of highstrength steel landing gear parts used on jet aircraft are cadmium plated using LHE processes. Figure 1 shows the evolution of LHE plating processes for hightrength steels. The first LHE process introduced in 1960, w a s accomplished by plating in m unbrightened cadmium cyanide solution at high current density. One of the drawbacks of this process is the very uneven deposit thickness, as shown in Figure 2a. This feature, plus the very porous plate, accounts for the poor corrosion protection of the substrate and the susceptibility to hydrogen re-embrit tlement or "post-lating embrittlement" (12,13,14). ALTHOUGH THE CADMIUM AND CYANIDE HAZARDS to human health are well known and documented W*, cyanide cadmium electroplating is widely used on steel for its many beneficial properties (2,3,4). In the United States alone, the annual cadmium consumption for plating is approximately five million pounds (5). Increasingly stringent environmental regulations a l l over the world encourage the use of alternatives t o cadmium plating for corrosion-protection systems used on steel. For aircraft highstrength steel parts, a substitute for cadmium plating must ensure long-term corrosion protection and provide low hydrogen embrittlement (LHE) *Numbers in parentheses designate references at end of paper. (6,7,8,9). Mechanical plating, ion vapor deposition (IVD) of aluminum, aqueous coating dispersion, and bonded solid-film lubricants are mentioned (10,111 as possible alternative candidates t o cadmium plating. However, there is n o 7 Porous Cyanide Cadmium Plating - 1960 Cyanide Cadmium-Titanium Plating - 1962 1 Non-Cyanide Zinc-Nickel Alloy Plating* - 1983 1 Figure 1. Evolution of Low Hydrogen Embrittlement . Cadmium and Replacement Electroplating *Boeing Proprietary a. Cyanide Porous Cadmium Deposit c. Boeing Zinc-Nickel Alloy Deposit b. Cyanide CadmiumTitanium Deposit Figure 2. Scanning Electron Micrographs of Polished and Etched LOW Hydrogen Embrit tlement Electroplating Deposit Cross-Sections (4UOX) In 1962, a cyanide cadmium-titanium (Cd-Ti) plating bath w a s adopted by Boeing for coating high-strength structural steel (15,161. Figure 2b illustrates that the cyanide cadmium-titanium deposit is a more continuous plating of less porosity than cyanide porous cadmium deposit. One interesting feature of Figures 2a and 2b is that coarsegrained structures are exhibited in both deposits. Although not utilized by Boeing, researchers at Beijing !nstitute in 1970 invented a noncyanide cadmium-titanium alloy plating process which w a s stated to be LHE (17). ZINC-NIC KEL ELECTROPLATING BACKGROUND Zinc-nickel alloy w a s commercially deposited as early as 1905 (18). Since then, many zinc-nickel alloys have been suggested for electroplating onto steel to provide corrosion protection (19,20,21). However, most of the applications for these alloys have been only suggested for high-speed plating techniques, which are unsatisfactory for rack or barrel platings. S. Ia. Popov (22) proposed an ammoniacal electrolyte t o deposit a zinc-nickel alloy. However, this process, which uses low current densities, has led t o a relatively high degree of hydrogen embrittlement in plated highstrength steel parts. Rynne (23) disclosed an alloy plating containing 95% by weight or greater zinc with the balance being nickel. From literature (19,24,25) and the author‘s experimental data, the above alloys are not in the best alloy composition range to provide corrosion protection of steel parts. BOEING’S ZINC-NIC KEL ELECTROPLATING PROCESS A noncyanide, zinc-nickel alloy electroplating process has been developed at Boeing t o ensure long-term corrosion protection of aircraft steel parts. This zincnickel deposit provides low-hydrogenembrit tlement and corrosion protection properties equivalent or superior to the currently used Cd and Cd-Ti deposits. The use or conversion of conventional electroplating tank facilities is feasible. In addition, this single process is a viable alternative to Cd plating for both high and low strength steels. For high-strength steel parts, a flow chart of a typical plating process sequence is shown in Figure 3. The microstructure of the zinc-nickel deposit, as shown in Figure 2c, is continuous and level. The plate porosity has been optimized to permit baking-out of hydrogen, introduced during plating, and to minimize potential re-embrittlement due to service environment. EXPERIMENTAL TESTING LOW HYDROGEN EMBRITTLEMENT Notched tensile specimens (NTS) manufactured and tested in accordance with ASTM F519 Type l a (26) w e r e used to evaluate hydrogen embrittlement of plated highstrength steels. The plated and baked specimens were tested by static tensile loading t o 75 percent of established notch ultimate tensile strength continuously for 200 hours. The specimens that withstand the loading for more than 200 hours exhibit satisfactory LHE characteristics. More than 150 specimens, representing more than 40 plating conditions, were evaluated by dry notched tensile testing. Only three conditions produced NTS failures: o Without proprietary additives in the bath o Contamination of the bath with a typical cyanide cadmium brightener o Without baking after plating Initial correlation of Boeing plating porosity meter (BPPM) and N T S testing has been established. Hydrogen Analysis - To further confirm the LHE characteristics of the process, the hydrogen contents in the above-NTS w e r e determined by an ultrasensitive hydrogen analyzer developed by Boeing (27). The data shows that when the substrate hydr content of 4340 steel (260 to 280 ksr:a below 1.0 ppm, no N T S failures were observed. Preliminary data indicates that the hydrogen content of the substrate is the determining factor for LHE characteristics, not the total hydrogen or the hydrogen in the deposit. Even when the Boeing zinc-nickel deposits were 4 to 6 times the nominal thickness (0.0005 inches), hydrogen contents of the substrate were also analyzed to be below 1.0 ppm. A l l N T S failures correlate with high hydrogen contents in the substrate. Dry Abrasive Blast 1 Cold Water R i n s e 1 Dilute Acid Activation 1 Cold Water Rinse I Dry 1 I H ydtogen Embrit t lement Relief Bake I L I Chromate Treatment 1 F Cold Water R i n s e Figure 3. Flow Chart of Typical Electroplating Process for High-Strength Steel Psrts CORROSION PROTECTION -The Boeing zinc-nickel deposit provides sacrificial corrosion protection to steel, as does cadmium or Cd-Ti deposit (fig. 4). However, the Boeing zinc-nickel deposit provides longer sacrificial corrosion protection to steel than Cd-Ti deposit when plated to the same thickness (0.0005 inches) (fig. 4). Uncoupled metals and alloys are ranked in a galvanic series according to their corrosion potentials in a given environment, e.%., seawater. Corrosion potential is useful as an indication of general trends in galvanic corrosion. After approximately two months salt-spray test, the electrode potential of Cd-Ti deposit in 3.5% NaCl solution increases from -740 mV t o -400 mV indicating that the deposit no longer provides sacrificial corrosion protection to steel. The electrode potential of the Boeing zinc-nickel deposit, after approximately four months salt-spray test, increases only slightly from -770 mV to -650 mV. Therefore, it still provides sacrificial corrosion protection t o steel, Figure 5 shows the excellent salt-spray corrosion protection of Boeing zinc-nickel plating compared to Cd-Ti plating. Figure 6 demonstrates that most of the steel substrate is still protected by the Boeing zinc-nickel deposit, while the Cd-Ti deposit has disappeared after accelerated salt-spray test. Accelerated salt-spray tests were accomplished by (a) applying primer and enamel over the plating, (b) scribing the test panel t o expose the steel substrate, (c) coupling with graphite using titanium fastener, and (d) testing in 5% salt-spray per ASTM 9117. Compatibility with Aluminum Experimental results show that the potential difference of uncoupled dissimilar metals, is a poor indicator of the extent (rate) of galvanic corrosion of coupled dissimilar materials. The values of the average galvanic current density agree well with the increase of dissolution rates due to galvanic coupling (28). The average galvanic current densities were measured between coated steels (cathode) and 7075-T6 aluminum (anode) in 3.5% NaCl solution at 2 5 W , as shown in Table 1. Data indicates the zincnickel coated steel is more compatible with 7075 aluminum than the CdTi coated steel. Galvanic corrosion of aluminum alloy 7075 coupled to zinc-nickel coated steel is much less than when coupled to unexposed Cd-Ti coated st eel. Although t h e - same trend of galvanic current increase w i t h salt-spray exposure is evident for both deposits, the average galvanic current density of long-term salt-spray tested Zn-Ni deposit is smaller than unexposed Cd-Ti deposit. LOW HYDROGEN RE-E M B RITTLEMENT For highstrength steel protection, a plating process must provide not only low hydrogen embrittlement, but also low hydrogen re-embrittlement and good damage tolerance. The hydrogen introduced into the deposit and the substrate during plating must be driven out during the bake cycle.. A porous plate enhances the removal, but it also enhances re-embrittlement. This zinc-nickel bath chemistry and plating parameters have been optimized to establish a coating that will have'the least tendency to promote hydrogen re-embrittlement of the steel substrate, due to corrosive environment or damaged plating, and w i l l still be within the parameters that produce low hydrogen embrittlement and good corrosion resistance. Re-Embrittlement Test (Wet Notched Tensile Test) The ASTM F519 test procedure tor maintenance material (26) w a s modified t o determine reembrit tlement characteristics by testing plated notched tensile specimens under tensile stress while exposed to water. The zincnickel plating demonstrated less tendency for re-embrittlement than did the Cd-Ti plating, which in turn w a s less susceptible than porous cadmium plating (fig. 7). Re-Embrittlement and Damage Tolerance Test (Wet and Scratched Notched Tensile Test) The ASTM F519 test procedure w a s further modified t o test a damaged plate by scratching the test specimen in the notch area prior to loading and exposing to water. Several different Zn-Ni bath formulations (a, b, and c) were tested. Figure 8 shows that ZnN i formulations a and b provide equal or better low re-embrittlement and damage tolerance than Cd-Ti plating. The zinc-nickel deposit plated in bath a is within the present recommended bath formulation and operating parameters. Bath c illustrates that hydrogen re-embrittlement can occur when the z i n c nickel bath is operated outside of the Boeing established bath parameters. - - - ~ Boeing,Zn-Ni plating -loo0 SoI uti on potential -800 (MVISCEI plating \Cd-Ti -dm t \ 1 3.5% Na U solution at 25 C I i Figure 4. Long-Term Sacrificial Corrosion Protection of Boeing ZwNi Plating Compared to Cd-Ti Plating Cd-Ti PLATING BOEING Zn-Ni PLATING WHITE CORROSION RED RUST .. . .- . -.. .. 2.3 MONTHS (1848 HOURS) 4.1 MONTHS (3000 HOURS) 1020 Steel: Plated, Baked, Chromated, and Tested in 5% Salt Spray Figure 5. Excellent Salt Spray Corrosion Protection of Boeing Zn-Ni Plating Compared to Cd-Ti Plating Near scribe l i n e b l i s tered area (pa in t removed by tape t e s t ) En amel Pr imer Cd-Ti plating missing 4130 s tee1 Original mag. 400X (a) Cd-Ti Plating - 336 Hours Near s c r i b e l i n e b l i s t e r e d area (paint removed Enamel Primer 4130 Steel O r i g i n a l mag. 400X (b) Boeing Zn-Ni Plating - 672 Hours Figure 6. A c c e l e r a t e d Salt-Spray Test R e s u l t s of Cd-Ti a n d Zn-Ni P l a t i n g Showing Improved P r o t e c t i o n of t h e Boeing Zn-Ni P l a t i n g n Table 1. The Average Galvanic Current Density? for A1 7075-T6 in 3.5% NaCl ig ( A/cmZ) Coupled To Unexposed C &Ti 3.6 Boeing Zn-Ni 0.012 1848 H& 564 3000 Hrs* 1.0 *Exposed salt spray test hours. ., No Fracture (removed from test 4-1 after indicated time) mo- 8- P I - Fracture after specification minimum - Exposure Fracture (at indicated time) too- Time 150 (Hr.) loo - BOEING Zn-Ni Cd-TI POROUS Cd Loaded t o 45% of Ultimate and Notch Area Exposed to Water Individual Results Shown Figure 7. Notched Tensile Specimen Loading Results Showing Less Tendency t o Re-Embrittlement of Boeing Zn-Ni Plating Compared t o Cd-Ti and Porous Cd Platings , No F r a c t u r e (removed from t e s t a f t e r i n d i c a t e d time) J777 1-1 Fracture after specification minimum Fracture ( a t i n d i c a t e d time) m P I Bath a Cd-TI c Instead o f notch, shank area scratched (1/4 inch from notch) both scratched and notch area exposed t o water Bath b T Bath c * * I Zn-NI Bath VarIatIons Loaded t o 45% of Ultimate, Notch Area Scratched and Exposed t o Water Individual Results Shown **Bath c is Outside of Boeing Zn-Ni Bath Parameters Figure 8. Notched Tensile Specimen Loading Results Showing Equal Low Hydrogen Re-Embrittlement and Damage Tolerance of Certain Zn-Ni Alloy Platings Compared t o Cd-Ti Plating FASTENERS PLATING - Installation torque is an important characteristic for fasteners. Torquetension curves for several fastener coatings are shown in Figure 9. The Boeing zincnickel process has installation torque equivalent to those of cadmium-plated (QQ-P-4161, diffused nickel-cadmium-plated, or aluminum-filled epoxy-painted fasteners when installed in interference-fit holes in aluminum panels. IVD aluminum-plated fasteners require higher installation torque than the above four finishes (fig. 9) (29). UNIFORMITY OF COATING -This Zincnickel process provides good throwing power and excellent plating coverage, both Of which me problem areas with the Cd-Ti and porous Cd processes. Uniformity of the Boeing zincnickel deposit on a fastener is illustrated in Fig. 10. LOCI0 VERSUS TORQUE I 0 Figure 9. Comparison of TorqueTension Curves Between Various Finishes: IVD Aluminum (IVD-Al), Diffused Ni-Cd (Ni-Cd), Boeing Z i n c N i c k e l (Zn-Ni), Aluminum-Filled Epoxy (Al-Epoxy) and Cadmium (Cd) Figure 10. Boeing Zn-Ni Plating Thickness Distribution on a Fastener Thread (1OOX) . CONCLUSIONS The high performance of this non-cyanide zinc-nickel plating process h a s been successfully demonstrated in the laboratory and is a viable cadmium alternative for both high and low strength steels. This process is scheduled for manufacturing scaleup during 1983. Specific features and benefits include Feature 0 Non-cadmium, non-cyanide process Benefit 0 Exceeds EPA standard and 0 Minimizes waste treatment costs 0 Low hydrogen embri t tlement 0 Protects high-strengt h st eels 0 Low hydrogen reembrittlement 0 Increases in-service protection 0 Sacrificial protection 0 Provides long-term corrosion protect ion 0 Damage tolerance 0 Provides excellent service lit e 0 Compatible with aluminum 0 Provides galvanic protection to aluminum alloys 0 Torque tension values equivalent to cadmium 0 Can be used on fasteners 0 Conventional electroplating process 0 Minimizes facilities investment 0 Good paint adhesion 0 Further corrosion protection 0 Stable bath 0 Ease of control and 0 Fewer rejects ACKNOWLEDGEMENTS REFERENCES The author thanks Mr. R.C. Colonel for his valuable suggestions and Dr. J.H. Jones and Mr. P.O. Saelid for their excellent technical guidance. 1. "Cadmium Colloquy," Plating and Surface Finishing, Nov. 1979, pp. 8-14. 2. R.E. Marce, "Cadmium Plating Still a Must," Industrial Finishing, April 1978, pp. 34-37. P, Baeyens, "No More Cadmium 3. Plating, Are There Processes to Replace It," 7 (1977), pp. 590-597 Galvanotechnik, (from German), U.S. Department of Commerce, National Technical Information Service, Nov. 1978. 4. V.C.R. McLoughlin, "The Replacement of Cadmium for the Coating of Fasteners in Aerospace Applications," Transactions of the Institute of Metal Finishing, vol. 57, 1979, pp. 102-104. APPENDIX Licensing of this process will be available after successful completion of manufacturing feasibility. For information concerning Licensing, contact Mr. B.A. Donahue (206-394-3101) or Mr.R.E. Suter (206394-3100). MaiIing address: Patents and Licensing, Boeing Commercial Airplane Co., P.O. BOX 3707, MS 9H-82, Seattle, WA 98124 s, 5. E.J. Dyckman, "Cadmium Utilization and Environmental Impact," Defense Industrial Resources Support Office, June 26, 1975. 6. W.L. Cotton," Hydrogen Embrittle ment of High Strength Steels During Cadmium, Chromium and Electroless Nickel Plating," Plating, vol. 47, Feb. 1960, pp. 169175. 7. H.J. Read, "Hydrogen Embri t tlement in Metal Finishing," Reinhold Publishing Corporation, 1961. 8. W. Beck, E.J. Jankowsky, and P. Fischer, "Hydrogen Stress Cracking of High Strength Steels," center report NADC-MA7140, Naval Air Development Center, Warminster, Pennsylvania, 1'971. 9. A.W. Thompson, "Metallurgical Characteristics of Hydrogen Embrittlement," Plating and Surface Finishing, Sept. 1978, pp. 36-44. 10. "Alternatives to Cadmkr?, P l S t k c Reflections Five Y e a r s Later," Plating and Surface Finishing, Nov. 1982, pp. 21-13, 11. E.P. Cornwall, "Alternatives to Cadmium Plating," Boeing Document. March 1979. 12. D.M. Erlwein, "Environmental Effect on Notched Tensile Specimens," Boeing Progress Report, 1962. 13. J.G. Rinker and R.F. Hochman, "Hydrogen Embrittlement of 4340 Steel as a Result of Corrosion of Porous Electroplated Cadmium," Corrosion, vol. 28, June 1972, pp. 231-232. 14. D. Altura, "Postplating Embrittlement," Metal Finishing, Sept. 1974, pp. 45,46,50. 15. K. Takada, US. Patent No. 3,083,150, 1963. 16. K. Takada, US, Patent No. 3,139,325, 1964. 17. SS. Wang, J.K. Chai, Y.M. Shui and J.K. Liang, "Cd-Ti Eletrodeposits from a Noncyanide Bath," Plating and Surface Finishing, Dec. 1981, pp. 62-64. 18. C.B. Jacobs, "Some Observations on the Deposition of Alloys from Mixed Solutions," J. Am. Chem. SOC.27, 1905, pp. 972-976. 19. D.H. Schantz, US. Patent No. 2,419,231, 1947. 20. E.J. Roehl, U S . Patent No. 3,420,754, 1969. 21. E.J. R o d and R.H. Dillon, U.S. Patent No. 3,558,442, 1971. 22. S. Ia. Popov, Proceeding Fourth Convention on Electrochemistry, Acad. Sci. US3.R. Press, 1959. 23. G.B. Rynne, U.S. Patent No. 4,2a5,802,i981. 24. L. Domnikov, "Zinc-Nickel Alloy Electroplated Coatings," Metal Finishing, Aug. 1963, pp. 49-54. 25. V.A. Averkin, "Electrodeposition of Alloys," Israel Program for Scientific Translation, Jerusalem, 1964, pp. 102-115. 26. ASTM F519, "Standard Method for Mechanical Hydrogen Embrittlement Testing of Plating Processes and Aircraft Maintenance Chemicals," 27. K.B. Das, "An Ultrasensitive Hydrogen Detector," Hydrogen Embrittlement Testing, ASTM STP 543, American Society for Testing and Materials, 1974, pp. 106-123. 28. F. Mansfeld, D.H. Hengstenberg, and J.V. Kenkel, "Galvanic Corrosion of 41 Alloys, I. Effect of Dissimilar Metal," Corrosion, vol. 30, no. 10, Oct. 1974, pp. 343353. 29. E,R. Fannin, "Ion Vapor Deposited Aluminum Coatings for Improved Corrosion Protection," MCAIR No. 78407, presented at AGARD Meeting, Florence, Italy, Sept. 26-28, 1978. 1 2 SCOPE a. This specification establishes t h e requirements for the electro-deposition of zinc-nickel alloy plating. b. Do not plate steels heat treated to strength levels above 220 ksi (1510 MPa). For steels which are heat treated to strength levels above 220 Ksi (1510 MPa), contact Liaison Engineering. c. Plating in accordance with this specification is compliant with AMs 2417. d. Zinc-nickel alloy plating is considered a substitute for BAC 5701, cadmium plating and QQ-P-4 16. CLASSIFICATION This process specification consists of the following Types, Classes, Grades, etc., as specified. 2.1 2.2 TYPE (POST-PLATE TREATMENT) - a. Type I As plated (no supplementary treatment) b. Type 11 - with supplementary treatment .. CLASSES (THICKNESS) a. Class 1 - 0.0005 inch (13 pm) thick minimum b. Class 2 - 0.0003 inch (8 pm) thick minimum c. Class 3 - 0.0002 inch (5 pm) thick minimum This process and bath are covered by U.S. Patent 4,765,871 and corresponding foreign patents and/or applications. Articles made by this process are covered by U.S. Patent 4,765,871, U.S.Patent 4,818,632 and corresponding foreign patents and/or applications. Patent licenses are available. For further information contact: Chief Patent Counsel, Boeing Commercial Airplanes, P. 0. Box 3707, Mail Stop 6Y-25,Seattle, Washington, 98124. U.S.A. REFER TO NUMERICAL INDEX FOR PSD ACTIVIW INFORMATION - 3 REFERENCES The current issue of the following documents shall be considered a part of this specification to the extent herein indicated. ASTMB 117 ASTM B 374 ’ BAC 5034 BAC 5408 BAC 5617 BAC 5619 BAC 5625 BAC 5744 BAC 5746 BAC 5748 BAC 5749 BAC 5750 BAC 5751 BAC 5763 BAC 5771 BSS 7217 BSS 7235 4 Standard Method of Salt Spray (Fog) Testing Standard Definitions of Terms Relating to Electroplating Temporary Protection of Production Materials, Parts and Assemblies Vapor Degreasing Heat Treatment of Alloy Steels Heat Treatment of Corrosion Resistant Steel Surface Treatments for Ferrous Alloys Manual Cleaning (Cold Alkaline, Solvent Emulsion and Foam Cleaners) Nickel Plating (Electrodeposited) Abrasive Cleaning, Deburring, and Finishing Alkaline Cleaning Solvent Cleaning Cleaning, Descaling and Surface Preparation of Ferrous Alloys Emulsion Cleaning (Immersion and Spray) Stripping Inorganic Finishes Air Cleanliness, Shop Compressed Air Adhesion Test Method, Plating CONTENTS Page Section Subject 1 SCOPE CLASSIFICATION TYPE (POST-PLATE TREATMENT) CLASSES (THICKNESS) REFERENCES CONTENTS MATERIALS CONTROL 1 6 6 8 FACILITIES CONTROL GENERAL NOTES PRECONDITIONING O F PLATING TANK AND FILTER SYSTEM ZINC AND NICKEL ANODE PRETREATMENT DEFINITIONS MANUFACTURING CONTROL 8.1 8.2 GENERAL NOTES FLOW CHART 8.3 CLEANING PRIOR TO MASKING 2 2.1 2.2 3 4 5 6 6.1 6.2 6.3 7 1 1 1 2 2 4 7 7 8 8 9 10 11 4 CONTENTS (Continued) Section Subject 8.4 8.5 8.5.1 8.5.2 8.6 8.7 8.7.1 8.7.2 8.8 MASKING AND RACKING CLEANING PRIOR T O PLATING LOW ALLOY STEELS CORROSION RESISTANT STEELS ZINC-NICKEL PLATING HYDROGEN EMBRITTLEMENT RELIEF BAKE GENERAL FERROUS ALLOYS PARTS (INCLUDING COIL SPRINGS) SUPPLEMENTAL TREATMENT/CONVERSION COATING (FOR TYPE I1 ONLY) REWORK MAINTENANCE CONTROL ZINC-NICKEL PLATING SOLUTION 8.9 9 9.1 9.2 9.3 9.4 9.5 9.5.1 9.5.2 10 11 11.1 11.2 11.3 11.4 11.5 11.6 CONVERSION COATING DILUTE ACID SOLUTION ANODE PRETREATMENT SOLUTION PROCESS WATERS MAKE-UP WATER RINSE WATER QUALITY CONTROL REQUIREMENTS STRESS R E L I E F WORKMANSHIP THICKNESS ADHESION CORROSION RESISTANCE TEST SPECIMENS Page 11, 11 11 12 13 13 13 13 ' 14 14 15 15 17 18 18 19 19 19 19 19 19 19 20 20 20 20 BA 563 PAGE 3 5 MATERIALS CONTROL Equivalent materials may be used provided that they meet all t h e requirements of this specification. Approval from Boeing Materials Technology is required prior to use. SOURCE MATERIAL Abrasive Materials a. b. C. d. (1) Pumice Open (2) Tripoli Powder Open (3) Silicon Carbide Abrasive Paper Open (4) Scotch-Brite Pads, No. 744B,Silicon Carbide 3M Company, St. Paul, Minn. Ammonium chloride, (plating grade) free of humectants, anti-caking agents or organic additives SUPPlY Ammonium hydroxide (aqua ammonia), 28 percent, technical 3M Company, or other plating ... Open Anodes (1) Platinium plated titanium Open (2) Nickel anodes, 99 percent nickel rolled depolarized, or carbon-nickel cast and rolled. Open (3) Platinum wire Open (4) Zinc anodes, high purity, ASTM B 6 (99.9 percent), Open slab e. Anode bags, Dynel or polypropylene Open f. Anode hooks, titanium or monel Open g. BOE-NIZ Additive LHE, Boeing proprietary Pure Coatings, Inc. West Paim Beach, F1. h. Boric acid, crystals or powder, technical Open 1. Charcoal, activated, plating grade, such as Darco S-51 or 6-60 Open j. Filter, 50 micron or finer polypropylene or Dynel cloth filter Open k. Filter aid, Diatomaceous Earth, filtering grade Open m. Fluoboric acid, 48 percent, technical Open n. Hydrochloric acid, 20 degree Be', technical, 0-H-765 Open BAC 5637 PAGE4 RFVISED: OF2 - ~ 5 ~- ~~~ MATERIALS CONTROL (Continued) P. Maskants: Other maskants may be used provided that production experience has proven them to be satisfactory. (1) AC-850 Adcoat, Inc. (2) AC-854 Adcoat, Inc. (3) Miccroshield Stopoff Lacquer Michigan Chrome and Chemical Company (4) B p e , yellow, pressure sensitive, platers Sequoia Manufacturin Company, or other plating supply q. r. Nickel chloride, hexahydrate, technical Open Nickel sulfate, hexahydrate, technical Open S. Nitric acid, technical, 40 to 42 degree Be’, 0-N-350 Open t. Supplemental Treatment - CorroBan IC-A . . U. Supplemental Treatment - ComBan IC-B v. Sodium hydroxide, flake, bead or 50 percent liquid concentrate, technical Open W. Zinc dust, plating grade Open X. Zinc oxide, 0.005 percent lead maximum, plating grade Open Pure Coatings, Inc. West Palm Beach, Fl. Pure Coatings, Inc. West Palm Beach, F1. I PAGE 563 5 - 6 FACILITIES CONTROL 6.1 GENERAL NOTES a. All surfaces of the plating tank, filter and associated plumbing which are in continuous contact with the plating solution shall be made of, or lined with, one of the following materials: (1) rigid polyvinyl chloride or polyvinyl dichloride (2) unfilled polyethylene or polypropylene. It is recommended to cover the tank, when idle, with one of the above materials. NOTE: Mold releases on plastics are detrimental to the plating bath, and should not be used when the tanks a r e fabricated. b. If filtration is used, the filter shall have sufficient capacity to turn the solution over one to two tank volumes per hour. Filtration shall b e through a 50 micron or finer polypropylene or Dyne1 cloth filter (Section 5j.). Diatomaceous earth (Section 5k.) may be used as a filter media. C. The plating tank shall be equipped with a temperature indicating and controlling device(s), if required, to maintain the temperature within Table I requirements. d. The plating solution should be agitated to minimize temperature and concentration gradients. The maximum temperature gradient measured from the hottest to the coldest points in t h e bath shall not exceed 10 F (6 C). e. Air used for solution agitation or for drying parts shall be free of oil, water, or solid particles when tested in accordance with BSS 7217. f. Power supplies shall have sufficient capacity to deliver the required current at the minimum and the maximum anticipated plating tank loads without current interruption during a strike or plating operation. T h e power supplies shall be capable of producing DC current having less than ten percent ripple (100 times AC voltage divided by DC voltage) over the desired plating range. g. The power supply control panel shall be equipped with an ammeter that is readable and accurate within + 5 percent of the current over the desired plating range. 6.2 PRECONDITIONING OF PLATING TANK AND FILTER SYSTEM * * * 1 * 1 * 8 * $>;. 6.3 T2p.V T h e presence of organic material in the plating tank or associated plumbing will affect the quality of t h e plating. a. Fill tank with 1 oz/gal (7.5 g/l) sodium hydroxide (Section 5v.) solution. b. Heat solution to 140 F (60 C) minimum and operate pump, heat exchanger, and filter system for 6 hours minimum. C. Remove and discard the solution and rinse the tank thoroughly with water. d. Fill tank with approximately 3 percent by volume hydrochloric acid (Section 5n.) and approximately 0.1 percent by volume BO€-NIZ additive LHE (Section 5g.) e. Operate the pump, heat exchanger, and filter system for 6 hours minimum at ambient temperature. f. Allow the above leaching solution to stand an additional 24 hours minimum at ambient temperature. g* h. Remove and discard t h e solution and rinseThe tank thoroughly with water. New or contaminated anode bags (Section 5e.) shall be treated in the above caustic and ac solutions to leach out any organic contaminants. ZINC AND NICKEL A N O D E PRETREATMENT a. Manual solvent clean in accordance with BAC 5750, vapor degrease in accordance with BAC 5408 or emulsion clean in accordance with BAC 5763. Anodes shall be completely c prior to further processing. b. Dry abrasive blast clean in accordance with BAC 5748, Type 11, Class 1. C. Insert the anodes (Section 5d.(2) and Section 5.d.(4)) in the leached anodes bags (Section 5e. and Section 6.2h). Immerse the clean zinc and nickel anodes in the zinc-an@ pretreatment solution (Xable IV)for 2 to 3 hours to allow the formation of a dark-gray fii on the surfaces. d. Cold water immersion rinse. Handle the anodes carefully to prevent damaging the sok, dark-gray film on the anodes. Transfer the anodes to the zinc-nickel plating bath. NOTE: If the anodes become contaminated o r are stored outside of the plating bath a prolonged period of time (e.& one month or longer) reconditioning in accordance with the above procedure may be necessary. 56. PAGE 0 ?_. ,.- 7 REVISED: DEFINITIONS The following definitions shall apply to terms which are uncommon or have special meaning as used in this specification. Lot - any group of parts of approximately the same size, shape, and basis metal which have been processed under the same conditions and submitted for inspection at the same time. Nonfunctional Surface - a surface on which the presence of a slight plating imperfection will not affect the proper operation of the part. Plating terms - see ASTM B 374 for standard definitions. - Water-break-free a surface which maintains a continuous water film for a period of at least 30 seconds after having been sprayed or immersion rinsed in clean water at a temperature below 100 F (38 C). MANUFACTURING CONTROL A I Some of t h e materials employed herein are toxic, flammable, and/or corrosive to human tissue. Boeing personnel should refer to the Hazard Communication Handbook (D1-8301)located in your work area for information contained in the tip sheets and material safety data sheets concerning the health effects and proper control measures associated with the use of hazardous materials. Consult the responsible SecuritylFire Protection Engineering organization concerning appropriate facilities, equipment, and other requirements for safe operation. For disposition of hazardous waste materials, contact the responsible Pollution Control Monitor for appropriate procedures. Non-Boeing personnel should refer to manufacturer’s material safety data sheets, or contact the manufacturer for safety and health information pertaining to a hazardous material. 1 . ._^..C 0 q.l nq PAGE 8 REVISED: 20 8.1 GENERAL NOTES a. For ferrous alloys, refer to Section 11.1 for stress relief requirements. b. Unless otherwise specified, the zinc-nickel alloy plating shall be applied after all basis ’ metal heat treatments and mechanical operations (such as machining, brazing, welding, forming and perforating) have been completed. C. Surfaces must be water-break-free following any immersion in any processing solution or rinse, except following vapor degreasing, manual cleaning, emulsion cleaning o r solvent cleaning. Reclean parts which develop a water break. d. Auxilliary anodes (such as platinum plated titanium 5d.(l) or platinum wire 5d.(3)) may be used, as necessary, to meet the thickness requirements of Section 11.3. e. Place all contacts and electrode connections in a nonfunctional area. When in doubt, consult the applicable design engineering department. f. Filtration may be used when necessary to remove particulates from the zinc-nickel plating bath. g. When the plating tank is inactive for more than 120 hours, the zinc anodes shall b e removed from the plating bath. Removal is necessary to prevent degradation of the zinc anodes. .. I PAGE 563’i 9 ( 8.2 FLOW CHART Stress Relieve as Required (Section 11.1) I I Clean Prior to Masking (Section 8.3) (Section 8.4) 7 Corrosion Resistant Steels Clean and Activate (Secrion 8.5.2) Low Alloy Steels Clean and Activate (Section 8.5.1) - Zinc-Nickel Plating (Section 8.6) * I - I Hydrogen Embrittlement Relief Bake, As Required (Section 8.7) 1 Supplemental Treatment (Section 8.8) I I t 1 1 Quality Control Inspection (Section 10) I 1 i 8.3 CLEANING PRIOR TO MASKING If parts are greasy or oily, vapor degrease in accordance with BAC 5408, emulsion clean in accordance with BAC 5763, solvent clean in accordance with BAC 5750, manual clean in accordance with BAC 5744 or alkaline clean in accordance with BAC 5749. Descaling in . accordance with Section 8.5.la. or 8.5.h. may be accomplished prior to or subsequent to masking (Section 8.4). , ' 8.4 MASKING AND RACKING OPTIONAL 8.5 8.5.1 Parts may be masked and racked after Section 8.5.la.(l) provided the abrasively cieaned surfaces are not contaminated (rusting, soiling or discoloration). If the surfaces become contaminated, the parts shall be reprocessed in accordance with Section 8.5.la. a. Mask area not to be plated using maskants listed in Section 5p. NOTE: To reduce the effect of shadowing and/or robbing of current, it is recommended to mask any area of a metal rack, with the exception of the contact points, whick may be immersed in the pIating solution. b. Rack parts to prevent entrapment of gases generated during plating, and to facilitate draining. Make firm electrical connections to the part(s) to prevent arcing. Provide sufficient contact to carry the required current. CLEANING PRIOR TO PLATING a. Wet processed activated surfaces shall not be allowed to dry prior to immersion in the zinc-nickel alloy plating bath. b. Parts which have been masked after descaling may be cleaned, if necessary, in accordance with BAC 5744 o r BAC 5749 to remove any grease or oil from handling. LOW ALLOY STEELS a. Descale by one of the following methods: (1) Method 1 (a) Abrasive clean in accordance with BAC 5748,Type 11, Class 1 using glass bead or aluminum oxide abrasive. Use of larger particles (e.g., 80 grit aluminum oxide) to produce a rougher finish will improve plating adhesion. @) Alkaline clean and rinse in accordance with BAC 5749. If parts require masking return to Section 8.4,otherwise, transfer to activating step (Section 8.5.lb.) withir minute. (2) Method 2 Descale in accordance with BAC 5625, Method 1, or BAC 5751, Method 1. Wate rinse thoroughly. If parts require masking, return to Section 8.4, otherwise, transfer to activating step (Section 8.5.lb.) within 1 minute. (3) Method 3 Descale in accordance with BXC 5749, Method 3. Water rinse thoroughly. If-pa require masking, return to Section 8.4, otherwise, transfer to activating step (Section 8.5.lb.) within 1 minute. PACE 5 6f 11 8.5.1 LOW ALLOY STEELS (Continued) b. Activate the surface by one of the following methods: (1) Method I (a) Immerse in dilute acid solution (hydrochloric acid or fluoboric acid in accordance with Section 9.3) for 5 to 30 seconds. (b) Cold water rinse for 10 to 60 seconds. (2) Method 2 (a) Anodic clean in Isoprep 58 in accordance with BAC 5749. (b) Warm water rinse for 1 to 3 minutes. (3) Method3 (a) Periodic reverse clean in accordance with BAC 5749, Method 3. End with a 15 to 25 second anodic cycle. (b) Remove smut, if present, by scouring using abrasive material specified in Section Sa. Rinse thoroughly with water. .. Continue periodic reverse cleaning until a water-break-free surface is obtained (typically 2 to 10 minutes). (C) (d) Cold water rinse for 2 to 3 minutes. c. 8.5.2 Proceed to Section 8.6. Do not allow parts to dry. CORROSION RESISTANT STEELS a. Descale by one of the following methods: (1) Method 1 (a) Abrasive clean in accordance with BAC 5748, Type 11, Class 1using glass bead or aluminum qxide abrasive. Use of larger particles (e.g., 80 grit aluminum oxide) to produce a rougher finish will improve plating adhesion. . I (b) Alkaline clean and rinse in accordance with BAC 5749. If parts require masking, return to Section 8.4, otherwise transfer to activating step (Section 8.5.2b.) within 1 minute. (2) Method 2 Descale in accordance with BAC 5625, Method 111, or BAC 5751, Q p e XI, Class 3. Water rinse thoroughly. If parts require masking, return to Section 8.4, otherwise, transfer to activating step (Section 8.5.2b.) within 1minute. b. Activate surface with a Nickel Strike in accordance with BAC 5746. 1 BAC 5637 PAGE - 12 R EVI s ED: OF 20 .. ~ 8.6 ZINC-NICKELPLATING a. Immerse in zinc-nickel plating solution (Section 9.1) and then apply current at 10 to 40 ASF (1.1 to 4.3 A/dm2) OPTIONAL Strike parts at a current density of 60 to 90 ASF (6.5 to 9.7 A/dm2) for 15 seconds before regular plating. For CRES steels, nickel strike in accordance with Section 8.5.2b.(l). Plate to the required thickness. T h e plating time to apply 0.0005 inch (13 pm) (average) is estimated to be 40 minutes at a current density of 20 ASF (2.2 A/dm2). (Every 160 ASF-min (17.2 A/dm2 - min) will deposit approximately 0.001 inch (25 pm)). b. If required, plating may be interrupted for re-racking of parts to obtain 100 percent coverage. Parts may be removed from the solution for re-racking, but do not allow the parts to dry. C. Plate control specimens, when required, with the parts for subsequent adhesion and corrosion tests as required by Sections 11.4 and 11.5, respectively. d. Cold water rinse for 1 to 10 minutes. e. Dry within 5 minutes. A rinse for 1 minute in hot water will facilitate drying. 8.7 HYDROGEN EMBRITTLEMENT RELIEF BAKE 8.7.1 GENERAL 8.7.2 a. Unless otherwise specified, all steel parts requiring baking (See Secrion 8.7.2) shall be baked within 8 hours after plating to provide hydrogen embrittlement relief. Records shall be kept to provide evidence that each lot of processing has been properly baked. b. DO not flex springs prior to baking. FERROUS ALLOYS PARTS (INCLUDING COIL SPRINGS) a. Bake ferrous parts within 8 hours following plating according to the drawing. If not specified on t h e drawing, bake in accordance with the following schedule: (1) Carburized parts and 440 series CRES: 5 to S hours at 275 + 25 F (135 + 14 C). (2) Externally threaded parts heat treated from 160 to 220 ksi (1100 to 1500 MPa), all coil springs regardless of heat treat and all other parts heat treated from 180 to 220 ksi (1200 to 1500 MPa): 3 hours minimum at 375 + 25 F (191 + 14 C). (3) PH steels not specified in Section 8.7.2b. shall be baked for 12 hours minimum at 375 + 25 F (191 + 14 C). b. The following ferrous alloys do not require baking: (1) 17-4 PH, 15-5 PH, 17-7 PH; all below 180 ksi (1200 MPa), if nor externally threaded (2) 17-7 PH (CH900 condition) (3) A-286 (4) 300 series CRES ( 5 ) All other ferrous alloys with tensile strengths less than 180 ksi (1200 MPa), except as specified in Section 8.7.2a.(2). I 1 ORIGINAL I S S U E .. - .--,.^^. .-,"* 8 - 2 1- 9 2 563' PACE 13 REV Is ED: 8.8 8.9 SUPPLEMENTAL TREATMENTKONVERSION COATING (FOR TYPE I1 ONLY) a. If there is a delay prior to application of the conversion coating, dry the parts and protect the plated surface from contamination in accordance with BAC 5034,Type 11, Class 3, Grade A. (Insure parts are kept dry while in contact with Kraft paper. Wet Kraft paper can deposit sulfites on the part surface.) b. If parts have been allowed to dry because of a delay, alkaline clean prior to applying the conversion coating in accordance with BAC 5749 using a medium duty alkaline cleaner (e.& 15 minute soak in Isoprep 58), and water rinse. Do not allow the surfaces to dry. c. Immerse part(s) in conversion coating solution (Section 9.2) for 40 to 60 seconds. d. Immersion rinse in water (130 F maximum (54 C)) for 0.5 to 2 minutes. e. Within 5 minutes, air dry thoroughly at a maximum of 130 F (54 C). Blowing with compressed air may be used to facilitate drying. f. Other conversion coating solutions may be used as a supplemental treatment of they meet the requirements listed in Section 11 of this specification. However, any solution not specifically mentioned in this specification must have the prior approval of Boeing Engineering and Quality Assurance. REWORK .. . The following rework shall be documented as required by the applicable quality assurance provisions. a. Parts not meeting the requirements of this specification shall be stripped in accordance with BAC 5771. Solution 46 or Solution 11. * * * . . . I . . Ffi*v??p.? BAC 5771, Solution 11contains cyanide. b. Parts heat treated above 160 Ksi (1100 MPa) shall be baked at 375 + 25 F (191 2 14 C) for 3 hours minimum after stripping is performed. c. Reprocess parts in accordance with this specification. BAC 5637 PACE O R I G I N A LISSUE: 8 - 2 1- 9 2 14 REVISED: OF 20 9 MAINTENANCE CONTROL 9.1 ZINC-NICKEL PLATING SOLUTION a. The tank and filter system shall b e preconditioned prior to the initial make-up of the zinc-nickel plating bath (Section 6.2) NOTE: Subsequent bath make-ups do not require the tank and filter system to be preconditioned. b. Clean tank thoroughly and fill approximately half full with warm water. C. For each 100 gallons (379 L) of final solution, add the appropriate chemical amounts in the following order: (1) 142 pounds (65 kg) of ammonium chloride (Section 5b.). Mix until completeiy dissolved. (2) 61 pounds (28 kg) of nickel chloride (Section 5q.). Mix until completely dissolved. (3) In a separate tank o r container, add 2.5 gallons (9.5 L) of hydrochloric acid (Section 5x1.) to 0.5 gallons (1.9 L) Of water. Add and dissolve 9.3 Ib (4.2 kg) of zinc oxide (Section 5x.). Add this solution to the main bath. (4) 17 pounds (7.7 kg) of boric acid (Section 5h.). Mix until completely dissolved. d. Fill t h e tank close to operating level with water. e. Check the pH of the bath. Adjust the pH, if required, to 6.2 to 6.3. Ammonium hydroxide (Section 5c.) is used to raise the pH, and hydrochloric acid is used to lower the pH. f. When the bath temperature has cooled to 65 to 85 F (18 to 29 C) add 3.0 gallons (11.5 L) of BO€-NIZ additive LHE (Section Sg.) per 100 gallons (379 L)of total solution. Stir the bath thoroughly. g. h. Add additional water if necessary. Recheck the p H and adjust to 6.2 to 6.3 if necessary. 1. Before placing a freshly prepared solution into production, dummy plate at 3 to 5 ASF (0.3 to 0.6 A/dm3) for a period of 8 to 12 hours. Analyze and adjust in accordance with Section 9. li. Maintain the plating solution within the ranges specified in Table I and adjust, when necessary, as prescribed by the Quality Control lab. NOTE: Organic contamination occurs due to ineffective removal of oils and greases during the cleaning operation. Treatment with activated carbon (Section 5.) is usually effective in removing organic contaminants. T h e carbon treatment wil! also deplete the BOE-NIZ additive. Thus, it must be replenished before resuming plating. 563' PAGE ORIGINAL ISSUE: 8 - . .- - 2 1- 9 2 15 REVISED: 9.1 CONTROL OPTIMUM nc Metal 0.7 to 2.0 oz/gal (5.2 to 15 g/l) 1.2 oz/gal (9.0 g q ckel Metal 1.4 to 4.0 odgal (10.5 to 30.0 g/l) 2.5 to 6.0 odgal (19 to 45 g/l) 2.4 oz/gal (18.0 g/l> 3.6 ozlgal (27 g/l) 1.0 to 3.5 2.0 hloride 16 to 20 oz/gal (120 to 150 g/l) 18.5 odgal (139 g/l) ,oric Acid 1.6 to 3.7 odgal (12 to 28 g/l) IOE-NIZ Additive LHE 1.9 to 11.5 odgal (14 to 90 mlll) 3.8 odgal (28.5 g n ) 5.9 to 6.5 6.30 65 to 95 F (18 to 35 C) 75 F (24 C) 10 to 40 ASF (1.1 to 4.3 A/dm2) 20 to 30 ASF (2.2 to 3.2 Afdm2) MATERIWCONDITION ,tal Metal Content :n+Z + Nif2) ickel/Zinc Ratio ,H I'emperature Cathode Current Density Nickel to Zinc Anode Area Ratio 1/ 2/ -- Anode to Cathode Area Ratio 1to 3 21 --- -1/ Remove zinc anodes when the tank is not in use for more than 120 hours. -2/ Use anode bags with all anodes. Leach new or contaminated bags in accordance with Section 6.2. CONVERSION COATING 9.2 Clean tank thoroughly. Fill tank approximately one-half full of water. a. NOTE: Thnk material should be PVC or polypropylene. T h e tank should be equipped such that heating and air agitation of the solution is possible (to minimize temperature and concentration gradients). b. Make-up the solution in accordance with n b l e 11. c. Fill the tank to the operating level and check and adjust, if necessary, pH and CorroBan IC-A (Section 5t.) concentration in accordance with the control values listed in Table 11. TABLE I1 CONVERSION COATiNG CONTROL MAKE-UP PER MATERIAL/ CONDITION 100 GALLONS 100 LITERS CONTROL C O L T OIC-A B~ 75 lbs 9 kg 10 to 13 oz/gal (75 to 98 g/l) CorroBan IC-B 1percent by volume 1percent by volume --- PH 1.9 + 0.2 100 + 5F (38 F 2 C l Temperature BA( 563’7 PAGE ORIGINAL ISSUE: x-?d97 A RFV 5IRS 8 - 2 1- 9 2 17 REVISED: 3.3 DILUTE ACID SOLUTION Make-up and control t h e bath as indicated in liible 111. TABLE 111 DILUTE ACID MAKE-UP AND CONTROL CONTROL MATERIAL/CONDI- Water SOLUTION A Balance --- Balance --- Fluoboric Acid, HBF4 (Section 5m.) --- --- 1.2 to 2.0 oz/gal (9.3 to 15 g/l) Ambient Ambient 2.5 gal (2.5 1) --- Temperature SOLUTION B 0.8 to' 1.6 oz/gal (6.1 to 12.3 g/l) 3.0 gal (3.0 1) Hydrochloric Acid, HCI (Section 5n.) 9.4 SOLUTION A ANODE PRETREATMENT SOLUTION Make-up and control the bath as indicated in Table Iv. TABLE IV ANODE PRETREATMENT MAKE-UP AND CONTROL MAKE-UP PER MATERIAL/ ZONDITION Ammonium Chloride (Section 5b.) Nickel Sulfate (Section 5r.) Water Temperature 100 GALLONS 100 LITERS CONTROL 208 lbs 25 kg 30.7 to 36 oz/gal (230 to 270 g/l) 46 Ibs 5.5 k.g 6.7 to 8.0 oz/gal (50 to 60 g/l) Balance Balance --- --- --- Ambient 1 ORlGlNAL 1SSUE: 8 - 2 1 - 92 PAGE 18 REVISED: OF . ZO 3.3 PROCESS WATERS 9.5.1 MAKE-UP WATER Water used for solution make-up shall not contain more than 100 ppm total solids. 9.5.2 RINSE WATER Control the total solids in the rinse water to 500 ppm maximum. 10 QUALITY CONTROL a. Monitoring of the process and examination of end-items shall be in accordance'with the applicable Quality Assurance provisions which assure the requirements of this specification are met. -- b. Testing shall be done with sufficient frequency to ensure compliance with the requirements of this specification. c. Analyze the solutions at intervals that have been determined through experience. Prescribe and record any changes that are necessary for compliance with this specification. 11 REQUIREMENTS 11.1 STRESS RELIEF 11.2 a. The plater must receive written verification from the parts fabricator that all stress relieving has been accomplished in accordance with Section 1l.lb. and 11.1~. b. Ferrous alloy parts, heat treated to 180 Ksi (1240 MPa) (160 Ksi (1100 MPa) for externally threaded parts) or higher, shall be stress relieved prior to plating if they have been subjected to any of the following operations after heat treatment: Grinding, machining, straightening, cold working, or proof loading. Parts which only have been honed, lapped, or shot peened do not require stress relief. When stress relief is required for parts it shall be performed in accordance with BAC 5617 and BAC 5619. c. If more than one plating operation (including different plating or re-plating) is performed on the parts, stress relief shall be accomplished only once. WORKMANSHIP a. The zinc-nickel deposit shall be smooth, fine-grained, adherent and visibly free from blisters, pits which expose the substrate, nodules, porosity, excessive edge buildup, indications of burning and other defects when visually inspected without magnification. Uniformity of color is not required. b. The Type I1 supplemental treatmentkhromate conversion coating shall be continuous, smooth. adherent. and free from powder. Loose coating which can be wiped off with a clean cloth. exposing bare plating, is unacceptable. 113 THICKNESS ~ 'fl a. b. c. 11.4 11.5 Unless otherwise specified, the zinc-nickel ailoy plating thickness shall be Class 1 for all hardware, except fastener hardware shall be Class 2. Part surfaces designated on the drawing shall be completely covered with visible Zinc-nickel . alloy plating, within the capability of t h e throwing power of the plating solution. Unless otherwise specified, measurements of plating thickness apply only to those surfaces which ' ' can be touched by a ball 0.75 inch (1.9 cm)in diameter. Unless otherwise specified, the maximum thickness shall not exceed 0.0010 inch (25 pm). ADHESION The deposit shall be firmly adherent wbcn tested in accordance with BSS 7235 after baking and supplemental treatment, if required, is completed. -- CORROSION RESISTANCE Zinc-nickel alloy plating with the 'Qpe II supplemental treatment shall show neither white corrosion products of zinc nor base metal corrosion products at the end of 96 hours when tested in accordance with Asiu B 117. The appearance of corrosion products, visible to the unaided eye at norma1 reading distance, shall be a cause for rejection, except that white corrosion products within 0.25 inch (0.64 an)from the edges of the specimens shall not constitute failure. 11.6 T E S T SPECIMENS Test specimens may be used in lieu of parts provided they are processed in the same manner as the parts they represent. For corrosion tests, low-carbon steel test specimens may be used to represent low-alloy steel parts. For other than low-alloy steel parts, corrosion test specimens may be of a generically similar material. BAC 5637 PACE 20 OF 2(