Stress Calculation Basics and Examples
advertisement

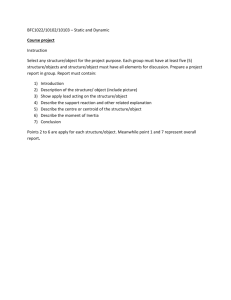
CAE DS – High Pressure Die Casting Design Stress Calculation Basics and Examples Miskolc University During solidification and cooling stresses appear in the casting. This can be caused: − − − by the shrinkage of the casting, by the formation of temperature differences, by different wall thicknesses. If during the elastic deformation inner stresses storage in those parts of the casting which are not able for elastic deformation, at that time these residual stress decreases the structural strength of the casting. In worst case these stored elastic stresses can cause the broke of the casting. And these castings can change their size during machining and distortion occurs. Because of the stored elastic stresses the castings can change their size for a long time marginally and this distortion can endanger the dimensional accuracy of the casting. The following factors can cause residual stress in the casting: − − − − − originating from different cooling speed of different casting parts, the form blocks the free shrinkage of the casting, at multi-phase materials the different expansion coefficient of different phases, and the anisotropic behavior of them, originating from the defects of the crystal lattice, phase transformations occurs which causes the changing of specifical volume. From other point of view the origin of residual stresses in castings can be attributed to different factors or conditions that may be present to a greater or lesser extent in all castings: − Differences in surface cooling rates Thermal gradients due to differences in surface cooling rates as compared to internal cooling rates for the same section can result in residual stresses. In a casting of uniform metal section, the rate of heat transfer from the exterior surfaces into the adjacent mold material will normally exceed the rate of heat flow from the interior surfaces to cores. This tends to cause more rapid solidification and cooling of the exterior portions of the casting. The occurrence f unequal rates of solid thermal contraction will result in the development of residual stresses. − Non-uniform sections Thermal gradients due to variations in cooling rates between non-uniform cross-sections in the same casting can result in residual stresses. In castings containing adjacent thick and thin cross-sections, thermal gradients due to differences in cooling rate during and after solidification are even more pronounced. The intensity of the resulting internal stresses will be dependent on the cross-section geometry and the rate of heat transfer from the casting. Stress Calculation Basics and Examples - 1 CAE DS – High Pressure Die Casting Design − Mechanical restrain in the mold Substantial residual stresses can develop, even in castings of uniform crosssection, if the casting design and/or mold material are of such a nature as to restrict or restrain the normal thermal contraction of the solidifying and cooling metal. During solidification and cooling the vertical portion of the I tends to undergo contraction. However, in a rigid mold the upper and lower horizontal portions serve as effective anchors to restrain and restrict the contraction, thus giving rise to high tensile stresses in the vertical section. Of course, removal from the mold would relieve the stress in this example, but patterns of. residual stresses can develop in a casting where the normal thermal contraction is mechanically restrained during cooling. Sharp corners and other stress raisers can combine with rigid geometrical shapes to generate residual stresses of varying intensities. − Surface peening during cleaning High energy cleaning with metal shot or grit can peen the surface metal and induce compressive stresses: These residual stresses are usually of no concern and may even be beneficial, but in some cases this effect can cause difficulty. Large, thin sections can be distorted by unequal peening. The removal of peened surface metal by machining or grinding can cause an imbalance and result in distortion. Theoretical basics The I. term of thermodynamics is (1.) . . u ρ = F ⋅ ⋅ A+ rρ + h f ⋅ ∇ Where: u = speed of inner energy changing ρ = density of mass of the material F = strain tensor A = speed tensor of the deformation r = power density of the heat source; hf = density of heat flux of the surface ∇ = differential operator of Hamilton. The change of the inner energy of the body element volume is equal to the sum of the change of strain energy, the amount of heat arise or disappear in the volume and the flowed energy through the surface of the volume. In the (1) equation we can see that the thermodynamical- and mechanical conditions are not independent from each other. At thermomechanical problems (e.g. hot rolling) we cannot solve the thermodynamical- and the mechanical problems together on a connected way. But in case of casting it gives a good approximation if we first solve the thermodynamical problem and than we determine the distortions (stresses) by the help of the result temperature distribution. Stress Calculation Basics and Examples - 2 CAE DS – High Pressure Die Casting Design Solving of the thermodynamical problem We can solve the problem by computing the Fourier differential equation with correct boundary conditions. The differential equation is ∂ ∂T ∂ ∂T ∂ ∂T ∂T + λz λx + λy + rρ = ρcv ∂x ∂x ∂y ∂y ∂y ∂z ∂t (2.) Where: T-T(x,y,z) = temperature λx , λ y , λz = thermal conductivity coefficient in x,y,z directions t = time cv = coefficient of specific heat of the material. Calculating imposed stress This discussion is simplified consideration of the basic relations in the strength of materials. Its objective is not full coverage of the science of strength of materials, but to review the basic stress relationships, especially for the metallurgist and foundryman. The moment of inertia is the basic relation influencing the stress that is imposed by a load. By formal definition, moment of inertia is the measure of a cross-section's ability to resist rotation or bending about the axis passing through the center of gravity. In use, it is the measure of the metal placement to resist beam-type bending stresses, shaft type torsional stresses, or compressive stresses involving buckling. These three conditions of loading encompass the majority of service-loading applications. − The moment of inertia The moment of inertia has an important mathematical feature. The moment of inertia in bending is, for all practical purposes, a cube function of one dimension—the height of the section. Since this value is cubed, small changes can have an important effect on the imposed stress. The moment of inertia enters directly into radius of gyration, the design property which determines resistance to buckling in compression. Thus, buckling is dependent on a square or cube function. Again, slight changes in a dimension effect large changes in imposed stress. A decrease in imposed stress, in turn, is the equivalent of an increase in the service strength of the metal. Consider the simple rectangles in figure 1., differing only in their position in relation to the load. Moment of inertia is determined by: I= (3.) bh * h 2 bh 3 = 12 12 Where: I b h moment of inertia base height. Stress Calculation Basics and Examples - 3 CAE DS – High Pressure Die Casting Design Image 1. The moment of inertia of a simple rectangle around its base is influenced by its orientation Because of the cube function, there is a difference of 16 times in moment of inertia due to the position of the axis of the rectangle of figure 1 in relation to the load. Equation (1) can be generalized to cover any shape according to Equation (2) and figure 2. Moment of inertia of any shape about an axis not passing through it can be determined by: (4.) I xx = I aa + Ay 2 Where: Iaa = moment of inertia of the sections about their own centers of gravity, Ixx = moment of inertia about axis xx, A = area of sections, y = distance from center of gravity of the section as a whole to centers of gravity of each part. Image 2. Calculations for the moment of inertia When most shapes are analyzed, it will be found that the first component of Equation (2), Iaa, has a negligible value in relation to the second component, Ay2. A general statement can be made, therefore, that the moment of inertia of most sections increases closely as the square of the distance of its components from the center of gravity of the section as a whole. It is these power functions that make moment of inertia important to load-carrying ability of any section subject to either bending stress or compressive stress involving buckling or to torsional stress. There are other methods of calculating moment of inertia of shapes composed of a number of rectangles like those of figure 2. One is to subtract moments of inertia of solid rectangles, as in figure 1. Stress Calculation Basics and Examples - 4 CAE DS – High Pressure Die Casting Design For example, III of the two rectangles of figure 2. would be: b x ( 2y h )3 — b x ( 2y — h )3. The I-beam section of figure 2. could be calculated as if it were solid, and then subtract the moments of inertia of the two areas between the flanges on each side of the web from the moment of inertia of the solid rectangle, accordingly: (5.) I xx = b( 2 y + 2h) 3 − [(b − t )(2 y + 2h)]3 Moment of inertia is part of the basic equations determining imposed stress in pounds per square inch. The term modulus of rupture is used to designate the stress in pounds per square inch imposed on a beam before there is any plastic deformation. Modulus of rupture is the maximum fiber stress measured in pounds per square inch imposed on the metal at the greatest distance from the neutral axis or center of gravity, as in the following equation: (6.) s= Mc I Where the numerator is the bending stress and s = stress in pounds per square inch at the outermost fiber M = bending moment, load in pounds times distance from concentrated load to point under study, c = distance from neutral axis to outer surface I = moment of inertia. When any metal is stressed as a beam so that s equals its tensile strength, only the outermost fibers of the metal in the section are stressed at the tensile strength. Those outermost fibers are supported by the mass of metal underneath. An approximate average stress for some sections of uniform cross-section can be calculated by making the value c of Equation (4) equal to half the distance from the neutral axis to the outer surface. − The modulus of rapture The modulus of rapture, or more correctly maximum fiber stress, has more meaning and seems particularly important in calculating working stresses for fatigue. If the fatigue strength of the surface metal is exceeded, a fatigue crack may start and propagate. The lower stressed metal towards the neutral axis no longer can be expected to support the outer metal as it does in static loading. The initial fatigue crack also increases stress concentration by at least several orders of magnitude. As the fatigue crack progresses, the outermost fibers are then at the root of the crack. Both I and c of Equation (4) decrease in magnitude. The values for I decrease as a square function and are in the denominator of the fraction. The values for c decrease as a first-order function. Stress, therefore, increases at the base of the advancing crack. In addition, the degree of stress concentration increases with depth of the crack. All these factors cause the fatigue crack to propagate - and at an increasing rate. Stress Calculation Basics and Examples - 5 CAE DS – High Pressure Die Casting Design − Section modulus Section modulus –S- is a complimentary factor to I that limits I according to: S= (7.) I c Where: I = moment of inertia c = distance from neutral axis to outer surface. If moment of inertia –I- is considered alone, a large spider web would be a strong structure since I increases approximately with the square of the distance from the center of gravity of the structure as a whole to the outermost fibers. The fallacy is that the fiber stress would be too great. The most desirable section is one with I and S as high as is consistent with shear web buckling. Values for I and S are considered in relation to the two major axes x and y parallel and perpendicular to the major load. Other axes may have to be considered. Rigidity and stiffness often are of equal or greater importance than strength. The same geometric factors that influence strength determine deflection and stiffness, for moment of inertia enters into all the equations. The modulus of elasticity of the metal must be considered rather than its strength. The basic equation is for a cantilever beam: (8.) PL3 d= 3EI Where: d = deflection in inches, P = load in pounds, L = length in inches from point of concentrated load to point under study, E = modulus of elasticity of metal, the ratio of elastic stress to elastic strain, I = moment of inertia. Two additional functions are fundamental to design. The radius of gyration measures the resistance of a section to buckling under compressive stress and the torsional modulus measures its resistance to twisting. Both are functions of moment of inertia, as in Equations (7) and (8): (9.) r= I a Where: r = radius of gyration, I = smaller moment of inertia of the section, a = area of the section. Stress Calculation Basics and Examples - 6 CAE DS – High Pressure Die Casting Design (10.) Ss = J Tr Where: Ss = maximum unit shear stress on outer diameter in pounds per square inch (maximum fiber stress), J = polar movement of inertia, T = torque in inch/pounds, R = radius from center of gravity. The preceding discussion and equations only review the fundamental design calculations that determine applied stress. It is axiomatic that in a successful design the applied stress must be matched by the ability of the metal to resist the stress. Unfortunately, many cast shapes are too complex for other than very approximate calculations and the procedures of experimental stress analysis are needed to provide dependable answers. For critical applications, where reasonably appropriate calculations can be made, the experimental procedures are desirable for proof or improved design efficiency. Determination of residual stress with technological specimen We can determine residual stress by the help of specimens with unequal wall thickness. One of the possible specimens is the stress lattice. In figure 3 we can see different types of the specimen and in figure 4 we can see the cooling and shrinkage of it. Image 3. Stress lattice, square- and round type If we see the cooling curves and the contractions at the same time we can tell that the thin bar reaches the limit of elastic deformation at t1 time. By the help of this we can divide the cooling process to three parts: − − − in region t1: both bars has plastic deformation, in region t2: the thin bar has elastic deformation, the thick bar has plastic deformation, after t2: both bar has elastic deformation. Stress Calculation Basics and Examples - 7 CAE DS – High Pressure Die Casting Design Image 4. Cooling and shrinkage of the specimen In the first period of the cooling, till the δkr temperature the bars of the lattice cannot contract free, so actually the shape of the shrinkage curve is the c0, c1, c2 dashed curve. So we can see that the bar nr. I. is contracted proportionally to the c0 a 2 distance, and the thicker bar nr. II. to the c0 a 4 . At temperature t2 the thicker bar also reaches the area of elastic deformation, and in this area the thicker bar contracted plastically proportionally to the distance a2 c1 − a4 c0 , and the elongation of the thinner bar doesn’t changes (c0 a3 = c1a1 ). In the end of the cooling, the thinner bar contracted elastically at c2 c3 amount, and the thicker part elongated elastically at c2 c4 amount. Because of these tensile stress awakes in the thicker bar and compressive stress awakes in the thinner bar. The whole amount of elastic deformations is: (11.) ε = c2 c4 + c2 c3 = αδ kt (e − k t2 − e −k t ) 11 The amount stresses awaked in bars nr. I. and II. is: (12.) ε = c2 c4 + c2 c3 = αδ kt (e − k t2 − e −k t ) 11 Stress Calculation Basics and Examples - 8 CAE DS – High Pressure Die Casting Design From time t2 the whole system is in the zone of elastic deformation. (13.) T1 = Tkrit e − k1t (14.) T2 = Tkrit e − k 2t Where: k1>k2 ; k = m a R a = temperature conductivity R = modul m = constant. (15.) T2-T1=Tkrit (e − k 2t − e − k1t ) Because the shrinkage is proportional to the temperature changing the shrinkage curve is change similarly: (16.) ε 1 = α ⋅ Tkr e − k t (17.) ε 2 = α ⋅ Tkr e − k t (18.) ε 1 − ε 2 = α ⋅ Tkr (e − k t − e − k t ) 1 2 2 2 2 2 1 2 From the common point of c1 the thin bar must contract along c1c3 , and the thick bar must contract along c 2 c 4 , which is parallel to the original shrinkage curves. Both bars have the value of c2: (19.) -ε1= c 2 c3 (20.) +ε2= c 2 c4 Stress awakes in the entire cross section: (21.) ∑ε = c c (22.) Σσ=EΣε 2 + c 2 c3 = α ⋅ Tkr (e − k t − e − k t ) 2 2 4 11 For the thin bar: (23.) σ 1 = − Eε össz A2 A2 = −E α ⋅ Tkr (e − k1t1 − e − k 2 t 2 ) A1 + A2 A1 + A2 Stress Calculation Basics and Examples - 9 CAE DS – High Pressure Die Casting Design For the thick bar: A1 A1 =E α ⋅ Tkr (e − k1t1 − e − k 2 t 2 ) A1 + A2 A1 + A2 (24.) σ 2 = + Eε össz (25.) Tkr = T0e − k2t2 (26.) T2 = 1 T0 ln k 2 Tkr From (25) and (26) we can write the following equation: (27.) σ 1, 2 T A ,A = ± E 2 1 α ⋅ Tkr c 1 − kr A1 + A2 T0 k1 −1 k2 From formula (27.) we can see the following proportionalities: − − − the residual stress is proportional to the modulus of elasticity, the residual stress is inversely proportional to the ratio of the cross sections, the residual stress is proportional to the coefficient of thermal expansion. If we examine two points of the geometry we can see the evolution of the stresses. In figure 5 we can see the examined points, in figure 6 we can see the evolution of the stresses. Image 5. The examined points. Left point: tensile stress; right point: compressive stress Stress Calculation Basics and Examples - 10 CAE DS – High Pressure Die Casting Design stress, N/mm 2 200 150 100 50 0 -50 0 1000 2000 3000 4000 5000 6000 7000 -100 -150 -200 -250 -300 -350 time, s Image 6. The evolution of the stresses In figure 7 we can see distorted stress lattice specimen. Image 7. The distorted stress lattice specimen If we apply stress lattice specimens with different cross section rates we can see that the residual stress values are different. Cross sections middle bar – side bars Measured residual stress 32-12mm 114 N/mm2 32-20mm 48 N/mm2 42-20mm 65 N/mm2 42-30mm 42 N/mm2 Stress Calculation Basics and Examples - 11 CAE DS – High Pressure Die Casting Design Summary We can tell that by the help of specimens (e.g. Bauer & Shipp stress lattice) it is suitable to determine residual stresses. Because of the geometrical shape stresses awake in the bars and we can measure them easily. The cross section of the bars can influence if the specimen is suitable for stress determination. The most precise cross section for stress determination is with cross section 32 - 12mm. The form material can influence the size of the casting; the rigid form doesn’t let the metal to expand. Stress Calculation Basics and Examples - 12