FILTRATION
OVERVIEW
Most, but not all, metalworking systems have
some form of filtration. Whether it is a system
for coolants, cleaners, stamping fluids or
corrosion preventives, the intent is generally the
same. The purpose of filtration is to remove
contaminants in order to:
»» Help maintain the current fluid in a status
of “fit for continued use.
»» Prolong the life of the fluid by keeping it clean
»» Protect fluid pumps from damage
While there is both gravity and positive
filtration, the vast majority of end users utilize
positive filtration. Because of this aspect, this
“Skill Builder” will focus on positive filtration.
DEFINITION
A filter is a porous, physical membrane/device
with a function of separating contaminants
(chips, fines, shop towels, cigarettes, dirt, etc.)
from the main fluid. The key to understanding
the filtration is, “Just how clean does the fluid
have to be?” The answer to this question will
dictate filtration type and configuration needed
to achieve that level of cleanliness.
The effect of dirt and fines on the surface finish
requirements of the final part will generally
dictate the filter system requirements. For
example, if the operation is striving for a
10-micron finish, but the filter unit is permitting
particles larger than that level, the finish
requirements may not be met. Generally plant
engineering and the filter manufacturer will
decide on the overall design and set up of the
filtration system. The designed system may
have many elements.
ELEMENTS OF FILTRATION
All filter systems have essentially the same
elements in design. You need the following:
»» A process where the fluid is used and
becomes contaminated
»» A holding tank or reservoir that holds the bulk
of the dirty fluid
»» A cleaning device where the filtration takes
place; this could be part of the main holding
tank or a separate tank
»» A “clean” tank that holds filtered fluid;
this could be a section/part of the main
holding tank
Filter systems tend to differ in their approach
to handling the flow of the fluid. There is:
»» Full flow - permits continuous cleaning of
all the dirty fluid
»» By-pass - only filters a small percentage
of the dirty fluid
»» Batch filtration - similar to the by-pass but
handles a large volume as part of the flow
Most operations with stringent finish
requirements typically have that type of
application set up on a by-pass filter. The
by-pass filter would user finer filtration than
the bulk operation. Setting up a series of
quakerchem.com | info@quakerchem.com
© 2013 Quaker Chemical Corporation. All rights reserved.
FILTRATION
successfully finer filters may be necessary to
avoid blinding of the final filter in the by-pass
system. Usually it is the engineering staff that
will dictate how much the fines will impact
the finish.
When references are made to the dirty side or
clean side of the filter you have to understand
where the fluid is considered dirty (i.e. prior
to filtration) or clean (i.e. after filtration).
This understanding is important when using
additives. Sometimes it is better to add to
the dirty side versus the clean side depending
upon the purpose of the additive. For systems
where there is a clean side next to a dirty side,
the clean side typically overflows back into the
dirty side as a way to maintain flow.
METHODS OF FILTRATION
Filtration can be conducted under gravity,
vacuum or pressure. Gravity filtration is
dependent upon the flow of the fluid or the
lack thereof. As the fluid slows down, solids
have a chance to settle to the bottom while
lighter fluids will rise to the surface. Many
settling tanks have baffles or weirs that help to
slow the speed of the fluid. These same tanks
also tend to have some form of drag bar/drag
chain that sweeps across the bottom of the
tank at scheduled intervals. The tank usually
has an angled ramp at one end to permit the
solids to be dragged up and out of the tank.
Vacuum filters utilize a vacuum to pull fluid
through a membrane and leave the debris on
the surface. Over time, a filter “cake” will build
up providing finer and finer filtration. Usually,
a vacuum filter is set to “index” when the
vacuum reaches a specific level. Indexing is
the process whereby the filter paper advances
to yield more clean surface area for filtration or
the drag chain moves across the surface of the
filter to remove debris and yield more surface
area for improved filtration. The level setting for
the indexing is set by the manufacturer. This
setting can be altered by the end user in order
to use less media or improve the filtration.
There are times when a certain contaminant
might “blind” the media and cause the filter
to index too often. A typical setting is 8-10
inches of mercury (in. Hg).
A pressure filter is just the opposite of a
vacuum filter. Pressure filtration tends to be
more efficient because more volume can be
forced through the media versus a vacuum
set up. Because of this, pressure filters can
have a smaller footprint but can also cost
more money.
Some systems can use a pre-coating to
obtain finer filtration. The pre-coating can be
something like diatomaceous earth (DE) or
some form of fine cellulose. No matter what
the pre-coat, the concept is to help build a
thicker filter cake faster. A thicker cake means
finer filtration.
FILTRATION CAPACITY
Filter media is rated as either nominal or
absolute. These terms are used to describe
the cut-off point at which filter membrane
operates. Of course, these terms are applied
under controlled laboratory conditions with
quakerchem.com | info@quakerchem.com
© 2013 Quaker Chemical Corporation. All rights reserved.
FILTRATION
low-pressure differentials. For example, a
membrane rated at 10 microns nominal
means that a high level percentage (~90%) of
particles will not pass through at 10 microns.
However, there can be a level of inconsistency
in the filter media that permits larger particles
to pass through.
This also impacts absolute ratings. The term
means this is the largest particle size that
can pass through the membrane, under
controlled conditions. There is a higher
degree of consistency in a membrane with an
absolute rating. Like the example above, a
10-micron absolute media means that a higher
percentage (>90%) of particles greater than 10
microns will not pass through. More media is
being rated under absolute ratings instead of
nominal ratings.
FILTER PAPER (TYPES AND WEIGHTS)
There are many manufacturers of filter
paper but there is similarity in the materials
themselves. Typical types of media are:
»» Polyester - generally good for coolants
»» Polyolefins - both propylene and polyethylene
are good for oil removal
»» Rayon
»» Nylon
Other considerations for the type of media
are high wet strength, lightweight, chemical
resistance and cost. These are the details that
the media supplier should provide. Certainly,
their knowledge of their product will be critical
in choosing the proper media.
Beyond the parameters listed above, media
performance is also chosen based on its
weight (oz./yd2), air permeability (ft.3/min.)
and burst strength (PSI). There is not always
a direct relationship between the weight and
the porosity. It certainly makes sense that the
more material per square yard that you have,
should remove/retain more contaminants.
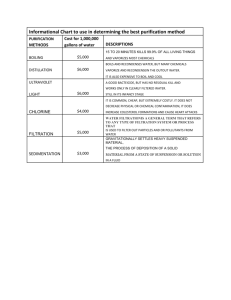
See the table below for approximate
comparisons. Again, the filter media supplier
should be able to choose their best product
for a given application.
APPROXIMATE WEIGHT VS. POROSITY
OUNCES/SQUARE YARD
MICRON
2.25 - 3.0
10
0.90 - 1.00
50
0.60 - 0.80
100
0.50 - 0.70
150
0.40 - 0.60
200
0.40 - 0.50
300
STRIPPING OF FLUIDS
The main concern, from a fluid perspective,
is to make sure that the filtration is not finer
than the average particle size for the fluid. The
difference between an emulsion and a solution
is important to understand. An emulsion is
a mixture of “oil particles” (or whatever the
primary lubricant is) evenly dispersed in
water. The oil particle is not a hard particle,
like a grain of sand, but is more like a porous
water balloon. The “skin” of the balloon is the
emulsifier. If the skin gets broken, the particle
falls apart. Remember, too, that particle sizes
vary based on the level of emulsifier. Soluble
oils can range from 2-10 microns.
quakerchem.com | info@quakerchem.com
© 2013 Quaker Chemical Corporation. All rights reserved.
FILTRATION
Semi-synthetics are micro-emulsions and have
an average particle size less than 1.0 microns.
On the other hand, a solution does not have
visible particles but still contains particles
less than 0.1 microns. A solution will pass
through filters that would strip a soluble oil
or semi-synthetic.
For example, if a product being used in an
application has an average particle size of 5
microns, then the porosity of the filter media
should be larger than 5 microns. The purpose
of the filter is to remove the chips and other
debris while allowing the emulsion to pass
through unharmed or unaltered. The use of a
5-micron absolute filter would probably have a
negative impact on the fluid in this example!
The “stripping” of an emulsion could result
in poor performance and eventual emulsion
stability. Key components can be stripped out
of the fluid.
Ultra-filtration (UF) is sometimes used but it
must be recognized that UF is extremely fine.
UF uses a semi-permeable membrane, under
pressure, to achieve a nominal cut-off of 95%
or higher based on molecular weight. UF is
unsuitable for soluble oils and semi-synthetics
and can even strip out certain components of
true solutions and cleaners. UF can filter as
low as 0.05 microns! Many UF filters have prefiltration, as low as 5 microns, to protect the UF
membranes. Clogged UF membranes can be
expensive to replace. Often times UF is used
to process the final waste stream from a waste
treatment process. The UF will strip just about
everything out of this process stage.
TYPES OF FILTERS
There are some standards used in the industry
at this time. One manufacturer introduced
the “wedge wire” concept for positive filtration
years ago. Closely-knit wires run across the
floor of the filter unit spaced about one ten
thousandth of an inch apart. The wires are
wedged-shaped so that the larger part of the
wedge is at the surface and the narrower part
faces toward the “clean side” of the filter. As
the debris builds up on the surface of the
wedge, the vacuum increases because it is
more difficult to pull the fluid through the
debris. When the vacuum reaches its set point,
the drag chain will move perpendicularly across
the wires to remove the debris in order to
create a renewed filtration surface.
Another version of the wedge wire is called
the suction indexing drum (SID). Imagine the
wedge wire filter described above rolled into a
large tube with both ends sealed. This tube is
suspended in the dirty side. Suction is applied
to one end of the tube so that fluid and debris
is pulled into the tube on all surfaces. Instead
of having a drag chain that scrapes off the built
up debris, the drum rotates against a fixed
blade that knocks the debris to the bottom of
the tank. There, the drag chain scrapes the
bottom of the tank and removes the debris.
Also similar to the wedge wire is a porous
metal plate, called a platen, covered with
filter paper and supported by a vacuum
chamber. The platen allows the filter paper to
fit tightly but not be pulled into the vacuum
chamber. The method is employed with most
paper filters.
quakerchem.com | info@quakerchem.com
© 2013 Quaker Chemical Corporation. All rights reserved.
FILTRATION
Bags, cartridges and canisters are replacements for paper. The concept remains the
same except these media offer the option of
serial filtration by altering the number and
porosity of the filtering media. For example,
there could be several filters in line with the
first filter at 25 microns, the second at 10
microns, and the last filter at 5 microns. This
level of filtering actually works better than
a single pass through a single porosity. The
devices that contain these media are typically
smaller and easier to work with versus a large
pressure or vacuum filter. Much of this media
is rated for specific applications based on flow
rate and permeability.
Another option to filter paper is a permabelt.
A permabelt is used just like filter paper but
is contained in a closed loop process. When
the indexing process occurs, the permabelt
moves ahead but passes through an area that
back flushes the belt to remove the debris.
Eventually the entire belt gets used over and
over in filtering the fluid. Permabelts are
typically made of polypropylene.
ADJUNCT PROCESSES
It is possible to have other process equipment
as part of keeping fluid clean. These
other processes are typically associated
with removing additional fines or floating
contamination, like tramp oil.
Removing additional fines can be achieved
via centrifugation, a hydrocyclone or magnetic
separator. Commercial centrifuges have been
used for years to remove fines as well as tramp
oil and other floating contaminants. If properly
maintained, a centrifuge will perform well
in keeping the fluid clean. It is possible,
however, that some of the oil-soluble
components can be extracted along with the
tramp oil. The hydrocyclone uses a similar
process as a centrifuge but has no moving
parts. It tends to be less efficient and also
relies on about 5-10% bypass of the fluid to
assist with removal of debris. Another method
is a magnetic separator. The concept is the
use of a magnetic conveyor that pulls metallic
fines out of the fluid and dumps them into a
hopper. Of course, this only works for iron and
steel alloys.
Tramp oil removal can be achieved with an
assortment of skimmers that pull the floating
oil off of the surface. As mentioned above, a
centrifuge will remove tramp oil. Also, coalescers
are typically set up as part of a by-pass process.
As the fluid moves through the coalescer the
flow rate decreases and provides the residual
time to permit the coalescing to occur.
TROUBLESHOOTING
It would be expected that the supplier of the
filtration system would provide the service to
solve problems. However, there are many times
that the response is too slow or the fluid gets
blamed without investigation. Below are some
suggestions based on Quaker’s experiences.
If the question arises as to whether the filter
is working or not, the first action to take is to
obtain samples from the clean side and dirty
side. You can also compare the clean side
to a sample coming out of the nozzle at the
machine that is using the fluid. Sometimes
quakerchem.com | info@quakerchem.com
© 2013 Quaker Chemical Corporation. All rights reserved.
FILTRATION
fairly simple tests can be conducted to
compare the fluid samples. In some cases,
it might be necessary to run a particle size
analysis. If the question above indicates that
filtration is not occurring, then the supplier
must get involved. It is possible that one of the
following is part of the problem:
»» The SID is not rotating properly. There
could be something physical blocking the
gear mechanism that impacts the drum
rotation or something is jammed against the
scraper blade
»» The scraper blade that cleans the SID is bent
or is somehow not contacting the surface.
The scraper blade should be changed every
12 months
»» The filter paper is torn or continues to tear
because of some blockage as the paper is
loaded into the filtration area
»» For systems that utilize bag or cartridge filters
confirm that the bag/cartridge is the correct
model and is properly fitted in place
»» Make sure that the vacuum setting was set
properly and is currently at that setting.
Sometimes adjustments are made to
overcome a temporary problem and the
original setting is not re-established. The
same can happen with timed settings
»» Many systems are set up with some type of
by-pass mechanism that guarantees that
the clean side can never starve the demand.
This mechanism permits the dirty side to
flow into the clean side. Make sure that this
mechanism is functioning properly
»» Make sure nozzles are not clogged and they
are properly aimed at the work area to provide
maximum coverage with the fluid
A SID can be lifted out of the system for
inspection. Unfortunately, systems with filtration
at the bottom of the tank can only be inspected
by draining the entire system. This applies to
standard wedge wire systems as well as vacuum
filters that utilize paper filtration. This obviously
can have a large impact on getting any work
performed on the system if there is nowhere to
store the current fluid.
CONCLUSION
Understanding how the fluid system functions
can be critical to successful operations. You
can provide input to your customer to help them
solve their problems. This makes you more
valuable to them as a supplier.
A LOCAL PARTNER YOU CAN DEPEND ON. ANYWHERE IN THE WORLD.
Our Associates are on the ground in every region
of the globe. That means our entire infrastructure (from
sales to service, R&D to manufacturing) is designed to
support our customers at a local level, whether in one
facility or spread across multiple plants worldwide.
Put the right partner to work for you during
every step of success. Contact Quaker today
to transform your business from the inside.
quakerchem.com | info@quakerchem.com
© 2013 Quaker Chemical Corporation. All rights reserved.
12.13-V002