The High-Performance
Manufacturing
Organization
The Boston Consulting Group (BCG) is a global
management consulting firm and the world’s
leading advisor on business strategy. We partner
with clients in all sectors and regions to identify
their highest-value opportunities, address their
most critical challenges, and transform their
businesses. Our customized approach combines
deep insight into the dynamics of companies
and markets with close collaboration at all levels
of the client organization. This ensures that our
clients achieve sustainable competitive advantage, build more capable organizations, and
secure lasting results. Founded in 1963, BCG is a
private company with 74 offices in 42 countries.
For more information, please visit www.bcg.com.
The High-Performance
Manufacturing
Organization
Frank Lesmeister, Daniel Spindelndreier, and Michael Zinser
June
AT A GLANCE
Performance improvement efforts tend to focus on the operational aspects of
manufacturing. But organizational issues—matrix structures with multiple interfaces, proliferating roles and responsibilities, a structure that is no longer aligned
with strategy—can also be a major obstacle to quality, flexibility, speed, cost
effectiveness, and competitive advantage.
S S
A company’s manufacturing strategy must be aligned with and support the overall
corporate strategy. These strategic considerations will drive decisions about how
best to set up manufacturing operations.
C R S
Companies must make design decisions at both the corporate and the plant levels.
Key considerations include whether to centralize control, whether to integrate
related functions, and what the roles and responsibilities of plants should be.
M T
Each organization design choice involves tradeoffs that can affect cost, product
quality, cycle times, and service levels. Many of these drawbacks can be offset.
T H-P M O
M
OST MANUFACTURERS HAVE COME to accept that change is a constant.
Increasingly global operations, evolving production networks, mergers and
acquisitions—all contribute to a growing complexity that can extract a high cost if it
is not actively managed. But improvement efforts tend to focus on the operational
aspects of manufacturing, such as production processes, the shop floor, and logistics. Oen overlooked is the high cost of organizational complexity: the matrix
structures with multiple interfaces, the proliferating roles and responsibilities, the
many management layers that have built up over the years, and an organization
structure that is no longer aligned with a company’s manufacturing strategy. These
issues are oen at the root of performance problems. Ignoring them can be a major
obstacle to quality, flexibility, speed, cost effectiveness, and competitive advantage.
No single solution will fit all manufacturing organizations. A company’s industry,
markets, customers, products, internal capabilities, competitive position, and overall
strategy will inform any decisions—and there will always be tradeoffs. But an
effective manufacturing organization requires three things: an optimal organization
structure; a skilled, engaged workforce; and supporting systems and governance.
(See the sidebar “The Importance of People and Governance.”)
This report focuses on organizational best practices and outlines three essential
steps for building a high-performance manufacturing organization: start with
strategy, choose the right structure, and manage the tradeoffs. It also offers guidelines for determining the best choices for a company’s manufacturing organization.
The Optimal Organization Design
Most companies wrestle with how best to organize their manufacturing operations
at both the corporate and the plant levels. Typical questions at the corporate level
include: Should we centralize manufacturing responsibility and decision making or
give regional and local plants greater autonomy? Should decisions that affect
product divisions be made globally or locally? How can we make sure that process
and technology standards are implemented across business units and globally? To
what extent should engineering, maintenance, quality, asset management, and
other functions be integrated into the manufacturing organization? How do we
minimize overhead among similar plants with similar products?
At the plant level, critical questions include: What responsibilities should be given
to plant managers? Which plant activities should be centrally coordinated? How
should plants be organized below the plant manager level?
T B C G
THE IMPORTANCE OF PEOPLE AND GOVERNANCE
Achieving a high level of manufacturing performance requires a skilled,
engaged workforce and governance
systems that drive and sustain
excellence.
Management leadership and visibility
help to create a culture of trust,
cooperation, learning, and continuous
improvement. Having the right people
in the right roles at the right time is
also critical. Given the global shortages of skilled labor, this requires
strategic workforce planning—a type
of planning that involves defining
needed jobs and skills, estimating
likely hiring and attrition rates, and
addressing any gaps that must be
filled. Companies should also make
an ongoing commitment to recruitment and training, and define roles to
clarify individual and shared responsibilities. (See the exhibit “Companies
Should Define Individual and Shared
Responsibilities.”)
Oen, manufacturing organizations
have too many of the wrong types of
skills or people. But when it comes to
trimming the organization, most
companies focus more on reducing
their workforce than on streamlining
their management ranks. “Delayering” these organizations can help
flatten the reporting pyramid and
increase spans of control, which
lowers costs and improves efficiency
and effectiveness. Delayering is more
than just a restructuring or costcutting exercise. It also leads to
improved management performance
and accountability, more efficient
decision making, and greater job
satisfaction. Knowledge, cultural
changes, and corporate values also
spread throughout the organization
To answer these questions, The Boston Consulting Group analyzed organization
structures in a wide range of industries. Our goal was to determine which factors
drive manufacturing performance and to identify overall best practices in organization design. Our analysis revealed the optimal setup for specific industries based on
strategic business drivers, and we created organizational guidelines to point companies in the right direction.
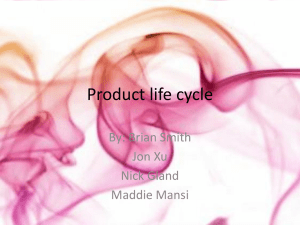
Start with Strategy
A company’s manufacturing strategy must be aligned with and support the overall
corporate strategy. These strategic considerations will drive decisions about how
best to set up manufacturing operations. (See Exhibit 1.) To this end, we believe the
manufacturing strategy must consider the following three factors: economics,
markets and customers, and technologies and skills.
•
Economics. How critical are scale, scope, efficiency, utilization rates, complexity,
labor, and other cost drivers that affect overall manufacturing economics? The
importance of these factors will vary by industry and company. For instance,
scale is typically integral to companies in the automotive, chemical, metal, and
fast-moving consumer-goods industries. The chemical and metal industries also
T H-P M O
THE IMPORTANCE OF PEOPLE AND GOVERNANCE
CONTINUED
more quickly and easily because there
are fewer layers of management.
Finally, the right incentives are
important to encourage the right
behavior. In addition to cost or quality
performance, for instance, plant
managers could be rewarded for such
factors as service levels, the health
and safety of their people, sharing of
best practices, and compliance with
production standards.
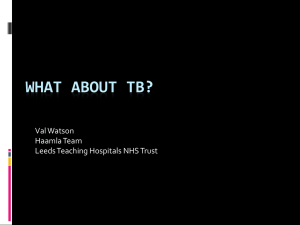
Companies Should Define Individual and Shared Responsibilities
Example: site manager and line manager
Site manager
Line manager
Organizational parameters
Direct or dotted-line
reporting; plant ownership
and structure
Manufacturing team
structures; task
allocation
Leadership behavior
“Go Gemba!” Kaizen
initiatives; collaboration
among manufacturingrelated functions and
headquarters; best-practice
sharing across plants
and business units
“Go Gemba!” Kaizen
initiatives; cross-line
collaboration; guidance
and development of
foremen and teams on
shop floor
Accountabilities
Individual: improve overall
financials by lowering costs
and reducing working
capital; improve quality,
service levels, staff engagement and capabilities,
health and safety
Individual: line performance; sustainable
implementation of
standards; crosstraining and competence development of
staff; engagement and
satisfaction of line staff
Shared: secure, reliable
product delivery for
customers and component
supply
Shared: timely product
delivery
Metrics and targets
First-pass yield; on-time
delivery; cycle/throughput
time; accident levels; COG;1
working capital/inventory;
direct/indirect costs; CAPEX
Overall equipment
effectiveness;
changeover times;
quality; direct/indirect
costs
Decision rights
Owns: execution of manufacturing strategy at plant;
personnel decisions;
improvement initiatives;
high-level planning (e.g.,
Kanban, segmentation);
inventory levels
Owns: optimization of
operating processes;
enforcement of
standards; leanmanufacturing tools;
line stoppages;
personnel decisions
on shop floor
Can veto: investments
Influences: manufacturing
strategy; supplier selection
Can veto: line
personnel decisions
Influences: investments;
inventory levels
Sources: BCG approach; BCG project experience.
1
COG refers to manufacturing costs only (costs of marketing and sales are not included).
T B C G
E | Strategic Drivers Affect Organizational Choices
Strategic drivers
High economies
of scale
Organization design
• Global setup
Economics
High economies
of scope
High significance
of asset utilization
• Global setup
Markets and
customers
Plant roles and
responsibilities
• Standardized production system
with integrated industrial
engineering
• Lead plants or centers of
excellence; if one product
per plant, independent plants
• Standardized production system
with integrated industrial
engineering
• Lead plants or centers of
excellence
• Integrated planning and scheduling • Lead plants or centers of
to balance demand volatility and
excellence
control global volumes
• Standardized production system
with integrated industrial
engineering and management of
assets and maintenance
High impact of
personnel costs
Technologies
and skills
Organizational choices
Degree of
functional integration
• High level of standardization
with integrated industrial
engineering
• Lead plants
• Standardized production
system with integrated
industrial engineering and
standardized assets with
asset management
• Lead plants
High degree of
complexity
• Global setup
High importance
of proximity to
customer
High number of
region-specific
products
• Regional or local setup
• Independent plants close
to customer
• Regional or local setup
• Independent plants
High number of
customer-specific
products
• Customer-oriented setup
on global or regional/
local level
• Lead plants or centers of
excellence
• Centers of excellence
Highly skilled
engineering and
production
workforce required
High importance
of production
know-how
• Global setup
• Standardized production
system with integrated
industrial engineering
• Lead plants or centers of
excellence
Source: BCG analysis.
tend to seek economies of scope, so that multiple products can share common
premanufacturing steps. Standardized processes are critical to companies
seeking scale and scope. For companies in asset-intensive industries such as the
automotive, pharmaceutical, and building materials industries, asset utilization
is a key consideration. When high asset utilization and economies of scale are
required, manufacturing is best set up as a centralized corporate function.
•
Markets and Customers. How important is it to be close to end-user markets and
to have products that are customized for specific regions or customers? For
instance, automotive suppliers, as well as companies making engineered products or specialized chemicals and metals, all offer a large number of customized
products. For companies in the building materials industry, proximity to custom-
T H-P M O
ers is critical. A regional or local manufacturing organization tends to be more
effective than a global one for these types of companies.
•
Technologies and Skills. How important are specialized engineering skills, technologies, or production capabilities? Companies that make customized products, such
as those companies noted above, require specialized processes and technologies
that are oen specific to individual plants. As a result, centralized control and
sharing of best practices is less important to their manufacturing operations.
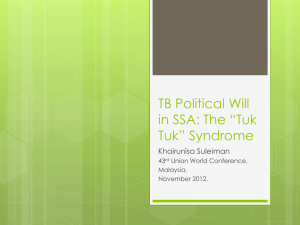
Choose the Right Structure
To help determine the best setup for your company, look at how different industries
typically organize their manufacturing operations. As shown in Exhibit 2, certain
factors are more important in some industries than in others and lead to different
organization setups.
The key strategic drivers that we discussed above—economics, markets and customers, and technologies and skills—affect structural choices in three critical areas:
organization design, degree of functional integration, and plant roles and responsibilities. Let’s look at each of these areas more closely.
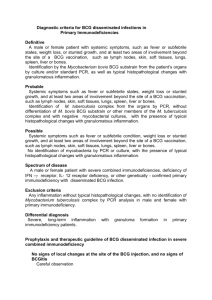
Organization Design. Companies must decide whether manufacturing decisions—
such as product allocations or capital outlays—should be made on a global, regional, or local level, and whether manufacturing should be set up as a centralized
corporate function or as a part of each business unit. (For illustrations of decisions
that should be made at the corporate level and at the plant level, see Exhibits 3
E | Industry Characteristics Drive Manufacturing Decisions
Consumer goods
Automotive
Organization
design Centralized Decentralized
Functional
integration Low
High
Plant roles
Organization
design Centralized Decentralized
Functional
integration Low
High
Plant roles
Standalone
Durables
Building materials
Network
FMCG
Chemicals/pharmaceuticals
Organization
design Centralized Decentralized
Functional
integration Low
High
Plant roles
Plant roles
Standalone
OEM
Network
Pharmaceuticals
Network
Standalone
Engineered products
Organization
design Centralized Decentralized
Functional
integration Low
High
Metals and mining
Organization
design Centralized Decentralized
Functional
integration Low
High
Plant roles
Standalone
Chemicals
Network
Standalone
Metals
Source: BCG analysis.
Note: FMCG = fast-moving consumer goods; OEM = original equipment manufacturer.
T B C G
Network
Supplier
Plant roles
Standalone
Organization
design Centralized Decentralized
Functional
integration Low
High
Mining
Network
and 4.) As a general rule of thumb, a global organization makes sense if scale or
standardization are major cost drivers, specialized production capabilities are
needed, or the manufacturing strategy has a major impact on the overall business
strategy.
Our research shows a trend across industries toward creating a global manufacturing organization with centralized decision making for products, technologies, and
processes. Beyond the potential scale effects, this approach makes it easier to share
best practices and speeds up performance improvements—critical benefits in
today’s fast-changing, fiercely competitive global economy. But this solution isn’t
always the right choice. For instance, companies that must create different products
for different markets will usually find that a regional or local organization allows
them to better focus on—and respond more quickly to—the needs and requirements of local customers.
Degree of Functional Integration. Decisions about whether to integrate related
functions—such as production control, planning and scheduling, IT, quality, maintenance, engineering, and asset management—within the manufacturing organization
can have a major impact on operations. Integration can lead to fewer interfaces,
better communication, faster decision making, and greater synergy. Companies in
asset-intensive industries, for instance, can achieve higher levels of utilization by
E | Three Types of Organizational Decisions Should Be Made at the Corporate Level
Functional
Organization
design
Hybrid
Board
Board
Mfg.
Mfg. BU A BU B BU C
BU A BU B BU C
Mfg.
Planning and
scheduling
Degree of
functional
integration
Production
controlling
Divisional
Board
Procurement
Maintenance
management
Independent plants
Mfg.
BU A
BU B
BU C
Mfg.
Mfg.
Mfg.
Mfg.
Logistics
(in- and outbound)
Industrial
engineering
Asset
management
Quality
IT
Plant network
Products
Processes
Lead plants
Plant roles and
responsibilities
Source: BCG analysis.
Note: Mfg. = manufacturing; BU = business unit.
T H-P M O
E | Two Types of Organizational Decisions Should Be Made at the Plant Level
Value stream—process bundling
Organization
design
Workshops—activity bundling
Mfg.
Mfg.
WS 1
VS 1
WS 2
WS 3
VS 2
Production controlling
Degree of
functional
integration
Maintenance
Planning and scheduling
Quality
IT
Source: BCG analysis.
Note: Mfg. = manufacturing; VS = value stream; WS = workshop.
integrating maintenance, asset management, planning, and scheduling. As a result,
manufacturing operations have less downtime, greater asset productivity, more
balanced utilization across the plant network, and fewer bottlenecks along the supply
chain. Similarly, an integrated engineering unit can identify new performance levers,
promote production standards, and encourage the sharing of best practices. Integrating quality functions is usually more effective at the plant level, where total quality
management (TQM) can engage workers in continuous improvement efforts. Lean
initiatives—with their total-productive-maintenance (TPM) approach—also show the
power of integrating maintenance activities at the plant level.
Plant Roles and Responsibilities. Decisions about how to set up plants and
allocate production are also critical to overall manufacturing performance. When
cross-plant material flows are absent—such as when the product portfolio is varied
or highly customized to specific regions—there will be limited cross-plant synergies.
In these cases, plants can be run independently, steered by centrally defined
performance metrics. But when materials flow across plants and knowledge and
standards are shared, a plant network with dedicated roles for each plant is the
optimal setup. For instance, if specific production skills are critical, make certain
plants lead plants or centers of excellence for particular processes or capabilities in
order to concentrate this knowledge, set standards, and share best practices.
Manufacturers can also get more from their production networks by matching asset
characteristics with the needs of specific products and customers. For instance,
some plants are designed to produce a small number of products at high volume
for greater economies of scale. Others are designed for flexibility, with short changeover and ramp-up times that are best suited for products with volatile or unpredictable demand. By defining plant roles, consolidating products with similar character-
T B C G
WS 4
istics, and exploring ways to reallocate products across the network, companies can
achieve greater cost savings, flexibility, and efficiency.
Managing the Tradeoffs
Each design choice involves tradeoffs that can affect cost, product quality, cycle
times, and service levels. Companies with a decentralized or divisional manufacturing organization, for instance, typically have a harder time sharing best practices
and can lose synergies. A centralized coordinating function can offset these drawbacks by sharing best practices across the company and creating consistent standards and metrics. In this way, a divisional setup with concentrated knowledge of
certain products or regions can coexist with unified standards and a high degree of
sharing best practices across the company. A divisional manufacturing setup can
also greatly complicate interactions with a centralized R&D unit and hamper
design-to-cost efforts. Companies can offset these drawbacks—and sharply reduce
production costs over time—by defining manufacturing requirements early in the
manufacturing process through better communication.
Each design choice
involves tradeoffs
that can affect cost,
product quality,
cycle times, and
service levels.
Some companies take more of an out-of-the-box approach to managing tradeoffs. A
microchip manufacturer with enormous cost pressures, for instance, had stringent
requirements for quality and process reliability. Moreover, because its business was
asset intensive, asset productivity and scale were critical. To meet these challenges,
the company made all its manufacturing plants identical, down to the smallest
detail, so that each one makes the same products in the same way—a rather
extreme approach to central governance. As a result, the company can diagnose
and fix problems quickly, and it can rapidly implement improvements. Its plant
network is also extremely flexible—production can be shied as needs, volume, or
economic conditions change, and any bottlenecks are short-lived.
Another example of an out-of-the-box approach to managing a tradeoff: An automobile manufacturer with a global production network wanted to avoid the excessive overhead and backlogs that can result from having headquarters steer the
plants and implement global standards inflexibly. The company decided to establish regional “mother plants” that support local projects, train staff, set up employee exchange programs, and manage five-year performance road maps. Headquarters can now focus on the bigger picture—developing major change programs that
the mother plants can implement.
Each company must decide which tradeoffs to make based on its individual situation,
markets, competitive environment, and industry benchmarks. Moreover, a company’s
organizational choices require the right people and skills to be truly powerful.
I
’ -, increasingly complex global environment, companies
must rethink not just their manufacturing operations but also their manufacturing organizations. The high-performance organization is lean, flexible, and strategically aligned. The right organization design, an engaged workforce, and effective
governance systems result in sustained manufacturing excellence—and a powerful
source of competitive advantage.
T H-P M O
About the Authors
Frank Lesmeister is a principal in the Düsseldorf office of The Boston Consulting Group and a
topic expert for manufacturing. You may contact him by e-mail at lesmeister.frank@bcg.com.
Daniel Spindelndreier is a partner and managing director in the firm’s Düsseldorf office and
coleader of BCG’s manufacturing topic. You may contact him by e-mail at spindelndreier.daniel@
bcg.com.
Michael Zinser is a partner and managing director in the firm’s Chicago office and coleader of
BCG’s manufacturing topic. You may contact him by e-mail at zinser.michael@bcg.com.
Acknowledgments
The authors would like to thank Katherine Andrews, Gary Callahan, Martha Craumer, Angela
DiBattista, and Pamela Gilfond for their contributions to the writing, editing, design, and production of this report.
For Further Contact
If you would like to discuss this report, please contact one of the authors.
T B C G
For a complete list of BCG publications and information about how to obtain copies, please visit our website at
www.bcg.com/publications.
To receive future publications in electronic form about this topic or others, please visit our subscription website at
www.bcg.com/subscribe.
© The Boston Consulting Group, Inc. 2011. All rights reserved.
6/11
Abu Dhabi
Amsterdam
Athens
Atlanta
Auckland
Bangkok
Barcelona
Beijing
Berlin
Boston
Brussels
Budapest
Buenos Aires
Canberra
Casablanca
Chicago
Cologne
Copenhagen
Dallas
Detroit
Dubai
Düsseldorf
Frankfurt
Geneva
Hamburg
Helsinki
Hong Kong
Houston
Istanbul
Jakarta
Johannesburg
Kiev
Kuala Lumpur
Lisbon
London
Los Angeles
Madrid
Melbourne
Mexico City
Miami
Milan
Minneapolis
Monterrey
Moscow
Mumbai
Munich
Nagoya
New Delhi
New Jersey
New York
Oslo
Paris
Perth
Philadelphia
Prague
Rio de Janeiro
Rome
San Francisco
Santiago
São Paulo
Seoul
Shanghai
Singapore
Stockholm
Stuttgart
Sydney
Taipei
Tel Aviv
Tokyo
Toronto
Vienna
Warsaw
Washington
Zurich
bcg.com