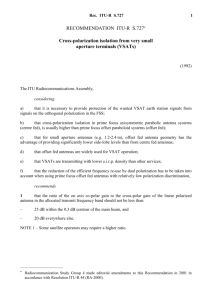
CNC Machine Tool Work Offset Error Compensation Method
advertisement

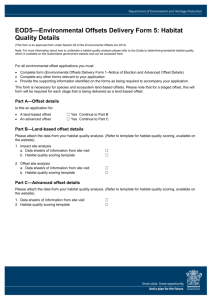
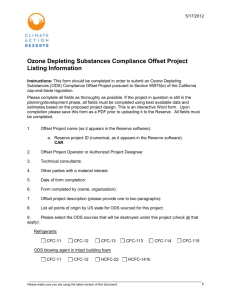
Procedia Manufacturing Volume XXX, 2015, Pages 1–22 43rd Proceedings of the North American Manufacturing Research Institution of SME http://www.sme.org/namrc CNC Machine Tool Work Offset Error Compensation Method Jie Gu, John S. Agapiou and Sheri Kurgin General Motors R&D Jie.1.gu@gm.com, John.agapiou@gm.com, sheri.kurgin@gm.com Abstract Machine tool accuracy and repeatability is one of the most important considerations for manufacturing parts with the required quality for consistent performance in their assemblies. One of the most challenging areas has been the ability to quickly identify and evaluate the quasi-static and dynamic machine errors and apply the corresponding error models to compensate. Because there are many challenges associated with some methods, including the cost in design, analysis and control of precision machine tools, the compensation method has been the most effective approach to control part quality. However, error compensation by measurement of geometric errors is greatly affected by the error modeling and error measurement methods, which could require significant machine downtime to implement. This paper presents the development of a Global offset compensation method utilizing the measurements of the machined part(s). The Global Offset for a machine tool is estimated through a model while utilizing the computed deviation between the measured and nominal dimensions of the part. Furthermore, the paper presents several other compensation concepts supporting the Global offset method. The strengths and limitations of all compensation methods are also discussed. Keywords: Error Compensation, Machine Accuracy, Machined Part Quality 1 Introduction CNC (Computerized Numerical Controlled) Machines are being used increasingly for high to medium volume manufacturing (Stephenson, D., Agapiou, J.). CNC machines allow manufacturers to adjust for changing product designs and volume requirements, and are extremely accurate. The goal of a CNC machine is to produce a high quality part by achieving the dimensional tolerance of the CAD model. Precision machining is key to the die and mold industry, automotive powertrain components (i.e. engines, transmissions, etc.), and large components in the aerospace and defense industry. Errors due to machining will impact not only the assembly of the machined parts, but also introduces larger product performance variability. Therefore, the accuracy and repeatability of machine tools are often Selection and peer-review under responsibility of the Scientific Programme Committee of NAMRI/SME c The Authors. Published by Elsevier B.V. 1 CNC Machine Tool Work Offset Error Compensation Method Gu et al. the limiting factor for achieving and maintaining part quality because the positional error of a machine axis is affected by several factors attributed to the machine tool itself, fixture and cutting process. The machine tool errors are either quasi-static or dynamic. The quasi-static error sources are the geometric/kinematic errors of the machine axes and moving loads, while the dynamic errors are dynamic loads, self-induced and forced vibrations, thermo-mechanical (thermal deformations of the machine structure and the workpiece, which are due to both internal and external heat sources), cast part-to-part variation, and motion and software control errors of the system (Schwenke, Knapp, Haitjema, Weckenmann, & Schmiitt, 2008) (Ramesh, Mannan, & Poo, 2000a). Even though the geometric errors may be compensated, the dynamic errors cannot be fully eliminated at the design stage, and therefore real time compensation is required (Fraser, Attia, & Osman, 2004) (Mayr, et al., 2012) (Ramesh, Mannan, & Poo, 2000b). The errors due to the process such as tool wear and deflection, workpiece deflection, workpiece location and clamping errors are not generally considered, although they affect part quality. The initial approach to machine dimensional stability has been to first provide machine calibration as necessary, and secondly to maintain a stable shop environment to reduce the thermal effects. The second objective has been very challenging in a large manufacturing plant and often cost prohibitive in full scale production. The first objective requires: (1) mathematical or empirical models to represent the quasi-static errors of machine tools, (2) method(s) to accurately predict the errors and/or the parameters in the models that are essential for developing a compensation, and (3) compensation scheme that can be performed quickly to improve machine tool accuracy and to minimize production downtime. The aim of this paper is to summarize the common types of work offset methods and introduce an innovative compensation method called Global Offset. This new automated compensation method for machine tools is low investment and it is based on the dimensional measurements of identical part(s) in a CMM (Coordinate Measurement Machine); it estimates the offsets in the WCS (Work Coordinate System) to compensate the machine tool errors including the fixture and table/pallet errors together with some of the dynamic errors due to part clamping, tool deflections, and average temperature changes in the workspace. 2 Literature Review During the early days of CNC machine tools, quasi-static errors accounted for about 70% of the total error; today’s compensation approaches have reduced most of the geometric errors. However, dynamic errors are still prevalent since they cannot be compensated completely and therefore are considered the most significant errors. Our experience with large and medium size machine tools during the last 15 years indicates that the error budget is distributed as follows among the sources of error: 40-50% on static/geometric, 30-40% on dynamic (thermal, part and tool deflection, etc.), 1020% on environment, and 5-10% on measurement. It is also determined that 65-70% of the static error is due to axes positioning and squareness errors especially for larger size machine tools. Machine tools are sensitive to a variety of random influences, such as a crash, varying thermal state, possible contamination, wear of moving elements, etc. which may result either in progressive errors (such as drift which progressively degrade their accuracy over time) or in dramatic, permanent changes in performance. If this occurs, the once-a-year or every few years calibration procedure is not capable of catching these adverse changes in machine tool performance when they occur, resulting in batches of parts being machined by an out-of-specification machine tool. In order to avoid this problem, various methods have been developed as will be discussed next. In the last two decades, several international standards for machine tool accuracy evaluation have been developed (ISO-230-2, 2006) (ISO-230-6, 2002) (ASME-B5.54, 2005). Most of the machine tool manufacturers incorporate such standard measurements for acceptance testing to prove out machines, while users consider them as machine diagnostic solution (targeted to remove variation from the 2 CNC Machine Tool Work Offset Error Compensation Method Gu et al. machining process). In addition, over the last three decades, error models have been developed based on kinematic analysis of the machine tool axes to quantify the quasi-static errors in the work space as a function of the individual machine tool geometric errors using rigid body kinematics as explained in Refs. (Reshetov & Portman, 1988), (Weck, 1984) and many others found in the reference of papers (Schwenke, Knapp, Haitjema, Weckenmann, & Schmiitt, 2008) and (Ramesh, Mannan, & Poo, 2000a) for machine compensation. The second approach is the indirect measurement of the machine errors superimposed at specified X,Y,Z positions mapped in the machine tool workspace; it requires the simultaneous movement of two or more axes at specified intervals or a grid. The error is identified as the difference among the actual and measured values of the displacement at the specified locations. Such indirect measurements are made using artifacts, contour or circular paths, or multilateration (i.e. using the diagonals of the workspace). Large numbers of machine tool manufacturers provide an error mapping and a subsequent compensation of geometric errors in the same manner as has been well established in CMMs (Coordinate Measuring Machines). However, machine tool accuracy could change after the machine installation in the production floor and changes may occur slowly during operation as a result of wear on moving parts, thermal changes and load effects, hysteresis effects, or even minor accidents. Therefore, recalibration of the machine is very important to compensate for geometrical errors such as positioning, straightness, squareness and rotation. However, due to the difficulty of direct measurement of the relative thermal displacement δ(x,y,z,t) between the tool and the workpiece during machining, control systems based on inductive and deductive approaches are used. In the inductive approach, the components of the vector δ(x,y,z,t) are empirically related to temperature, which is easily measured at some strategic points on the structure. During operation, the measured temperatures are used to estimate the position error δ(x,y,z,t) and to activate the control system (Weck, Schuze, Michels, & Bonse, 1994) (Chen, Yuan, Ni, & Wu, 1993). Since the empirical based functions bear no physical similarity to the actual phenomena, the solution is unreliable outside of the range of tested inputs. In addition, the information contained in the discrete temperature measurements is incomplete and therefore the problem is not uniquely defined. To overcome these problems, an alternative deductive approach was developed using numerical models to fully describe the thermal and deformation processes which take place in the structure (Sata, Takeuchi, Sakamoto, & Weck, 1981) (Moriwaki, 1988). Thermal loop analysis was proposed to describe the thermal behavior of an entire machine tool using a path across the assembly of its mechanical components (Zhu J. , 2008); thermal error models (based on thermal modal analysis) are used to define the thermal links along the thermal loop. These approaches also suffers from a number of drawbacks because: (1) the magnitudes of the heat sources are determined from off-line calibrations that result in poor predictions, (2) the numerical models are either inaccurate or too slow to be used in real-time control applications, and (3) the nonlinear thermoelastic behavior of the structural joint is neglected. A generalized modeling was proposed (Fraser, Attia, & Osman, 2004) to eliminate the limitations of the inductive and deductive methods, by incorporating an inverse heat conduction solver to estimate the heat input to the structure in real-time. The approach also provides the frame work for developing a generic, multi-variable control system, which is capable of dealing with nonlinear structures. This method requires: (1) modeling and monitoring the temperature and thermal distortion of the machining system, including the part; (2) characterization of the transient thermal field and the thermal deformation pattern in a typical part; (3) identification of the thermal boundary conditions and heat input to the machining system in order to compensate the thermal deformation of the machine tool structure. However, this method is not yet either fully implemented or validated. Finally, machine tool accuracy compensation approaches due to thermal and machining process errors have been lagging. Variation propagation modeling has been proven to be an effective way for variation reduction and design synthesis in multi-operational manufacturing processes. However, previously developed approaches for machining processes did not directly model the process physics regarding how fixture, 3 CNC Machine Tool Work Offset Error Compensation Method Gu et al. datum, and machine tool errors generate the same pattern on part features. Consequently, it is difficult to distinguish error sources at each operation. Furthermore, many methods for enhancing the accuracy of CNC machine tools have been proposed over the years (Wang, Yu, & Liao, 2006) (Rahou, Cheikh, & Sebaa, 2009) (Yeung, 2004). An integrated geometric error modeling, identification and compensation method for machine tools was developed based on the individual axes errors (Zhu, et al., 2012) (Fletcher, Postlethwaite, & Ford, 2001). It identifies the 21 translational geometric error parameters associated with linear-motion axes based on a laser interferometer, and 6 angular geometric error parameters for each rotation axis based on a ball-bar. An identification method is used based on the model to recognize these geometric errors that are compensated by correcting corresponding NC codes. The results showed that the integrated method was effective and applicable in multi-axis machine tools. More recently, laser calibration data analysis software is being provided by a few vendors that brings new levels of functionality and flexibility to compensation methods by utilizing laser interferometer calibration systems combined with rotary axis calibrators to evaluate rotary axis positioning performance (with ± 1 arc sec accuracy) in addition to the linear axis measurement. The use of a laser interferometer has been the most common method to fully assess geometric errors. Unfortunately, this technique has disadvantages because it requires several days (resulting in significant downtime and cost) and the usage of a volumetric error synthesis model. Volumetric compensation has been achieved by creating an error map of the workspace volume in the machine using a specified compensation scheme and the proper laser equipment to acquire the required measurements. The implementation details depend on the type of CNC machine and its controller and on the software used to implement it. There are several systems on the market and each one utilizes its own software (Flynn, 2011) (Wang C. ) (Shen, Yang, & Wang, 2008). The Telescoping Magnetic Ball-Bar test is an easy and quick method to diagnose machine tool performance and especially dynamic errors (ASME-B5.54, 2005) (Ziegert & Mize, 1994). Furthermore, telescoping ball-bars are very practical, convenient and are a comprehensive tool for assessing the contouring accuracy of machine tools. Often a laser tracer is used that follows the target reflector positioned on the spindle in a spatial grid (error map) and records the spatial displacement (Schwenke, Franke, & Hannaford, 2005) (Umetsu, Furutnati, Osawa, Takatsuji, & Kurosawa, 2005). Conventional laser trackers reduce the machine calibration to less than a day depending on the workspace and the density of the grid. The manual process is still time consuming, error prone, and tedious. However, triggering techniques are becoming available with active targeting to reduce the measurement time and improve accuracy. These systems do have concerns with respect to compensation metrology revolving around targeting, triggering, and accuracy (Flynn, 2011). While the compensation methods described above have merit, they are not commonly used in industry today at regular intervals. The measurement of the individual errors with laser interferometer is time consuming (several days) and requires highly skilled personnel to run, which makes the method too expensive to be utilized periodically in a manufacturing system that includes several or dozens of CNC machining centers. The volumetric compensation is more effective but not yet fully adapted for production. Therefore, gaging touch probe has been used for contact scanning of post-process parts fixed in machining centers. It has the capability to perform both surface scanning and touch functions for workpiece positioning and measurement. The probe measures the finished part feature(s) location or verifies that the part face is correctly oriented. The difference among the actual and nominal values can be compensated by either correcting the individual feature location or using the conventional offset method and adjusting the location of individual part faces, as will be discussed in a following section. The conventional offset method requires a special spreadsheet to evaluate the average offset of the features at each face or part rotation. In addition, the inspection time of all or only critical features in the part could be as long as or longer than the machining cycle itself; in addition, more 4 CNC Machine Tool Work Offset Error Compensation Method Gu et al. time is required to thoroughly wash all machining chips from the part to ensure accurate measurements. Another approach that could account for geometric errors has been the measurement of a master part or Spatial Reference System (Mou & Liu, 1992) (Agapiou & Du, 2007) (Omari, Ajao, Kampmann, & Schmadel, 2007) with known dimensions. There are several specific test artifacts that can be measured using the machine tool touch probe and the performance of the machine in measuring these test artifacts can be used as an interim measure of capability as recommended for CMMs. The speed of this method depends mainly on the complexity of the artifact, which affects the number of points required for the measurements (Agapiou & Du, 2007). The artifact methods require: (1) setup of artifact on the pallet, (2) probing the artifact at specified position(s) to collect data for the controlled features, and (3) running the data analysis to determine machine performance. Depending on the artifact design characteristics, this method can be used to evaluate the machine’s positioning and squareness errors (i.e. using a calibrated tetrahedron (Omari, Ajao, Kampmann, & Schmadel, 2007) or ball-bar); the difference between the measured dimensions and reference dimensions is used to model the machine tool error with kinematics. The results are used to remove inspection error from the machine tool. When artifacts (calibrated tetrahedron, ball-bar, identical production well-calibrated part, step gage, etc.) are used to evaluate machine performance, the procedure requires using the artifact immediately after a machine calibration to obtain the baseline performance of the machine. The artifact method will not identify all dynamic machining errors because the spindle load and part distortion due to cutting forces, clamping pressures, error due to part locating surfaces, and/or thermal errors induced by the machining process aren’t present during gaging. In addition, the probing errors must be very small (at least a magnitude smaller than the machine measured errors) for the measurements to be accurate. If 3D probing is required, the touch probe must have a compensation map for the stylus sphere. The artifact must be also very stable and highly accurate. Because of the above drawbacks, this method is not highly utilized in high to medium volume production. A logical next approach is to measure the finished part in a CMM to determine the compensation parameters for the machine tool and overcome some of the limitations of either measuring the part or artifact on the machine. The most common method of compensating a CNC machine is to make small adjustments to the work offsets of the machine. Work Offset (also known as Work Coordinate System or Fixture Offset) is a method of positioning the cutting tool based on the machine zero position. Work offset may be adjusted from its nominal values to compensate the position of its associated machined features, while allowing the tool path to be programmed to the nominal part print position of the feature. The work offset method relaxes the monitoring ranges for quasi-static errors and some dynamic errors and the need for periodic calibration. Rather, it requires only simple CNC programming and CMM production measurement data of the machined parts. Therefore, the work offset technique provides the ability to quickly and appreciably reduce the impact of machining errors on part quality. 3 Error Compensation Concept Consider a 4-axis CNC machine with a B-rotary table whose spindle and table motion are programmed in a coordinate system as illustrated in Fig. 1. There are two aspects in the concept of cutting tool location control: (1) control the tool to a nominal location, and (2) control the tool to an accurate location. Case 1 “Control the tool to a nominal location” is intuitive. If one wishes to drill a hole in a part at (x,y) location with L depth, one can command the tool to move to point (x,y,z1) and then (x,y,z2 ) in the coordinate system, where L=z2-z1. A hole programmed to the nominal position may not be machined accurately enough to meet the part print specification (with respect to location and orientation) due to possible machine axes errors (while the calibration is outdated), table center 5 CNC Machine Tool Work Offset Error Compensation Method Gu et al. location error, coordinate origin location error, and part/fixture alignment errors. It is a challenge to make an accurate hole in an error-prone environment, especially when the errors are numerous, and their nature may not be well understood. In this case, there are various strategies to reduce machine tool errors that adversely affect part quality. These are: (a) build an accurate machine, (b) correct the root cause of the error, and (c) error compensation. Since it has been too expensive and requires a large effort to build a completely accurate machine, the practical choices are either (b) or (c). The correction of the source(s) of the errors requires each source to be isolated; then each error can be fixed one-by-one, or only the high priority errors can be fixed, leaving the minor ones unresolved. The Taguchi method design of experiments (Shahrom, Yahya, & Yusoff, 2013) is typical for type (b) problem-solving. The problemsolving process may take a significant amount of time when the problem is complicated as in a 4-axis machine tool where there are 32 possible individual errors. Y X B Z Table B Spindle Figure 1: Illustration of 4-axis B-table machine tool. The third approach is just to correct the error or the phenomena without tracking down the source(s) of the error. In CNC programming, this method is called compensation offset (Hai, Ni, & Yuan, 1998). Furthermore, machines that have been in production use for a long period of time may be less mechanically accurate if mechanical maintenance procedures are not strictly adhered to. In the above example, the hole is measured by a CMM machine and has a location error ( x, y ) . The compensation method simply offsets the machine tool coordinate by the opposite direction of the error values ( x, y ) . Then the hole machined in the next cycle is accurate. The compensation method is effective for any type of repeatable (consistent) error, including table error, fixture error, spindle error or any other unknown errors. 6 CNC Machine Tool Work Offset Error Compensation Method Gu et al. 4 Error Compensation Offset Methods The machine coordinate system (MCS) defines the home position of the axes. The work coordinate system (WCS) defines the part location within the workspace. The WCS provides the origin and orientation of a point selected either on the part or fixture; it can also be the same as the location of the part coordinate system in the CAD. A tool path is programmed in the work offset coordinate system. A part with multiple sides to be machined requires at least one WCS per side for machining or to rotate the machine table to access all sides. The machine offsets are used to define the relationship of the fixture and cutting tool from home position. An offset coordinate system consists of nominal values and offset values for the part features. The nominal values are the linear and rotary positions from the MCS. The offset is the adjustment to improve part dimensional accuracy by taking into account varying tool length, table errors, fixture errors, machine tool errors, etc. For example, it is difficult to manufacture a perfect fixture and/or place the fixture at an exact location on the table, therefore, the offset is utilized to define its exact location from the nominal position. There are several different types of work offset systems, as shown in Fig. 2. A part is located on the fixture using the manufacturing locators and then clamped down. The fixture is installed on a rotary table. One of the manufacturing locators (or fixture center) is often a round pin. The offset system (offset adjustment) is associated with a coordinate system positioned at the fixture center. The majority of machine offsets are generally relative to the manufacturing datum in Conventional offset Dynamic offset Datum is the manufacturing locator. Either an edge or locator Global offset Combined Global and local offset Work offset Coordinate Discrete offset Selective datum Datum local offset Figure 2: Several types of offset coordinate systems. 7 CNC Machine Tool Work Offset Error Compensation Method Gu et al. order to consider all the machine tool system errors relative to the part print datum. On many occasions, the part print datum for a number of features is not the same as the manufacturing datum. In that case, a tolerance allocation analysis should be carried out, so that such features have in-process tolerance (are adjusted) relative to the manufacturing datum. This approach is sufficient for the majority of machined features. In some cases, it is necessary to adjust a feature directly to a datum other than the manufacturing datum. A common example is a pair of dowel holes used to locate one component to another. In that case, the spatial relationship between the holes is critical and it may be necessary to offset the secondary dowel hole relative to the primary dowel hole. The datum local offset strategy allows this type of direct adjustment. 4.1 Conventional Offset System Conventional offset is widely used in CNC machining industry and it is the current available offset approach in machine tools. Conventional offset coordinate systems are used for individual part faces, providing an individual offset for each part face. A conventional offset is defined for a group of features in a single table rotary position. If the center of table rotation is not the program zero location for each face, a separate program zero point will be assigned for each face. In addition, a face may have more than one set of offsets. This, of course, means multiple face offsets will be required since each face requires at least one set of three program zero assignment values ( X i , Yi , Z i ) . Mathematically, a conventional offset is defined as, X i x ni x i Yi y ni y i Z z z ni i i (Eq. 1) Where ( X i , Yi , Z i ) is the coordinate system origin for each ith rotation/face, ( x ni , y ni , z ni ) are the nominal values, and ( x i , y i , z i ) are the linear offsets. For instance, consider a part that has features to be machined in three faces as shown in Fig. 3. This part is machined in a 4-axis machine tool with B-rotary table using a single fixture. It has features to be machined at table positions B1=0, B2 =90, and B3=270 as shown in Table 1. The features of milled surfaces and drilled holes are identified as S and H, respectively. B Table Rotary Feature Description Position B1=0o S100,H101, H102 B2=90 o S201,S202,H201H210 B3=270 o S403, S405,H430 Coordinate System G54 G55 G57 Table 1: Features machined in various table rotary positions There are at least three sets of face offsets defined by the WCS G54, G55, and G57. The data collected from features S100, H101 and H102 is used to calculate the offset for WCS G54. Likewise, the data collected from features S201, S202 and H201-H210 is used to calculate the offset for WCS G55. Finally, the data collected from features S403, S405 and H430 are used to calculate the offset for WCS G57. The three WCS act separately and are compensated separately as shown in Table 2. A 8 CNC Machine Tool Work Offset Error Compensation Method Gu et al. rotary offset Bi might be calculated for each face, but the calculation involves measurements from at least two features. For instance, an angle adjustment can be calculated by dividing the difference (measurements from two far apart points) by the distance. Also, the angle adjustments for each face are different. Because these difficulties, the angle adjustment is typically omitted from conventional offset. These face offsets ( x i , y i , z i ) are referred as “conventional offset” in this paper. This method can be very time consuming because the programmer must calculate all of the offset values from the part CMM data separately. S100 H102 S201 S202 S403 H430 H201-H210 H101 B=270 FACE B=0 FACE B=0 FACE S405 B=90 FACE Figure 3: Example of a part’s machined features B Table Rotary Position B1=00 B2=900 B3=270 Coordinate System G54 Conventional Offset G55 0 G57 Table 2: Parameters of Conventional offset compensation 4.2 Dynamic Offset System The location of the part on the fixture will result in at least some small error from the locating features on the fixture to be mounted on the pallet. Fixtures are not always manufactured accurately enough for perfect prediction of locating surface positions and its alignment on the table. Measuring the position of locating surfaces on a new fixture, may show that the location surfaces do not precisely match dimensions specified on the fixture drawing (but of course, the work holding device will still 9 CNC Machine Tool Work Offset Error Compensation Method Gu et al. function properly). In addition, the part center may never match the table center of rotation. Of course, the knowledge of the exact position of each location surface on the fixture from table center is most important. As the table rotates, the fixture orbits around the pallet’s center and a new fixture offset is required to create a suitable workpiece coordinate system. Dynamic offset is a breakthrough in compensation theory (Fanuc, 2004) because it translates the fixture coordinate system origin from table zero rotary position relative to the other table positions. Regardless of which face of the workpiece is being machined, the programmed coordinates come from the same place. In contrast to the conventional offset method, which treats each machined face as a separate entity, the dynamic offset compensates all the machined features with a single set of offsets ( Px 0 , Py 0 , Pz 0 , B ) . These offsets are translated to each face for four program zero assignment parameters (Wx i , Wy , Wz i , Wb ) . The dynamic offset is defined by a rotational translation and it can be described as a system of four equations: Wx i Tx ( Px 0 Px 0 ) cos Bi ( Pz 0 Pz 0 ) sin Bi Wy i Ty Py 0 Py 0 Wz i Tz ( Px 0 Px 0 ) sin Bi ( Pz 0 Pz 0 ) cos Bi Wb B (Eq. 2) Where (Wx i , Wy , Wz i ) is the ith coordinate origin, Wb is the rotary offset for all the orientations; Bi is the table nominal position for the ith workpiece orientation; (Tx , Ty , Tz ) is the B-table linear nominal position and ( Px 0 , Py 0 , Pz 0 ) is the fixture linear nominal position relative to the zero table rotary position B=0; Px 0 , Py 0 , Pz 0 are the fixture offsets, respectively in the X, Y, and Z directions when B=0. Considering the same example in Figure 3, the data collected from all the features machined in the three faces is used to calculate the four offset parameters Px 0 , Py 0 , Pz 0 , B (see Table 3). This method requires a perfect alignment of the table center otherwise the programmed coordinates will not be correct. There is no easy way to deal with table position imperfections. The table center may drift from its original position and cause a degradation in quality. B Table Rotary Position B1= 0o B2=90 o B3=270 Coordinate System G54 Dynamic Offset Parameters G55 o G57 Table 3. Parameters of Dynamic offset compensation This method is not readily available since very few machine tool builders offer a rotary table dynamic fixture offset compensation using G codes so that the operator can simply apply a work coordinate offset adjustment and the control will track and update the part programmed points dynamically in real time which takes into account the orbiting points of the rotary axis. The analysis is 10 CNC Machine Tool Work Offset Error Compensation Method Gu et al. tedious because a spreadsheet is required (specific to the machine tool) to input the CMM data for the part and estimate the four offset parameters for compensating the machine tool errors including fixture location error. 4.3 Global Offset System Global offset is an innovation built upon the dynamic offset by incorporating the table center errors in compensation theory (US patent 8,676,373). All of the machined features are adjusted as a pattern using six offset parameters; the global offset improves the part accuracy by considering all the quasistatic errors in a machine including the table and fixture errors. Global offset translates the table and fixture coordinate system origin from table zero rotary position relative to the other table positions. Optimal compensation is done through software, based on the part measurement data. Even though the pallet is attached to the bed of the machine tool in a fixed pre-determined position using precision locating cones in the base of the pallet, there is still an error in manufacturing the locating features in the top plate of the pallet in relation to the locating cones. When the fixture is located on the pallet using the fixed pre-determined locating features, the fixture errors are translated into workpiece machining errors. The positioning repetitive indexing accuracy (consistency) of a pallet could be as good as 0.002 mm but pallet errors including linear, angular, and flatness errors will be present. The location of the part on the fixture will result in some small error due to manufacturing errors of the locating features for fixture to pallet and part to fixture. It is impossible to align the part center to the rotary axis. Therefore, the Global offset is developed to compensate all the errors present after a setup is qualified within the machine tool. In addition, the Global offset can be used to compensate errors that develop as the machine wears over time, or in the event of damage to the fixture or table. The Global offset is defined by the following equations: Wx i (Tx Tx ) ( Px 0 Px 0 ) cos Bi ( Pz 0 Pz 0 ) sin Bi (Eq. 3) Wy Ty Py 0 Py 0 Wz i (Tz Tz ) ( Px 0 Px 0 ) sin Bi ( Pz 0 Pz 0 ) cos Bi Wb B Tx , Ty , Tz are the table center offsets in the X, Y, and Z directions to compensate the linear table errors. Since the Y table error is collinear to the Y fixture error, the Ty is superimposed in the fixture error and eliminated from Eq. 3. Therefore, the six offset parameters to be estimated in Eq. 3 are Px 0 , Py 0 , Pz 0 , Tx , Tz , B . These offset parameters are applied to the Global offset. It is important to understand that at the B=0 rotary table position, the table and fixture offset errors are easily superimposed because their coordinates are aligned with each other. However, when the table rotates to positions other than B=0, the fixture/table offset coordinate system rotates a specified angle Bi. In this case, the global offset is changing relative to the angle B i. The Global offset incorporates both the fixture and table offsets through Eq. 3. Referencing the part in Fig. 3 with features on three faces, the Global offset is determined for the machine tool. The machining errors for each feature on the part are determined from the CMM measurements. These errors are utilized in an algorithm that is discussed in a follow-up paper to estimate the six parameters in Eq. 3. The model parameters are used to define the Global offset values that are used to compensate each feature in the corresponding coordinate system as shown in Table 4. Three offset coordinates are utilized for this part. The parameters for the G54, G55, and G57 are defined by using Eq. 3 and respectively replacing angle B by B1=0, B2=90, and B3 =270. The measurement data collected from all machined features is used in the Global offset Eq. 3 to estimate the six parameters Tx , Tz , Px 0 , Py 0 , Pz 0 , B . Substituting these parameters in Eq. 3, the Global offset compensates all three coordinate systems for all the features in the above example. 11 CNC Machine Tool Work Offset Error Compensation Method Gu et al. 4.4 Global-Local Offset System The Local offset is an additional refinement (fine adjustment) to the Global offset. It is a linear offset that is applied locally to an individual feature or group of features and it does not consider additional rotary error. The Local offset is defined by incorporating additional adjustment values in a specific table angular position. Local offset provides additional flexibility to improve the dimensional accuracy of certain part feature(s). Hence, it very effectively modifies the Global offset for specific feature(s) with a tighter part print tolerance. It is expressed as: B Table Rotary Position B1=0o B2=90o B3=270 Coordinate System G54 Global Offset Parameters G55 o G57 Table 4: Parameters of Global offset compensation Wx ij (Tx Tx ) ( Px 0 Px 0 ) cos Bi ( Pz 0 Pz 0 ) sin Bi Lx j Wy j Ty Py 0 Py 0 Ly j (Eq.4) Wz ij (Tz Tz ) ( Px 0 Px 0 ) sin Bi ( Pz 0 Pz 0 ) cos Bi Lz j Wb B Where (Lx j , Ly j , Lz j ) is the Local offset, (Wx ij , Wy ij , Wz ij , Wb ) is the overall coordinate offset for each feature, and j is the index for local offset. The overall compensation value includes the Global and Local offsets for each coordinate rotational position of the table/fixture and/or feature. The Global offset is obtained through a least squares fit of all the equations generated by orginizing the CMM data for each of the part features in Eq. 3. The Local offset value is the residual deviation value after the Global offset calculation. The details of the algorithm are provided in a follow-up paper. More specifically, the Global offset will compensate the repetitive quasi-static errors including table and fixture errors. It will also average out some of the thermal (non-linear) errors and part to part variation if CMM data from several identical parts is available. Local offset is intended to compensate as necessary for errors due to part and/or fixture distortion, machine tool non-linear errors, etc. For instance a few Local offsets can be assigned to a portion of the features for the part shown in Fig. 3. First, assign a Local offset to the three features machined on face B 1=0. Then, assign a second Local offset for features H201 and H210 on face B2=90. The remainder of the part features have Global offset only. The procedure will use the CMM data for all part features to estimate the Global offset for the part. Since all the features on face B1=0 are incorporated in a single Local offset, a single G54 coordinate system is used to compensate these features as shown in Table 5. However, for face B2=90, the Global offset is used to compensate all the features excluding H201 and H210 using the coordinate system G55. The two features H201 and H210 utilize the Global offset together with the Local offset in the coordinate system G56. Finally, the features on face B3=270 will use the Global offset using the coordinate system G57. 12 CNC Machine Tool Work Offset Error Compensation Method B Table Rotary Position B1 =0o B2 =90 o B2 =90 o B3 =270 o Coordinate System G54 Global Offset Parameters Gu et al. Local Offset Parameters G55 G56 G57 Table 5: Parameters of Global and Local offset compensation 4.5 Discrete Offset System There are many machine tools designed to accept work offset in a conventional method and/or a separate linear offset for each individual table rotation. In this case, the Global offset system cannot be utilized automatically. Therefore, a Discrete offset system is developed in this paper to accommodate machine tools commonly found in manufacturing facilities. This ensures that the proper linear offset is allocated to each table position. The Discrete offset is a form of combination Global and Local offset, which translates the linear components of the Global offset into the corresponding linear offsets with respect to table rotation positions to form the Discrete offset system. At least one set of linear offsets is assigned to a given table position, unless Local offset is required for one or more features; in which case, additional linear offsets are allocated. The model in Eq. 4 can be rewritten as Wx ij Tx Px 0 cos Bi Pz 0 sin Bi x i Lx j Wy j Ty Py 0 y Ly i Wz ij Tz Px 0 sin Bi Pz 0 cos Bi z i Lz j Wb B (Eq. 5) Where, x i Tx Px 0 cos Bi Pz 0 sin Bi y Py 0 z Tz Px sin B Pz cos B 0 i 0 i i and i and j represent the table rotation positions and the local offset index, respectively. If there are no features with local offsets, the j subscript is neglected and (Lx j , Ly j , Lz j ) are zero. For instance, consider the face B1=0 for the part in Fig. 3 with a Local offset assigned to all the features. The Discrete offset for B=0 o is the superposition of the Global offset (that is translated to the 0 degrees position) and the Local offset shifted by G54 (see Table 6). Likewise, for the features on face B2=90 without Local offset, the Global offset is translated by 90 degrees for the Discrete offset G55 to compensate the errors. For the two features H201 and H210 on face B2=90 with Local offset, the Discrete offset G56 is used as the sum of the Global offset translated by the 90 o position and the Local offset. Finally, the Discrete offset G57 for the features on Face B3=270 rotation is obtained by translating the Global offset by 270 o. The rotary error that affects all the table rotation positions (squareness of the faces and features) is represented by the rotation component of the Global offset. 13 CNC Machine Tool Work Offset Error Compensation Method B table Rotary Coordinate Global Position System Offset B1=0o Gu et al. Discrete Offset Parameters G54 o B2=90 B2=90 o G55 G56 B3=270 o G57 Table 6: Parameters of Discrete offset compensation 4.6 Datum Local Offset. A Datum local offset is used to offset a group of features relative to a selected datum that could be the manufacturing datum. In this case, the group of features must be in a same face (same table position). The datum itself may be machined in the same operation as the offset feature(s), or may be machined in a different operation. The adjustment is done in the coordinate system associated with the manufacturing datum. The input measurement is relative to the selected part print datum. The Datum local offset is described by equation (Eq. 6) (Eq. 6) Wx DLx DL Wy DL DLy Wz DLz DL The Datum local offset corrects only for linear errors. It neglects possible angular error due to misalignment between the measuring system and the manufacturing datum. 5 Error Compensation Verification on a Machine Tool The Global Offset error compensation method has been rigorously tested and verified at a major automotive company in the production of various transmission and engine components. It is important that the compensation method is applied only if the machine’s volumetric accuracy is within a specified range (i.e. 0.3 mm) and if it suffered a collision, it should be verified that it can still produce dimensionally repeatable parts. The strategy behind this method is to utilize, because of its accuracy, a CMM as a master gage and its accuracy should be several times or a magnitude better than the compensation offsets. In addition, the uncertainty of the CMM should be better than the compensation offset values. 5.1 Global versus Dynamic A specific example of the effectiveness of the Global compensation method versus Dynamic compensation method is illustrated here, with a 4-axis machine tool used to machine two bores and drill several holes in an aluminum cylinder block. This machine is selected because it has a large table center location error due to an accident. In this case, either the table must be repaired or the affected 14 CNC Machine Tool Work Offset Error Compensation Method Gu et al. machined features must be compensated. Since the mechanical repair would require several days or even a week to perform, the Global offset compensation method is re-applied to compensate the machine tool errors. A cylinder block is loaded on the fixture that sits on top of the table. Table 7 lists the machined features along with the nominal value of the feature location. The features in Table 7 are machined in either the B table 0 or 180 degrees positions. The percent deviation of the actual CMM values from the nominal values in relation to the feature tolerance [% Deviation = (Actual Value – Nominal Value)/tolerance range] is provided in Figure 4. The average deviation in relation to tolerances of the machined part is 47%, while the deviation for some of the features is as high as 100%. Therefore, the Global offset compensation can be used to reduce the errors. The CMM data from a single part is loaded into an Excel-based Global offset calculation software (GCOMP) to estimate the six parameters in Eq. 3. The estimated global offset parameters are provided in Table 8. A simulation software is also developed based on Eq. 3 to calculate the theoretical corrected dimensional values for the part features after the offset parameters are implemented, to provide the user the estimated improvement in part quality. The optimization algorithm considers the objective function, convergence criteria, number of equations available based on the machined/measured features, regression functions to use, and method of optimization. The variation of model parameters continues until one of the convergence criteria is met. Part Feature Name Nominal Value Actual Value Before Compensation Actual Value After Compensation Hole A - X 128.50 128.48 128.49 Hole A - Y 189.08 189.10 189.08 Hole B - X Hole B - Y -26.80 188.70 -26.78 188.72 -26.79 188.71 Hole C - X 41.00 41.05 41.01 Hole C - Y 295.50 295.52 295.50 Hole D - X 53.40 53.42 53.42 Hole D - Y 236.20 236.26 236.22 Chamfer E - Top Chamfer E - Bot 415.67 437.77 415.80 438.06 415.58 437.83 Chamfer F - Top 300.71 300.86 300.66 Chamfer F - Bot 322.81 323.09 322.86 Chamfer G - Bot 77.19 76.91 77.13 Chamfer G - Top 99.29 99.16 99.34 Chamfer H - Bot Chamfer H - Top -44.79 -22.69 -45.06 -22.85 -44.87 -22.61 Chamfer I -54.94 -55.18 -54.98 Table 7: Feature measurement data before and after global offset compensation The simulation also predicted part dimensional errors as a percentage of the feature tolerance after using the Global offset. The Global offset parameters in Table 8 are loaded into the CNC machine to reduce the errors. Another part is then machined and measured in the CMM. The actual feature 15 CNC Machine Tool Work Offset Error Compensation Method Gu et al. location before targeting and after targeting using GCOMP are given in Table 7. Figure 5 shows the CMM Parameter Global Offset Values Dynamic Offset Values ΔTx ΔTz 0.03 -0.214 0 0 ΔPxo 0.008 0.007 ΔPyo -0.023 -0.023 ΔPzo -0.001 -0.025 ΔB -0.01 -0.003 Table 8: Calculated Global offset and Dynamic offset model parameters Figure 4: Comparison of Global and Dynamic offset compensation data from the machined part with Global offset as compared to the simulation values. The data shown in Figure 5 is based on two parts; the first part is used to calculate the offset parameters, the second part is used to validate the accuracy of the offset parameters. The average difference among the predicted and actual data is less than 1%. Figure 4 summarizes the ‘before’ and ‘after’ Global offset measurement values. The average deviation of all the features machined in the operation is 14% with Global offset as compared to 47% without compensation, a quality error reduction of 70%. The Min deviation is reduced by 73%, while the Max deviation is also reduced by approximately 70%. It is noted that the deviations of the actual and simulated values from the nominal may be positive or 16 CNC Machine Tool Work Offset Error Compensation Method Gu et al. negative, depending on whether the measurement value is above or below the nominal part print value of the feature. For clarity, the absolute value of all deviations is shown in the graphs. Figure 5: Comparison between simulations predicted improvement and actual improvement The simulated deviation can be larger or smaller than the measured deviation of an actual machined part because some of the dynamic machine tool errors including part to part variation are not taken into account in the analysis of the Global offset especially if only one machined part is utilized for estimation of the Global offset parameters. This is observed in Fig. 5. However, experience shows that if the measurements of several machined parts are considered in the analysis, the actual measured deviations after compensation will be smaller since the nominal part to part variation and some of the dynamic errors will be included in the analysis. It can be observed that after compensating the errors, the quality error is significantly reduced. Using the previously mentioned predictive capabilities of the GCOMP software, it is possible to test a scenario in which the machine is adjusted using the fixture linear moves and table rotary move only, in other words, a Dynamic offset. As shown in Table 8, there is a significant table center correction ΔTz prescribed by the GCOMP software. Table 8 provides the recommended offsets without the table center adjustment as an active variable. The predicted improvement based on the Dynamic offset parameters is shown in Fig. 4, along with the actual improvement provided by the Global offset adjustment. It can be seen that in this case, the Global offset adjustment provided a significant improvement in quality over the Dynamic offset adjustment. The improvement with the Dynamic offset is very small since the major error source happened to be the machine table error. This is because the machine in question has a significant table center error, on the order of 0.200 mm, and the Dynamic offset is ineffective in this case. This clearly indicates the advantage of the Global offset method over the Dynamic offset method. 17 CNC Machine Tool Work Offset Error Compensation Method Gu et al. The GCOMP is rerun with a Local offset applied to each of the three faces; in this case, the Local offset doesn’t improve the predicted outcome significantly, so it is not included in the graphs and tables. 5.2 Global-Local versus Conventional The following example is used to illustrate the effectiveness of the Global-local compensation method versus Conventional compensation method. In this case, a 4-axis CNC machine with C-table is used to cut an array of 15 slots around a 150 mm bore in a part as shown in Fig. 6. The part is located on a fixture on a rotary table and the bore is machined concentric to the table rotation axis so that each slot is milled with a single axis of motion along the X-axis. The slots have equal spacing (24 o apart). S57 S58 S56 S55 S59 S54 S60 S53 S52 S46 S51 S47 S48 S49 S50 Figure 6: Machined slots in a part One of the important control features is the location of the slot with respect to a specified location on the bolt-circle. Therefore, the X locations (normal to the radius of the bolt-circle) error for each slot is critical. A significant X position deviation is found after machining the first two parts as illustrated in Fig. 7. The slots are listed consecutively according to their position in the circle. In addition, the error is found to be repeatable among the two parts. The deviation ranges from -0.028 to 0.109 mm, a significant variation and it has a bell shape. The specific machine has a significant rotary table error that can be corrected either by physically repairing the problem or apply error compensation. It is also observed that the error is not linear among the 15 slots. The non-linearity in the error of the symmetric slots could be attributed to the table encoder, the distortion of the part under clamping, or tooling pressure. The mechanical repair procedure (possibly replacing the encoder) is time-consuming, and typically limited to an accuracy of approximately 10 microns. The distortion of the part due to machining and/or clamping pressure is also complicated to address with simple fixture modifications and few trials; the trial and error process would be extremely time consuming and may not fully resolve the quality problem. Therefore, the error compensation approach could be satisfactory and a better option, at least for the short term, as long as the compensation is sufficient to maintain the spacing of the slots within the tight tolerance. The conventional offset is the first compensation method applied to reduce the location error. Additional parts are machined using the conventional offset. This method reduces the deviation range from -75 micron to +51 microns, which shifts the bell shape to the center as shown in Fig. 7. This indicates that the conventional offset averages the error among the 15 slots but there is no improvement in the deviation range. This method shifts the mean but does not improve the variation. Therefore, the Global offset is evaluated using Eq. 3. The global offset reduces the deviation range 18 CNC Machine Tool Work Offset Error Compensation Method Gu et al. from -0.042 microns to +0.021 mm, which reduces the range as well as shifts the bell shape to the center as illustrated in Fig. 7. The Global offset offers obvious improvement over conventional offset, since the deviation range is reduced by 50%. The shape of the graph still indicates a reflection point and it seems that the shape of the deviations can be eliminated using the Global together with the Local offset method. This is implemented using Eq. 4. The Global-Local offset reduces the deviation range significantly (as illustrated in Fig. 7) and the bell shape is eliminated, indicating that the nonlinearity has been removed. The above example indicates that the Global offset can effectively compensate the first source of error, while the Local offset compensates the second source of error. In this case, the Local offset provides the swiftest and most accurate way to improve the quality. . Figure 7. Comparison among compensation methods for slot machining 6 Conclusion The paper reports on several error compensation approaches using coordinate offset systems that takes into account several aspects of the machine tool including table, fixture, and part errors during machining. The core approach is the Global offset method. The compensation methods are evaluated using the parts with features machined in multiple faces. These methods are suited for medium to high volume production. 19 CNC Machine Tool Work Offset Error Compensation Method Gu et al. The proposed method aims to utilize the available part inspection data from production to improve the quality of the part following the compensation method. It allows off-line error prediction and compensation prior to executing the necessary changes through the machine controller for compensation. The results of the examples indicate the advantage of the Global-Local offset method over the conventional and dynamic offset methods especially when the table and fixture locations have significant errors including linearity of the axes encoders. In this case, the part is measured in an inspection system (i.e. CMM) with respect to its locating (features) reference used in the machine fixture to locate the part. The fixture location in the machine defines the part location relative to the machine coordinate system. The inspection system records the part dimensional measurements. The dimensional deviations between the measured part and the corresponding nominal part are calculated by the inspection system. A compensation program is integrated with the inspection system to translate the deviations to machine tool coordinate system offsets. The offsets are sent to the machine tool controller so that the next machined part is compensated to minimize the part deviations caused by geometric and thermal errors. The Global offset method adjusts all the controllable machine axes, moving machined features on every face of the part as a pattern. Finally, Global offset provides better quality over dynamic and conventional offset methods. The Global offset has the flexibility to include local offsets, which allow fine adjustment of individual features or small groups of features on a common face. The addition of Local offset allows reduction of non-linearity caused by machine axes and part distortion caused by cutting and/or clamping forces. The test results illustrate the effectiveness of the Global-Local Offset method. References Agapiou, J. S., and Du, H. Assuring the Day-to-Day Accuracy of Coordinate Measuring Machines—A Comparison of Tools and Procedures. Journal of Manufacturing Processes 2007; 9(2): 109120. ASME-B5.54. Methods for Performance Evaluation of Computer Numerically Controlled Machining Centers An American National Standard. ASME International 2005. Chen, J. S., Yuan, J. X., Ni, J., & Wu, S. M. (1993). Real-time Compensation for Time-Variant Volumetric Errors on a Machining Center. Trans ASME, J. Engineering for Industry 1993, 115: 472-479. Fanuc. Rotary table fixture offset specifications. (Fanuc, Ed.) 2004, Retrieved from http://ftp.laufer.su/4/fanuc/manufacturer/a/A-79359E_01_050120.pdf Fletcher, S., Postlethwaite, S. R., & Ford, D. G. Volumetric compensation through the machine controller. ASME Transaction on Engineering Sciences 2001; 34( ISSN 1743-3533). Flynn, R. Reducing Engineering Time for Compensation of Large CNC Machines. The Journal of the CMSC 2011; 20-25. Fraser, S., Attia, M. H., & Osman, M. Real-Time Adaptive Modeling Approach to Compensate the Thermal Deformation of Nonlinear Machine Tool Structure. ASME international Mechanical Engineering Congress & Expositions 2004; Anaheim, California. Gu, J., & Kurgin, S. US Patent No. 2012/0213604, 2012. Hai, N., Ni, J., & Yuan, J. Generalized model formulation technique for error synthesis and error compensation on machine tools. MR. Society of Manufacturing Engineers, 1998. ISO-230-2. Test code for machine tools - Part 2: Determination of accuracy and repeatability of positioning numerically controlled axes - Fourth Edition. An International Standard by International Standard Organization, 2006. 20 CNC Machine Tool Work Offset Error Compensation Method Gu et al. ISO-230-6. Test code for machine tools Part 6: Determination of positioning accuracy on body and face diagonals (Diagonal displacement tests) - First edition. An International Standard by International Standard Organization, 2002. Mayr, J., Jedrzejewski, J., Uhlmann, E., Donmez, M. A., Knapp, W., Hartig, F., Wegener, K. Thermal issues in machine tools. CIRP Annals – Manufacturing Technology 2012; 61: 771-791. Moriwaki, T. Thermal Deformation and Its On-Line Compensation of Hydraulically Supported Precision Spindle. Annals of the CIRP 1988; 37/1: 393-396. Mou, J., & Liu, R. C. A Method for Enhancing the Accuracy of CNC Machine Tools for On-Machine Inspection. Journal of Manufacturing Systems 1992; 11/4: 229-237. Omari, M., Ajao, D., Kampmann, G. G., & Schmadel, I. Machine Tool Accuracy Quick Check in Automotive Tool and Die Manufacturing. Int. Conf. on Smart Machining Systems Gaithersburg: 2007. Rahou, M., Cheikh, A., & Sebaa, F. Real Time Compensation of Machining Errors for Machine Tools NC based on Systematic Dispersion. World Academy of Science, Engineering and Technology 2009; 56. Ramesh, R., Mannan, M. A., & Poo, N. A. Error Compensation in Machine Tools — A Review Part I: Geometric, Cutting-Force Induced and Fixture Dependent Errors, International Journal of Machine Tools and Manufacture 2000; 40/9: 1235–1256. Ramesh, R., Mannan, M. A., & Poo, N. A. Error Compensation in Machine Tools — A Review Part II: thermal errors International Journal of Machine Tools and Manufacture 2000; 40/9: 1257–1284. Reshetov, D. N., & Portman, V. T. Accuracy of Machine Tools. ASME Press, 1988. Sata, T., Takeuchi, Y., Sakamoto, M., & Weck, M. Improvement of Working Accuracy on NC Lathe by Compensation for the Thermal Expansion of Tool. Annals of the CIRP 1981; 30/1: 445449. Schwenke, H., Franke, M., & Hannaford, J. Annals of the CIRP 2005; 54/1: 475-478. Schwenke, H., Knapp, W., Haitjema, H., Weckenmann, A., & Schmiitt, R. Geometric Error Measurement and Compensation of Machines – An Update, CIRP Annals – Manufacturing Technology 2008; 57: 660-675.. Shahrom, M. S., Yahya, N. M., & Yusoff, A. R. Taguchi Method Approach on Effect of Lubrication Condition on Surface Roughness in Milling Operation. Procedia Engineering 2013; 53: 594599. Shen, J. H., Yang, J. G., & Wang, C. Analysis on Volumetric Positioning Error Development due to Thermal Effect Based on the Diagonal Measurement. ICADAM Conference on Advanced Design and Manufacture to Gain a Competitive Edge 2008: 293-302. Smid, P. CNC Programming Handbook. Industrial Press, Inc., 2008. Stephenson, D., & Agapiou, J. S. Metal Cutting Theory and Practice. Boca Raton: 2nd ed., Taylor and Francis, 2006. Umetsu, K., Furutnati, R., Osawa, S., Takatsuji, T., & Kurosawa, T. Geometric Calibration of a Coordinate Measuring Machine Using a Laser Tracking System. Measurement Science & Technology 2005; 16: 2466-2472. Wang, C. Machine Tool Errors, Measurement, Compensation and Servo Tuning Using MCV-5000 Aerospace Laser Calibration System. Retrieved from www.Optodyne.com. Wang, S., Yu, H., & Liao, H. A new high-efficiency error compensation system for CNC multi-axis machine tools 2006; 28: 518– 526. Weck, M. Handbook of Machine Tools, Volume 4, Metrological Analysis and Performance Tests. (H. Bibring, Ed.) John Wiley & Sons, 1984. Weck, M., Schuze, O., Michels, F., & Bonse, R. Optimization of Machine Tools Performance and Accuracy. ASME Symposium on Intelligent Machine Tool Systems, Int Mech Engrg Congress and Exposition 1994: 895-908. 21 CNC Machine Tool Work Offset Error Compensation Method Gu et al. Yeung, M. K. High Performance Machining Automation. 2004 SAE World Congress Detroit 2004; MI March 8-11. Zhu, J. Robust Thermal Error Modeling and Compensation for CNC Machine Tools. The University of Michigan, 2008. Zhu, S., Ding, G., Qin, S., Lei, J., Zhuang, L., & Yan, K. Integrated geometric error modeling, identification and compensation of CNC machine tools. Int. Journal of Machine Tools and Manufacture 2012; 52/1: 24-29. Ziegert, J. C., & Mize, C. D. The Laser Ball Bar: A New Instrument for Machine Tool Metrology. Precision Engineering 1994; 16/4: 259-267. 22