On Powder Flowability - Powder and Bulk Engineering Magazine
advertisement

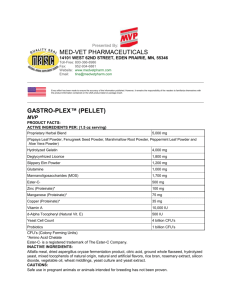
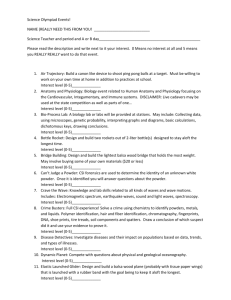
On Powder Flowability JENIKE & JOHANSON, INC. James K. Prescott* and Roger A. Barnum The term powder flowability is used loosely and has generally been more closely associated to the test method used to measure it than the significance to the process. To the formulator, flowability is linked to the product. To the engineer, flowability relates to the process. Relating powder flowability results to actual behavior in the production process is the true reason flowability is measured. This article connects typical powder handling processes to flow property measurements of value to the formulator and the process engineer. James K. Prescott is senior project engineer and Roger A. Barnum is project engineer at Jenike & Johanson, Inc., One Technology Drive, Westford, MA 01886, tel. 978.392.0300, fax 978.392.9980, e-mail jkprescott@jenike.com *To whom all correspondence should be addressed. 60 Pharmaceutical Technology OCTOBER 2000 S everal pharmaceutical processes, including blending, transfer, storage, feeding, compaction, and fluidization, involve powder handling. (The term powder is used predominantly throughout this article, but these concepts also apply to other bulk solids — fine and coarse — such as dust, granulations, and granules either as single substances or as multicomponent blends.) The flow of powder during manufacturing dictates the quality of the product in terms of its weight and content uniformity. Flow also affects manufacturing efficiency, because it can determine whether bins can be used or hand scooping will be required, to what extent product (if any) is scrapped at the beginning or end of the run, and the allowable production rate of product (e.g., blend times and compression speeds). During formulation development, the flow of a blend may affect excipient selection and may dictate whether direct compression is used or some form of granulation is required. A full understanding of powder-flow behavior is essential when addressing segregation problems. In extreme cases, the success or failure of a product has hinged on its flow behavior during manufacturing. Given the importance of powder flow, the pharmaceutical industry still relies suprisingly heavily on flow properties that are poorly understood and applied. To be sure, science currently has little to offer about several aspects of powder flow, and therefore prior experience is required. However, much proven scientific understanding of bulk powder flow has not been used fully by the pharmaceutical industry. This article discusses powder flowability in the context of various pharmaceutical production processes. By connecting ap- propriate test methods to the typical pharmaceutical applications in which interparticle motion occurs and powder flowability is of concern, manufacturers can decide which test methods best predict the flow behavior that will occur in a given application. (References 1–10, 34, and 36 describe some test methods, including the strengths and weaknesses of particular testers.) Flowability defined A simple definition of powder flowability is the ability of a powder to flow. By this definition, flowability is sometimes thought of as a one-dimensional characteristic of a powder, whereby powders can be ranked on a sliding scale from freeflowing to nonflowing. Unfortunately, this simplistic view lacks the science and understanding sufficient to address common problems encountered by the formulator and equipment designer. Those who work with powder, whether in the lab or in production, quickly recognize that powder flow is complex. Flow behavior is multidimensional and does in fact depend on many powder characteristics. For this reason, no one test could ever quantify flowability. To address this multivariable problem, some suggest that all possible test values be considered; others propose that these values be factored into a single flowability index. Flowability can never be expressed as a single value or index. In fact, flowability is not an inherent material property at all. Flowability is the result of the combination of material physical properties that affect material flow and the equipment used for handling, storing, or processing the material. Equal consideration must be given to both the material characteristics www.phar maportal.com Figure 1: An example of a rathole. and the equipment. The same powder may flow well in one hopper but poorly in another. Likewise, a given hopper may handle one powder well but cause another powder to hang up. Therefore, a more accurate definition of powder flowability is the ability of powder to flow in a desired manner in a specific piece of equipment. With this definition, the term free flowing, so commonly used, becomes meaningless unless the specific equipment handling the material is specified. The specific bulk characteristics and properties of a powder that affect flow and that can in principle be measured are known as flow properties. Examples of flow properties include density (compressibility), cohesive strength, and wall friction. These flow properties refer to the behavior of the bulk material and arise from the collective forces acting on individual particles (e.g., van der Waals, electrostatic, surface tension, interlocking, friction). Rumpf and Podczeck provide more information about underlying particle properties that contribute to flow behavior (11,12). Flow property data themselves do not refer to specific equipment that may handle the powder and, therefore, should not be confused with flowability. Flow property data refer to the powder alone. To be clear, the terms powder flow and powder flow properties should not be used synonymously. Powder flow is an observation and should refer to a description of how material will flow (or did flow) in a given piece of equipment (e.g., “the powder flow through the press hopper was steady, without surging”). Powder flow properties should refer to test results of the powder (e.g.,“at a consolidating pressure of 10 psf, the unconfined yield strength is 2 psf ”). When discussing or reporting flowability, 62 Pharmaceutical Technology OCTOBER 2000 one must include both the powder flow properties and the handling equipment. Flowability is a factor for several processes in the pharmaceutical industry. These include ● powder transfer through comparatively large equipment such as providing consistent flow out of a blender, bin, drum hopper, Y-branch/chute, press hopper, or dust collector ● powder storage, which could for example result in caking tendencies within a vial, drum, bin, or bag after shipping or storage time ● separation of a small quantity of powder from the bulk — specifically just before the creation of individual doses such as during tableting, encapsulation, and vial filling, where feed consistency to and through the equipment governs the uniformity of weight of the dose ● blending, in which the quality of the resulting blend depends on the type of blender used and on the flow behavior of powder during the blend cycle ● compaction processes (e.g., roller compaction and tablet compression) ● fluidization, whether for assisting flow or for fluidized-bed processing such as granulation and drying ● purely comparative, physical test methods to compare two powders (or two lots or two suppliers). This test method may be used as a quality control (QC) check. In this case only, the flow property measurement may be intended solely to distinguish between powders, not necessarily providing any specific insight into the behavior of a particular powder within the equipment. For each of these applications, various types of handling equipment can be used. The flow behavior of the same powder between applications may be quite different. For example, a powder that flows well through a bin may flow poorly at the tablet press. Currently, no universal mathematical model exists to predict powder flow behavior in every situation, nor is such a universal model for powder flow anywhere in sight. A promising approach, but still currently far into the future for those in industry, is discrete element modeling. However, this approach still relies on physical measurements of individual particles and those surfaces with which they interact, and it requires precise numerical models and massive computational power by current standards. Therefore, in working with the technology available to industry today, each of the previously listed processes requires appropriate flow property tests to characterize and predict the actual flow behavior within the equipment. Powder transfer When a raw or in-process material or product is in bulk form, it must be transferred between pieces of equipment for storage, transportation, or processing. These transfers are usually driven by gravity and typically involve dropping product from a blender or portable container, bin, silo, or drum (collectively referred to as a bin in this article) by opening a valve. Typically, these steps involve large quantities of powder with particles in contact with one another, and these contacts may be changing continuously. The size of the equipment involved, particularly the outlets and transfer chutes (if used), also is usually large (e.g., greater than several inches in diameter). Several problems can develop as material flows through the equipment. If the powder has cohesive strength, an arch or rathole may form. An arch is a stable obstruction that forms within the hopper section (i.e., the converging portion of the bin) usually near the bin outlet. Such an arch supports the rest of the bin’s contents, preventing discharge of the remaining powder. A rathole is a stable pipe or vertical cavity that empties above the bin outlet (see Figure 1). Material is left stranded in stagnant zones that usually remain in place until an external force is applied to dislodge it. Erratic flow is the result of an obstruction alternating between an arch and a rathole. Other flow problems related to the state of aeration or density of the powder can occur during powder discharge. The discharge of sufficiently fine powders can create flooding: When a rathole collapses, the falling particles entrain air and become fluidized. If the solids-handling equipment cannot handle fluids, powder will flood through the system uncontrollably. Even if the powder is contained, its bulk density can undergo dramatic variations once fluidized, negatively affecting downstream equipment. On the other hand, www.phar maportal.com Moving Stagnant Funnel flow Mass flow Figure 2: Examples of funnel flow and mass flow patterns. Figure 3: Model test showing flow profiles in a hopper. flow-rate limitations also may occur when fine powders are handled. The expansion of voids during flow can create upward air pressure gradients at the outlet of discharge equipment. During discharge, this gradient acting against gravity reduces or limits the discharge rate. The occurrence of these flow problems is strongly affected by the flow pattern of a powder during discharge from a bin. Two flow patterns can develop: funnel flow and mass flow (see Figure 2). In funnel flow, an active flow channel forms above the outlet with nonflowing powder at the periphery. This is a first in–last out flow sequence. As the level of powder decreases, layers of nonflowing powder may or may not slide into 64 Pharmaceutical Technology OCTOBER 2000 the flowing channel, often resulting in the formation of a stable rathole. In addition, funnel flow can increase the extent to which segregation affects the discharging powder. In mass flow, all of the powder is in motion whenever any is withdrawn. Powder from the center as well as from the periphery moves toward the outlet. Mass flow provides a first in–first out flow sequence, eliminates stagnant powder, provides a steady discharge with a consistent bulk density, and yields a flow that is uniform and well controlled. Mass flow also reduces the extent to which some types of segregation affect the powder. Although all of the material is moving, velocity profiles may still exist within the hopper (see Figure 3). Requirements for achieving mass flow include sizing the outlet large enough to prevent an arch from forming and ensuring that the hopper walls are steep and smooth enough to promote flow along them. Several flow properties are relevant to making such predictions. These properties are based on a continuum theory of powder behavior — namely, that powder behavior can be described as a gross phenomenon, neglecting the interaction of individual particles. The application of this theory using these properties has been proven over the past 40 years in thousands of installations handling the full spectrum of powders used in industry (13). Armed with information about the flow properties of a powder, engineers can optimize the selection of transfer equipment. These same properties can be used as a basis for retrofitting existing equipment to correct flow problems. Formulators can use these properties during product development to predict flow behavior in existing equipment. Flow properties that are generally of most interest are described in the following paragraphs. Cohesive strength. Consolidation of powder may create arching and ratholing within transfer equipment. These behaviors are related to the cohesive strength of the powder, which is a function of the applied consolidation pressure. To show the significance of this property, one could imagine squeezing a material such as wet sand or snow in one’s hand. The material may gain sufficient strength to retain its shape once the hand is opened. In a lab, cohesive strength can be measured accurately by a direct shear method. ASTM standard D6128-97 describes the most universally accepted method (2). By measuring the required shear force for various vertical loads, one can develop a relationship describing the cohesive strength of the powder as a function of the consolidating pressure (14). This relationship, known as a flow function, can be analyzed to determine the minimum outlet diameters for bins, press hoppers, blender outlets, etc. to prevent arching and ratholing (see Figure 4). Other testing methods use the same principles of consolidation and shearing to determine the cohesive strength of a bulk powder. Annular (ring) shear testers produce a rotational, rather than a lateral, displacement between cell halves containing material. Because of the unlimited travel that can be achieved with this type of test cell, the loading and shearing operations are more readily adapted to automation. Successful use of this test method to demonstrate differences in cohesive strength relating to handling characteristics has been discussed in the industry (15–18). Internal friction. Internal friction values are important when characterizing the flow properties of a powder. Such friction is caused by solid particles flowing against each other and is expressed as an angle of internal friction. This angle can be measured using the cohesive strength tests described previously. Wall friction. Used in a continuum model, wall friction (particles sliding along a surface) is expressed as the wall friction www.phar maportal.com Wall friction angle, f9 Unconfined yield strength sliding to the normal force applied to the wall material coupon. A plot of the meaCohesive sured shear force as a funcmaterial tion of the applied normal Easy-flowing load generates a relationship material known as the wall yield locus. This flow property is a function of the powder handled and the wall surface in contact with it. Variations in the Major consolidating pressure material or the wall surface finish can have a dramatic Figure 4: Example of flow functions. effect on the resulting friction coefficient (19). Wall friction can be used to deNormal force Cover termine the hopper angles Bracket required to achieve mass Ring flow (see Figure 6). Any combination of w9 and uc Bulk solid that lie in the mass flow reShear gion provides mass flow. The force grey bounding zone is an Sample of wall material uncertain region. Bulk density. The bulk Figure 5: Set up for wall-friction test. density of a given powder is not a single or dual value; rather it varies as a function uc of the applied consolidating 408 pressure. Various methods Funnel can be used in industry to flow 308 measure bulk density. These methods incorporate vari208 Mass ous-sized containers that are flow measured for volume after 108 being loosely filled with a known mass of material and 08 then are measured again 08 108 208 308 408 508 after vibration or tapping. Hopper angle from vertical (uc) USP 24/NF 19 describes one frequently used approach Figure 6: Example of a mass flow angle design for a conical for measuring the bulk hopper. (loose) and tapped density angle or the coefficient of sliding friction. (20). Although such methods can offer As the coefficient of sliding friction in- some repeatability with respect to the concreases, the hopper or chute walls must be ditions under which measurements are steeper for a powder to flow along them. taken, they don’t represent the actual comThe friction coefficient can be measured paction behavior a powder may undergo by sliding a sample of powder in a test cell during bulk transfer operations. across a stationary wall surface using a In a more complete approach, one can shear tester (2,14). Figure 5 shows one assess the degree to which a powder comarrangement of a test cell. In this case, a pacts as a function of the applied pressure coupon of the wall material being evalu- (13,14). Results often are expressed as a ated is held in place on the frame of the straight line on a log-log plot (see Figure machine, with a cell of powder placed 7). In the literature discussing bulk solids, above. The coefficient of sliding friction is the slope of this line typically is called comthe ratio of the shear force required for pressibility. The resulting data can be used 66 Pharmaceutical Technology OCTOBER 2000 to accurately determine capacities for processing, storage, and transfer equipment as well as to provide information for evaluating wall friction and feeder operation requirements. Permeability. The expansion of voids during flow can create air pressure gradients within the powder bed, resulting in flow-rate limitations when fine powders are handled. The permeability of a powder (i.e., its ability to allow air to pass through it) controls the discharge rate that can be achieved. Sizing the outlet of a bin or choosing the diameter of a transfer chute should take into consideration the desired powder flow rate. Permeability is measured as a function of bulk density (13). The method typically used involves measuring the flow rate of air at a specific pressure drop through a sample of known density and height. Once this relationship is determined (see Figure 8), it can be used to calculate critical powder discharge rates that will be achieved for steady-flow conditions though various orifice sizes. Higher rates may occur, but they will do so in a nonsteady or erratic manner, which can have undesirable side effects such as poor weight control or flooding. Permeability values can be used to calculate the time required for fine powders to settle or deaerate in the equipment and to design efficient drying or purging systems (discussed later in this article). Once these properties have been determined for a powder, they can be used to analyze existing equipment to prevent or solve handling problems (14,21). For instance, ratholing within a portable container or feed hopper could possibly be prevented by selecting a wall surface finish that provides mass flow at the existing hopper angle or by changing the hopper design. An insert can be properly designed to activate flow in a hopper that would otherwise be too shallow to provide mass flow. Arching can be eliminated by increasing the outlet size of a hopper to greater than the minimum requirement determined from the cohesive-strength test. Problems achieving weight control also can be eliminated by the use of mass flow, which provides a uniform bulk density at the outlet that is nearly independent of the material level. If limiting discharge rates occur, an analysis of the handling system can provide guidelines www.phar maportal.com Bulk density, g/cm3 1 0.1 10 100 1000 Consolidating pressure (lb/ft2) der as a function of the consolidating pressure after storage at rest then is developed (14). This new time-dependent flow function can be analyzed to determine the minimum outlet diameters for converging geometries to prevent arching and ratholing. A comparison with the continuousflow test results will show what strength the powder has gained and what changes in equipment geometry are needed to overcome these gains. Conversely, the tests may show that, after a given time period and set of external influences, the material can no longer be expected to flow under gravity alone. Such important distinctions provide valuable insight into the storage requirements for a powder and whether environmental controls or special handling are needed to avoid potential problems. Figure 7: Example of a bulk density versus consolidating pressure plot. Separating a small quantity of powder from the bulk for changing capacity, discharge method, or outlet size. Analysis of the discharge flow pattern can provide insight into other types of problems. Of particular interest is segregation, which can be very complex in terms of its cause and compounding factors. Segregation that has led to side-toside variations in material concentration often can be minimized using mass flow, which recombines these different regions at the outlet (22). Finally, if new equipment is being considered, potential problems can be prevented. Using flow property data, engineers can accordingly select handling equipment. In pharmaceutical processes involving powder handling, at some point a small quantity of powder must be separated from a larger blend or mass of powder, e.g., when producing tablets or filling vials. Solid dosage forms weighing less than a gram often are created from a batch perhaps larger than 1000 kg. Ideally, each of these dosage forms is identical in weight and composition. For most systems — in particular for automated, highspeed systems — consistent powder flow at this point in the process is essential to provide consistent weight of individual doses. Because of poor powder flow, a slow-speed process that works well may not work at all when rates are increased. Therefore, at higher speeds, a steady feed rate and a consistent bulk density of the powder are required. In many of these operations, particles are forced into a die cavity or vial (opening). If the powder has sufficient fluidity, gravity alone can quickly fill the opening. A combination of these two methods also can be used. With equipment that creates an individual dose, the openings are usually small, typically less than 0.25 in. Manufacturers often use mechanical assistance in the form of paddle feeders, wipers, doctor blades, or agitator arms. These devices force the powder into the cavity and/or aerate the powder so it behaves more like a liquid and less like a Powder storage During processing, immediate transfer and consumption of a powder are not always possible or desired because of the need for analysis, equipment availability, or transporting between facilities and companies. In such cases, bulk material is stored in a container (e.g., a package, drum, or vessel). As in the case of flowing material, particles are in contact with each other. However, these contacts do not change continuously. Prolonged contact, in conjunction with moisture and pressure from the weight of material above, may alter the bonds between particles as well as the particles themselves. Moisture migration, aging, re68 Pharmaceutical Technology OCTOBER 2000 crystallization, or reactions that absorb or give off heat may lead to dramatic gains in cohesive strength, agglomeration of smaller particles into larger ones, or caking. External forces such as vibration induced during transportation or storage methods (stacking of containers that deform) exacerbate these effects. Expansion and contraction resulting from temperature changes also can significantly contribute to increased consolidation. Each of these factors can create a problem by itself, but combining the factors compounds problems further. As a result of these conditions, an increase of cohesive strength can make discharge from the container extremely difficult or impossible because of the problems caused by arching or ratholing. If stronger bonds lead to significant caking, the material may not be usable at all. The potential for these time-dependent effects to occur can be investigated by measuring the gain in cohesive strength of the powder after time at rest. The direct-shear tester is a method in which a vertical load can be applied and held for a specified time (2). External influences such as variable humidity or temperature can be applied during these tests. After the appropriate time has passed, a horizontal shearing force is applied and measured. The correlation between the cohesive strength of the pow- www.phar maportal.com Permeability K0, ft/s 0.01 0.001 0.0001 0.1 1 3 Bulk density, g/cm Figure 8: Example of a permeability versus bulk density plot. powder. Complicating the flow behavior — and incidentally, complicating the analysis — is the typical presence of significant ambient vibration that is transmitted to the powder and, depending on how and where it is applied, could assist or hinder flow. Another variable that must be considered is the effect of triboelectrification, or building of a static charge, created by the fast flow of powder. This phenomenon is transient and can be difficult to reproduce, identify, and quantify. Yet triboelectrification can have a pronounced effect on the interparticle forces that affect flow. In these processes, particle velocities are quite high, and there is significant interparticle motion; that is, contacts between particles are short lived. In fact, as the powder becomes aerated, particle-to-particle contacts may not be sufficient to transmit solids pressure, and the assumption that the powder can be treated as a contact bed fails. Because of this behavior, and because of the small openings and low solids pressures involved, techniques used for hopper design cannot be used to predict flow. Although many operations could be considered, tableting is quite common and illustrates the principles involved. In tableting, the ability of the powder to flow into the small die is key to producing consistent tablet weights. This tendency is 70 Pharmaceutical Technology OCTOBER 2000 governed by the ability of particles to separate from one another (low particle-toparticle cohesion) and the state of aeration of the powder. In turn, the state of aeration is governed by other flow properties of the powder such as permeability and compressibility, as well as the equipment that handles the powder (e.g., presshopper shape) and handling history (e.g., storage time before compression and flow rate through the equipment). However, even if one knows these parameters one cannot predict flow behavior during separation of the dose. Within the realm of tablet presses, the design and operation of the feed frames used to meter powder onto the die table can vary. Between press manufacturers, and even within a line of presses, there are various paddle diameters, heights, speeds, shapes, as well as various numbers of paddles and blades. This means that a powder can have differences in flow between equipment, simply because of the variations with the feed frame itself. For a given design, control of the feed rate onto the die table is critical. If the rate is too slow, the dies are starved. If it’s too fast, then the powder can deaerate and/or densify in an inconsistent manner before fill. Both of these situations lead to erratic tablet weights. Again, flowability is a function of the material being handled and the equipment used to handle the material. As Shangraw states, “There are two basic approaches to increasing die feeding efficiency: a) to force material into the die cavity; b) to improve the flow properties of material directly above the die cavity so that the material will naturally flow downward. The latter approach appears to be more realistic and serves as the basis for most tablet machine modifications for improvement of die fill” (23). Note that as is often the case, there is confusion with terminology in these statements. Flow properties cannot be modified without some chemical or physical change to the material (e.g., moisture or particle size). Flowability, on the other hand, can be improved by machine modifications, which may serve to aerate the material to allow it to “naturally flow” and improve die filling. Because of the complexity of powder flow through a feed frame, onto a table, and into dies, no first principles have been developed to describe or model the flow behavior. The continuum model, which works well for powder flowing in a bin, is less descriptive of this process and fails to always predict the true flow behavior. Without a model or theory of how powder flows within a feed frame, it is impossible to apply any bench-scale test results to predict true performance. Empirical modeling is therefore required. Because of the complexity of the problem, nothing less than an actual full-scale test can describe the true flow behavior. Such tests can be inconvenient, expensive, or impossible. Unfortunately in most cases,“The most efficient means of measuring the effectiveness of a glidant in a powder blend” (or other behavior) “is to compress the blend and determine weight variation” (21). Fullscale tests have their drawbacks, especially when the next new material or press is presented. To paraphrase Lippens, another problem with empirical approaches is the possibility of a never-ending series of articles in which authors prove that their (new) empirical equation based on their own data predicts behavior better than an already published empirical relation (24). This situation is a result of the nature of the multivariable problem of combining different powders, test methods, and applications. Instead of theoretical models or detailed, complete, proven, empirical modwww.phar maportal.com Figure 9: Examples of (a) free-flowing and (b) weakly cohesive powder blends (courtesy of F.J. Muzzio and T. Shinbrut, Rutgers University). els to predict flow through a press feed frame, the industry relies on surrogate tests as indicators. Traditional tests are angle of repose, Carr indices (3), Hausner ratio (the ratio of tapped to loose bulk density) minimum orifice diameter, and flow rate through a funnel. Shear cell and avalanche tests also are used, though less often. None of these small-scale tests simulate the state of aeration of the powder before the feed frame nor the effects of the feed frame itself, both of which have a significant effect on the arching tendency and the maximum flow rate of the powder. Most important, none of these tests give a physical parameter directly linked to the flow at the press. Instead, it is hoped that flowtest result trends will correlate to tablet weight relative standard deviation (RSD), as may have been the case with a prior product or application. Arguably, tests for minimum orifice diameter and flow rate through a funnel seem more applicable for predicting the maximum rate of compression because these measurements most closely simulate the need to fill a small die as fast as possible. However, rarely have published papers cited a strong correlation between any of these flow properties and weight variations during the creation of a dose. Nyquist discovered a correlation by relating shear cell data to tablet weight RSD and frequency of tablet machine adjustments (17). Because none of these flow property test results can reliably predict flow behavior, the easiest test method often is used without regard to the significance of the results. This is analogous to the anecdote of the person searching for a lost wallet under the streetlight because the light is better, although the wallet was lost well away 72 Pharmaceutical Technology OCTOBER 2000 from the streetlight in the dark. Unfortunately, no one yet has shed light on how to properly address powder flow on the press using first principles that can be quantified with a bench-scale tester. Capsule filling is another example of how flow properties can be used as a predictor. Unlike a tableting operation, a capsule-filling operation requires the powder to have sufficient strength to form a plug and remain in the dosage tube until the plug is ejected into the capsule shell. (These criteria can be determined based on wall friction and cohesive strength tests.) At the same time, the remaining bed of powder must be sufficiently free flowing to collapse to fill in the void that was created. Again, empirical approaches are usually taken in which a correlation of flow behavior to some standard flow property test is desired. Other applications in which a unit dose is created and powder flow is a concern — outside of traditional tablets and capsules — include inhalers and electrostatic deposition of active drug onto tablets. These and other novel processes require new tools to investigate the effect of flowability during the creation of the unit dose. Flow of powder during blending Blending is accomplished by a combination of three primary mechanisms: shear, convection, and diffusion (or dispersion). The extent to which each of these mechanisms occurs is a function of many variables. One set of variables relates to the equipment itself such as blender type and speed of operation. Another set of critical variables involves the flow properties of the powders being blended. For instance, with the diffusion mechanism, particles migrate (or diffuse) through a dilated or expanded bed of powder. The ability of the bed to dilate and the ability of particles to migrate depend highly upon the cohesive strength of the powder. Powders with little cohesive strength dilate more readily. Therefore, shorter blend times can be achieved if the major component of the blend is more free flowing. On the other hand, if convection is considered, a moderately cohesive powder may blend faster because chaotic patterns are introduced (see Figure 9). Ultimately, though, freeflowing blends may segregate easily upon subsequent handling, particularly if the different components of the blend do not adhere to one another. A better blend may be achieved if the minor component is somewhat cohesive or has a tendency to adhere to the major component of the blend. (This latter instance is referred to as an ordered or adhesive blend). In addition, a better blend may be obtained and maintained if the blend as a whole is slightly cohesive compared with a blend that is free flowing (25). As with other applications, powder flow behavior in a blender is a function of the equipment used and the material properties — they cannot be separated. As with flow through a press feed frame, flow during blending is complex, and currently no first principles exist that adequately describe blending behavior or blendability. Ideally, one would conduct a bench scale test on each component to be blended. These results would then describe the appropriate blender to use, the proper order of addition of each component, and the appropriate speed of operation to provide a homogenous blend in the shortest time. The scientific community appears to be a long way from developing such first principles or even complete numerical descriptors of blending behavior. Therefore, although a cohesive-strength test may be a useful indicator of how a blender may perform, ultimately, blender selection is an empirical, try-it-and-see, experienced-based approach. Clearly, given the importance of a uniform blend, further work is needed in this area. Unfortunately for the formulator, the flow properties of a blend of materials cannot be determined based on the flow properties of the individual components that make up a blend. A blend consisting of an excipient with 1% active ingredient does www.phar maportal.com not have 99% of the flow behavior of the excipient summed with 1% of the flow behavior of the active. As an example of the complexity of the problem, consider colloidal silicon dioxide: By itself, the material is very difficult to handle in bulk form because of its poor flow properties. However, when added in small amounts to other powders, it is a glidant that improves flow behavior. Compaction processes Dry granulation processes such as roller compaction, pelletization, and slugging are commonly used to improve flow properties or to produce a more uniform blend. Flow properties used in the analysis of bulk powder flow also are used to analyze compaction processes. A compaction process involves three basic steps: the application of consolidating stress to the powder, the removal of the stress, then ejection of the compact (26). When stress is applied to the powder, particles initially rearrange themselves to produce a higher density. Ultimately, however, the particles deform and transition from elastic deformation to plastic deformation or brittle fracture. As this happens, bonding takes place between particles. The removal of air from the powder also occurs during the consolidation step. As stress is applied and the bulk density is increased, the powder flows within the compact. The strength of the resulting compact will depend on the maximum solids pressure (particle-to-particle) generated during the consolidation step. This maximum solids pressure is equal to the total pressure applied (e.g., by the rolls or punch) minus the interstitial air pressure that develops within the compact. It is important to note that the total applied pressure is easily and commonly measured; however, the solids pressure alone — which is virtually impossible to measure — provides bonding strength. The distribution between the solids pressure and the interstitial air pressure is a function of the powder flow properties. The last two steps of compaction — removal of stress and ejection of the compact — involve elastic recovery, air expansion and escape, flaw development, and possibly fracture initiation such as capping and lamination. Ideally, little, if any, interparticle motion takes place within the com74 Pharmaceutical Technology OCTOBER 2000 pact at this point, though flow properties can once again be used to ensure that flow (compact failure) does not occur. Powder flow behavior in a roll press is a good example of how powder flow properties can be used to predict compaction behavior. (Miller provides a review of roll compaction processes [27].) As stated previously, the resulting strength of the compact will depend on the generated solids pressure (i.e., the total applied pressure less the interstitial air pressure that develops). The total pressure developed within the rolls is a function of the feed (initial) pressure, the compressibility of the powder, the geometry of the rolls (e.g., the diameter and gap), and the nip angle. The nip angle demarcates the region where powder is slipping against the rotating rolls from the region where powder is grabbed by the rolls and compacted. The nip angle primarily is a function of the internal friction of the powder (determined by shear-cell measurements), the compressibility of the powder (determined by a uniaxial compression test), and the friction between the powder and the roll surface (determined by wall-friction tests). These are the same test methods used for determining flow in a bin, except that they are conducted at much higher pressures, representative of the pressure in the rolls. In addition, these known flow properties and the geometry of the rolls can be used to calculate the peak pressure applied to the powder (28). Because the total applied pressure is a strong function of the initial solids pressure at the top of the rolls, consistent feed of partially deaerated powder into the rolls is crucial to produce a uniform compact. If the powder is sufficiently free flowing and dense, gravity-driven flow into the rolls may be possible, in which case the design approach for the feed hopper is as described by Jenike (14). If the powder is poor flowing so that compaction is required to improve flow (as is often the case), then gravity-driven feed into the rolls may be impossible, necessitating the use of a screw as a force feeder. This screw forces powder into the rolls, thereby providing precompression. The total applied pressure is the sum of the solids pressure (particle-to-particle) and the interstitial air pressure. Thus, if the rolls were operated infinitely slowly, then the interstitial air pressure that de- veloped would dissipate, leaving the solids pressure equal to the total applied pressure. However, at typical compression rates, not all air is dissipated, and interstitial air pressure develops. The ability for this air to escape is governed by the permeability of the powder. As the compression rate increases or as the permeability decreases, the interstitial air pressure increases. Because this interstitial air pressure is subtracted from the total applied pressure, a higher total applied force is needed at high roll speeds or with the use of fine powders to achieve the same solids pressure present at slow speeds. However, applying a higher total pressure does not mean that the effect of entrained air can be neglected. The applied pressure must be removed. If the interstitial air pressure is higher than the strength of the compact, then the compact could rupture upon removal of the load (29). The permeability of the compact can be used to determine the ability of the entrained air to escape after the load is removed. Air pressures are not the sole mechanisms that result in the spontaneous failure of a compact. The elastic recovery of a compact also will induce stresses that can contribute to the potential failure of the compact. This elasticity can be measured using uniaxial compression tests. Unlike air depressurization, true elastic recovery does not highly depend on compression rate. Air entrainment in the powder also can create compaction problems. As powder is compressed, air will flow up — counter to the downward flow of powder into the rolls. This upward airflow acts to retard flow of powder, limiting the feed rate. The air also has the potential to create erratic flow by fluidizing a portion of the powder in the rolls. This results in striped sheets as these pockets enter the rolls. Ultimately, the acceptable rate of compaction depends highly on the permeability of the powder. Methods that accelerate the rate of deaeration (e.g., inducing a vacuum within the feed screw) can therefore improve the compaction process (27). Tablet compaction is not much different from roll compaction. In tablet compaction, as with roll compaction, the solids pressure is equal to the applied pressure less the interstitial air pressure that develops. The density, and hence strength, distribuwww.phar maportal.com tion within a tablet is a function of the shape of the tablet, the wall friction, and internal friction of the powder. Capping or lamination occurs when elastic recovery and interstitial air pressures combine to produce stresses that cause the failure (flow) of the tablet. A yield locus (determined by shear tests) can be used in the analysis (in addition to other tools such as Heckel plots and Hiestand’s tableting indices (26,32). 76 Pharmaceutical Technology Ramachandruni and Hoag demonstrated a correlation between wall-friction tests (as measured in an annular shear cell) and the loading of lubricant relative to the tabletejection force (18). Other researchers have found similar relationships (35). Fluidization Fluidization involves airflow counter to the force of gravity through a bed of powder. Circle 53 or eINFO 53 OCTOBER 2000 In a fluidized state, particles are readily separated from each other. Fluidized handling is of interest for several reasons: Some granulation processes rely on a fluidized bed for agitation and mixing to generate uniform particles. Fluidized feed systems can be used in applications in which high material feed rates or very fine powders are involved. The discharging features of such systems may include a permeable membrane or air injection points on a hopper surface. Purging or bed-drying processes also may use such features, although the airflow rates are typically lower because complete fluidization may not be required and, in fact, may need to be avoided depending on the process requirements. Pneumatic conveying, in which an expanded bed of powder is transported via injected air between points, can be considered an extreme case of fluidized handling. The ability of air to separate particles depends on the flow properties of the powder. If a bed is allowed to expand, its bulk density decreases as the airflow through the powder increases. Permeability of the powder is described as the ability of the air to move through a stationary bed, which in turn is a function of the bulk density. As the bed dilates and reaches a minimum density, particles separate and move relative to one another. At this point, defined as the minimum fluidization velocity, pressure drop across the bed remains relatively constant as air velocity increases. From this information, the airflow requirements for a fluidizing process can be determined, and the supply system can be sized accordingly. This information also can be used when complete fluidization must be avoided. The ability of the particles to separate from one another is based on particle-toparticle bonding or cohesion. Cohesive powders may not fluidize easily and instead may simply form large flow channels allowing air to channel past stagnant zones. Geldart developed correlations describing the ease with which materials can be fluidized (30). These relationships describe the dependency of mean particle diameter and particle density on general fluidization trends. However, these are purely empirical correlations for relating material behavior trends to two particle properties. Cohesiveness is neglected. For example, addition of moisture to a dry www.phar maportal.com powder increases its cohesiveness and reduces its ability to fluidize. However, because its particle size and density remain the same, Geldart’s chart cannot distinguish this behavior. In general, relying on past correlations may provide some guidance, but each new product will have a new correlation (24). Once fluidized, powder flow could in principle be modeled as a non-Newtonian fluid (31). The settling or deaeration of powder may be of as much a concern as the requirements for fluidizing it. Settling times are influenced by the same properties that affect fluidizing potential. These properties include the permeability of the bulk powder as well as the mean size and density of the particles. Quicker settling times often are desired to avoid flooding and segregation. Flooding can result when the retained air pressure within a bed acts as a driving force if it is discharged from below, as in a bin or hopper. Segregation by air entrainment can result when the air trapped within a material (e.g., during the filling of a bin from above) escapes upward and carries with it finer particles that are then deposited on the top surface. Deaeration behavior within a bin (e.g., peak air pressure) can be calculated given the permeability and compressibility of the powder as well as the in-feed rate and bin geometry. These parameters also can be used to determine the potential for flooding and segregation. Flow properties as comparative, physical test methods In many instances, QC checks must be performed on powders to determine if certain attributes of the powder fall within a predefined range. These attributes include chemical composition, particle size, color, moisture, and, often, flow properties. QC checks can be made by a supplier before shipping raw materials, by a user of incoming raw materials, or by technicians for process control. The applicability of the flow property test highly depends on what the user is trying to capture. For example, if one is concerned that a certain batch of material may arch when transferred into a bin, a shear test may be the most comprehensive QC test to conduct. Recognizing, however, that these QC checks may hold up shipment or pace further processing of the powder, faster test methods often are desired. One option is abbreviated shear-cell testing. Other QC checks include angle of repose, compressibility, Carr indices, the Johanson indicizer, flow funnels, minimum orifice diameter, dynamic angle of repose, or the Jenike & Johanson QC tester (10). Any flow property test could in principle be used as a QC test, and often the fastest, most convenient test is selected. This choice is acceptable, provided the user is aware of the test’s limitations. Because test methods such as angle of repose and flow funnels do not isolate attributes of the powder, the suitability of a test and the acceptance limits must be empirical. Applying the results of such tests relies on either extensive testing or experience and judgment. In principle, several batches of 78 Pharmaceutical Technology Circle 57 or eINFO 57 OCTOBER 2000 www.phar maportal.com acceptable product must be made (defining the acceptable limits on quality) along with several unacceptable batches. Determining good and bad without flow properties tests is the hard part. The QC flow property test method must properly identify each case. Often, different test methods will produce different results, which is no surprise given the different physical mechanisms involved with each test. Numerous studies have shown that for a group of materials, different test methods rank these materials differently with respect to flow (7, 33,36,37, and unpublished data from Jenike & Johanson, Inc.). With different rankings by each QC test, how does one apply the results? Again, the application and equipment must be considered, and the test method most closely simulating the flow behavior in the actual process should be selected. Example One pharmaceutical company had been producing tablets from a granulation. The 80 Pharmaceutical Technology OCTOBER 2000 product and process had been validated and were in production. Increased demand for this product then required increased production, which meant that either the press speed would have to be increased or another press would have to be purchased. The formulation required a specific particle size for proper compaction (tablet formation) and dissolution. Unfortunately, its particle-size distribution resulted in a material which was described by the company as poorly flowing. The press was operating at less than half its capacity. Increased speed resulted in erratic tablet weights, sometimes forcing the press to shut down. Compounding these inefficiencies was the need to have an operator poke the material within the bin to maintain flow to the press. Occasionally, material within the press hopper would arch, again forcing a press shutdown. The system consisted of a single bin, which held one batch. The bin comprised a square straight-sided section, followed by a pyramidal hopper with 458 side walls converging to a 9-in. outlet. This bin was Circle 59 or eINFO 59 placed above a single-sided press. Material discharged directly from the bin into the press hopper, through a paddle feeder, then into the dies. The granulation within the bin discharged in a funnel flow pattern and as a result, formed a stable flow channel or rathole. If the operator were too aggressive in clearing the rathole, the collapsing flow channel caused a surge of aerated material to enter the press hopper, affecting the uniformity of flow into the press. In this case, the flow problem resulted from the bulk material flowing to the press as opposed to flow within the paddle feeder. Wall-friction tests were conducted on the granulation against the bin wall surface. Test results confirmed that funnel flow would be expected to occur. These results also were used as the basis for a redesign of the bin to provide mass flow. For this material, the maximum hopper angle for mass flow was determined to be 288 (from vertical) for this surface. A new bin with a 258 cone angle (from vertical), and an identical outlet size and total www.phar maportal.com height was designed and installed. The existing press hopper, incidentally, was sufficiently steep and smooth to provide mass flow. With the new bin, mass flow eliminated ratholing and hence the need for the operator to poke the material. Further, the steady flow to the press hopper allowed uniform feed onto the dies. Without modifications to the press or the formulation, the press speed was nearly dou- bled and consistent tablet weights were achieved. Powder flow was improved without changing the powder flow properties. In this case, all other comparative measures of flowability such as angle of repose, compressibility, or flow funnel times would not have provided any insight into the true cause of the problem nor how to solve it. Conclusion Too often, the measurement of powder flowability does not take into consideration the specific equipment used to handle the powder. Only with an understanding of the root causes of the problems that can occur or are occurring can test methods be selected to diagnose and then avoid these situations. References 1. J.W. Carson and B.H. Pittenger, “Bulk Properties of Powders,” in ASM Handbook Vol. 7 — Powder Metal Technologies and Applications, W.B. Eisen et al., Eds. (ASM International, Materials Park, OH, 1998), pp. 287–301. 2. American Society for Testing and Materials, “Standard Shear Testing Method for Bulk Solids Using the Jenike Shear Cell,” ASTM Standard D6128-97 (1998). 3. American Society for Testing and Materials, “Standard Test Method for Bulk Solids Characterization by Carr Indices,” ASTM Standard D6393-99 (1999). 4. G.E. Amidon,“Physical Test Methods for Powder Flow Characterization of Pharmaceutical Materials: A Review of Methods,” Pharma. Forum 25 (3), 8298–8305 (May–June 1999). 5. R.L. Carr, “Evaluating Flow Properties of Solids,” Chem. Eng. 18 (1), 163–168 (1965). 6. J.R. Johanson, “The Johanson Indicizer System Versus the Jenike Shear Tester,” Bulk Solids Handling 12 (2), 237–240 (April–June 1992). 7. D.A. Ploof and J.W. Carson, “Quality Control Tester to Measure Relative Flowability of Powders,” Bulk Solids Handling 14 (1), 127–132 (Jan.–March 1994). 8. B.H. Kaye, N. Faddis, and J. GrattonLiimatainen, “Characterizing the Flowability of a Powders Using Avalanching Studies,” Proceedings of the Powder & Bulk Solids Exhibition (Chicago, IL, May 1997), 123–133. 9. D. Schulze, “Measuring Powder Flowability: A Comparison of Test Methods, Part I,” Powder Bulk Eng. 10 (4), 45–61 (1996). 10. D. Schulze, “Measuring Powder Flowability: A Comparison of Test Methods, Part II,” Powder Bulk Eng. 10 (6), 17–28 (1996). 11. H. Rumpf and W. Herrmann, “Properties, Bonding Mechanisms and Strength of Agglomerates,” Processing Preparation 11 (3), 117–127, (1970). 12. F. Podczeck, Particle–Particle Adhesion in Pharmaceutical Powder Handling (Imperial College Press, London, UK, 1998). 13. J.W. Carson and J. Marinelli, “Characterize Bulk Solids to Ensure Smooth Flow,” Chem. Eng. 101 (4), 78–90 (April 1994). 14. A.W. Jenike, “Storage and Flow of Solids,” The Utah Engineering Experimental Station (Bulletin 123, vol. 53, No. 26, 1964, Revised 1980). 15. A. Bausch et al., “Measurement of Flowability with a Ring Shear-Cell Evaluation and 82 Pharmaceutical Technology Circle 61 or eINFO 61 OCTOBER 2000 www.phar maportal.com 16. 17. 18. 19. 20. 21. 22. 23. 24. 25. 26. 27. 28. 29. 30. Adaptation of the Method for Use in Pharmaceutical Technology,” Proceedings of the Second World Meeting APGI/APV (Paris, May 1998), pp. 135–136. R. Hausmann et al., “Pharmaceutical Applications of a New Ring Shear Tester for Flowability Measurement of Granules and Powders,” Proceedings of the Second World Meeting APGI/APV (Paris, May 1998) pp. 137–138. H. Nyquist, “Measurement of Flow Properties in Large-Scale Tablet Production,” Int. J. Pharm. Technol. Prod. Mfg. 5 (3), 21–24 (1984). H. Ramachandruni and S. Hoag, “Application of a Modified Annular Shear-Cell Measuring Lubrication of Pharmaceutical Powders,” University of Maryland, poster presentation at the AAPS Annual Meeting, San Francisco, 1998. J.K. Prescott, D.A. Ploof, and J.W. Carson, “Developing a Better Understanding of Wall Friction,” Powder Handing and Processing 11 (1), 27–35 (Jan.–March 1999). United States Pharmacopeia, “^616& Bulk and Tapped Density” in USP 24/NF 19 (US Pharmacopial Convention, Inc., Rockville, MD) pp. 1913–1914 (2000). G.E. Peck et al., “Tablet Formulation and Design,” in Pharmaceutical Dosage Forms: Tablets, H.A. Lieberman, L. Lachman, and J.B. Schwartz, Eds. (Marcel Dekker, Inc., New York, 2d ed., Volume 1, 1989), p. 116. J.K. Prescott and R.J. Hossfeld, “Maintaining Product Uniformity and Uninterrupted Flow to Direct-Compression Tableting Presses,” Pharm. Technol. 18 (6), 98–114 (1994). R.F. Shangraw, “Compressed Tablets by Direction Compression,” Pharmaceutical Dosage Forms: Tablets, H.A. Lieberman, L. Lachman, and J.B. Schwartz, Eds. (Marcel Dekker, Inc., New York, 2d ed., Volume 1, 1989), p. 219. B.C. Lippens and J. Mulder, “Prediction of the Minimum Fluidization Velocity,” Powder Technol. 75 (1), 67–78 (April 1993). R.K. Chang et al., “A Comparison of FreeFlowing, Segregating, and Non–Free-Flowing Cohesive Mixing Systems in Assessing the Performance of a Modified V-Shaped Solids Mixer,” Drug Dev. Ind. Pharm. 21 (3), 361–368 (1995). B.J. Ennis, “An Introduction to Powder Compaction and Tableting,” workshop presented at the Powder & Bulk Solids Conference, Chicago, Illinois,1997. R.W. Miller, “Roller Compaction Technology,” in Handbook of Granulation Technology, D.M. Parikh, Ed. (Marcel Dekker, Inc., New York, 1st ed, 1997) pp.100–150. J.R. Johanson, “A Rolling Theory for Granular Solids,” J. Appl. Mech. 32 (4), 842–848 (Dec. 1965). J.R. Johanson and B.D. Cox, “Fluid Entrainment Effects in Roll Press Compaction,” Powder Handling & Processing 1 (2), 183–185 (June 1989). D. Geldart, “Types of Gas Fluidization,” Powder Technol. 7, 285–292 (1973). Continued on page 236 84 Pharmaceutical Technology OCTOBER 2000 Circle 63 or eINFO 63 www.phar maportal.com