BenzOUT - ExxonMobil
advertisement

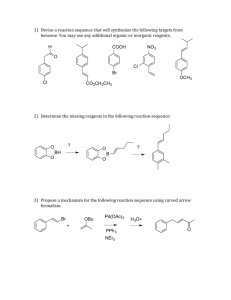
Successful Commercialization of Gasoline Benzene Reduction (BenzOUT TM) Technology at Calumet’s Superior WI Refinery. Background Under clean fuels regulation in the United States, specifically Mobil Source Air Toxics II (MSAT II), refiners are required to reduce benzene in gasoline to 0.62 vol% on an average annual basis. This has been in effect since January of 2011 for large refiners, with a deferment for small refiners until 2015. In Europe and in many other countries a regulation of 1.0 vol% maximum benzene in gasoline has also been in effect and other regions are expected to adopt similar regulations. The challenge for refiners is to meet the tightening gasoline specifications for benzene at the lowest cost and without significant octane loss. They are several approaches available to refiners to reduce benzene in their finished gasoline. Since naphtha Reforming is the predominant source of benzene in a typical refinery, the prevention of the formation of benzene in the reformer is accomplished by pre-fractionation of the naphtha feed to remove the benzene precursors. However, for many refiners, prefractionation of the reformer feed does not provide sufficient benzene reduction to achieve the 0.62 vol% in the gasoline pool. Alternatively, the conversion of benzene produced in the reformer is implemented downstream of a reformate splitter. The benzene containing light reformate fraction from this splitter is sent to a hydrogenation reactor where benzene is converted to cyclohexane. Both of these strategies result in a loss of octane barrels and an additional burden on the hydrogen balance in the refinery. The third approach is benzene extraction for the petrochemical market. While petrochemical benzene can be an attractive product, there is significant investment required to recover benzene and unless the refinery has existing facilities or capacity for such a process, it is very difficult to justify this investment on a small scale. An alternative technology (BenzOUT) has been developed by ExxonMobil Research and Engineering Company (EMRE) and is licensed by Badger Licensing LLC. The technology provides a low cost alternative solution for refiners to meet benzene regulation without the octane and hydrogen debits associated with alternative options. In this paper, we will discuss a project where significant benefits were achieved from the implementation of BenzOUT technology. Calumet Superior WI Refinery The refinery in Superior, Wisconsin, was acquired by Calumet Specialty Products LLP in October of 2011. At that time, a project to install a BenzOUT unit in the refinery was in progress. The Superior Refinery has a crude capacity of 36,000 BPD and operates a semi-regen platforming unit with a capacity of 8000 BPD. Prior to the acquisition by Calumet, the refinery was managing its MSAT II benzene compliance with reformer feed pre-cursor removal, through the installation of a naphtha splitter upstream of the reformer in 2010, and with credits from other refineries in its owner’s network. The decision to install BenzOUT technology, which was taken in 2010, initially was economically driven to counter the economic loss from the reduction in the reformer feed rate and later also allowed for the sale of the refinery without relying on benzene credits. The loss of octane barrels was not the primary concern, but the investment in BenzOUT technology was mostly weighed against a necessary investment to increase hydrogen production to counter the reduced hydrogen production in the reformer. At this time, with the BenzOUT unit in full operation in the refinery, it meets the 0.62 Vol% specifications without the need for credits. The Technology ExxonMobil Research and Engineering Company (EMRE) developed the BenzOUT technology and catalyst to convert benzene into high octane alkylaromatic blending components by reacting a benzene rich stream with light olefins, such as ethylene or propylene. The technology is based in part on experience in ethylbenzene and cumene technologies, which have been licensed by Badger Licensing LLC (Badger) for many years and are widely used in the chemical industry. In December of 2009, EMRE and Badger agreed to jointly market BenzOUT technology to third parties and ever since licenses and related engineering services are provided exclusively through Badger. In a typical application, the BenzOUT technology reduces benzene in reformate by reacting benzene contained in a light cut reformate with refinery grade propylene from an FCC unit over a proprietary ExxonMobil zeolite catalyst. The typical benzene concentration in a light cut reformate, which is produced in a reformate splitter, ranges from 10 to 30 vol%. A simple flow diagram of the BenzOUT process is shown in Figure 1. The key features of the process are: • • • Fixed bed catalyst technology. The process uses a fixed bed liquid-phase reactor resulting in low utility requirements. The reactor may be a single bed (stage) or multiple beds, depending on the benzene content of the feed and the desired benzene conversion. In revamp projects it is possible to retrofit existing tubular or fixed bed reactors for this application. Catalyst. The process utilizes a proprietary highly active solid acid catalyst with long cycle lengths. In addition, the catalyst is regenerated ex-situ to further extend catalyst life. Stabilization. Propane fed to the unit with propylene is removed from the BenzOUT product in a product stabilizer. This can produce a propane product of HD-5 quality. The product from the BenzOUT technology is a light reformate with a reduced RVP. LIGHT REFORMATE REFORMATE LPG PROPYLENE MOGAS BENZOUT REACTION REFORMATE SPLITTER HEAVY REFORMATE STABILIZER Figure 1: BenzOUT Process Flow Diagram Besides benzene reduction, the process provides several advantages which make it economically attractive. The reaction of benzene with light olefin results in a volume swell, which largely depends on the benzene content in the feed and the degree of benzene conversion. Also, an octane gain of 2 to 3 numbers of (R+M)/2 in the total reformate is typical. Moreover, the BenzOUT unit offers reformer flexibility, since it allows refineries to process the full range naphtha feed in the reformer to achieve increased hydrogen production and significant octane gain. The Calumet Superior Refinery BenzOUT Project Prior to the selection of the BenzOUT technology for the project, Badger performed a pilot study using reformate provided by the refinery. With the product from the pilot plant Calumet conducted blending studies to verify the product properties and blending value. A technology license was executed in July of 2010, at which time Badger started the preparation of the process design. Since the refinery regularly sells its propylene to the US Gulf Coast, a reactor configuration was selected to minimize the propylene consumption of the unit and further optimize the process economics. A schematic of the BenzOUT unit process flow is shown in Figure 2. The service of the aforementioned reformer naphtha feed splitter (which was added in 2010) was changed to become the reformate product splitter for the BenzOUT unit. Two new benzene alkylation reactors and a new product stabilizer with all associated equipment were installed. Calumet had an aggressive timeline for the project execution with a target mechanical completion date of November 2011. Given the climatic conditions at the refinery location, the short seasonal construction window was given full consideration. Due to close cooperation with Badger, the selected detailed engineering contractor, and with strategically selected modular construction, Calumet was able to achieve mechanical completion ahead of schedule and startup of the unit within sixteen months. Long delivery equipment was ordered shortly after project kick-off, and Badger provided information that allowed Calumet to expedite the application for regulatory permits. The selection of modular design accelerated the construction of the unit and allowed for a minimal footprint in the refinery. Six separate structural modules containing equipment, piping and instrumentation were delivered to the refinery to create a three level structure. The major vessels such as alkylation reactors, the stabilizer, and pumps were placed on the perimeter of this three level structure. Refer to Figure 3 for a photo of the installed Calumet BenzOUT unit. Figure 2: Calumet Superior Process Flow FCC PROPYLENE LIGHT REFORMATE 2-STAGE ONCE-THROUGH REACTOR SYSTEM Figure 3: Calumet Superior BenzOUT Unit PROPANE STABILIZER BENZOUT PRODUCT BenzOUT Unit Operation Initial plant commissioning activities were commenced in mid November 2011 with assistance of operations and technology experts from Badger and client’s contractor. Catalyst was loaded on November 9th and 10th, and after a subsequent two week period to set up rotational equipment and process controls, the unit began operation on the first of December, reaching steady state operation within a matter of days. Operating and process control strategies were fine-tuned in the following weeks, and at the end of December the startup was officially completed. The operation of the unit has been straight forward and easy to control. Minimal staffing is required, one board operator per shift. The unit is run without any online analysis and one daily set of samples. Performance has been at or beyond the design expectations, in terms of benzene conversion and consumption of propylene. The quality of the product from the BenzOUT unit has proven to be consistent with the projections made at the onset of the project, and Calumet is benefiting from an increase of about 4 points octane (R+M)/2 across the unit. The BenzOUT unit has enabled Calumet to improve the hydrogen management in the refinery. The Calumet Superior BenzOUT unit is designed to process 5,500 barrels per day (BPD) of feedstock. Benefits to the Superior Refinery The installation of the BenzOUT unit was achieved by Calumet on an aggressive project timeline using creative and forward thinking execution strategies. The plant was installed at a cost of approximately $19 million, within the budget allocated at the early stages of the project. With the addition of the BenzOUT unit to its refinery, Calumet complied with the MSAT II regulations for benzene and gained several economic benefits which resulted in a simple payback on its investment in approximately 20 months. • With BenzOUT technology, Calumet meets benzene compliance while allowing for full reformer operation. Recovering more hydrogen at the reformer has averted the installation of a hydrogen unit. • With the additional octane increase across the BenzOUT unit Calumet can at times lessen the severity of the reformer to produce more gasoline volume. Refer to Figure 4 for a summary of octane gain at the Superior BenzOUT unit. • Benzene compliance: Figure 5 shows the benzene level in the BenzOUT product. The benzene level in the product has consistently been below 1.0 wt%. When the product is blended in the gasoline pool, the Superior refinery meets the 0.62 vol% maximum benzene level. • The product is fully blendable into gasoline pool Figure 4 – Octane Increase of Light Reformate at Superior Refinery Figure 5 – Benzene Level in BenzOUT Product Conclusion U.S. and global refiners are facing a challenging market as they comply with environmental regulations. Often they are faced with the challenge of investing capital with no payback. BenzOUT technology provides a unique process advantage to help refiners such as Calumet meeting benzene regulations while at the same time achieving an attractive economic return on investment. BenzOUT technology has an actual payout rather than just being an environmental project. In addition, BenzOUT technology can provide margin opportunity by eliminating hydrogen consumption associated with saturation units.