Centrifugal Pump Impeller Dynamic Balancing
advertisement

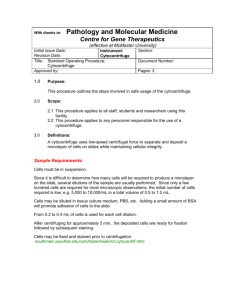
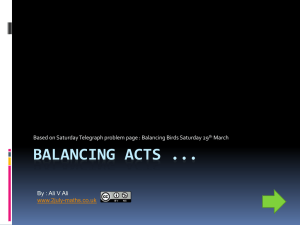
International Journal of Emerging Technology and Advanced Engineering Website: www.ijetae.com (ISSN 2250-2459, Volume 2, Issue 6, June 2012) Dynamic Balancing of Centrifugal Pump Impeller Amit Kalmegh1, Santosh Bhaskar2 1 Dept. of Mechanical Engineering, S.R.E.S. College of Engineering, Kopergaon, Pune University Prof. Dept. of Mechanical Engineering, S.R.E.S. College of Engineering, Kopergaon, Pune University 2 1 amitkalmegh@gmail.com santoshbhaskar12002@yahoo.co.in 2 Rotating machinery is commonly used in mechanical systems, including industrial turbo-machinery, machining tools, and aircraft gas turbine engines. Vibration caused by mass imbalance is a common problem in rotating machinery. Imbalance occurs if the principal axis of inertia of the rotor is not coincident with its geometric axis. Higher speeds cause much greater centrifugal imbalance forces, and the current trend of rotating equipment toward higher power density clearly leads to higher operational speeds. Therefore, vibration control is essential in improving machining surface finish; achieving longer bearing, spindle, and tool life in high-speed machining; and reducing the number of unscheduled shutdowns. A great cost savings for high-speed pumps, turbines, compressors, and other turbo machinery used in industries can be realized by removing the unbalance. [1] Abstract— Vibration caused by mass imbalance in rotating machinery is an important engineering problem. The objective of balancing is to reduce rotor vibration to a practical minimum. Reducing rotor vibrations generally increases the service life of the rotating machinery. The fundamental difference between a centrifugal sewage pump impeller and those of its clear water cousins is its ability to pass solid materials that would normally clod later. Due to the unbalance in the impeller, vibration occurs and leads to decrease in fluid velocity and local pressure which may cause an undesirable turbulence and possible cavitation. Hence, to remove the unbalance in rotor is necessary. In this paper the focus is given on dynamic balancing of centrifugal pump impeller. Keywords—Impeller, dynamic balancing, vibration, unbalance, balancing tolerance, residual unbalance. Balancing is defined as ―the process of adding (or removing) mass in a plane or planes on a rotor in order to move the center of gravity towards the axis of rotation.‖ As the definition of balancing implies, material is either added to or removed from the rotating element to attain an acceptable balance level. I. INTRODUCTION A centrifugal pump is one of the simplest pieces of equipment in any process plant. Centrifugal pump comes under the category of rotating machinery. Its purpose is to convert energy of a prime mover first into velocity or kinetic energy and then into pressure energy of a fluid that is being pumped. The energy changes occur by virtue of two main parts of the pump, the impeller and the volute or diffuser. The impeller is the rotating part that converts driver energy into the kinetic energy. The volute or diffuser is the stationary part that converts the kinetic energy into pressure energy. To balance the rotor the amount of mass has to be removed or added in the rotor for which it is necessary to know the amount of unbalance along with the acceptable tolerance. This has to be done by the experimental method. The result shows whether the rotor is balanced or unbalanced. II. ROTOR BALANCING METHODS Rotor dynamics is the study of rotating machines and has a very important part to play throughout the modern industrial world. A great deal of resources put into the study of rotor dynamics to calculate safe operating ranges and unbalance before the machines goes into service and also methods of detecting imminent failure. Fig.1 Centrifugal pump impeller [3] 409 International Journal of Emerging Technology and Advanced Engineering Website: www.ijetae.com (ISSN 2250-2459, Volume 2, Issue 6, June 2012) Rotor balancing techniques can be mainly classified as: On-line balancing methods Off-line balancing methods Fig.4 Couple unbalance [4] C. Dynamic Unbalance The most general case of unbalance in which the central principal axis is not parallel to and does not intersect the axis of rotation. Dynamic unbalance is also referred to as two plane unbalance, indicating that correction is required in two planes to fully eliminate dynamic unbalance. Dynamic unbalance captures all the unbalance which exists in a rotor. This type of unbalance can only be measured on a rotating balancer since it includes couple unbalance. Since dynamic unbalance is a combination of static and couple unbalance and since static and couple unbalance have different units, there are no unique units for dynamic unbalance. It can be expressed as static and couple or in terms of the balance corrections required. [4] Fig.2 Rotor balancing methods [1] The off-line rigid rotor balancing method is mostly used in industrial applications. The rotor is modelled as a rigid shaft that cannot have elastic deformation during operation. In this method, any imbalance distribution in a rigid rotor can be balanced in two different planes. Rigid rotor balancing is again categories as single plane and two plane balancing. Here, we are performing two plane balancing on the pump impeller. Fig.5 Dynamic unbalance [4] D. Quasi-Static Unbalance A special form of dynamic unbalance in which the static and couple unbalance vectors lie in the same plane. The central principal axis intersects the axis of rotation, but the mass center does not lie on the axis of rotation. This is the case where an otherwise balanced rotor is altered (weight added or removed) in a plane some distance from the mass center. The alteration creates a static unbalance as well as a couple unbalance. Conversely, a rotor with quasi-static unbalance can be balanced with a single correction of the right magnitude in the appropriate plane. [4] III. TYPES OF UNBALANCE A. Static Unbalance A condition of static unbalance exists when the mass center does not lie on the axis of rotation. Static unbalance is also known as Force Unbalance. As defined, static unbalance is an ideal condition, it has the additional condition that the axis of rotation be parallel to the central principal axis - no couple unbalance. [4] IV. UNBALANCE EFFECT An unbalanced rotor generates an inertial force (centrifugal) which increases with the square speed. Fig.3 Static unbalance [4] B. Couple Unbalance A specific condition that exists when the central principal axis of inertia is not parallel with the axis of rotation. As defined, couple unbalance is an ideal condition. It carries the additional condition that the mass center lies on the axis of rotation – no static unbalance. [4] Fig.6 Unbalance effect [2] 410 International Journal of Emerging Technology and Advanced Engineering Website: www.ijetae.com (ISSN 2250-2459, Volume 2, Issue 6, June 2012) The following formula can be used instead of previous diagram: Et = (9550 / M).G Where, Et [μ] = Total acceptable mass eccentricity N [RPM] = Maximum service rotor speed G [mm/s] = Balancing quality grade F = m.r.ω2 = U.ω2 Where, U = m.r = unbalance [kg.m] ω = angular speed [rad/s] ω = 2π.N / 60 Where, N = revolutions/minute F = Centrifugal force in Newton Total residual accepted unbalance: U[gr.mm] = Et.M The vector unbalance U (multiplied by the factor ω 2, square of the angular speed) originates the centrifugal force F; this means that the load caused by the unbalance increases with the square of the speed (doubling the running speed the centrifugal force (inertia force) becomes four times greater). [2] Where: M [kg] = Rotor mass Total residual admitted unbalance in grams is m= U/R Where, R [mm] is the compensation radius. [2] VI. EXPERIMENTAL METHOD TABLE I IMPELLER SPECIFICATIONS V. BALANCING TOLERANCES International standard ISO 1940 gives a rule in order to calculate an acceptable residual unbalance, having following features: Gross unbalance deficiencies are avoided Useless and expensive balancing works are avoided For each rotor type, depending on its maximum service speed the acceptable total residual unbalance per unit of mass is calculated [(gr.mm)/kg] (specified residual unbalance). Sr. No. 1 Regular Italic Impeller type Single vane impeller 2 Balancing speed 1450 rpm 3 Length of the rotor 210 mm 4 Diameter of the impeller Suction diameter Weight of the rotor Balancing grade 310 mm 5 6 7 The calculated value is the same mass eccentricity: 160 mm 38.8 kg G6.3 (As per Internal Standard ISO 1940) Set up the rotor in the balancer (balancing machine) and secure it. Mount the rotor vertically on the shaft of the balancer. Make sure that the rotor is place in proper vertical position. There is no misalignment in the rotor and the shaft of the balancer. Feed the balancing grade in the machine. Make sure that the rotor is freely rotating. This machine is the vertical axis semiautomatic machine and has the capability of performing two-plane balancing with required balancing speed and provides us the exact information of unbalance amount and location on the rotor. Where, E = Mass eccentricity [microns] U = Unbalance [gr.mm] M = Rotor mass [kg] According to ISO 1940 standard, all rotors are classified, depending on their balancing requirement. Balancing quality G is a number which defines the balancing accuracy required; for instance G = 6.3 means that a normal balancing is accepted. The maximum service speed is reported on the horizontal x axis, while the acceptable specific unbalance (acceptable unbalance per unit of mass or acceptable residual mass eccentricity) is reported on the vertical y axis. Fig.7 Rotor placement on machine 411 International Journal of Emerging Technology and Advanced Engineering Website: www.ijetae.com (ISSN 2250-2459, Volume 2, Issue 6, June 2012) Balancing machine screen provides various details of the plane radius , rotor radius, acceptable unbalance for the rotor. We can feed the balancing grade (G6.3 for pump impeller) and machine automatically calculates the tolerance per plane data and displays on the screen of the balancing machine. Start the balancer with the balancing speed of 1450 rpm and read out the details on the screen. This specifies the details about the rotor and the acceptable unbalance. Before starting mark the location of zero on the rotor which should matches the arrow mark on the balancing machine table. G1 G 0.4 Tape recorder and phonograph drives. Grinding machine drives. Small electrical armatures with special requirements Spindles, disks and armatures of precision grinders. Gyro TABLE IIIII BALANCING TOLERANCE [2] TABLE III BALANCING GRADES [5] Balancing Grades G 4000 G 1600 G 630 G 250 G 100 G 40 G 16 G 6.3 G 2.5 Rotor Types Crankshaft drives of rigidly mounted slow marine diesel engines with uneven number of cylinders. Crankshaft drives of rigidly mounted large twocycle engines. Crankshaft drives of rigidly mounted large fourcycle engines. Crankshaft drives of elastically mounted marine diesel engines. Crankshaft drives of rigidly mounted fast fourcylinder diesel engines. Crankshaft drives of fast diesel engines with six or more cylinders. Complete engines (gas or diesel) for cars, trucks and locomotives. Car wheels, wheel rims, wheel sets, drive shafts. Crankshaft drives or elastically mounted fast fourcycle engines (gas or diesel) with six or more cylinders. Crankshaft drives for engines of cars, trucks or locomotives. Drive shafts (propeller shafts, cardan shafts) with special requirements. Parts of crushing machinery. Parts of agricultural machinery. Individual components of engines (gas or diesel) for cars, trucks and locomotives. Crankshaft drives of engines with six or more cylinders under special requirements. Slurry or dredge pump impeller. Parts or process plant machines. Marine main turbine gears (merchant service). Centrifuge drums. Fans. Assembled aircraft gas turbine rotors. Fly wheels. Pump impellers. Machine tool and general machinery parts. Normal electrical armatures. Individual components of engines under special requirements Gas & steam turbines, including marine main turbines (merchant service). Rigid turbo-generator rotors. Rotors. Turbo-compressors. Machine tool drives. Medium and large electrical armatures with special requirements. Small electrical armatures. Turbine driven pumps. The maximum service speed is reported on the horizontal x axis, while the acceptable specific unbalance is reported on the vertical y axis. The formula can be used instead of previous figure. Et (μ) = (9550/N).G Et (μ) = 9550/1450×6.3 = 41.50 412 International Journal of Emerging Technology and Advanced Engineering Website: www.ijetae.com (ISSN 2250-2459, Volume 2, Issue 6, June 2012) Where, Et[μ] = total acceptable mass eccentricity N [RPM] = maximum service rotor speed G [mm/s] = balancing quality (grade) Repeat the same balancing process until the data comes under the acceptable limit of the rotor as per ISO 1940/1 grade G 6.3. TABLE V BALANCING DATA - II Total residual accepted unbalance. U[gr.mm]=Et.M Where, M[kg] = Rotor mass U[gr.mm] = 41.50×38.8 U[gr.mm] = 1610.2 Sr. No. 1 Parameter 2 3 Angle [deg] Radius [mm] Plane 1 Amount of unbalance [gr] Plane 2 5.21 21.01 212.3 70 44.5 151 TABLE VI BALANCING DATA - III Acceptable unbalance per plane = 1610.2/2=805 gr.mm Plane 1 acceptable unbalance = 805/80=10.1 gr Plane 2 acceptable unbalance = 805/154=5.2 gr Parameter Plane 1 Plane 2 Amount of unbalance [gr] 5.15 2.11 2 3 Angle [deg] Radius [mm] 213 70 45.5 153 TABLE VI shows that the unbalance amount is within the balancing grade limit. Hence, we can say that the impeller is balanced as per G6.3 grade. Wait for some time to stabilize the data on the balancing machine screen. This data gives us the amount of unbalance and the angle of the same on the rotor. Once the data is stabilized, stop the balancer and read the data on the screen. The screen is mainly divided into two parts, on the left hand side the data is for plane 1 and on right hand screen the data is for plane 2. The data is represented in two colours – red and green. Green colour shows that the unbalance amount is under acceptable limit whereas the red colour data shows the unbalance has to be removed as this exceeds the tolerance limit. VII. RESULTS Rotor dynamics is the study of rotating machines and has a very important part to play throughout the modern industrial world. The experimental results of rotor dynamic balancing shows the data within acceptable limit as per ISO 1940/1, grade G6.3 for pump impeller. References TABLE IVV BALANCING DATA - I Plane 1 Sr. No. 1 [1] Shiyu Zhou and Jianjun Shi, ―Active Balancing and Vibration Sr. No. 1 Parameter Amount of unbalance [gr] 6.25 30.62 2 3 Angle [deg] Radius [mm] 210 70 45 153 Control of Rotating Machinery: A Survey‖, The Shock and Vibration Digest, July 2001, Vol. 33, No. 4, 361-371. Plane 2 [2] Ing. G. Manni, ―Balancing Theory and Applications‖, CEMB S.p.A. – Via Risogimento, August 1999, Rev. 2.1. [3] Joe Evans, ―Sewage Pump Impeller Selection‖, Pacific Liquid & Air Systems. [4] Gary K. Grim, John W. Haidler, Bruce J. Mitchell, Jr., ―The Basics of Balancing‖, Balance Technology Inc. If the data shows in green, then the rotor if said to be balanced. Otherwise we need to remove the unbalance amount from the rotor. [5] Earl M. Halfen, ―Shop Balancing Tolerances A Practical Guide‖, IRD Balancing. Unbalance Correction Methods: Addition of mass Removal of mass 413