Supply Chain Management, Cracking the Bullwhip
advertisement

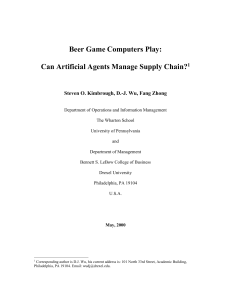
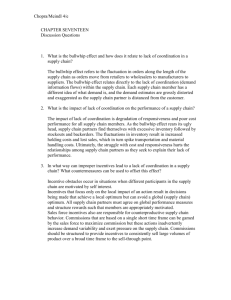
______________________________________________________________________________ Supply Chain Management- Cracking the bullwhip effect An Approach Paper By Paritosh Agarwal ________________________________________________________________________________ Page 1 of 18 ______________________________________________________________________________ Table of Contents TABLE OF CONTENTS .....................................................................................................................................2 1. INTRODUCTION.........................................................................................................................................3 2. WHAT IS BULLWHIP EFFECT? ..............................................................................................................4 3. THE BEER GAME......................................................................................................................................6 4. CAUSES OF BULLWHIP EFFECT.........................................................................................................11 5. IMPACT OF BULLWHIP EFFECT..........................................................................................................13 6. CRACKING THE BULLWHIP EFFECT..................................................................................................14 7. THE BULLWHIP EFFECT AND ITS IMPACT ON SUPPLY CHAIN ...................................................15 8. CONCLUSION ..........................................................................................................................................17 9. REFERENCE ............................................................................................................................................18 ________________________________________________________________________________ Page 2 of 18 ______________________________________________________________________________ 1. Introduction Fluctuations in demand vary significantly between industries. The apparel industry, for example, is subject to major demand adjustments driven by business cycles and seasonality, while the diaper market enjoys relatively consistent demand. One would expect players in various retail supply chains to frequently misjudge demand, causing shortages or inventory surpluses at different stages in the chain. But given the consistency in diaper demand, shouldn’t the diaper supply chain be more accurate and efficient? Yes – it should. But it isn’t. Even industries with reliable demand patterns waste millions of dollars each year because they aren’t able to match production to demand. A major cause of supply chain inefficiency has been dubbed the “bullwhip effect”. ________________________________________________________________________________ Page 3 of 18 ______________________________________________________________________________ 2. What is Bullwhip Effect? Even industries with reliable demand patterns waste millions of dollars each year because they aren’t able to match production to demand. A major cause of supply chain inefficiency has been dubbed the “bullwhip effect”. Proctor & Gamble coined the term “bullwhip effect” by studying the demand fluctuations for Pampers (disposable diapers). This is a classic example of a product with very little consumer demand fluctuation. P&G observed that distributor orders to the factory varied far more than the preceding retail demand. P & G orders to their material suppliers fluctuated even more. Babies use diapers at a very predictable rate, and retail sales resemble this fact. Information is readily available concerning the number of babies in all stages of diaper wearing. Even so P&G observed that this product with uniform demand created a wave of changes up the supply chain due to very minor changes in demand. Fig 1 ________________________________________________________________________________ Page 4 of 18 ______________________________________________________________________________ Fig 2 The graphical representations above show the bullwhip effect between two supply chain partners. It can be seen that the Distributor orders to the factory experience demand fluctuate far more drastically than the retail demand. Over time as the Distributor builds inventory and fulfills orders, it communicates very different demand levels to the upstream factory by the order amounts it requests. This becomes more complicated the farther up the supply chain we go. The bullwhip effect describes how inaccurate information, a lack of transparency throughout the supply chain, and a disconnect between production and real-time supply chain information result in lost revenue, bad customer service, high inventory levels and unrealized profits. As information (usually forecast data) is passed down the supply chain, most participants only have access to data from businesses either directly above or directly below them. In industries where the entire supply chain can consist of numerous layers, this means that the majority of the information that managers use to make decisions is localized to only a few participants and hidden from those further up or downstream. Without a clear view of end-user demand, companies must rely on only that information they have access to. Unfortunately, this information is often distorted by multiple layers of forecasts and transactions. This principal is easily demonstrated through an exercise often conducted in business schools called the beer game. ________________________________________________________________________________ Page 5 of 18 ______________________________________________________________________________ 3. The Beer Game The beer game was developed at MIT by the Systems Dynamic Group in the 1960s. The game involves a simple production/distribution system for a single brand of beer. There are three players in the game including a retailer, a wholesaler, and a marketing director at the brewery. Each player's goal is to maximize profit. A truck driver delivers beer once each week to the retailer. Then the retailer places an order with the trucker who returns the order to the wholesaler. There's a four week lag between ordering and receiving the beer. The retailer and wholesaler do not communicate directly. The retailer sells hundreds of products and the wholesaler distributes many products to a large number of customers. The following represents the results of a typical beer game:3.1 The Retailer Week 1: Lover's Beer is not very popular but the retailer sells four cases per week on average. Because the lead time is four weeks, the retailer attempts to keep twelve cases in the store by ordering four cases each Monday when the trucker makes a delivery. Week 2: The retailer's sales of Lover's beer doubles to eight cases, so on Monday, he orders 8 cases. Week 3: The retailer sells 8 cases. The trucker delivers four cases. To be safe, the retailer decides to order 12 cases of Lover's beer. Week 4: The retailer learns from some of his younger customers that a music video appearing on TV shows a group singing "I'll take on last sip of Lover's beer and run into the sun." The retailer assumes that this explains the increased demand for the product. The trucker delivers 5 cases. The retailer is nearly sold out, so he orders 16 cases. Week 5: The retailer sells the last case, but receives 7 cases. All 7 cases are sold by the end of the week. So again on Monday the retailer orders 16 cases. Week 6: Customers are looking for Lover's beer. Some put their names on a list to be called when the beer comes in. The trucker delivers only 6 cases and all are sold by the weekend. The retailer orders another 16 cases. Week 7: The trucker delivers 7 cases. The retailer is frustrated, but orders another 16 cases. Week 8: The trucker delivers 5 cases and tells the retailer the beer is backlogged. The retailer is really getting irritated with the wholesaler, but orders 24 cases. 3.2 The Wholesaler The wholesaler distributes many brands of beer to a large number of retailers, but he is the only distributor of Lover's beer. The wholesaler orders 4 truckloads from the brewery truck driver each week and receives the beer after a 4 week lag. The wholesaler's policy is to keep 12 truckloads in inventory on a continuous basis. Week 6: By week 6 the wholesaler is out of Lover's beer and responds by ordering 30 truckloads from the brewery. Week 8: By the 8th week most stores are ordering 3 or 4 times more Lovers' beer than their regular amounts. ________________________________________________________________________________ Page 6 of 18 ______________________________________________________________________________ Week 9: The wholesaler orders more Lover's beer, but gets only 6 truckloads. Week 10: Only 8 truckloads are delivered, so the wholesaler orders 40. Week 11: Only 12 truckloads are received, and there are 77 truckloads in backlog, so the wholesaler orders 40 more truckloads. Week 12: The wholesaler orders 60 more truckloads of Lover's beer. It appears that the beer is becoming more popular from week to week. Week 13: There is still a huge backlog. Weeks 14-15: The wholesaler receives larger shipments from the brewery, but orders from retailers begin to drop off. Week 16: The trucker delivers 55 truckloads from the brewery, but the wholesaler gets zero orders from retailers. So he stops ordering from the brewery. Week 17: The wholesaler receives another 60 truckloads. Retailers order zero. The wholesaler orders zero. The brewery keeps sending beer. 3.3 The Brewery The brewery is small but has a reputation for producing high quality beer. Lover's beer is only one of several products produced at the brewery. Week 6: New orders come in for 40 gross. It takes two weeks to brew the beer. Week 14: Orders continue to come in and the brewery has not been able to catch up on the backlogged orders. The marketing manager begins to wonder how much bonus he will get for increasing sales so dramatically. Week 16: The brewery catches up on the backlog, but orders begin to drop off. Week 18: By week 18 there are no new orders for Lover's beer. Week 19: The brewery has 100 gross of Lover's beer in stock, but no orders. So the brewery stops producing Lover's beer. Weeks 20-23. No orders. At this point all the players blame each other for the excess inventory. Conversations with wholesale and retailer reveal an inventory of 93 cases at the retailer and 220 truckloads at the wholesaler. The marketing manager figures it will take the wholesaler a year to sell the Lover's beer he has in stock. The retailers must be the problem. The retailer explains that demand increased from 4 cases per week to 8 cases. The wholesaler and marketing manager think demand mushroomed after that, and then fell off, but the retailer explains that didn't happen. Demand stayed at 8 cases per week. Since he didn't get the beer he ordered, he kept ordering more in an attempt to keep up with the demand. The marketing manager plans his resignation. 3.4 Lessons from the Beer Game 1. The structure of a system influences behavior. Systems cause their own problems, not external forces or individual errors. 2. Human systems include the way in which people make decisions. ________________________________________________________________________________ Page 7 of 18 ______________________________________________________________________________ 3. People tend to focus on their own decisions and ignore how these decisions affect others. 3.5 Lessons Related to the Learning Disabilities 1. People do not understand how their actions affect others. 2. So they tend to blame each other for problems. 3. Becoming proactive causes more problems. 4. The problems build gradually, so people don't realize there is a problem until it’s too late. 5. People don't learn from their experience because the effects of their actions occur somewhere else in the system. The players eventually discover a little of Pogo's wisdom. According to Pogo, "We have met the enemy and he is us" Fig 3. Stock variability amplification in a supply chain due to Bullwhip Effect Fig 3 shows the effect of lack of synchronization among supply chain members on the whole chain. Even a slight change in the customer sales ripples backward in the form of amplified oscillation upstream, resembling the flick of a bullwhip handle. Because the supply patterns do not match the demand patterns, inventory accumulates at various stages as shown by Beer Game. The above graph can be split into end to end graphs at each level which will present a better picture. ________________________________________________________________________________ Page 8 of 18 ______________________________________________________________________________ Fig 4 Stock variability at POS (Point of Sale) Fig 5 Variability graph for retailer order to Wholesaler Fig 6 Ripples in Wholesale Orders to Manufacturer ________________________________________________________________________________ Page 9 of 18 ______________________________________________________________________________ Fig 4 shows that very less variance at the POS (Point of Sales). Graphs starts showing greater number of peaks as the orders move from retailer to Manufacturer. ________________________________________________________________________________ Page 10 of 18 ______________________________________________________________________________ 4. Causes of Bullwhip Effect It is important for us to understand the causal factors that create supply chain oscillations. Here are some examples: • How does sporadic sales promotions impact demand patterns, cost and margins? Many companies that conduct sales promotions that effect current inventory and the supply pipeline do not understand the impact, on a quantitative and qualitative basis, of what their sales promotion policies and practices actually do. After gaining a complete and accurate understanding of what sales promotions do for you vs. what sales promotions do to you, most companies are left with the need to answer the question, “What sales promotion policies and practices should we change?” A common complaint from the manufacturing side of the business, and a common reason for severe demand distortions that cause supply chain oscillations, are unforecasted and “unknown” sales promotions. These unplanned for sales promotion events ripple throughout the supply chain creating excess costs which border on the incalculable. • Does your sales incentive plan contribute to demand distortions? Sales targets, quotas and commission accelerators when applied to an extended quota period, such as three months, will often cause demand distortion. Management needs to examine the rationale for sales incentives to be based on shorter-intervals rather than three months or longer. Typically, shorter measurement periods promote a smoothing of demand resulting in decreased ordering lumps resulting in a dampening of the “Bullwhip Effect”. • Are you the victim of false orders and subsequent cancellations? Two common causes for false orders are: 1. The customer does not have confidence in your ability to rapidly and reliably supply product. In other words, your customers do not believe you will ship their orders on-time. As a result, customers will hedge by placing higher than projected demand on the manufacturer in the hope they will receive what they need, when they need it and then, when product availability is considered satisfactory, cancel the balance of future orders. These “false” orders often result in excess purchased material in inventory and in the pipeline as well as underutilized capacity. 2. Sales personnel who will not meet their quota for a time period that would accelerate commissions and qualify them for a bonus, will often have added or change orders placed by a cooperative customer to achieve quota. The customer in turn may later cancel, or return, part or all of the order, as well as expects some concessions and/or special treatment from the salesperson in the future for providing the “service”. ________________________________________________________________________________ Page 11 of 18 ______________________________________________________________________________ • Do transportation incentives cause demand lumps? Transportation discount incentives for volume orders will often cause customers to accumulate orders and then release lumps of demand. After thoroughly examining the impact that this incented distortion has on hampering your own supply chain planning capabilities, and the resultant associated costs, it may be time to examine your freight incentive practices. • Have you developed partnerships based on trust with your customers? With distributors often leery of a manufacturer’s ultimate intentions, especially with the possibility the distributor will be removed from the sales chain, and, the manufacturer selling directly to end-users, there is no desire to frequently share customer volumes, demand patterns and inventory positions. On the other hand, this mistrust contributes to demand oscillations, stock outs, higher inventories and lost sales for the manufacturer and distributor. Developing a workable and effective solution is essential. For whatever individual or combination of causes that creates demand surges and oscillations, these lumps of demand explode out through your supplier network and their supplier network often extending lead times due to unexpected, and often false, increases in demand. Then, the supplier network may not be able to get raw material in a short enough lead time which reverses in the supply chain as it causes theirs and your delivery lead time to lengthen. Then, the product manufacturer tells their distributors who tell their dealers that lead times have increased due to supply problems. The “Bullwhip Effect” is now traveling the other way - down the supply chain. And, it may get worse with another “Bullwhip Effect” going up the chain again as longer lead times cause customer’s replenishment planning systems to “kick-out” new, and very often, false demand for future supply coverage. This new surge in demand often causes decisions to be made that will increase capacity unnecessarily as the demand ultimately dissipates. Other factors that cause oscillations in the supply chain are:1 Forecast errors 2 Overreaction to backlogs 3 Lead time (of information-orders and of material) variability 4 No communication and no coordination up and down the supply chain 5 Delay times for material and information flow 6 Batch ordering (large orders result in more variance) 7 Rationing and shortage gaming 8 Price fluctuations 9 Free return policies 10 Inflated orders ________________________________________________________________________________ Page 12 of 18 ______________________________________________________________________________ 5. Impact of Bullwhip Effect The variability that results from Bullwhip effect can cause numerous problems for the manufacturers. According to the study conducted by Georgia Technical University supply chain problems cost firms on an average anywhere between 9% and 20% of their overall value over a six month period. In the grocery industry alone, the Efficient Consumer Response initiative has estimated that streamlining the inefficiencies of the supply chain could result in $30 billion in savings. These negative financial outcomes are the result of the following consequences resulting from the bullwhip effect: 1 2 3 4 5 6 7 Excessive inventory investments: Since the Bullwhip effect makes the demand more unpredictable, all companies need to safeguard themselves against the variations to avoid the stock outs. Poor customer service level: Despite the excessive inventory levels mentioned in the first consequence, demand unpredictability may cause stock outs anyways. Lost Revenues: In addition to the poor customer service levels of the second consequence, stock outs may also cause in lost revenues. Reduced Productivity: Since revenues are lost, operations are less cost efficient. More difficult decision making: Decision makers react to demand fluctuations and adapt (production and inventory) capacities to meet peak demands. Sub-Optimal transportation: Transportation planning is made more difficult by demand uncertainties induced by the Bullwhip effect. Sub-Optimal production: As transportation, greater demand unpredictability causes missed production schedules. ________________________________________________________________________________ Page 13 of 18 ______________________________________________________________________________ 6. Cracking The Bullwhip Effect Essential to minimizing the “Bullwhip Effect” is to first, specifically understand what drives customer demand planning and inventory consumption as they are the triggers for replenishment order quantities at various points in the supply chain. The most effective process for smoothing out the oscillations of the “Bullwhip Effect” will be customers and suppliers understanding what drives demand and supply patterns and then, collaboratively working to improve information quality and compressing cycle times throughout the entire process. More than likely, you will find opportunities for improvement by adopting some or all of the following actions, among others, to minimize the “Bullwhip Effect” and increase business performance. • Minimize the cycle time in receiving projected and actual demand information. • Establish the monitoring of actual demand for product to as near a real time basis as possible. • Understand product demand patterns at each stage of the supply chain. • Increase the frequency and quality of collaboration through shared demand information. • Minimize or eliminate information queues that create information flow delays. • Eliminate inventory replenishment methods that launch demand lumps into the supply chain. • Eliminate incentives for customers that directly cause demand accumulation and order staging prior to a replenishment request, such as volume transportation discounts. • Minimize incentivized promotions that will cause customers to delay orders and thereby interrupt smoother ordering patterns. • Offer your products at consistently good prices to minimize buying surges brought on by temporary promotional discounts. • Identify, and preferably, eliminate the cause of customer order reductions or cancellations. • Provide vendor-managed inventory (VMI) services by collaboratively planning inventory needs with the customer to projected end-user demand then, monitor actual demand to fine tune the actual VMI levels. (Note: VMI can increase sales and profits especially in industries where buyers can go to alternative sources if you or your distributor stock-out.) Even the most modern of Supply Chain Management systems, with all the bells and whistles, cannot automatically stop the “Bullwhip Effect”. It’s a demand management process problem with very broad implications because it often encompasses policies, measurements systems, practices and, in some cases, the very core of an organization’s value and belief system. However, the degree of negative effect it can have on sales, market share, cost and profits can be enormous. Certainly, a tough but very necessary problem to solve. ________________________________________________________________________________ Page 14 of 18 ______________________________________________________________________________ 7. The Bullwhip Effect and its impact on supply chain Here I am going to show the impact of Bullwhip effect on the sales of color television by a large electronics company through the number of graphs. These graphs will give you a better understanding of bullwhip effect and how does it affect the market and eventually can cause the disruption in the supply chain. Fig 7 shows the normal order stream i.e. the statistically the way orders are placed to a manufacturer. Fig 8 shows the original data at the Point of Sales i.e. at the retailers’ location. Fig 9 and Fig 10 shows how the variance is decreased as the promotions and trends are removed. This reduces the ripples in the chain at POS, which shows its effect at the manufacturer level. Fig. 7 Order Stream Fig. 8 Point Of Sales, Data Original ________________________________________________________________________________ Page 15 of 18 ______________________________________________________________________________ Fig. 9 POS Data after removing Promotions Fig 10. Point of Sales Data after removing Promotion and Trend ________________________________________________________________________________ Page 16 of 18 ______________________________________________________________________________ 8. Conclusion For make-to-stock production systems, which are included in different supply chains, the production plans and activities are based on demand forecasting. The orders are supplied by stock inventory, in which policy emphasizes the immediate delivery of the order, good quality reasonable price, and the standard products. The customers expect that delays in the order are inexcusable, so the supplier must maintain sufficient stock. It has been recognized that demand forecasting and ordering policies are two of the key causes of the Bullwhip Effect. The Bullwhip effect is a wasteful phenomenon that occurs due to lack of information across the supply chain. Basically the Bullwhip effect is the safety stock for the safety stock; because suppliers hold extra stock for their customers the same way retailers hold extra stock for their customers. Suppliers need safety stock for the safety stock. Situations where information is not shared between the manufacturer (with chained suppliers) and the retailers may cause a heavier burden on the safety stock or a greater expenditure in shortage cost. The negative effect on business performance is often found in excess stocks, quality problems, higher raw material costs, overtime expenses and shipping costs. In the worst case scenario, customer service goes down lead time lengthen, sales are lost, costs go up and capacity is adjusted. An important element to operating a smooth flowing supply chain is to mitigate and preferably eliminate the Bullwhip effect. ________________________________________________________________________________ Page 17 of 18 ______________________________________________________________________________ 9. Reference 1 2 3 4 5 Wikipedia- The free encyclopedia – “The Bullwhip effect”. Buchmeister B, Palcic I, “Bullwhip effect problem in the supply chain”. Gerard P Cachon, The Wharton School, “In search of Bullwhip Effect” R. Michael Donovan, “Supply Chain Management, Cracking the Bullwhip effect”. Jeremy Leishman, Jed Robison, Chris Rogers, “Bullwhip Effect”. ________________________________________________________________________________ Page 18 of 18