Recovery of renewable phenolic fraction from pyrolysis oil
advertisement

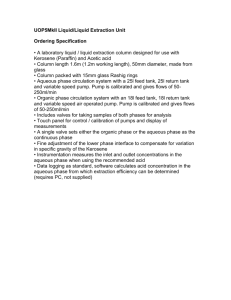
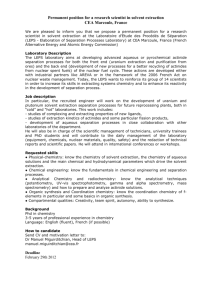
Recovery of renewable phenolic fraction from pyrolysis oil Ljudmila Fele Žilnik*, Alma Jazbinšek National Institute of Chemistry, Laboratory for Catalysis and Reaction Engineering, Hajdrihova 19, POBox 660, SI-1001 Ljubljana, Slovenia, tel:+386 1 4760 220, fax: +386 1 4760 300, e-mail: ljudmila.fele@ki.si *Corresponding author Abstract The aim of this work was to develope a separation process for phenolic fraction recovery from various bio-oils, produced by fast pyrolysis process of wood and forest residues in the framework of the EU Project BIOCOUP. Two slightly different schemes were introduced, namely the first one starting with an aqueous extraction of pyrolysis oil and the second one with the simultaneous use of a hydrophobic-polar solvent and antisolvent in the extraction of bio-oil. In both cases the distribution coefficients of phenolic components between the phases as well as extraction factors for major separation stages are presented. Different aqueous solutions were applied and alkali solution was found to be more efficient in comparison to water or aqueous NaHSO3 solution. From various hydrophobic-polar solvents tested, methyl isobutyl ketone (MIBK) was shown to be the most efficient solvent for extraction of phenolics from bio-oil in combination with 0.1 M or 0.5 M aqueous NaOH solution, followed by butyl acetate. Keywords: pyrolysis oil, phenolic fraction, aqueous extraction, solvent-antisolvent technique, distribution coefficient 1. Introduction The use of renewable energy sources is becoming increasingly important to achieve the changes, required to address the impacts of global warming. Biomass is the most common form of renewable energy and generates very low net greenhouse emissions [1]. Various pretreatment processes of lignocellulosic biomass for efficient hydrolysis and biofuel production and their advantages and disadvantages are recently discussed by Kumar et al. [1]. The energy from biomass can be obtained by various techniques, such as combustion or by upgrading it into a more valuable fuel, gas or oil. Biomass can also be transformed into a source of value-added products for the chemical industry by using a thermochemical method, such as pyrolysis. Pyrolysis is one of the pretreatments of lignocellulosic material, based on the chemical decomposition of organic materials by heating in the absence of oxygen. Often fast pyrolysis is utilized, in which organic materials are rapidly heated to 450 - 600ºC in the absence of air. Under these conditions, organic vapours, pyrolysis gases and charcoal are produced. The vapours are condensed to bio-oil. Fast pyrolysis is meant to convert biomass to a maximum quantity of liquids (bio-oil) [2]. Typically, 70-75 wt% of the feedstock is converted into liquid bio-oil, which means that it is storable and transportable. The bio-oil contains more than 300 compounds of different molecular sizes, mostly the degradation products (derivatives) of three key biomass building blocks: cellulose, hemicellulose and lignin, that are thermally and chemically unstable [3,4], with high oxygen content of about 3540 wt% and low pH. 1 Bio-oils from any waste biomass such as forestry biomass, crop residues or animal manures contain low amounts of sulfur, are always carbon neutral and, most importantly, unlike petroleum feedstock, are renewable [3,4,5]. Different types of biomass are utilized, from agricultural wastes such as straw, olive pits, corncobs, tea waste and nut shells to energy crops such as miscanthus and sorghum. In order to avoid the competition with the food industry, an integral processing route for the conversion of non-feed biomass residues to transportation fuels is proposed. Forestry wastes such as bark and thinnings and other solid wastes, including sewage sludge and leather wastes, have also been studied [6]. Most of the research work has been done on wood biomass or forestry residue. The liquid product of biomass pyrolysis, known as bio-oil or pyrolysis oil, is a complex mixture of several hundreds of organic compounds that exhibit a wide range of chemical functionality. Bio-oil is a viscous, dark brown organic liquid that is comprised of highly oxygenated compounds. It is relatively unstable and susceptible to aging. Chemically, bio-oil is a complex mixture of water (15-30%), and the other major groups of compounds, including hydroxyaldehydes, hydroxyketones, sugars, carboxylic acids, phenolics (phenols, guaiacols, catechols, syringols, isoeugenol) and other oligomeric lignin derivatives. Around 35-50% of the bio-oil constituents are non-volatile [5]. A review on applied fast pyrolysis of lignocellulosic materials was given more than ten years ago by Meier and Faix [7], where the pyrolysis reactors were described, characteristics of bio-oil were presented and a snapshot on utilization of bio-oil was given. The overview of applications of biomass fast pyrolysis oil was later presented by Czernik et al. [5]. The authors summarized that research is still needed in the area of handling with biooils, on stabilization and upgrading of bio-oil to a quality of transport liquid fuel. Recent review on pyrolysis of wood/biomass for bio-oil is given by Mohan et al. [6], where the literature on wood/biomass fast and slow pyrolysis is surveyed together with the physical and chemical aspects of the resulting bio-oils. For further use of bio-oil in co-processing in existing traditional installations of the petroleum refineries, an upgrading of oil is necessary, where oxygen is partly or totally removed to stabilize the oil, to lower oil's acidity and viscosity, to increase the energy value of oil [7]. Hydrotreatment (hydrogenation and/or hydrodeoxygenation, HDO) of pyrolysis liquids can improve its properties either as fuel or as a feedstock for chemicals [8,9]. On the other hand, the bio-oil enriched on oxygenated compounds is a valuable source for the production of bio-chemicals [5], like alcohols, aldehydes, ketones, acids, phenolics and sugars, either from the whole bio-oil (BioLime for SOx capturing, biodegradable slow-release fertilizers, creosote replacement in wood preservative) or from major fractions of bio-oil. As pointed out by the authors [5], some chemicals produced from the whole bio-oil or by its major fractions are already commercial products, but specialty chemicals from bio-oils require more work on developing reliable low-cost separation procedures. According to Mann et al. [10], the lignin-derived fraction of bio-oil could be sold at half the price of phenol for the use as a phenol replacement in phenol-formaldehyde resins. Lignin can be also used, both as a filler and as a phenol substitute in PF resins. Phenols derived from biomass pyrolysis oils are valuable chemicals and can be used as intermediates in the synthesis of pharmaceuticals, for the production of adhesives and the synthesis of specialty polymers. Phenolics in the fraction form, lignin derived, can be produced from the renewable resources, e.g. biomass by means of fast pyrolysis process and further separation. Lignin, a third major building block of wood, is a complex, large molecular structure containing crosslinked polymer of phenolic monomers. It is present in the primary cell wall, offering structural support, impermeability and resistance against fungi and bacteria [7,11] an it can generate a large amount of chemical reagents or adhesives to replace those derived from oil 2 [12]. The total amount of the phenol-guaiacolic fraction in the pyrolysis oil is approx. 4-5 wt %, and varies depending on the type of biomass and on the process conditions (severity: temperature, residence time, heating rate). Softwoods have the highest lignin content, ranging from 25-35 %, which is mainly of guaiacyl type, while hardwoods contain from 16-25% of lignin, and is guaiacyl-syringyl type. Bark produces around 29% of lignin derivatives, thus more than the hardwood [6]. Syringols and guaiacols originate from the primary degradation of lignin during pyrolysis. Using mild hydrotreatment as an upgrade technique for pyrolysis oil, it was shown [8] that the water-insoluble fraction increased, but the portion of HMM lignin was minor. An increase, compared to the feed, in proportion of phenolics and catechols occurred and the presence of monomeric phenolics made the oil to be fluid, confirmed also by P-NMR analysis. During the BIOCAT project [13], funded by the European Community under the 'Energy' Programme, a separation procedure was developed in order to obtain useful chemicals from bio-oil, based on the polarity using dichloromethane and small amounts of acetone. Another fractionation scheme as an effective tool to characterize the bio-oil, starting with water, was proposed by Oasmaa et al. [14]. The water insoluble fraction (low molecular mass-LMM, high molecular mass-HMM) mainly originates from the degraded lignin, extractives, solids [8]. Separation characteristics of biomass pyrolysis oil were studied also by molecular distillation [15]. A critical review of separation methods and technologies related to biorefining including pre-extracation of hemicellulose and other value-added chemicals is presented by Huang et al. [16]. Extraction of phenols from water phase with polar organic solvents was studied by some authors [17,18]. Distribution coefficients at high dilution at room temperature for some phenolic solutes between water and polar organic solvents like butyl acetate and methyl isobutyl ketone were determined by Won and Prausnitz [18]. Distribution coefficients for solute phenol and solvent between water and solvent at different mass fractions of phenol were measured as well. Separations of phenols from wood tar were studied and carried out by dissolution of an oil phase in ethyl acetate and five stage alkaline extraction by Amen-Chen, et al. [19], together with a primary conversion of the raw wood tar into a lighter oil. High pH value was required for a complete extraction of phenols from the oil-matrix. Steam distillation of the pyrolysis oil from birch wood and the recovery of phenols at various steam pyrolysis oil ratios and further distillation under vacuum was studied by Murwanashyaka et al. [20]. The review on the fractionation processes toward obtaining syringols or phenolic-rich fraction from pyrolysis oil was given by Mohan et al. [6]. Recent review by Effendi et al. [21] focuses on the production of phenolics by fast and vacuum pyrolysis, liquifaction and phenolysis, and covers also fractionation methods for the recovery of the concentrated fractions of phenolics. Pyrolysis oil was often ugraded by adding water [21,22] or slight aqueous basic solutions to neutralise the fraction or increase the pH. Quite complicated fractionation scheme for isolation of phenolic compounds was presented by Rusell et al. [23], applying six contact stages with different solvents in sequences, namely diethyl ether, aqueous NaHCO3, aqueous NaOH, HCl, diethyl ether and water. Gallivan and Matschei [24] developed the fractionation scheme comprised of several steps, namely using NaOH to reach a certain pH and using methylene chloride or ether to obtain solvent soluble fractions, followed by distillation. The industrial application of a proposed process is limited by the complexity of solvent extraction routes and type of solvents used. Another separation scheme of reactive phenols and neutral fraction in a series of liquid-liquid extraction steps was proposed by Chum et al. [25], where the pyrolysis oil is contacted with ethyl acetate, in the second stage the solvent soluble is contacted with water and in the third stage the water insoluble with aqueous alkali bicarbonate solution to remove acids, followed by distillation. The yield of the phenolics and neutrals achieved was about 30%. 3 An European integrated BIOCOUP project, supported through the sixth framework programme for research and technological developments, started in May 2006 with the aim to develope a strategy to converte lignocellulosic biomass residues (forestry residue, pine wood, waste from pulp and paper industry, etc) to biofuels or value-added chemicals. It was agreed that an introduction of biomass derived bio-fuels for co-processing in conventional refinery units and further for transportation in the market is necessary to reduce CO2 emissions and to achieve a biorefinery concept and sustainability. Fig. 1. The BIOCOUP concept [26]. Hydrocarbon-rich bio-liquid Biomass residues Primary fractionation and liquefaction Co-processing in conventional petroleum refinery Lignin-rich bio-liquid Coventional fuels and chemicals De-oxygenation Oxygenated products Conversion Process residues Derivatives of hemicelluloses and celluloses Energy production BIOCOUP unites different universities, research centres and industrial companies in the following activities: - SP1: Primary Liquefaction. Improve the quality of the primary oil and reduce production costs. - SP2: Bio-liquid upgrading. Research and development of various upgrading-deoxygenation technologies. - SP3: Co-processing in standard refinery. Assessment of co-processing upgraded bio-liquids in standard refinery equipment. - SP4: Conversion. Identification and technology development to obtain discrete target compounds from the bio-liquids. - SP5: Scenario analysis. Identification and assessment of the most promising biomass-torefinery chain(s) on basis of predicted technical, economical and LCA-performances. - SP6: Transversal activities. Coordination of the project, analytical support to all the partners in the consortium and dissemination of the knowledge generated within BIOCOUP. Isolation and fractionation of selected key chemicals or fractions has been extensively investigated in the SP4 part of the BIOCOUP project. Because of thermal and chemical instability of the bio-oil and a plethora of components present in bio-oil with similar boiling points, the distillation can not be used as a separation technique to produce distinct oxygenated chemicals or well defined fractions of chemicals. Solvent elution 4 chromatography, liquid-liquid extraction and fractional distillation may be used for the separation of phenols from wood pyrolysis oil. However, the major drawback of the solvent elution chromatography, high consumption of solvents and regeneration problem of silica gel solid phase, was reported in the literature. Fractional distillation of the whole bio-oil to get the desired phenolic fractions would require too much energy, and therefore, it is not considered as a suitable technique from economic point of view for the separation of phenolic fractions. Therefore, solvent extraction at room temperature and atmospheric pressure was suggested to be a promising unit operation to recover the target oxygenated chemicals from the pyrolysis oil. The approach in this paper involves the development of an isolation and fractionation technology for phenolic fraction from the various bio-liquids, that were produced by our BIOCOUP partners, mainly by partners from VTT Energy, Finland. The specific objective in the framework of the subgroup SP4 was also to produce phenolic fractions that can be further used as bio-replacements in pilot scale processes (e.g. production of phenol-formaldehyde synthetic resins applied in panel manufacturing, etc). In our work, we first identified possible sources for the production of phenolics and proceeded systematically to investigate different separation stages toward the production of the phenolic fraction. Two slightly different schemes are introduced, namely the first one starting with an aqueous extraction of pyrolysis oil and the second one starting with the simultaneous use of hydrophobic-polar solvent and antisolvent in the extraction of pyrolysis oil. In both cases the distribution coefficients of phenolic components between phases as well as extraction factors for major separation stages are presented. Possible identified sources for the production of phenolics from pyrolysis oil are shown on Fig. 2. To work with an apolar oil-phase, various aqueous solutions (water, aqueous NaHSO3 solution, alkali solution) are suggested. Fig. 2. Shematic process presentation from biomass to pyrolysis oil and identified possible sides for phenolic extraction. Chemicals Raw Biomass Water, NaHSO3, alkali Polar aqueous phase Pyrolysis Hydrogen BioOil Phenolics Apolar oil-phase Oxygen removal Phenolics Crude refinery 2. Conceptual process design Phenolics can be recovered from bio-oil mainly as fractions, because of the presence of a high number of phenolic derivatives, observed by GC-MS/FID. Since the molecular structure of a family of components is very alike, they do not differ very much in physical 5 properties, like boiling temperature, solubility, pKa. Phenolics are weak (Lewis) acids with small dissociation constants, whose hydrophilicity is reinforced in alkali solution. They also have a limited solubility in water, therefore this property can be used for isolation purposes. Proposed isolation and fractionation technology of phenolics from pyrolysis oil obtained by fast pyrolysis, is based on extraction of phenolics from (i) an apolar oil-phase of pyrolysis liquid obtained after an aqueous extraction of pyrolysis oil by using water, aqueous NaHSO3 or alkali solution or from (ii) the bio-oil using simultaneously hydrophobic-polar organic solvent and water, aqueous NaHSO3 or alkali solution that acts as an antisolvent. 2.1. Recovery of phenolics from an a-polar oil-phase of pyrolysis oil starting with an addition of water, aqueous NaHSO3 or alkali solution to the bio-oil The first concept, presented in Fig. 3, starts with an addition of water, aqueous NaHSO3 or alkali solution to the bio-oil, which causes an existance of a two phases that are in equilibrium with each other, an apolar oil phase enriched on phenolics, LMM and HMM lignin derivatives and an aqueous phase rich on acids, sugars, alcohols, ketones, aldehydes. As far as we know, the addition of water or slight aqueous basic solutions was used and discussed by some authors [21,22] to upgrade the pyrolysis oil and to neutralise the fraction. Very recently, the distribution coefficients of some compounds of interest at water to oil ratio from 0,3 to 0,8 and from 0,4 to 0,9 for forest residue oil and for pine oil, respectively, were presented by Vitasari et al. [27]. No extensive study was performed so far on distribution coefficients of phenolics between an organic oily phase and raffinate phase, depending on aqueous to bio-oil ratio and using different aqueous solutions. Aqueous NaHSO3 solution was, to our knowledge, for the first time applied on bio-oil to produce an apolar oil phase. An enriched phase on phenolics is further contacted with hydrophobic-polar organic solvent. The solvent soluble part is rinsed in the next step by alkali solution to remove the rest of the aqueous soluble components, followed by solvent removal. The phenolics still remaining in the major aqueous phase, derived from bio-oil by aqueous extraction, can be recovered from this phase by an extraction with hydrophobic-polar organic solvent (preferably MIBK), followed by the removal of solvent from an organic phase No systematic study was performed so far also on partitioning of phenolics from an apolar oil phase to certain solvents, followed by alkali extraction. In our study, different lowboiling solvents were tested, like methyl isobutyl ketone (MIBK), isopropyl ether (IPE), ethyl acetate (EtAc) and toluene in order to yield an effective extraction and separation. Lowboiling solvent should be recovered by means of a distillation. 6 Fig. 3. Conceptual process scheme which starts with an aqueous extraction. Aqueous solution: 0,1 M NaOH Solvent: MIBK make-up solvent Washing agent (water, aqueous solution) solvent Aqueous layer A AQUEOUS Bio-oil B EVAP2 SOLVENT Aq1 extract Fraction 2 S1 EXTRACT raffinate S make-up Apolar oil phase DISSOLVE F solvent Solvent insoluble solvent Solvent soluble Alkali solution A ALKALI Organic phase EVAP1 1 O Aqueous basic solution Main fraction 2.2. Extraction of phenolics from bio-oil using simultaneously hydrophobic-polar organic solvent and either water, aqueous NaHSO3 or alkali solution that acts as an antisolvent The alternative isolation route for phenolics recovery is also suggested in our work (see Fig. 4) to simplify the recovery process scheme, by adding simultaneously hydrophobicpolar solvent and either water, aqueous NaHSO3 or alkali solution to the bio-oil to induce phase separation. The addition of hydrophobic-polar solvent such as MIBK or ethyl acetate to bio-oil normally does not cause a phase split, therefore an antisolvent like water, aqueous NaHSO3 or alkali solution is added to enhance the phase separation. As far as we know, this technique was not described in the open literature for the bio-oil application on phenolics recovery. The addition of both solvent and antisolvent to the bio-oil causes the phase separation and the partitioning of major phenolics and lignin derivatives to the organic phase, and partitioning of other water soluble components to the aqueous phase. Depending on the solvent and antisolvent used, one can expect also some partitioning of acids and aldehydes to the organic phase. Adding aqueous NaHSO3 solution together with hydrophobic-polar solvent (like MIBK or ethyl acetate), the aldehydes are preferably rinsed to an aqueous phase by reactive extraction with NaHSO3. Adding alkali solution together with hydrophobic-polar solvent, the acidic components are rinsed in the salt form to the aqueous phase. Various hydrophobic-polar solvents are suggested in our study, namely MIBK, ethyl acetate, isopropyl acetate and butyl acetate. The main advantages of the proposed alternative are: simplification of the process, easier phase separation, better flowability of both phases and better handling . 7 Fig. 4. Conceptual process scheme using hydrophobic-polar solvent and an antisolvent. Alkali solution: 0,1 M NaOH Solvents: MIBK, EtAc, ButAc, IsopropylAc Alkali solution make-up Alkali solution solvent solvent S A Extract Bio-oil B A1 ALKALI EVAP2 Organic stream O EXTRACT Main fraction make-up Aqueous stream Raffinate SOL1 Organic phase solvent solvent EVAP1 Aqueous phase Fraction 2 3. Materials and methods 3.1. Chemicals used Pyrolysis oils or bio-oils. Pyrolysis liquids were produced in VTT's Process Development Unit (PDU) as described elsewhere [8,28]. In our experiments different batches of pyrolysis oils were used, namely PDU 35-06 (pine bio-oil), PR06-27 (VTT reference pine oil), PDU 5-07 (forest residue, bottom phase). The experiments were performed on the original bio-oil, because of the complexity of the system. Partial GC-MS characterization of the bio-oils used in experiments is given in the Table 1. The amount of water present in the bio-oils normaly varies from 20 to 25 wt%. Bio-oils contain also a substantial amount of sugars (approx. 30 wt%), that are only in part (few wt%) GC-MS detectable, as well as low (LMM) and high (HMM) molecular mass lignin derivatives in an approximate amount of 13 wt% and 2 wt%, respectively, given for the reference pine oil. 8 Table 1 Partial characterization (GC-MS/FID) of the VTT pine bio-oil (PDU-35-06), VTT reference pine oil (PR06-27) and VTT forest residue oil (PDU 5-07) used in our experiments. Feedstock PDU-35-06 VTT PR0627 PDU 5-07 bottom phase wt% wt% wt.% wt% wt% wt% wet dry wet dry wet dry 1.64 4.04 3.04 1.42 0.27 3.48 0.04 0.16 3.05 2.19 5.39 4.05 1.89 0.36 4.64 0.06 0.21 4.07 4.3 7.36 4.06 2.55 0.84 3.38 0.05 0.07 2.89 5.6 9.72 5.36 3.37 1.10 4.42 0.06 0.09 3.82 5.63 7.35 3.47 2.11 1.14 3.57 0.07 0.16 1.04 2.56 7.54 9.85 4.65 2.82 1.52 4.78 0.09 0.22 1.39 3.43 Total 17.14 22.85 25.5 33.54 27.1 36.29 water 25 Substance group Acids Nonaromatic Aldehydes Nonaromatic Ketones Furans Pyrans Sugars Catechols Lignin derived phenols Guaiacols (methoxy phenols) Syringols 23.9 25.37 Source: VTI (Johann Heinrich von Thuenen Institute), Germany VTT pine bio-oil contained around 0.2 wt% of lignin derived phenols and 4 wt% of guaiacols, beside acids (2 wt%), nonaromatic aldehydes (5 wt%), nonaromatic ketones (4 wt%), furans (2 wt%), pyrans, sugars (30 wt%), water (25 wt%) and oligomeric lignins, all on the dry basis. The reference pine oil PR06-27 has lower amount of lignin derived phenols, higher amount of acids, nonaromatic aldehydes, nonaromatic ketones, furans and pyrans. VTT forestry residue bio-oil (PDU 5-07, bottom phase) was enriched with higher amount of water insoluble lignin material (from 35-37 wt%) in comparison to the pine bio-oil (15-20 wt%). The bottom phase contained the same amount of lignin derived phenols as pine oil, but smaller concentration of guaiacols (1.4 wt%) and around 3 wt% of syringols, on the dry basis. The acid content was higher (7 wt%), as well as the concentration of nonaromatic aldehydes (10 wt%), all on the dry basis. The water content was 25 wt%. Standards. Fluoranthene (Aldrich, purum, 99%), 4-Hydroxy-3-Methoxyacetophenone (Fluka, purum; ≥ 97%), 3-Ethylphenol (Fluka, purum; ≥ 95%), 2-methoxy-4-methylphenol (Fluka, purum; ≥ 98%), 2,6 –Dimethoxyphenol (Fluka, purum; ≥ 97%), 2-Hydroxyphenol (Fluka, purum; ≥ 99,5%), 4-Ethyl-2-methopxyphenol (Acros, purum; 98%), 2-methoxy-4propylphenol (Chemos, purum; ≥ 99%), 2-Methoxyphenol (Merck, purum; 98%), Phenol (Fluka, purum; 99%), 4-Allyl-2,6-dimethoxyphenol (Aldrich, purum; 90+%), 4-Allyl-2methoxyphenol (Merck, purum; 99%), 4-Methylphenol (Fluka, purum; ≥ 99%), 4-Hydroxy-3methoxybenzaldehyde (Fluka, purum; ≥ 98%), 2-Methoxy-4-propenylphenol (Fluka, purum; ≥ 98%), Dimethoxy-4-hydroxycinnamaldehyde (Chromadex, purum; 98%). Solvents. Sodium hydroxide (Merck, 1 mol/L, titrisol), Acetone (Merck, for GC analysis), Ethyl acetate (Merck, for GC analysis), Methyl isobutyl ketone (Fluka, for GC analysis), Toluene (Merck, pro analysis 99. 9% ), Isopropyl ether (Merck, for GC analysis), Isopropyl acetate (SIGMA Aldrich, for GC analysis, min 99.5%), Butyl acetate (Zorka Šabac, for GC analysis, min 99%). 9 3.2. Methods 3.2.1. Analytical method GC analysis. The identification of the GC-eluted phenolic components in raw bio-oil and in other samples from the extractions was carried out by gas chromatography coupled to a mass spectrometer (Agilent GC/MS-FID). When the phenolic compounds were identified, the analyses of GC eluted compounds (quantifications) were performed on the FOCUS Thermo Scientific GC Instrument (GC/FID) with AS 3000, using the capillary column of the type Thermo Scientific TR-5, 30 m*0,32mm*0.25μm. Oven initial temperature: 50˚C for 2 min, ramp-1: 5˚C/min up to 190˚C, hold time 1 min; ramp-2: 30˚C/min up to 280˚C, hold time 10 min. Tinj=Tdet= 250˚C, split injection (10:1). All the samples were dissolved in acetone. For quantification of GC-eluted compounds in samples internal standard (I.S.) technique was used, using fluoranthene as I.S. Water content. Water content of the samples was determined by Karl Fischer (KF) coulometric titration of the sample according to the standard ASTME E-1064-05 using Hydranal Coulomat AK for ketones. Lignin part. For lignin part of the sample the precipitation method described elsewhere [5] was applied, using an emulsifying process of bio-oil sample in water, and subsequent filtration. 3.2.2. Equilibria experiments Liquid-liquid equilibrium experiments were performed in a 50 ml tubes at room temperature (23˚C) to prevent the polymerization of the components present in bio-oil. Different phase ratios of solvent to feed were used. The phases were shaken for two hours and settled overnight to reach an equilibrium. In experiments with 0.6 M aqueous NaHSO3 solution, equilibrium concentrations of phenolics were reached practically after 1 hour of contact time, except for catechol, therefore 2 hours were chosen as time to reach an equilibrium. 3.2.3. Solvent removal Solvent evaporation technique under vacuum was used to remove the solvent (EtAc, MIBK) from an organic phase. Thin film evaporation of solvent (MIBK) was also applied for the evaporation of MIBK, using distillation traps with cooling water and dry ice. 3.2.4. Calculation method Aspen Plus® V7 was used for solvent removal modeling. The predictive UNIFAC group contribution method to account for the nonidealities in the liquid phase was employed. 4. Results and discussion 4.1. Recovery of phenolics from pyrolysis oil, starting with an aqueous extraction of the biooil using water, aqueous NaHSO3 or alkali solution The proposed isolation and fractionation procedure was experimentally investigated on the lab scale. The performance of the proposed technology on phenolics was studied on the 10 VTT pine bio-oil, labeled as PDU-35-06, containing small amounts of phenolics, mainly of guaiacyl type, on VTT reference pine oil (PR06-27-1) and forest residue bio-oil (PDU 5-07) containing also syringol. At this step, an extensive and systematic study was performed in our work determining the distribution coefficients of phenolics between an apolar oil phase and an aqueous phase, obtained by an addition of aqueous solution to bio-oil, namely water, aqueous NaHSO3 or alkali solution in different aqueous to bio-oil ratios. 4.1.1. Effect of water to bio-oil ratio The effect of water to bio-oil ratio in the range from 1:2.35 up to 2:1 (m/m) on distribution coefficients of tracked phenolic components in the forest residue bio-oil (PDU-507), defined as the ratio between the mass concentration of a certain component in an aqueous phase and its mass concentration in the organic phase, is shown in Fig. 5 (a). It can be seen, that the distribution coefficients of all phenolic components reach high values at low water to bio-oil ratios, and are decreasing with increasing water to bio-oil ratio and finally remain constant below the value of 0.3 for all phenolic components, except for catechol and vanillin. For most tracked phenolic components the minimum value of distribution coefficients is achieved at water to bio-oil ratio between 0.65 and 1. The distribution coefficients of GCeluted phenolic components are small, because of their very limited solubility in water. The highest partitioning to an aqueous phase is observed for catechol, which is in accordance with its solubility in water, followed by vanillin. The partitioning of phenol and syringol to an aqueous phase is more than 2.5 times lower than the partitioning of catechol to an aqueous phase and 1.8 times lower than the partitioning of vanillin to an aqueous phase. The distribution coefficients for p-cresol, acetovanillone, guaiacol, dimethylphenol, creosol are lying nearly on the same curve and their values are in the range of 0.15-0.17 at the water to bio-oil ratio of 1. A bit lower partitioning to an aqueous phase is observed for isoeugenol (0.125 at water to bio-oil ratio of 1) and for methoxyeugenol, sinapinaldehyde, eugenol and 4ethylguaiacol (below 0.1 at water to phase ratio of 1), which represents half of the distribution coefficient of guaiacol. Higher distribution coefficients of catechol and vanillin are most likely the result of the polarity and ability to form H-bond due to the presence of 2 OH groups on the aromatic ring for catechol and presence of OH and aldehyde group in vanillin structure, beside the methoxy group. Nearly equal distribution coefficients are observed for phenol and syringol, the latter with two methoxy groups attached to the phenolic ring. The presence of the methyl group on the phenolic ring (p-cresol, dimethylphenol), or one methoxy group (guaiacol) or methyl plus methoxy (creosol) and methoxy plus ketone group (acetovanillone) lower the distribution coefficients of mentioned components. The propenyl group in the structure of isoeugenol also causes a decrease in distribution coefficient in comparison to guaiacol. A bit higher decrease is noticed when allyl group (eugenol) or ethyl group (4ethylguaiacol) is attached to the guaiacol molecule, and when allyl group (methoxyeugenol) or propenal group (sinapinaldehyde) is attached to the syringol molecule. 11 Fig. 5. (a) Distribution coefficients and (b) Extraction factors of followed GC-eluted phenolic components as a function of water to bio-oil ratio. 0,8 phenol pcresol guaiacol dimethylphe creosol 4ethylguaia syringol eugenol vanillin isoeugenol acetovanill methoxyeuge sinapinalde catechol Distribution coefficients (aq/org) 0,7 0,6 0,5 0,4 0,3 0,2 0,1 0,0 0,2 0,4 0,6 0,8 1,0 1,2 1,4 1,6 1,8 2,0 2,2 water to bio-oil ratio (/) 8 phenol pcresol guaiacol dimethylphenol creosol catechol 4ethylguaiacol syringol eugenol vanillin isoeugenol acetovanillone methoxyeugenol sinapinaldehyde Extraction factor (aq/org) 7 6 5 4 3 2 1 0 0,2 0,4 0,6 0,8 1,0 1,2 1,4 1,6 1,8 2,0 2,2 water to bio-oil ratio (/) The extraction factors, defined as Ei = Di ⋅ ( M aq M org ) , where (Maq/ Morg) denotes the mass ratio between the phases in equilibria, are presented for each individual phenolic component at various aqueous to bio-oil ratio, in Fig. 5 (b). It can be noticed that minimum extraction factors are achieved at water to bio-oil ratio of around 0.7 for all tracked GC-eluted phenolic components, since at higher water to bio-oil ratio lower organic fraction is obtained. For instance, at water to bio-oil ratio of 0.66 the water insoluble part is approx. 17%, at ratio 1 the water insoluble part drops to 15%. The minimum value of the extraction factor for catechol is 3.4, vanillin 2.3, for phenol and syringol 1.1, for the rest of phenolic components from 0.3-0.9. The recover efficiency of individual GC-eluted phenolic components in an organic phase, defined as ηi = (mi , org mi,bio − oil ) , obtained during water treatment of bio-oil in one step at the water to bio-oil ratio of 1 is depicted on Fig. 6. An average recover efficiency of GC eluted phenolic components present in an organic phase is around 55 %. Since most of the HMM lignin derivatives enter the organic phase (~89%), an average efficiency is higher than 60%. 12 Fig. 6. The recover efficiencies of GC eluted phenolic components in the first step using water. water to bio-oil ratio of 1 ol cr es ol g di m u ai a et hy co l lp he no cr l eo s c a ol 4t ec et hy ho lg ua l ia c sy ol rin g e u ol di hy ge dr o e n ol ug en o va l n i is oe l l i n a c ug e et o v n ol m a et ho n i l l o x s in ye ne ap u ge in a l no l de hy de p- ph en Recover efficiency (% ) water to bio-oil ratio of 0,66 80 70 60 50 40 30 20 10 0 phenolic components 4.1.2. Effect of contact time on distribution coefficients using aqueous NaHSO3 solution Since the TU/e separation group [29] has shown, that the extraction of the carbonyls with NaHSO3 solution from other organic mixtures than bio-oil was successful, the decision was made to apply this solution to bio-oil to obtain an apolar oil phase and to rinse the carbonyls to an aqueous phase by reactive extraction. Different contact times were used in the extraction experiments with 0.6 M aqueous NaHSO3 solution at an aqueous to bio-oil ratio of 1 and at room temperature (Fig. 7). Equilibrium distribution coefficients of some phenolic components were achieved in approx. 30 min, except for catechol, vanillin and guaiacol, where 180 min were needed for catechol and 90 min for vanillin, guaiacol and acetovanillone. The value of the equilibrium distribution coefficient of catechol coincides with the value obtained by water extraction at the water to bio-oil ratio of 1, the value for vanillin is lower (around 0.2), for guaiacol, acetovanillone, sinapinaldehyde the distribution coefficient is comparable to that obtained by water extraction, and for the rest phenolics slighlty lower distribution coefficients are gained. The extraction factor for catechol is comparable with the value (3.3) from water extraction, for vanillin is lower (around 1) and for the rest the extraction factor is in the range from 0.1-0.8. The average recover efficiency on GC-eluted phenolic components in an organic phase, using this aqueous media is around 59%. Since most of the HMM lignin derivatives enter the organic phase (~89%), an average recover efficiency is higher than 60%. 13 Fig. 7. Distribution coefficients of GC-eluted phenolic components vs. contact time at an aqueous to bio-oil ratio of 1, using aqueous NaHSO3 solution. 0,6 M NaHSO3 : bio-oil PDU 35-06 = 1:1 0,7 Distribution coefficient (/) 0,6 pcresol guaiacol creosol catechol 4ethylguaiacol eugenol vanillin isoeugenol acetovanillone cinnamaldehyde 0,5 0,4 0,3 0,2 0,1 0,0 0 20 40 60 80 100 120 140 160 180 200 equilibration time (min) 4.1.3. Effect of the alkali to bio-oil ratio and concentration A study was performed on the extraction of phenolics from the bio-oil at different aqueous to bio-oil ratios, using an alkali solution to rinse the acidic components to a certain degree to an aqueous phase. During the experiments different concentrations of alkali solution were apllied on the reference pine bio-oil PR06-27-1 for phenolics isolation at room temperature and at three different phase ratios of alkali solution to bio-oil (Table 2). As expected, 0.1 M NaOH solution gave the lowest partitioning of phenolic components to an aqueous phase and easier phase separation. Good flowability of an organic phase is achieved when aqueous to bio-oil ratio of 1 is applied. 14 Table 2 The comparison of distribution coefficients and extraction factors of GC-eluted phenolic components at different aqueous to bio-oil ratios, using alkali solution of different concentrations. Distribution coefficients (/); Extraction factors (/) 0.1 M NaOH 0.5 M NaOH 2 M NaOH Components 2:1 1:1 1:2 2:1 1:1 1:2 1:1 1:2 0.062; 0.012; 0.030; 0.159; 0.081; 0.075; 0.073; 0.103; phenol p-cresol guaiacol creosol catechol 4-ethylguaiacol eugenol dihydroeugenol vanillin isoeugenol acetovanillone sinapinaldehyde 0.54 0.012; 0.11 0.083; 0.71 0.05; 0.43 0.243; 2.1 0.018; 0.16 0.006; 0.05 0.085; 0.73 0.057; 0.49 u.d*. 0.032; 0.28 u.d. 0.07 0.001; 0.008 0.093; 0.52 0.061; 0.34 0.378; 2.1 0.016; 0.09 0.005; 0.03 0.121; 0.68 0.086; 0.48 u.d. 0.040; 0.23 u.d. 0.11 0.003; 0.01 0.152; 0.59 0.115; 0.44 0.52; 1.99 0.054; 0.21 0.030; 0.12 0.303; 1.17 0.167; 0.64 u.d. 0.108; 0.42 u.d. 1.34 0.028; 0.24 0.083; 0.70 0.05; 0.43 0.312; 2.63 0.013; 0.11 0.005; 0.04 0.096; 0.81 0.090; 0.76 u.d. 0.068; 0.57 u.d. 0.46 0.014; 0.08 0.098; 0.56 0.061; 0.35 0.377; 2.16 0.010; 0.06 0.012; 0.07 0.116; 0.67 0.096; 0.55 u.d. 0.061; 0.35 u.d. 0.31 0.003; 0.01 0.13; 0.53 0.093; 0.38 0.506; 2.1 0.046; 0.19 0.022; 0.09 0.182; 0.74 0.128; 0.52 u.d. 0,077; 0,31 u.d. 0.47 0.061; 0.40 0.125; 0.81 0.068; 0.44 0.533; 3.44 0.014; 0.09 0.006; 0.04 0.292; 1.89 0.709; 4.58 u.d. 0,465; 3,01 0.237; 1.53 0.41 0.003; 0.01 0.11; 0.43 0.072; 0.29 0.630; 2.48 0.027; 0.11 0.004; 0.02 0.226; 0.89 0.157; 0.62 u.d. 0,119; 0,47 u.d. *- under detection limit In Table 2 the results in the form of distribution coefficients and extraction factors of phenolic components are given, depending on the aqueous to bio-oil ratio and concentration of alkali solution. The lowest partitioning of phenolics was reached at an aqueous to bio-oil ratio of 1, using 0.1 M NaOH solution (Fig. 8). It is clearly seen that raising the molarity of sodium hydroxyde solution up to 2, the partitioning of catechol, dihydroeugenol, vanillin, acetovanillon and sinapinaldehyde to an aqueous phase is increased, especially for an aqueous to bio-oil ratio of 1:1, where a step increase of distribution coefficients and extraction factors of mentioned components is most pronounced. The distribution coefficients of phenol, pcresol, creosol, 4-ethylguaiacol, eugenol, isoeugenol are small, all below 0.1 at an aqueous to bio-oil ratio of 1:1. The partitioning of sinapinaldehyde to an aqueous phase, when 0.2 or 0.5 M alkali solution was used, was negligible; low partitioning is noticed also for acetovanillone and vanillin at lower molarity of alkali solution. Lower the alkali concentration, lower the partitioning of the phenolic components to the aqueous phase and lower the extraction factor. This behaviour is in accordance with the Lewis acid character of the phenolic components. Acetovanillone posseses the lowest pKa (pKa1 of 4.08 and pKa2 of 8.54), vanillin has its pKa value of 7.69, sinapinaldehyde of 7.5, catechol of 9.38 and guaiacol of 9.84. Syringol, not present in this bio-oil, has its pKa value of 9.01. All other phenolic components pKa's are above 10, therefore much higher concentration of alkali solution should be used to rinse them into an aqueous phase as alkali salts. As already mentioned, higher partitioning of catechol at low concentration of alkali solution or in water arises from its high solubility in water (430 g/L at 20 ˚C). 15 Fig. 8. The effect of the alkali concentration on the extraction factors of GC-eluted phenolic components in alkali extraction of bio-oil at the initial phase ratio of 1. 5,0 4,5 4,0 3,5 3,0 2,5 2,0 1,5 1,0 0,5 0,0 0,1 M NaOH:bio-oil=1:1 0,5 M NaOH:bio-oil=1:1 2 M NaOH:bio-oil=1:1 ph e p- nol cr e gu sol ai ac cr o l eo 4- c so et ate l hy c h ho lgu o l m aia o c co at ec l h di hy e u ol dr ge oe no ug l en va ol is ni ac oeu llin et g e sin ov n ap a n ol i n i ll o al d e ne hy de Extraction factor (/) Alkali solution: bio-oil = 1:1 phenolic components An average recover efficiency on GC-eluted phenolic components in an organic phase, using 0.1 M NaOH solution, at an aqueous to bio-oil ratio of 1 is approx. 80%, when only GC-detectable lignin derivatives are taken into account and the recover efficiency is higher compared to that obtained by water addition (55%). A bit lower average recover efficiency (Table 3) is reached by using 0.5 M NaOH solution at the same initial phase ratio and much lower (around 58%) when 2 M NaOH solution is applied at 1:1 aqueous to bio-oil ratio. Since most of the HMM lignin derivatives enter the organic phase, the average recover efficiencies are higher than mentioned. It can be concluded, that an alkali extraction of bio-oil is an appropriate method for phenolics isolation from the original bio-oil and more efficient in comparison to water or aqueous sodium bisulphite solution. Table 3 Average recover efficiency on GC-eluted phenolics using different concentrations of NaOH solution and different bio-oil to alkali ratio. Bio-oil/alkali ratio (m/m) 2:1 1:1 1:2 Average recover efficiency (%) 0.1 M NaOH 0.5 M NaOH 2 M NaOH 77 79 81 81 79 58 78 76 As we can see from the Fig. 8, the extraction factors for vanillin, catechol, acetovanillone and sinapinaldehyde are increased applying 2 M NaOH solution and the major part of vanillin (80%), catechol (78%), acetovanillone (75%), dihydroeugenol (60%) and sinapinaldehyde (60%) are rinsed into an aqueous phase. 16 4.1.4. Solvent dissolution and alkali wash For an effective extraction of phenolics it is desirable to choose an organic solvent which can hydrogen-bond with phenolics and which causes the miscibility gap with water. Hydrophobic-polar solvents like ketones, esters and ethers are therefore promising solvents. Four potential hydrophobic-polar solvents, namely methyl isobutyl ketone (MIBK), ethyl acetate, toluene and isopropyl ether (IPE) were chosen as solvents of interest. Toluene exhibits the lowest solubility in water, followed by isopropyl ether, MIBK and ethyl acetate. Solubility of water in solvents is in the following order: toluene < isopropyl ether < MIBK < ethyl acetate. As depicted in Fig. 3 and already mentioned, an apolar oil phase was dissolved in a solvent to improve the flowing properties of the oily phase, to decrease the viscosity and to allow the alkali wash of some acidic components. The solvent may be the same as the solvent used in the re-extraction of phenolic components from the water soluble phase in the first separation step. Two bio-oils were used at this stage of the study, namely reference pine oil PR06-27 and forest residue oil (PDU 5-07). An apolar (oil) phase of pine bio-oil was entirely soluble in MIBK and ethyl acetate at solvent to apolar oil phase ratio from 1 to 5, lower solubility of an apolar oil phase was observed in the other two solvents, namely in toluene and isopropyl ether (IPE). The solvent to apolar oil phase ratio of 1:1 (m/m) was tested, with an apolar oil phase, obtained after rinsing a bio-oil with 0,1 M NaOH solution in the mass ratio of 1:1. Distribution coefficients and extraction factors of individual GC eluted phenolic components between an axtract and raffinate phase for two solvents, toluene and isopropyl ether were determined and the comparison between both solvents is shown in Fig. 9 and Fig. 10, respectively. It can be noticed that, isopropyl ether is more susceptible to phenol, cresol (o-, p-), dimethylphenol and dihydroeugenol in comparison to toluene. The distribution coefficient for phenol in isopropyl ether is nearly 5 times higher than in toluene, for dihydroegenol more than 3 times higher, for (o-,p-) cresol and dimethylphenol more than 2 times higher. For the rest of phenolic components, small differences in distribution coefficients exist between toluene and IPE. The differences in extraction factor of specific phenolic components using toluene or IPE are smaller, since higher fraction of solvent soluble phase is achieved by toluene as solvent than by IPE. IPE is more selective toward phenol and toward the components with the attached alkyl groups onto the phenolic ring like cresols, dimethylphenol, dihydroeugenol. Fig. 9. Distribution coefficients of individual GC eluted phenolic components using toluene or isopropyl ether in an organic phase dissolution. 17 toluene isopropyl ether 4 3,5 3 2,5 2 1,5 1 0,5 0 ph en o ocr l es p- ol cr es ol di gu ai m a e co th 6y l m et lph e hy lg n ol ua ia c 4c r ol et eo hy so lg ua l ia c s y ol rin go di e hy ug l e dr oe nol ug en o va l ni is l li o ac eug n et e m ova nol et h o nil l o s i xy e ne na pi uge na n ld ol eh yd e Distribution coefficients (extract/raffinate) 4,5 phenolic components Fig. 10. Extraction factors for individual GC eluted phenolic components using toluene or isopropyl ether in an organic phase dissolution. toluene isopropyl ether Extraction factor (/) 5 4,5 4 3,5 3 2,5 2 1,5 1 0,5 ph en o ocr l es p- ol cr es ol g di u a m et i ac 6hy ol m et lphe hy no lg ua l ia c 4c r ol et eo hy so lg ua l ia c s y ol rin go di e hy ug l e dr oe nol ug en o va l ni is l li o ac eug n et e m ova nol et n ho il lo s i xy e ne na pi uge na n ld ol eh yd e 0 phenolic components The experiments have shown, that the extraction with toluene in one stage yields an average extraction efficiency of around 47 % on GC eluted phenolics, in two stages the efficiency of 62 % is reached. Lower average extraction efficiencies were obtained applying isopropyl ether as solvent, namely in one stage the efficiency of only 36% was achieved, after the second extraction stage the efficiency was increased to 53 %. From this it can be concluded that neither toluene nor IPE are suitable as solvents for the extraction of phenolics. In the case of the forest residue bio-oil, which contains higher amount of water insoluble lignin material, mentioned before, an apolar (oil) phase of bio-oil was entirely soluble in MIBK and ethyl acetate at solvent to apolar oil phase ratio of 5. When lower ratio (2 or 3) was used, only 50% of the apolar oil phase was dissolved in MIBK and around 30% in ethyl acetate. The dissolution dynamics of an apolar oil phase was faster in ethyl acetate than in MIBK. The residue not soluble in both solvents represents a part of the HMM lignin 18 derivatives. Treating an organic phase, using MIBK or Ethyl acetate as solvent, with 0.5 M NaOH aqueous solution (alkaline extraction) at the phase ratio of 1, a phase separation occured and the acids and most acidic phenolic components like vanillin, acetovanillone and sinapinaldehyde are removed from an organic to an aqueous phase. MIBK was found to be more selective organic solvent towards phenol, p-cresol, creosol, guaiacols and eugenols in comparison to ethyl acetate, as noticed after performing an alkali extraction. When MIBK was applied, more than 90% of vanillin, acetovanillone and sinapinaldehyde were rinsed to an aqueous phase. 4.1.5. Solvent removal Solvent removal represents the final step of the fractionation process to yield the phenol-guaiacolic fraction from the bio-oil, to recycle the solvent and minimize its losses. Thin film evaporation of solvent (MIBK) was performed at pressure of 92 mbar and temperature of 50ºC to prevent the polymerization of the components. Quickfit thin film evaporator was employed having two distillate traps (cooling water and dry ice). It turned out that MIBK is not so easy removable out of the sample. Decreasing an amount of MIBK below 8 wt% present in the sample, increases the losses of the phenolic components. A study was performed to check the operating conditions where losses of the phenolic components can be avoided. Therefore, a modeling was initiated using a predictive group contribution UNIFAC method as a starting point to solve the separation problem. The comparison with ethyl acetate as solvent was made. The solvent removal from a model solution, containing 16 phenol-guaiacolic components dissolved in a solvent was studied and it was shown that an effective separation can not be achieved without having a column with a few stages and under a small reflux ratio. Different distillation conditions were explored in order to minimize the losses of the fraction and to remove the solvent effectively from the fraction. Flash calculations in AspenOneTM V7.0 using UNIFAC group contribution model at 100 mbar with MIBK and at 250 mbar with ethyl acetate and feed containing 16 phenolic components diluted in solvents were carried out, changing the fraction of the feed that is vaporized during the flash. The flashing results for both solvents are depicted in Figs. 11 (a) and (b). Fig. 11. (a) Losses of individual GC-eluted phenolic components with vapour, flash at 250 mbar, solvent- ethyl acetate, T range (42-60) ºC. 19 100 90 phenol o-cresol p-cresol guaiacol dimethylphenol 6-methylguaiacol creosol 4-ethylguaiacol syringol eugenol EtAc isoeugenol 80 70 % loss 60 50 40 30 20 10 0 0,93 0,94 0,95 0,96 0,97 0,98 0,99 1,00 vapor fraction Fig. 11. (b) Losses of individual GC-eluted phenolic components with vapour, flash at 100 mbar, solvent- MIBK, T range (52-65) ºC. 100 90 phenol o-cresol p-cresol guaiacol dimethylphenol 6-methylguaiacol creosol 4-ethylguaiacol syringol eugenol MIBK isoeugenol 80 70 % loss 60 50 40 30 20 10 0 0,75 0,80 0,85 0,90 0,95 1,00 vapor fraction From both Figs. 11 (a) and (b), it can be noticed, that increasing the vapor fraction the components are strongly entrained by the solvent. Nearly no losses were detected for dihydroeugenol, vanillin, acetovanillone, methoxyeugenol and sinapinaldehyde for both solvents at all vapor fractions. Comparing both figures a considerable difference between solvents is noticed. The vapor fraction where the loss of each component is below 6% is 0,875 for MIBK and it is higher (0,965) when ethyl acetate is used. Increasing the vapor 20 fraction above certain values, the losses of the majority of the phenol-guaiacolic components are exponentially increasing. Higher losses of individual GC-eluted phenolic components are noticed, when flashing the mixture containing MIBK as solvent at 100 mbar, especially at molar vapor fraction higher than 0.95. Comparing the Figs. 11 (a) and (b) it is evident, that there is much higher attraction between MIBK and phenolics than between ethyl acetate and phenolics. Therefore, ethyl acetate may be easier recovered than MIBK. The distillation column was simulated operating in a continuous manner to remove solvent from the phenolic fraction in order to see how demanding the particular separation is. The results of the simulation with both solvents ethyl acetate and MIBK are shown in Table 4, where component distribution from feed (F) to distillate (D) of few most volatile components are presented, dependent on the total number of theoretical stages (Nt), feed position (Nf) and reflux ratio (R). It is well demostrated that good separation can be achieved for ethyl acetate on the column having 5 stages, with the feed location on the third stage and reflux ratio of 0,2. Slightly higher number of stages is required for the separation using MIBK as solvent, with a bit higher amount of solvent present in the phenolic fraction in the bottom, compared to ethyl acetate. In the real process, the combination of the flash upto certain vapour fraction and a separator under higher vacuum should be applied to prevent the polymerization of the temperature sensitive material. Even further fractionation should be possible by using ultrafiltration technique [12]. Table 4 Aspen simulation of the distillation column. Component distribution to D (from F), Nt Nf R D/F 5,49 4,18 0,71 3 4 5 2 3 3 0,5 0,2 0,2 0,995 0,995 0,9953 8,13 2,68 5 6 4 4 0,2 0,2 0,994 0,9945 Solvent in B fraction (wt%) phenol o-cresol 0,1109 0,0016 0,00015 guaiacol dimethylphenol eugenol solvent Solvent: EtAc, P= 250 mbar, Tt= 40,2 ˚C 0,0700 0,0007 5,1E-05 0,0665 0,0006 0,00004 0,0519 0,0004 2,61E-05 0,0544 0,0011 7,79E-05 0,9995 0,9996 0,99994 Solvent: MIBK, P= 100 mbar, Tt= 51,5 ˚C 0,00228 0,00019 0,00045 2,7E-05 0,00195 0,00016 0,00013 6,21E-06 0,00082 5,97E-05 0,9993 0,9998 Tt- top temperature; N1- condenser, Nf- reboiler; 4.2. Recovery of phenolics from bio-oil using simultaneously hydrophobic-polar organic solvent and either water, aqueous NaHSO3 or alkali solution As already mentioned, the second alternative offers some advantages over the previous method described, such as simplification of the process, easier phase separation, better flowability of both phases and better handling . In the study VTT forest residue bio-oil PDU 5-07, bottom phase was used, with lower concentration of lignin derived guaiacols and with a presence of syringol. Experiments were performed using several solvents, ethyl acetate, MIBK, isopropyl acetate, butyl acetate and aqueous solutions, namely 0.6 M NaHSO3 solution and NaOH solution of different concentrations (0.1 M; 0.5 M; 2 M). The extraction experiments were carried out at room temperature. The Solvent: Bio-oil: Aqueous solution ratio (m/m) of 1:1:2 was applied. The major part od the bio-oil dissolves in an aqueous phase, the minor dissolves in a solvent. Butyl acetate exhibits the lowest solubility in water, followed by MIBK, isopropyl acetate and 21 ethyl acetate. Solubility of water in solvents is in the following order butyl acetate < MIBK < isopropyl acetate < ethyl acetate. The distribution coefficients of the phenolic components between an aqueous and an organic phase are in general low, for all solvents, using either 0.6 M NaHSO3 aqueous solution, 0.1 M or 0.5 M NaOH aqueous solution. MIBK was found to be the best solvent for the phenolics recovery, followed by butyl acetate, ethyl acetate and isopropyl acetate. Dihydroeugenol shows the highest partitioning to an aqueous phase with acetate solvents, and with aqueous 0.6 M NaHSO3, 0.1 M NaOH and 0.5 M NaOH solution, having distribution coefficients between 0.8 to 1.1 (m/m). The distribution coefficients of vanillin and acetovanillone are in the range from 0.4 up to 0.6, with the lowest value when MIBK is applied. Slightly lower are the distribution coefficients of sinapinaldehyde. The difference between solvents is well presented on Figs. 12 and 13 with distribution coefficients of the phenolics and extraction factors between an aqueous and an organic phase using 0.1 M NaOH aqueous solution and four hydrophobic-polar solvents. 0,1 M NaOH 1,20 1,00 MIBK 0,80 Butyl acetate 0,60 Ethyl acetate 0,40 Isopropyl acetate 0,20 0,00 ph e o- no cr l e p- sol cr e gu so ai l a cr co l e 4- c os et at ol hy ec lg ho ua l ia sy co l rin di hy e u g ol dr ge oe n ug ol en va ol is n ac oeu illin m eto g en et va o h l sin oxy nillo e n ap u e in ge a l no de l hy de Distribution coefficients (/) Fig. 12. The comparison of distribution coefficients of GC-eluted phenolic components between an aqueous and an organic phase using 0.1 M NaOH aqueous solution and different solvents. phenolic components It can be seen (Fig. 13) that the extraction factors of dihydroeugenol reached the highest value of 2.4 in isopropyl acetate and the lowest (0.7) in MIBK. The extraction factors of acetovanillone are in the range between 0.9 up to 1.4 and vanillin from 0.85 to 1.3. Slightly lower extraction factors were noticed for sinapinaldehyde. Significant are also the extraction factors of catechol, especially in ethyl acetate and isopropyl acetate. Fig. 13. Extraction factors of GC-eluted phenolic components adding solvent using 0.1 M NaOH aqueous solution and various solvents. 22 Extraction factors (/) 0,1 M NaOH 2,5 2,0 MIBK 1,5 Butyl acetate 1,0 Ethyl acetate 0,5 Isopropyl acetate 0,0 ol ol ol o l ol o l o l ol ol ol lin ol ne o l e en re s re s iac eos ch iac ring gen ge n nil g en illo gen hyd h p o- c p- c u a cr ate u a sy e u eu va eu a n eu ld e g c ylg v y a o ro is eto ox pin th yd c e h a eth in a 4di m s phenolic components No significant difference in distribution coefficients and extraction factors are observed using either 0.6 M NaHSO3 solution, 0.1 M NaOH or 0.5 M NaOH. Increasing the concentration of alkali (NaOH) solution to 2M, the partitioning of vanillin, acetovanillone and sinapinaldehyde to an aqueous phase as well as the extraction factors are drastically increased when MIBK, butyl acetate or isopropyl acetate are used. Slight increase in partitioning for this phenolic components is noticed also for ethyl acetate, but not to such extend. To rinse all the other phenolic components to the aqueous phase as phenolates, much higher concentration of an alkali solution should be used. The behaviour is again in accordance with the Lewis acid character of the phenolic components. The highest overall extraction efficiency (85%) on GCeluted phenolics from the bio-oil to an organic phase in one stage is reached with MIBK, using 0.1 M or 0.5 M NaOH aqueous solution. A bit lower average extraction efficiency is noticed with the same solvent and 0.6 M sodium bisulphite solution. Using solvent and 2 M sodium hydroxide, the individual component efficiencies of all GC-eluted phenolics are decreased, thus their contributions to an aqueous phase are enhanced due to the phenolates formation. Therefore, an average extraction efficiency in this case is around 40% for acetates and 32% for MIBK. 5. Conclusions The work has shown that both proposed schemes for phenolics, starting the recovery of phenolics from pyrolysis oil by an aqueous extraction using water, aqueous NaHSO3 or alkali solution as well as the recovery using simultaneously hydrophobic-polar organic solvent and aqueous solution, like water, aqueous NaHSO3 or alkali solution as an antisolvent, are feasible. The study of the effect of water to bio-oil ratio on distribution coefficients and extraction factors of phenolic components between an aqueous and an organic phase reveals that the distribution coefficients of all phenolic components reach high values at low water to bio-oil ratios, and the values are decreasing with increasing water to bio-oil ratio and finally remain constant below the value of 0.3 for all phenolic components, except for catechol and vanillin. Higher distribution coefficients of the latter two components are most likely due to their polarity and ability to form H-bonds. From treating the bio-oil with an aqueous solutions, it can be concluded, that an alkali extraction of bio-oil is an appropriate method for 23 phenolics isolation from the original bio-oil and it is more efficient in comparison to water or aqueous sodium bisulphite solution. Four solvents were applied for the dissolution of an apolar oil phase, namely MIBK, ethyl acetate, toluene and isopropyl ether. Neither toluene nor isopropyl ether are suitable as solvents for the extraction of phenolics. MIBK was found to be more selective organic solvent towards phenol, p-cresol, creosol, guaiacols and eugenols in comparison to ethyl acetate. In solvent removal stage it has been shown that MIBK can not be effectively removed from an organic phase to yield the phenol-guaiacolic fraction unless having a column with a few stages and under a small reflux ratio, which was confirmed also by modeling. The attraction interactions between MIBK and phenolics are much higher than between ethyl acetate and phenolics. The combination of a flash unit and a separator under higher vacuum should be used to prevent the polymerization. The recovery of phenolics from bio-oil using simultaneously hydrophobic-polar solvent, namely MIBK, butyl acetate, ethyl acetate and isopropyl acetate and an aqueous solution has revealed that MIBK is the most efficient solvent for extraction of phenolics from bio-oil in combination with aqueous NaOH solution of low molarity, followed by butyl acetate. The recovery of phenolics based on the extraction of phenolics from an apolar-oil phase of pyrolysis liquid using hydrophobic/polar solvent and alkali solution was proved to be feasible and yielded an effective fraction for resin synthesis and application in wood based panel production during the BIOCOUP project. Acknowledgements The research work was carried out in the Sixth Framework Programme for Research and Development (Contact No: 518312), within the BIOCOUP Project, supported by European commission, and under the Programme P2-0152-0104- Chemical Reaction Engineering financed by ARRS, Slovenian Research Agency, therefore their financial support is gratefully acknowledged. The authors wish to acknowledge all the partners of the BIOCOUP project, but especially VTT (Finland), TU/e, RUG, BTG (The Netherlands), VTI (Germany), CHIMAR (Greece), ARKEMA, METEX (France). 24 REFERENCES [1] P. Kumar, D.M. Barrett, M.J. Delwiche, P.Stroeve, Methods for Pretreatment of Lignocellulosic Biomass for efficient Hydrolysis and Biofuel Production, Ind.Eng.Chem.Res. 48 (2009) 3713-3729. [2] R.H. Venderbosch, W. Prins, Fast pyrolysis technology development, Biofuels, Bioproducts and Biorefining 4 (2010) 178–208. [3] S. Czernik, D. Johnson, S. Black, Stability of Woof Fast Pyrolysis Oil, Biomass Bioenergy 7 (1994) 187-192. [4] J.P. Diebold, S. Czernik, Additives to lower and stabilize the viscosity of pyrolysis oils during storage, Energy and Fuel 11 (1997) 1081-1091. [5] S. Czernik, A.V. Bridgewater, Overview of Applications of Biomass Fast Pyrolysis Oil, Energy & Fuels 18 (2004) 590-598. [6] D. Mohan, C.U. Pittman, J. Philip, H. Steele, Pyrolysis of wood/biomass for bio-oil: A critical review, Energy & Fuels 20 (2006) 848-889. [7] D. Meier, O. Faix, State of the art of applied fast pyrolysis of lignocellulosic materials- a review, Bioresource Technology 68 (1999) 71-77. [8] A. Oasmaa, E. Kuoppala, A. Ardiyanti, R.H. Venderbosch, H.J. Heeres, Characterization of pyrolysis liquid upgraded products, Energy & Fuels 24 (2010) 5264-5272. [9] R.H. Venderbosch, A.R. Ardiyanti, J. Wildschut, A. Oasmaa, H.J. Heeres, Stabilization of biomass-derived pyrolysis oils, Journal of Chemical Technology & Biotechnology 85 (2010) 674–686. [10] M.K. Mann, P.L. Spath, K. Kadam, Technical and Economic Analysis of RenewablesBased Hydrogen Production. In Proceedings of the 11th World Hydrogen Energy Conference, Stuttgart, Germany, June 23-28, 1996. [11] J. Perez, J.M. Dorado, T.D. Rubia, J. Martinez, Biodegradation and biological treatment of cellulose, hemicellulose and lignin: An overview. Int. Microbiol. 5 (2002) 53-63. [12] A. Toledano, A. Garcia, I. Mondragon, J. Labidi, Lignin separation and fractionation by ultrafiltration, Separation and Purification Technolgy 71 (2010) 38-43. [13] Public part of EU BIOCAT Report, Catalyst development for catalytic biomass flash pyrolysis producing promising liquid bio-fuels, Project No. NNE5-2001-00049, 2005. [14] A. Oasmaa, E. Kuoppala, Y. Solantausta, Fast Pyrolysis of Forestry Residue. 2. Physicochemical Composition of Product Liquid. Energy & Fuels 17 (2003) 433-443. 25 [15] Z. Guo, S. Wang, Y. Gu, G. Xu, X. Li, Z. Luo, Separation characteristics of biomass pyrolysis oil in molecular distillation, Separation and Purification Technology 76 (2010) 5257. [16] H.J. Huang, S. Ramaswamy, U.W. Tschirner, B.V. Ramarao, A review of separation technologies in current and future biorefineries, Separation and Purification Technolgy 62 (2008) 1-21. [17] T.C. Lo, M.H. Baird, C. Hanson, Handbook of Solvent Extraction, Wiley Interscience, New York, 1983, Chapters 18.5, 21, 23. [18] K. W. Won, J. M. Prausnitz, Distribution of phenolic solutes between water and polar organic solvents, J. Chem. Thermodynamics 7 (1975) 661-670. [19] C. Amen-Chen, H. Pakdel, C. Roy, Separation of phenols from Eucaliptus wood tar, Biomass and Bioenergy 13 (1997) 25-37. [20] J. N. Murwanashyaka, H. Pakdel, C. Roy, Separation of syringol from birch woodderived vacuum pyrolysis oil, Separation and Purification Technology 24 (2001) 155-165. [21] A. Effendi, H. Gerhauser, A. V. Bridgewater, Production of renewable phenolic resins by thermochemical conversion of biomass: A review, Renewable and Sustainable Energy Reviews 12 (2008) 2092-2116. [22] S.S. Kelley, X.M. Wang, M.D. Myers, D.K. Johnson, J.W. Scahill, Use of biomass pyrolysis oil for preparation of modified phenol formaldehyde resins, NREL USA. In: Bridgewater AV, Boocock DGB, editors,. Developments in thermochemical biomass conversion. I., Blackie, London, 1997, pp. 557-72. [23] J.A. Rusell, W.F. Riemath, Method for making adhesive from biomass. Us Patent 4 508 886, USA as represented by the United States Department of Energy, 1985. [24] R.M. Gallivan, P.K. Matschei, Fractionation of oil obtained by pyrolysis of lignocellulosic materials to recover a phenolic fraction for use in making phenolformaldehyde resins. N: US Patent 4 209 647, American Can. Co., 1980. [25] H.L. Chum, S.K. Black, Process for fractionation fast-pyrolysis oils and products derived therefrom. U.S. Patent 4.942.269, 1990. [26] Y. Solantausta, Co-processing of Ugraded Bio-Liquids in Standard Refinery UnitsBIOCOUP, European Conference on Biorefinery Research, Helsinki, 19.-20.October 2006. [27] C. R. Vitasari, W. Meindersma, A. B. de Haan, Water extraction of pyrolysis oil: The first step for the recovery of renewable chemicals, Bioresour. Technol. (2011), doi:10.1016/j.biortech.2011.04.079. [28] A. Oasmaa, Y. Solantausta, V. Arpiainen, E. Kuoppala, K. Sipila, Fast Pyrolysis Bio-oils from Wood and Agricultural Residues, Energy & Fuels 24 (2010) 1380-1388. 26 [29] C. Vitasari, W. Meindersma, A. de Haan, Production of Discrete Oxygenated Target Compounds from Pyrolysis Oil, NPT Procestechnologie, September 2010. 27