SAN398A - Composites Machining Aerospace
advertisement

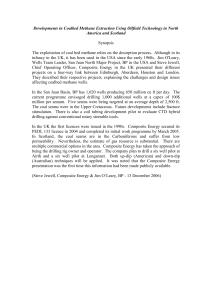
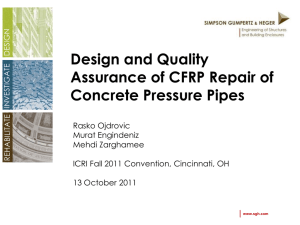
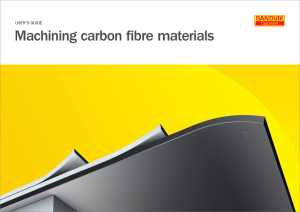
Technical Article September 2011 Composite machining – improved performance and results Product solutions from Sandvik Coromant and Precorp offer greater competitive gain With the latest aircraft programmes dictating around 50 per cent composite material by weight, achieving competitive advantage in machining operations is becoming increasingly important. The key to success in this area is the application of proven solutions to a wide range of challenges, which include the machining of both composite and composite/metallic stack materials using handheld, power feed and fixed bed CNC machines. Innovative tool development, customized designs and assured applications support, also have a vital role to play. This is where the combination of Precorp’s specialist technology and Sandvik Coromant’s tooling and Application Center expertise provide aerospace manufacturers with industry leading support for composite machining applications. Successfully applied recent solutions include cemented carbide, diamond coated and PCD vein tools adapted for hole, edge and surface machining applications. A helping hand Producing holes in CFRP using hand-held machines is common practice in the aerospace sector. Aircraft structures such as the fuselage and wing spars are extremely large and it’s often simply impractical to use a fixed bed machine tool. Tools for hand-held machines need special qualities to resist deflection and the presence of nonaxial forces. Here the CoroDrill 452 range based on H10F uncoated carbide substrate offers great potential when drilling, reaming and countersinking CFRP, both unidirectional and woven types such as M21E and BMS8-276. The drills (CoroDrill 452.1-C), which are stocked as standard from 2.5 to 12.7 mm (other sizes made to order), offer low thrust force due to an innovative split point geometry design and smooth drill exit thanks to a left-hand helix on a right-hand drill. Sharp cutting edges produce high quality holes offering tolerances of ±0.025mm using drill bushing. This can be improved further, to ±0.01mm, using the range of reamers (CoroDrill 452.R-C). The countersink tools (CoroDrill 452.CC) offer a choice of 100° and 130° chamfer angles. When drilling composite/metallic stack materials a greater number of variables are introduced to the process due to presence of aluminium or titanium layers. But yet again, CoroDrill 452 can meet the challenge when using hand-held drilling machines. CoroDrill 452.1-CM utilizes a double margin flute design and self-centring drill point to enable optimized accuracy. Both pilot and non-pilot versions are available depending on application and again, a low thrust force design reduces burr upon exit. Reamers (CoroDrill 452.R-CM) are also available for these operations. When drilling and reaming CFRP/aluminium stacks, cutting speed is typically around 60 m/min, although this should be reduced to around 15 m/min when producing holes in composite/titanium stack materials. A feed rate of 0.05 mm/rev can be maintained for both materials types. www.sandvik.coromant.com Staying power Where possible, power feed drilling is preferred to hand drilling as the drill is locked into a drill template that establishes both hole location and maintains the drill perpendicular to the workpiece. In addition, these units can be programmed to drill at a given speed and feed, and some offer peck cycles. Using power feed machines on CFRP materials, solutions such as the 85PT series PCD vein drill offers a shielded diamond design that is optimized for stable drilling processes. Available as madeto-order in diameters from 3-16 mm, through-coolant is also offered. Alternatively, 8F85 series drills (based on H10F or N20C, CVD diamond coated) feature a carbide drill point that generates good hole exit quality in demanding unidirectional and woven CFRP. The eight-facet point geometry reduces common problems associated with these materials, such as splintering and delamination. Users can expect to achieve cutting speeds in the order of 60 m/min at feed rates of 0.06-0.15 mm/rev, depending on application. When drilling composite/metallic stacks using power feed machines, 86PTA is recommended for CFRP/aluminium materials, while 86PTB is offered for CFRP/titanium stacks. Alternatively, the 40DH series (H10F or N20C) is a carbide tool with innovative flute design for optimized chip evacuation, while for improved roundness accuracy and stability in larger holes up to 25.4 mm diameter, PD – D2WM series (H10F or N20C) is recommended. Both PCD and carbide reamers can be made to order with flute design dependent upon material and application. Drilling and reaming CFRP aluminium stacks using power feed machines can typically be performed at 60 m/min with a feed rate of 0.13 mm/rev, however this should be reduced to around 18 m/min and 0.03 mm/rev when hole making in CFRP/titanium stacks. In control Where drilling using CNC machine tools is possible, greater accuracy, security and productivity can generally be achieved due to enhanced machine dynamics and rigidity. The CoroDrill 859V vein PCD drill is designed purposely for the automated drilling of unidirectional CFRP materials such as M21E as well as epoxy and BMI resins. It has also demonstrated good performance on CFRPs with coatings such as fibre glass and copper. The Unique double angle, sharp vein drill geometry helps improve quality and reduce delamination. Alternatively, the 85 series (N20C, H10F or CD10 PCD vein) are all-round drills with four-facet point geometry suitable for various CFRP materials such as BMS8-276. It is available as carbide with diamond coating or vein PCD, in diameters from 3-16 mm. For unidirectional CFRP and composites with high epoxy resin content (including BMI resins), CoroDrill 856 (N20C) is recommended. When CNC hole making in composite/metallic stacks using CNC machine tools, 86A and 86B series (CD10) are the tools of choice for reduced burr and fibre breakout. Another option is the carbide 40DH series drills (N20C or H10F) – these offer stable tool life in high speed/feed applications and offer excellent chip evacuation due to 40° helix. Edging closer to perfection Cutting tools are put to the test when edge milling CFRP materials. The heterogeneous combination of fibre and matrix resin means that a cutter encounters varying resistance due to the inter-layered hard abrasive fibres and softer resin, which puts stress on the tool drive mechanism. Furthermore, because the fibres are abrasive this can lead to rapid tool wear. The secret is having a range of tools offering different geometries and different grades to create application-specific solutions for edge milling. The CoroMill® Plura S215 is one such range. CoroMill Plura S215 offers different geometries, such as a compression helix design for thicker CFRP or when equal geometry is needed for both sides of the composite sheet. There is also a low helix design of +5° when the bottom surface is the most important and -5° when the top side is most important and down-forces are critical. The tools come in different grades, such as 1610 and 1630 to maintain sharp edges, or N20C diamond coated for longer tool life but where ultra-sharp edges are not top priority. There is also a PCD brazed version for long tool life and optimum surface finish. CoroMill Plura S215 cutters are made to order in diameters from 8-16 mm and with 2-8 flutes. For edge milling of CFRP when the machine spindle is not in line with the component (for larger cut-off operations) then CoroMill 329 is preferred. This standard product comes in diameters of 100-160 mm and widths of 2-5 mm. Surface advantages Surface machining of composites brings a new set of criteria. Here, finish, accuracy and high integrity of primary surface structures are highly important to aerospace manufacturers. Cutting tool solutions for flat and curved surface machining of CFRP is served by the CoroMill 590 light cutting indexable insert face mill. Available in diameters above 40 mm, CoroMill 590 inserts come in PCD and uncoated H10 grades with high precision tip seats for enhanced accuracy. Machine shops should also look at CoroMill 390 for sculptured surfaces using sturtz milling techniques. Sturtz milling can replace machining with ball end mills in many areas. This innovative machining method involves tilting the tool relative to the component surface to create an elliptical cutter path. The resulting shallow ellipse allows greater step-over to be used without exceeding the maximum permissible cusp height. Images: http://www.pinnaclecrc.com/PR_PICTURES/Sandvik/SAN398/ CoroMill 390 is ideal for sculptured surfaces using sturtz milling techniques CoroMill 329 CoroMill 329 CoroMill 390 CoroDrill 452 range based on H10F uncoated carbide substrate offers great potential when drilling, reaming and countersinking CFRP Composite Machining Solutions Introduction Video Link: http://www.youtube.com/watch?v=Pi3MjF860fM – End – Sandvik Coromant Sandvik Coromant, a product area within Sandvik Tooling, is a global leading name in cutting tools for turning, milling and drilling as well as modular tooling systems for lathes and machining centres. With some 8,000 employees, Sandvik Coromant is represented by its own sales personnel and specialists in more than 60 countries. In addition there is an established distributor network. 20 state-of-the-art Productivity Centres located around the world provide customers and Coromant personnel with training in tooling solutions for increased productivity. Contact details for sales enquiries: Please go to: www.sandvik.coromant.com/ Contact details for public relations enquiries: Nikki Stokes Marketing Communications Specialist Marketing & Sales Support Tel: +44 (0) 121 504 5422 Email: nikki.stokes@sandvik.com Website: www.sandvik.coromant.com Jonathan Roberts Account Director Pinnacle Marketing Communications, Ltd Tel: +44 (0) 208 429 6540 Email: j.roberts@pinnaclemarcom.com Web: www.pinnaclemarcom.com Birgit Schöniger Account Manager Pinnacle Marketing Communications, Ltd Tel: +44 (0) 208 429 6554 Email: b.schoeniger@pinnaclemarcom.com Web: www.pinnaclemarcom.com Benoit Simoneau Account Manager Pinnacle Marketing Communications, Ltd Tel: +44 (0) 208 429 6542 Email: b.simoneau@pinnaclemarcom.com Web: www.pinnaclemarcom.com Please consider the environment before printing this press release. Ref: SAN398A