bit_22553_sm_suppInfo
advertisement

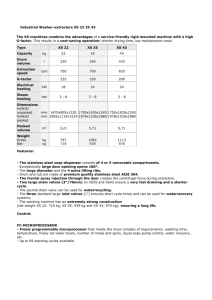
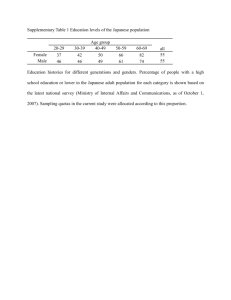
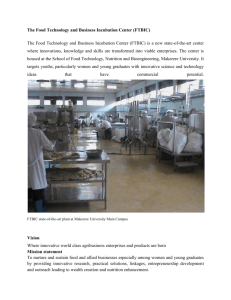
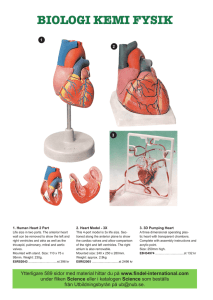
High-pressure systems for gas phase-free continuous incubation of enriched marine microbial communities performing anaerobic oxidation of methane Christian Deusner1,2, Volker Meyer1 and Timothy G. Ferdelman1 1 Max Planck Institute for Marine Microbiology, Bremen 28359, Germany 2 Current Address: Leibniz Institute for Marine Sciences (IFM GEOMAR), Kiel 24148, Germany Corresponding author: c.deusner@ifm-geomar.de, IFM GEOMAR, Wischhofstrasse 1-3, Kiel 24148, Germany Running title: High-pressure continuous incubation systems Keywords: AOM, methane, sulfate reduction, deep-sea, high-pressure, piezophilic Supporting information Components of the high-pressure incubation systems The basic system components and the overall experimental setup are shown in Supplementary Figure S1. The tubing system for transfer of liquid medium installed upstream of biomass incubation was made from either PEEK, polyetheretherketone (1/8“, 1/16“) or titanium (1/4“, 1/8“, 1/16“). All other connections including tubing for gas delivery were made from PEEK or stainless steel (1/2“, ¼“, 1/8“, 1/16“). All fittings and connections were made from PEEK, titanium or stainless steel. The pressure vessel R1 (Büchi, Uster, Switzerland) is made from stainless steel and has an internal volume of 1000 ml. It can be operated up to 20 MPa and 50°C. R1 is equipped with multiple ports for medium delivery, online measurements and sampling. Tubings for medium and electrical wiring for sensor connection are attached via lead-through with sealing gland assemblies, respectively (Conax, Buffalo, NY, USA). The incubation vessel R2 (PARR Instrument, Frankfurt, Germany) is made from titanium. It has an internal volume of 1000 ml and can be operated up to 35 MPa and 50°C. It is equipped with multiple ports for medium delivery, online measurements and sampling similar to R1. The HPLC pumps (High-performance liquid chromatography, Sykam, Eresing, Germany) P1, P2.1, P2.2 can be operated alternatively in constant flow mode (0.1-9.95 ml/min) or constant pressure mode. The HPLC pumps were modified by the manufacturer with stronger motors and gear units for a higher pressure range up to 60 MPa. The pump heads are made from stainless steel. The two-piston operation principle of the pumps effectively minimizes pulsation and pressure oszillations during operation. The two-stage gas compressor station B1 (Haskel, Wesel, Germany) is driven by compressed air. The pressure buildup is regulated proportional to the pressure of compressed air and the booster can hence be operated in constant pressure mode. The compressor is specifically designed and certified for flammable gases and it is integrated in a compressor unit which is controlled by pressure switches and bursting disks. Gas flow is regulated by shut-off valves, high-pressure regulating valves (V1, V2.1V2.3, V4.1-V4.3) and metering valves (V3.1-V3.3, all TESCOM Europe, Selmsdorf, Germany). Liquid flow is adjusted with back-pressure regulation valves (V7.1-V7.2) in line with metering valves (V6.1-V6.2, all TESCOM Europe). This combination of regulation units is chosen to limit fluid pressure and flow velocity throughout the incubation system. It also acts to avoid pressure oscillations and eliminates the possibility of rapid pressure changes during normal operation. All valves and regulators are made from stainless steel. Parallel supply of pressurized methane at different flow rates and pressure levels to a maximum of three experimental reaction units is currently possible. The overall HP-CI system and particularily R1 is connected to a specific exhaust gas system which allows collection and discharge of exhaust gases to the exterior of the building. To comply with health and safety requirements, the exhaust gas system is comprised of lines dedicated to to the discharge of pressurized fluids in the case of a pressure deviation above the maximum pressure limit. These lines are separately connected to each single reaction unit. The HP-MI system R3 allows for manifold incubation of up to 45 pressure vessels. The high-pressure vessels consist of stainless steel standard HPLC columns (ID 20 mm, height 120 mm). The system can be applied up to 45 MPa and 220°C. The maximum temperature gradient that can be achieved is 160°C. The high-pressure system is equipped with several pressure sensors, manometers and temperature sensors as also shown in Supplementary Figure S1. R1 is further equipped with a custom-made conductivity sensor for liquid level monitoring. Several security valves (V8.1V8.4) and bursting discs are integrated in accordance to health and safety standards. Monitoring and control of the high-pressure incubation systems is achieved with a custommade programmable controller connected to a PC and process software that was developed inhouse. The controller unit is designed to be connected to the gas-safety-management-system (Dräger Medical ANSY, Bremen, Germany) which continuously monitors deviations from working pressure and flammable gas atmosphere. Supplementary Figure S2 shows a combined illustration of the system flow scheme with image representations of the central system components of the HP-CI system. Supplementary Figure S3 shows an image of the basic setup of the HP-CI system. Sampling ports and sampling devices Liquid samples were taken either directly from the reservoir bottle and the pressure vessels R 1 and R2, or alternatively downstream from each of these components. The samples were taken into closed glass vials or into glass syringes (see Sampling and analysis). The sampling ports (SP) consist of capillary tubing (PEEK or stainless steel, 1/16”) equipped with needle valves. A specific recirculation system for biomass sampling was installed in the incubation vessel R 2 since the settling characteristics of the biomass do not allow for the usual downstream sampling. The recirculation system was implemented to minimize loss of biomass. Since rapid decompression from gas-enriched media can have adverse effects on cellular structures (Park and Clark, 2002) a specific pressure release device was integrated in the system for biomass sampling (not shown). With that system the pressure within a given volume of liquid sample can be steadily decreased by controlled volume expansion. Process Monitoring and Control The HP-CI system and HP-MI system are equipped with several pressure sensors and manometers, as well as temperature sensors. R1 is equipped with a custom-made level sensor. Pressure, temperature and level sensors are connected to the controller unit via a 4-20mA interface. The level sensor is a potential-free conductivity sensor with three discrete levels for detection of upper and lower level settings as well as sensor-failure. Detected failure on a sensor is used to hardware-inhibit an actuator controlled by the sensor-signal. Monitoring and control of the high-pressure incubation systems is achieved with a custom-made programmable controller connected to a PC and process software which was developed inhouse. The PC can be programmed to operate R1 pressure-controlled with secondary level limits (current mode of operation) or level-controlled with secondary pressure limits. Both modes are implemented by controlling P1. The controller unit is designed to be connected to the gas-safety-management-system (see Health and Safety Requirements below). It can process a management-failure-information from the gas-safety-management-system and send a controlling output / error signal to the super-ordinated gas-safety-management-system. Health and safety requirements The setup and operation of the high-pressure incubation systems must conform to health and safety requirements. The system design physically minimizes the possibility of any rapid pressure build-up. All system components are continuously monitored for deviations from working pressure and are further equipped with security valves and bursting discs. Pressure increase above the allowable working pressure results in immediate system cutoff in safemode and a pressure release. In this case, all pressurized fluids are released and discharged outside the building. Furthermore, the experimental area is continuously monitored for flammable gases. Accumulation of methane above 40 % LEL causes a system cutoff in safemode. Monitoring and control for safety purposes is achieved using a stationary gas-safetymanagement-system (Dräger Medical ANSY, Bremen, Germany). Sampling and analysis Liquid samples during continuous operation of the HP-CI system were taken downstream of both reaction phases R1 and R2, respectively. Liquid samples were taken into closed glass vials with butyl stoppers (Supplementary Figure S4) or glass syringes (Supplementary Figure S5) by opening the shut-off needle valves in the sampling lines. The samples were fixed in either zinc acetate solution (5% w/v) or saturated sodium chloride solution. The concentration of dissolved methane was measured either by expansion of the gas after depressurization in a glas syringe as a volume ratio referring to the liquid volume. Alternatively, methane concentration was measured from the headspace of the fixed samples and calculated referring to sample pressure and volume. Sample pressure was measured with a custom-made pressure sensor setup which was developed for pressure measurements in small gas volumes. This system uses a small semiconductor differential pressure sensor (Motorola mpx 2010 dp). References Park CB, Clark DS. 2002. Rupture of the cell envelope by decompression of the deep-sea methanogen Methanococcus jannaschii. Applied and Environmental Microbiology 68(3):1458-1463.