Alex Do’s FDM Guidelines
Files
Send your parts in STL file format. Before you export your part, please switch your units to inches in
whichever CAD software you are using. In SolidWorks, you can do this by opening Tools | Options |
Document Properties (tab) | Units. The default mesh resolutions (triangle size) will work fine, but if you
have finely articulated and round features then increase your mesh resolution.
Wall Thickness
Good wall thicknesses for the FDM parts are between 0.06” – 0.10” (1.5 – 2 mm). One reason for use of
inches as a unit is because the machine best makes features that are integer multiples of the strand
thickness. For our FDM, the strands are .015” in XY and 0.10” in the Z-direction.
Holes for screws
Screws in the FDM should always be supported by bosses unless you are using nuts with machine screws.
In practice I have designed holes for my parts with standard sizing and tapping criteria
(http://www.csgnetwork.com/screwnummachtable.html) – but did not use that size screw for the FDM
prototype. This is because the holes on the FDM are generally made too small. Since self-tapping screws
(that are normally used in injection molded plastic bosses) are also hard to find, I have used the following
process:
Match size of PCB or other component hole with “Free Fit Clearance Hole” size in the sizing
table
Trace back to the appropriate screw size, and choose which threading to use (in a machined or
molded part)
Design the part with the hole the size of the “Tapping Drill” for that particular threading
Purchase and use sheet metal screws that are two sizes smaller than the designed-for screw size in
FDM parts
In cases where it is not practical to reduce the screw size by two, I would switch the game plan by overdesigning the width of the hole by one or two sizes. The stresses inside a boss due to screws can be very
large and neglect to this guideline usually results in the boss breaking off.
Bosses and Ribs
It is not necessary to reduce wall thickness of a boss, rib, or gusset in FDM parts. Though GE
recommends using 60% of the part wall thickness for injection molding these features, this reduction is
too extreme for the FDM. Generally bosses can be the same size as the part thickness or up to 0.02” less.
It is also very important to use gussets or ribs to support the bosses in FDM parts. This is due to the
weakness of FDM part features in the Z-direction.
Fillets
Fillets are not necessary for a nice FDM part, but they do improve the overall quality because sharp edges
often lose strands that peel off. Just as in molded parts, fillets will reduce stress concentrations and
increase the overall strength of your part.
Design your part with the outer radius the size of the inner radius plus the wall thickness. This maintains
constant wall thickness. The smallest size you normally want to use for your fillets is 0.03125”, or 1/32”
in fractional units. This is because 1/16” diameter ball-end mills are the smallest realistic cutter to use to
machine your molds. (Of course if you have access to an EDM machine that is a different story!)
Draft Angle
Draft is unnecessary in FDM parts, and will not really increase quality. However, if you are designing an
FDM part that will eventually be injection molded, consider draft angles in ½ degree multiples, as tapered
cutters for milling are most commonly available in those increments.
Size and Orientation
The FDM has the capability to make parts as large as 10” X by 10” Y by 10” Z. The extruded plastic has
strongest strength in the tensile mode – meaning along an X-Y plane. Since the layers are only held
together by “hot flow” across the strands (one strand is cooling while the other is laid upon it) the weakest
strength is in the Z-direction for both tensile and shear modes.
The Z-dimension brings another complexity to the FDM process. Overhanging (non-supported) features
such as the top of a closed box will require a foundation of support material to be built, increasing build
time and material usage. Removal of support material from the final part can be especially tiresome in
the final part as well. Because of this, build orientation is usually determined by the prototyping lab. For
example, half of a box-shaped casing will be built with the main exterior facing down, like a Tupperware
container, so that no internal support is needed.
ME221 Addendum
Size and Orientation
We do not have the time to build huge parts for each group, so please try to design your parts with one
dimension remarkably smaller than the others (relatively “flat” parts). Actually due to the large amount
of time required, just try to make your parts as small as possible!
We will only have time to build TWO parts per group – this usually means each half of the electronics
enclosure. Please build other parts of your prototype “by hand” or with your own resources.
Wall Thickness for Part and Ribs
We recommend you use 0.06” for bosses, ribs, and gussets, and 0.08” for the part thickness. A part
with and overall thickness of 0.10” will take too long to build with little additional benefits.
Holes
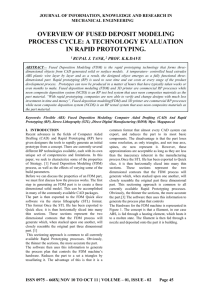
For the SkyeTek RFID equipment, I’ve identified the following hole sizes and screws to use:
Part
Reader
Antenna
Part Hole
Size
0.112”
0.150”
Designed Screw Size
(Injection molding)
#4
#6
Tapping Hole Size
0.0890”
0.1065”
FDM Screw Size
(Wood / Sheet metal)
#2
#4
Don’t go to Home Depot for your screws. The customer service is terrible and they don’t have what you
need most of the time. I have found OSH (Ashby and San Pablo) to be the best place for screws.
Grading Factors
We will be grading on the following DFM issues:
Constant wall thickness
Minor variations for certain features (embossing / engraving, recesses, lips) are okay. Just be sure
that you do not have any massive changes in thickness or large “chunks” as these would create
unwanted sink and warping defects in injection molded parts.
Filleting
The only edges that do not need to be filleted are those formed at the parting line of the “mold.”
Draft angles
Your part should have at least 1 degree of draft on main walls (3 is good). We will not be grading
draft angles of protruding features (such as gussets and bosses) but it is good to use .5 degrees for
these features.
Undercuts
You should have no undercuts in your part design. If you really think you cannot design around
one, please contact me to make special arrangements for your grading and in your financials
(tooling cost)
We will also be grading on “sexiness / boringness” of design. Do not send in a plain and nondescript box
to get FDM’ed (especially one with no inside bosses or other features), as that is not worth the $150 it
will cost to make it on the machine. Please see past tradeshow pictures and the displays in Etcheverry to
see what examples of good and bad looking parts.
 0
0