Paper
advertisement

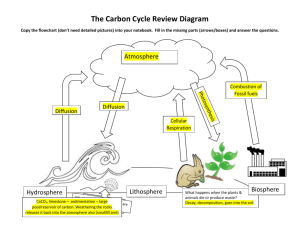
ANALYTICAL MODELING OF CARBON TRANSPORT ROCESSES IN HEAT TREATMENT TECHNOLOGY OF STEELS Jürgen Gegner SKF GmbH, Material Physics, Ernst-Sachs-Str. 5, D-97424 Schweinfurt, Germany ABSTRACT Thermochemical edge zone processes of steels induced by solid-state diffusion of carbon represent one of the economically and scientifically closest points of contact of materials science to industrial application: carburization is the main step of case hardening, whereas out-diffusion of carbon, though sporadically used (e.g. decarburization of cast iron), is primarily relevant to heat treatment and hot-working processes, like austenitizing or forging, as undesirable side effect that impairs the mechanical properties of the rim region. In the present paper, the technological background of both thermodynamically inverse processes is explained. Realistic modeling of the carbon transport, which can be controlled by diffusion and/or surface reactions, for profile prediction is important to reliable carburization control and failure analysis of decarburized parts or defective plants. Suitable analytical solutions of Fick's law are summarized and a realistic computer model for the consideration of simultaneous carbide dissolution during decarburization is developed. The effect of influencing parameters (e.g. carbon potential, mass transfer coefficient, carbon solubility in austenite) on the depth profiles is discussed in detail. Selected concrete examples of multi-step carburization and decarburization processes are simulated and compared with experimental data. INTRODUCTION As the first operation step of case hardening, carburization of low-alloyed steels, i.e. carbon enrichment in the edge zone to typically 0.6 (maximum martensite hardness) to 0.85 m.% C, is one of the oldest industrially utilized surface refinement processes, which is based on controlled inward mass transport by solid state diffusion. This widely used technique permits the production of mechanically and tribologically highly loadable components with hard rim (58 to 67 HRC) and tough core (30 to 50 HRC). The costs are considerably lower, if compared, for instance, with carbonitriding, nitrocarburizing or nitriding. Core hardenability (thick components) can be improved by alloying elements (e.g. Cr, Mo). With a market share of today more than 30 percent, case hardening of low-carbon grades (0.07 to 0.3 m.% C) is the most important heat treatment procedure of steels since almost 60 years. It is preferentially applied to motor, gear, machine or jet engine parts that require high fatigue, wear and shock resistance, like cogwheels, journals, bolts, shafts (e.g. camshafts), and bearings (e.g. wheel bearings). In certain applications like forgeability improvement of tempered casting, the inverse thermochemical process of case decarburization is also used in engineering technology. However, this out-diffusion of carbon caused by surface oxidation reactions, possibly accompanied by scaling and/or internal oxidation, is more relevant as undesirable side effect to heat treatment and hot-working processes particularly of through hardenable steels, e.g. austenitizing, soft annealing, forging or upsetting. Since the martensite start temperature increases locally with the decreasing carbon concentra1 - 95 tion, transformation-induced tensile residual stresses are formed in the affected edge zone. Apart from the resulting higher crack sensitivity and lower fatigue strength, also the hardness near the surface and thus the wear resistance is reduced. Although the essential neglect of the composition dependence of the carbon diffusivity in austenite leads to characteristic deviations from real concentration profile shapes, mathematical modeling with analytical process simulation permits prediction of the main operation quantities with the same accuracy as numerical methods (see e.g. Fig. 4). These parameters are the surface carbon content and the carburization (generally ranging from 0.05 to more than 10 mm, i.e. few hours to over one week) or decarburization depth that are defined as surface distance at 0.35 m.% C and 0.92c0, respectively. Here, c0 denotes the initial carbon concentration. Analytical methods, which are most suitable for the evaluation of the fundamental effect of (changing) control parameters on process flow, have often proved superior to numerical techniques for the purpose of solving diffusion problems in metallurgy (1). In the present paper, appropriate mean values of the carbon diffusivity in austenite between limiting concentrations c1 and c2 are calculated as follows (2): Dγ 1 c2 D γ (c C ) d c C c 2 c1 c1 (1) Data derived from several experimental investigations into the binary Fe–C system is inserted (3). cC denotes the carbon concentration. For the sake of simplicity, D is used instead of Dγ in the following. GAS CARBURIZATION OF LOW-ALLOYED STEELS Today's state of the art is the well-established two-step gas carburization process at customary temperatures between 1120 and 1250 K with continuous control by the C potential (or C level) cp. It is defined as the carbon content of a pure iron sample (e.g. thin foil) in equilibrium with the furnace atmosphere and usually expressed in m.%. Analytical process simulation The main carburizing reaction in industrially applied, so-called fast mixtures of carrier and enrichment gas containing CO and H2 is the heterogeneous water gas equilibrium, COH2CH2O. C stands for carbon dissolved in steel. The C level can be derived from thermodynamic data by applying the activity-concentration relation (4, 5): log cp m.% 0.15 cp m.% log pCO pH 2 p H 2O 4800 5.286 T /K (2) T and p denote the temperature and the partial pressure of the gas components, respectively. The influence of the steel composition on the carbon activity-concentration relation is taken into account by the dimensionless alloy factor ka that typically ranges from 0.9 to 1.1: cp(corr) cp k a (3) 1 - 96 The corrected C level cp(corr) corresponds to the desired surface content and is usually also called cp. The mass flux density jC, i.e. the carbon amount transferred from gas to steel per unit time and area, can be derived as reaction rate from the kinetics law (6): jC k pCO pH O 1 KO 2 pH2 as p pH2 1 k CO a p a s β c p c s a p H 2O p (4) Here, KO denotes the adsorption constant of oxygen at the surface. Due to the low carbon content of steels, activities (ap, as) are replaced with corresponding concentrations. The rate constant and its modified value are referred to as k and k′, respectively. The surface carbon concentration cs varies with time t. For constant temperature, the mass transfer coefficient is thus a function of partial pressures and, as the small H2O content does not change significantly, approximately proportional to the CO-H2 product. Based on the predominating heterogeneous water gas equilibrium, effective control parameters cp and can be derived that additionally consider the slower carbon releasing surface processes of the Boudouard reaction and the methane decomposition. The solution of Fick's law for constant initial carbon concentration c0 under the third-kind boundary condition of Newton's reaction law in Eq. (4) describes the boost period of gas carburization (2): x βx β 2 t x t cC c0 (c p c0 ) erfc exp erfc β D D 2 Dγ t 2 D t γ γ γ (5) Here, x denotes the distance from surface and erfc is referred to as the error-function complement. The one-dimensional approach holds in almost all cases of practical interest. Figure 1 shows resulting carbon profiles for cp1.2 m.%, c00.2 m.%, t12 h and several values, which typically range from 1105 to 4105 cm/s in industrially applied atmospheres. The concentration line cC0.35 m.% corresponding to the carburization depth dc is drawn in. The inset reveals the development of the surface carbon content cs with time and thus illustrates the accepted expressions fast or slow gas mixture. Figure 2 demonstrates the influence of the steel composition on the Figure 1. Carburization profiles according to Eq. (5). profile and the carburization depth. This diagram clarifies that the C level must be chosen appropriately with respect to the desired cs value. According to Eq. (3), the alloying elements affect the mass flux and thus the carburization profile without impact on the diffusivity. 1 - 97 In order to smooth the sharp nearsurface concentration gradient (cf. Figs. 1, 2), subsequent to the boost period of duration tb a shorter diffusion anneal (time td: 10 to 25 % of tb) with reduced carbon level from c pb (0.8 to 1.2 m.% C) to c pd (0.6 to 0.85 m.% C) is performed (two-step procedure) by changing the gas composition in the furnace. Usually, the mass transfer coefficient remains almost constant and an isothermal process is applied. Solving Fick's law for c0const. and ttb then yields (7): Figure 2. Effect of the alloy factor ka on the carburization profile (ka1: Fe–C). βx β 2 t x erfc x β t cC c0 (c pb c0 ) erfc exp D 2 D t Dγ 2 Dγ t γ γ βx β 2 (t t b ) x b d (c p c p ) erfc exp D 2 Dγ (t t b ) γ (t t b ) x erfc β 2 D (t t ) D γ γ b (6) Application of protective atmosphere or vacuum (uncommon) instead of C potential control during the diffuse stage in order to avoid re-decarburization (boundary condition of the second kind: jC0 at x0, employed e.g. for doping of semiconductors) would result in significantly longer equalization times. Figure 3 reveals the carbon profile of a typical two-step gas carburization process ( c pb 1.2 m.%, c pd 0.7 m.%, tb10 h, td2 h; c00.15 m.%) calculated in accordance with Eq. (6), where ttbtd12 h is inserted. The cs-t curve is shown in the inset. As can be seen, proper process control Figure 3. Analysis of a two-step boost-diffuse leads to almost uniform concentration (cs0.05 m.%) in the edge gas carburization process. zone after the diffusion period up to a surface distance of around one third of the carburization depth as precondition of optimal mechanical properties. For comparison, both corresponding one-step boost 1 - 98 operations are also computed according to Eq. (5) with tb10 h and tb12 h, respectively. Whereas the profile shape in the near-surface region is significantly changed by the diffusion anneal that is obviously associated with some carbon loss (re-decarburization), no noticeable effect on the carburization depth dc occurs, which is thus, under these customary conditions, controlled by the total process time t (here 12 h) alone. This result also explains why a parabolic kinetics law, dct, holds for common two-step boost-diffuse gas carburization treatments. Experimental verification Since industry demands for high quality procedures, target quantities must be observed accurately. Consequently, up-to-date process simulation should be able to particularly predict the carburization depth as main desired parameter within narrow scatter bands of about 0.1 mm even for large dc values. For a high temperature gas carburization (T 1233 K) experiment performed at 1243 K in a modern bulk production plant, Fig. 4 shows the carbon profile Figure 4. Comparison between analytical and numerical solution. calculated numerically (FDM: finite difference method) by the furnace control software. The mass transfer coefficient and the C level, measured in both process steps boost (tb56.6 h) and diffuse period (td13.2 h) by means of the foil method, reached the following values: c pb 1.20 m.%, c pd 0.80 m.%, 3.010–5 cm/s (bd). Figure 4 also presents the analytical solution according to Eq. (6). The transition from the boost to the diffuse period occurred within less than 5 min by controlled air admission to the atmosphere and can thus be neglected. Note that the diffusivity expression used by the FDM program is not known. The calculated carburization depth, as well as the surface content, agrees well with the prediction of the furnace control unit. The deviations from the typical S profile shape (see also Fig. 6) stem from the neglect of the composition dependence of the carbon diffusivity in the austenite phase, which increases with concentration cC. Figure 5. SIMS measurement of the carburization profile. 1 - 99 Figure 5 shows the result of the microchemical cross-section analy- sis by a novel high-accuracy SIMS technique (secondary ion mass spectrometry). The measured carbon profile deviates significantly from the prediction of the furnace control software. The actual carburization depth of 5.48 mm is around 10 % higher than the desired value, d cdes 5.02 mm, among other things resulting in application and quality problems (overstepping of specification). For economical aspects, the corresponding marked exceedance of the required process time of about 20 % is also unacceptable. One obvious cause of this huge discrepancy could be found in the used diffusion coefficient D. For instance, the influence of alloying elements Figure 6. Analytical fits with respect to on the carbon diffusivity in the carburization depth. austenite phase of the applied steel is not considered. Figure 6 presents analytical fits according to Eq. (6): the D values yielding d cdes and d cSIMS deviate by around 20 %. DECARBURIZATION OF LOW-ALLOYED STEELS In reactive atmospheres, e.g. contaminated protective gas or (wet) air, the following decarburizing processes may occur: 2CO22CO, CO2CO2, CCO22CO (Boudouard reaction), and CH2OCOH2 (heterogeneous water gas equilibrium). The resulting carbon removal from the surface generates the concentration (activity) gradient as driving force of (outward) diffusion. Mathematical examination and prediction of decarburization profiles is of special importance to quality assurance (e.g. grinding allowance) of heat treatment processes, like austenitizing, and failure analyses of components and industrial plants. Decarburization of through hardenable bearing steel In order to estimate potential edge zone damage during austenitizing (typical temperatures between 1100 and 1170 K for around 30 min, high-speed steels up to 1500 K for only few minutes) of standard bearing steel 100Cr6 (SAE 52100, measured initial carbon content: c01.02 m.% C), two isothermal experiments at 1163 K are performed. The course of decarburization in the phase dia- Figure 7. Phase diagram of bearing steel 100Cr6. 1 - 100 gram (intersection through the ternary Fe–Cr–C system at 1.5 m.% Cr) is shown in Fig. 7 (8). The first experiment describes the worst case, i.e. annealing in air for 30 min. Figure 8 represents the result of the SIMS analysis that yields a decarburization depth, ddx(cC0.94 m.% C), of 350 µm. The inset reveals the decarburized microstructure with scaling. As the atmosphere offers oxygen in excess, it can be assumed that the surface carbon concentration cs remains constant at 0 m.% during the whole anneal (9). Under the simple initial and boundary conditions c0const. and csconst., Figure 8. Decarburization in ambient air. the depth profile is given by the Van Ostrand-Dewey equation. Figure 8 confirms that the decarburization induced austenite-ferrite () phase transformation in the edge zone (cf. Fig. 7), which leads to the formation of a penetrating interlayer and thus to the development of a near-surface inflexion point in the measured concentration-distance curve as for the diffusivities D100D(cC0) is valid, can be considered by shifting the origin in order to model the inward moving outset of the region (10): cC cs (c0 cs ) erf xξ (7) 2 Dγ t No blocking effect of the porous, poorly adhering scale (see Fig. 8, inset) on carbon out-diffusion is observed. In the second experiment, after 20 min annealing in protective gas, dosed increasing admission of air occurs in order to simulate furnace leakage. Figure 9 demonstrates that the highly accurate SIMS technique reveals the preserved carbide segregation, which stem from steel production, in a depth of around 60 µm (see microstructure, arrow). The decarburization depth reaches 100 µm. No appreciable scaling is observed. As shown in the inset of Fig. 9, the controlled air contamination of the neutral gas Figure 9. Controlled admission of air for 10 min. 1 - 101 atmosphere for 10 min is realistically modeled by linearly decreasing surface concentration: cs c0 mt (8) The positive slope parameter m reaches 6. 6 10–4 m.%/s. The solution of Fick's law under the first-kind boundary condition of Eq. (8) for c0const. can be expressed as follows (2): x 2 x 2 1 x x cC c0 4mt erfc exp 8 D t 4 4 D t 2 D t 4 π D t γ γ γ γ (9) Figure 9 supports that the measured decarburization profile quantitatively agrees with the result of this analytical simulation. Computer model for decarburization with simultaneous carbide dissolution If the initial content c0 exceeds the solubility of carbon in austenite, c γM3C , the characteristic phase diagram in Fig. 7 shows that decarburization, i.e. cs c γM3C , is accompanied by the dissolution of M3C carbide particles (metal fraction M: Fe, Cr; general stoichiometry MC, e.g. 3, 7/3). To consider this background process, which is neglected in the computations presented in the previous section, an existing Fortran code is upgraded that can also be used to calculate carburization or decarburization profiles of complex multi-step processes and solves the plane-sheet diffusion problem (here: thickness l2√Dt, i.e. no center effects) for an arbitrary, discretely defined (evaluation points xi) initial concentration distribution fC(x) under the boundary condition csconst. (2): Dγ t (2n 1) π x exp (2n 1) 2 π 2 2 l l n 0 Dγ t l 2 n πx n π x sin exp n 2 π 2 2 f C ( x) sin d x l n 1 l l 0 l cC cs 4 cs π 1 2n 1 sin (10) In Eq. (10), n is a non-negative integer. All the following exemplarily simulations refer to rolling bearing steel 100Cr6 at 1123 K with cs0.1 m.% C (no transformation, cf. Fig. 7). c Cl and cCcarb denote the carbon content in the austenite lattice, where (volume) diffusion only occurs, and the carbides, respectively: cC(tot) c Cl cCcarb . Firstly, a homogeneous distribution of the M3C particles is assumed. The initial values are taken from Fig. 7: c 0l c γM3C 0.70 m.% C, c0carb 0.32 m.% C ( c 0l c0carb c01.02 m.% C). Carbide dissolution is described by a first-order kinetics law with the positive rate constant k (11): d cCcarb k cCcarb dt (11) 1 - 102 In the proposed extended computer-aided iterative process simulation, Eq. (11) is computed after any time step t at each evaluation point (e.g., xi1xi1 µm). The calculated amount, c Ccarb (xi)k cCcarb (xi)t, is then totally (if possible: cCcarb 0, c Cl c 0l ) or partly (maximum release from MC carbon store) added to c Cl (xi) and correspondingly (mass conservation) subtracted from cCcarb (xi). Note that therefore in this material model, between two diffusion steps of same duration t in the lattice that are respectively evaluated according to Eq. (10) with c Cl fC, the described local carbon redistribution from the carbides (source) to the austenite matrix phase (sink) occurs up to their complete dissolution, i.e. cCcarb (xi)0, changing the concentration Figure 10. Carbide dissolution during decarburization. profile c Cl (x) continuously. Figure 10 represents the microstructure of decarburized through hardened steel 90MnCrV8 after faulty austenitizing. The sharp boundary of carbide dissolution that has been formed, points to a large k value in Eq. (11). Figure 11. Decarburization with fast carbide dissolution. Figure 12. Decarburization with stable carbides. 1 - 103 This metallographic finding is taken into account in the first simulation shown in Fig. 11: it illustrates the effect of including carbide dissolution in the decarburization model even if diffusion remains the rate-controlling reaction step. For comparison, the onephase calculation for pure austenitic material () according to the Van Ostrand-Dewey equation, cCcs(c0cs)erfx/(2Dt), is drawn in. Applying the same process time of t1 h, Fig. 12 demonstrates the other limiting case, k0. This supposition corresponds to the unrealistic assumption of stable carbides during decarburization of the matrix. An intermediate value of the control parameter k is considered in the simulation of Fig. 13. The gradual carbide dissolution leads to a broad inward moving transition region. In Fig. 13, the resulting total carbon profile, cC(tot) c Cl cCcarb , is exemplarily drawn in. From these cC(tot) –x curves, the decarburization depth dd can be determined. Figure 13. Decarburization with medium carbide dissolution rate. Figure 14 reveals the time development of dd as the result of this evaluation. For comparison, the one-phase computation is also included. Validity of the parabolic kinetics law for the decarburization depth, ddt, points to a diffusion controlled process. According to Fig. 14, consideration of simultaneous carbide dissolution yields lower dd values that decrease further with increasing rate constant k. Note that the effect on the mechanical properties, e.g. hardness loss in the edge zone, mainly depends on the decarburization level of the austenite matrix that can be characterized, for instance, by the surface distance x( c Cl 0.92 c 0l ). Figure 14. Influence of carbide dissolution rate on decarburization depth. In the above computations (cf. Figs. 11 to 14), a uniform initial cCcarb profile is assumed, i.e. cCcarb (x0,t0) c0carb const. However, with the presented simulation tool, also real heterogeneous carbide distributions (e.g. segregations) within the austenitic matrix can be included in the extended decarburization model. An example is given in Fig. 15. The calculation involves fast carbide dissolution according to Eq. (11), i.e. k. In order to emphasize the effect on the decarburization depth-time curve, dd(t), the longer process duration of t10 h is considered. The original one-dimensional distance distribution of the carbides, taken from a lightoptical micrograph of rolling bearing steel 100Cr6 by digital image analysis, covers a range of 0.530 mm. As usual for engineering materials, the detected arrangement reveals pronounced accumulation and depletion regions around the average value. It is recurrently repeated (period p) to provide the complete initial carbide distribution. At 1123 K, c 0carb amounts to 0.32 m.% C. 1 - 104 Figure 16 finally presents the resultant development of the decarburization depth with time. The drawn comparison with the curve describing the corresponding uniform particle arrangement, cCcarb (t0)0.32 m.% C, evidently illustrates the influence of the considered heterogeneous carbide distribution on the program output. Figure 15. Decarburization with real initial carbide distribution. SUMMARY AND CONCLUSIONS Analytical simulations of industrially highly relevant carburization and decarburization processes of low-alloyed steels are presented and discussed in detail. Comparisons with experimental data confirm their applicability. Consideration of steel dependent carbon diffusivities is particularly recommended to optimize the process control of state-of-the-art Figure 16. Effect of heterogeneous carbide distwo-step boost-diffuse gas carbutribution on decarburization depth. rization heat treatments. The new SIMS technique (secondary ion mass spectrometry) for measuring carbon profiles with high accuracy should be used. The presented computer model of decarburization with simultaneous carbide dissolution illustrates the potential of analytical simulation methods, as realization of this complex process scheme with less flexible standard numerical software systems is difficult. ACKNOWLEDGEMENT The SIMS measurements were performed in cooperation with the Institute of Material Physics, University of Göttingen (Germany). The author is grateful to Dr. Peter J. Wilbrandt and Prof. Dr. Reiner Kirchheim for support and helpful discussions. 1 - 105 REFERENCES 1. Fredman T P: 'An Analytical Solution Method for Composite Layer Diffusion Problems with an Application in Metallurgy'. Heat and Mass Transfer 2003 39 (4) 285-95. 2. Crank J: The Mathematics of Diffusion. Oxford, Clarendon Press, 1990. 3. Ågren J: 'A Revised Expression for the Diffusivity of Carbon in Binary Fe–C Austenite'. Scripta Met. 1986 20 (11) 1507-10. 4. Neumann F, Person B: 'Beitrag zur Metallurgie der Gasaufkohlung Zusammenhang zwischen dem Kohlenstoffpotential der Gasphase und des Werkstückes unter Berücksichtigung der Legierungselemente'. HTM 1968 23 (4) 296-310. 5. Brünner P, Weissohn K K: 'Computer Simulation of Carburization and Nitriding Processes'. Mater. Sci. Forum 1994 163-165 699-706. 6. Grabke H J: 'Aufkohlung, Carbidbildung und Metal Dusting'. HTM 2002 57 (1) 11-16. 7. Pavlossoglou J: Mathematical Modelling, Computer Simulation and Optimisation of Multi-Stage Gas Carburising Processes. Thesis, University of Birmingham, 1975. 8. Bungardt K, Kunze E, Horn E: 'Untersuchungen über den Aufbau des Systems Eisen-Chrom-Kohlenstoff'. Arch. Eisenhüttenwes. 1958 29 (3) 193-203. 9. Birks N, Meier G H: Introduction to High Temperature Oxidation of Metals. London, Edward Arnold Publishers Ltd., 1983. 10. Adamaszek K, Bro P, Kučera J: 'Decarburization and Hardness Changes in Carbon Steels Caused by High-Temperature Surface Oxidation in Ambient Air'. Defect and Diffusion Forum 2001 194-199 1701-06. 11. Esser F, Eckstein H-J: Über die Kinetik der Auflösungsvorgänge von Karbiden bei der Wärmebehandlung von unlegierten Kohlenstoffstählen Beitrag zur mathematischen Beschreibung der Karbidauflösung und Entwicklung eines Systemmodells, das für einen Computer programmiert wird. Leipzig, VEB Deutscher Verlag für Grundstoffindustrie, Freiberger Forschungshefte, 1971. 1 - 106