Materialy/21/PRODUCTION SCHEDULING
advertisement

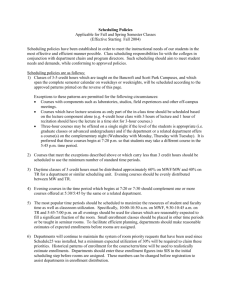
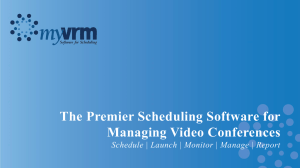
WHAT IS PRODUCTION SCHEDULING? Scheduling concerns the allocation of limited resources to tasks over time. Bitran [1]explained “Production scheduling is concerned with the allocation of resources and the sequencing of tasks to produce goods and services. Although allocation and sequencing decisions are closely related, it is very difficult to model mathematically the interaction between them. However, by using a hierarchical approach, the allocation and the sequencing problems can be solved separately. The allocation problem is solved first and its results are supplied as inputs to the sequencing problem. The resource allocation problem can sometimes be solved using aggregate production planning techniques. To specify completely the input to the sequencing problem, the resulting detailed or item plan (also referred to as the master schedule) has to be disaggregated. A breakdown by component parts can be obtained in a straightforward way by using Material Requirements Planning (MRP) systems. Although MRP continues to be popular in practice, many issues still need to be resolved to make it an effective production planning tool.” Because of complexity of production scheduling there are different views of it [2]. Problem Solving Perspective views the scheduling as an optimization problem. It is the formulation of scheduling as a combinatorial optimization problem isolated form the manufacturing planning and control system place. Decision making Perspective is the view that scheduling is a decision that a human must make. Schedulers perform a variety of tasks and use both formal and informal information to accomplish these. Schedulers must address uncertainty, manage bottlenecks, and anticipate the problems that people cause Organizational Perspective: is a systems-level view that scheduling is part of the complex flow of information and decision-making that forms the manufacturing planning and control system. Such systems are typically divided into modules that perform different functions such as aggregate planning and material requirements planning Production scheduling can be classified according to the following criteria [3]: 1. Flow patterns (a) Flow shop: All the jobs have identical process flows and require the same sequence of operations. (b) Job shop: Jobs have different process flows, and may require significantly different sequence of operations. 2. Processing mode (a) Unit processing: Jobs are processed one by one. (b) Batch processing: A number of jobs are processed together as a batch. 3. Job release pattern (job release time is the earliest time at which processing can start) (a) Static: Jobs are (or assumed to be) released to the shop floor at time zero. (b) Dynamic: Jobs are (or assumed to be) released to the shop floor over time. 4. Work center configuration (a) Single machine (b) Identical parallel machines: (c) Uniform parallel machines: (d) Unrelated parallel machines: DIFFERENCE BETWEEN PRODUCTION PLANNING AND PRODUCTION SCHEDULING Barták[4] stated that “the main difference is in the resolution of the resulting plan or schedule. While the industrial planning deals with the task of finding “rough” plans for longer period of time where activities are assigned to departments etc., the industrial scheduling deals with the task of finding detail schedules for individual machines for shorter period of time. From this point of view, scheduling can be seen as a high-resolution short-term planning.” Planning and scheduling in industry Hierarchical Planning Barták[4] also defines a new mixed planning and scheduling approach in his paper. BENEFITS OF PRODUCTION SCHEDULING There are some goals and benefits of production scheduling: A production schedule can determine whether delivery promises can be met and identify time periods available for preventive maintenance. A production schedule gives shop floor personnel an explicit statement of what should be done so that supervisors and managers can measure their performance. Minimize WIP inventory Minimize average flow time through the system Maximize machine and/or worker utilization Minimize setup times A production schedule can identify resource conflicts, control the release of jobs to the shop, and ensure that required raw materials are ordered in time. Better coordination to increase productivity and minimizing operating costs. ORDER MANAGEMENT AND SCHEDULING Order management is a vital issue on make-to-order systems. Pinedo [5] illustrated the way and how an order is processed via capacity planning, scheduling, and dispatching activities to shop floor management. Key decisions in different stages of order management, production planning, andoperations scheduling (OMPPOS) process(From Kemppainen [9] which based on Pinedo [5]) Order management is closely related with production capacity, current production utilization level, customer priority, and due date based prizing. Some of the customers may have an agreement with the company then we can give high priority according to this agreement. Utilization of resources is done by considering these factors [5]. While accepting an order it is possible to give range of prizes based on time and current state of the production level. THE GAP BETWEEN THEORY AND PRACTICE Application of computer based schedules are very scarce. Pinedo[6] In spite of the fact that during this last decade many companies have made large investments in the development as well as in the implementation of scheduling systems, not that many systems appear to be used on a regular basis. Systems, after being implemented, often remain in use for only a limited amount of time; after a while they often are, for one reason or another, ignored altogether. (p. 2151). Real world is somehow different than idealized computer models so there are some fuzzy constraints, lack of accurate information and, sudden changes. Berlung [7] stated in their paper: “Outcome of the scheduling process is influenced by the scheduler adding human capabilities that cannot be automated, problem-solving when the technical system fails, and negotiating between groups of employees to handle incompatible goals. Technology influences by limitations in the scheduled production system as well as the scheduling tools available. The organization, finally, influences the outcome through degree of proximity between employees, meeting structures, the schedulers’ position in hierarchy and their work role interconnecting activities of different organizational parts.” Also, Wiers [8] presented applicability of operations research and artificial intelligence techniques and their shortcomings in practice: 1. Robustness. Robustness refers to the extent to which a schedule will remain unchanged when the information on which a schedule is based changes. Robustness avoids nervousness in scheduling in situations with uncertainty. Most authors recognize that nervousness should be avoided as much as possible. 2. Complexity. Complexity is an oft used construct, and can be defined in many ways. In this context, complexity refers to the number of real world elements that are relevant for the scheduling problem, and the relationships between these elements. Some of the issues mentioned in this chapter are linked to the complexity of the problem, such as: oversimplification, and knowledge of the problem domain. 3. Performance measurement. The optimization criteria of many scheduling techniques do not meet the criteria used in practice. In practice, performance is often a matter of judgment by the human scheduler, and can be subject to negotiation. 4. Fixed vs. changeable input. Most scheduling techniques assume that information input is a given and cannot be changed. However, in practice, the situation is often not taken for granted: inputs, such as available capacity, might be changed if judged necessary. 5. Organizational embedding. The relationship of scheduling decision making to other parts of an organization is generally not considered in scheduling techniques. 6. Availability and accuracy of data. The scheduling process predominantly depends on the availability of accurate data. If this condition is not met, the schedule will be incorrect and cannot be executed properly. 7. Interaction with human scheduler. It is recognized by many authors that the human scheduler will remain an indispensable factor in the scheduling process. However, many techniques do not account for interaction with the human scheduler. 8. Learning from experience (artificial intelligence techniques). The intelligence that is built into artificial intelligence scheduling techniques is often not stable in practice. Therefore, these systems should learn from experience to keep their intelligence base up to date. However, most artificial intelligence scheduling techniques are not able to learn from experience, and therefore may become outdated. 9. Availability and reliability of human experts (artificial intelligence techniques). The intelligence of AI based scheduling systems sometimes comprises expertise that must be elicited from human experts. However, in many cases, this expertise cannot be adequately acquired. [1] Bitran G. R., (1983),A Simulation Model for Job Shop Modeling, A. P. Sloan School of Management Massachusetts Institute of Technology [2] Hermann, J., W., (2006) Improving Production Scheduling: Integrating Organizational, Decision-Making, and Problem-Solving Perspectives, Industrial Engineering Research Conference, Orlando, Florida [3] Bayındır, Z., P., (2005) EIN 4333 Production and Distribution Systems class notes. [4] Barták, R., (1999), On the Boundary of Planning and Scheduling: A Study, Proceedings of Eighteenth Workshop of the UK Planning and Scheduling Special Interest Group (PLANSIG99) Workshop, [5] Pinedo, M. (1995), Scheduling: theory, algorithms, and systems, Prentice-Hall, Englewood Cliffs, New Jersey. [6] Pinedo, M. (1992). Scheduling. In G. Salvendy (Ed.), Handbook of Industrial Engineering (2nd edition). Chichester: Wiley.Interscience. [7] Berlung, B., Karltun, J.,(2005), Human, Technological and Organizational Aspects Influencing the Production Scheduling Process, 18th International Conference on Production Research [8]Wiers,V., (1997) ,Human-computer interaction in production scheduling-Analysis and design of decision support systems for production scheduling tasks ,Eindhoven, The Netherlands: Eindhoven University of Technology Press, Ph.D. Thesis. [9] Kemppainen, K.,(2005) Priority Scheduling Revisited –Dominant Rules, Open Protocols, And Integrated Order Management