Hierarchy-Oriented Case-Based Reasoning
advertisement

中華管理學報 第二卷 第一期 第75-87頁
民國九十年
An Application of Hierarchy-Oriented
Case-Based Reasoning in the Pilot Production
Stage
Tzu-Fu Chiu
Department of Industrial Management, Aletheia University
32, Jenli St., Danshuei Jen, Taipei, Taiwan
Tel: 02-26212121 ext 5512
Fax: 02-26212121 ext 5512
email: chiu@email.au.edu.tw
Abstract
In this paper, the problem of organisation and re-use of hierarchical
knowledge in the pilot production stage is described and a proposed architecture
to aid this problem called Hierarchy-Oriented Case-Based Reasoning (HOCBR) is
discussed. HOCBR consists a hierarchical case-based structure, multi-stage
retrieval and hybrid adaptation. The hierarchical case-based structure provides a
knowledge representation format for retaining hierarchical knowledge. Multi-stage
retrieval is used to search through hierarchical case bases for the most similar
cases to the input problem. Hybrid adaptation transforms the information from
these cases into a suggested solution. A new system framework based on this
architecture is put forward. A description of the implementation in the pilot
production stage is also provided. An evaluation of the HOCBR architecture is
provided along with possible future research.
Keywords: HOCBR (Hierarchy-oriented case-based reasoning), Multi-stage
retrieval, Hybrid adaptation, FMEA data, Pilot production.
階層導向案例基礎推理架構於試作生產階段之
應用
邱賜福
真理大學工業管理學系
台北縣淡水鎮真理街 32 號
摘
要
本文描述了在試作階段中階層式知識的組織與再使用問題,並提出了
一個協助解決此問題的階層導向案例基礎推理(HOCBR)架構。HOCBR 架
構包含了:階層式案例庫結構、多階段尋取及混合式轉化等三個方法。階
層式案例庫結構,提供了一個儲存階層式知織的知識表示格式;多階段尋
取,是用來在階層式案例庫中搜尋出一個與輸入問題最相似的案例;混合
75
Tzu-Fu Chiu
An application of hierarchy-oriented case-based reasoning in the pilot production stage
式轉化,是將最相似案例的內涵轉換為適用於輸入問題的建議解答。基於
HOCBR 架構作者建立了一個雛型系統,而此雛型系統即應用於試作階段
,最後對此一 HOCBR 架構進行評估,並提出未來可能研究方向。
關鍵詞:階層導向案例基礎推理,多階段尋取,混合式轉化,FMEA 資,試
作生產
1. Introduction
This paper attempts to organize and re-use the hierarchical knowledge in the
pilot production stage. Hierarchical knowledge is usually complex and great in
volume. Simple representations of knowledge, such as predicate rules, are not rich
enough to efficiently encapsulate all of the factors within this type of information.
Complex knowledge is also difficult to formulate into general models. Case-Based
Reasoning (CBR), a paradigm which solves a new problem by remembering a
previous similar situation and by reusing information and knowledge of that
situation [1], is a particularly useful approach for use in the retrieval and adaptation
of hierarchically complex knowledge. The reason for this is that CBR offers a more
suitable structure for compound knowledge and provides a partial matching
mechanism for searching out similar existing cases [2, 10].
Pilot production is a stage of the production cycle that prepares available
material, existing machines and suitable methods for examining the feasibility of
the planned process. It also finds any possible failures and is usually a complicated
and time-consuming procedure. The essential knowledge items contained in pilot
production are manufacturing data and FMEA 1 data. The relationship between the
data items is hierarchical, as a product may include several parts, each part may
contain a number of processes and every process may hold a set of processing d ata
and a set of FMEA data.
Due to the characteristics of the problem domain and the features of the CBR
approach, the Hierarchy-Oriented Case-Based Reasoning (HOCBR) architecture,
which comprises a hierarchical case-based structure, multi-stage retrieval and
hybrid adaptation, is proposed. Utilizing multi-stage retrieval, HOCBR efficiently
seeks out the most similar cases from the complex knowledge organised in a
hierarchical case-based structure. Using hybrid adaptation, HOCBR also effectively
transforms the similar data into more suitable suggested information for the input
problem.
In the next section the HOCBR architecture is described. This is followed by a
description of the system framework for the HOCBR architecture that facilitates the
building of a prototype system. The prototype system is subsequently discussed. The
discussion continues with an evaluation of the HOCBR architecture. Finally,
conclusions are presented and future work outlined.
2. Proposed Hierarchy-Oriented CBR Architecture
The basic concept behind the HOCBR architecture is derived from the Material
1
Failure Modes and Effects Analysis (FMEA) involves the investigation and assessment of all causes and effects of
all possible failure modes on a system, in the earliest development phases [18].
76
中華管理學報 第二卷 第一期 第75-87頁
民國九十年
Requirements Planning (MRP) procedure used in industry, which obtains the
independent demand from the customer order and then calculates the dependent
demand level-by-level, according to the bill of material [12]. The bill of material, a
structured parts list, shows the hierarchical relationship between the finished
product and its various components [5]. Case-based reasoning is suitable for
problem areas where the knowledge (or data) is complex and not easily organized
into patterns or models [9, 17]. Using the concept of MRP and the capabilities of
CBR, case-based reasoning methods are modified and developed to deal with the
hierarchical data structure. The three main components of HOCBR are presented
below.
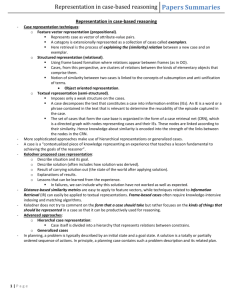
2.1 Hierarchical Case-Based Structure
Hierarchical data can be decomposed into different, but, related types. A car
part product can be broken down into product data (a sub-assembly is called a
product, since it is a finished item from a factory), part data and process data. A
product may contain several parts, with each part fabricated by several processes.
Each process for a part consists of a group of processes and the previously
mentioned FMEA data.
Product
Product_id
Product_description
Constituent_part
Part01
Part02
.
.
Part_n
Figure 1
Part
Part_id
Part_description
Constituent_process
Proc01
Proc02
.
.
Proc_n
Process
Process_id
Process_description
FMEA data
Failure_data
Failure_mode
Cause_of_failure
Effect
Corrective_action
Hierarchical case-based structure with three-level case bases
Thus, it was decided that hierarchical knowledge could be stored in separate
(but related) case bases using the object-attribute-value triplets format [6] and could
also be linked together via a linking function (see Figure 1). A linking function is a
processing procedure in which a seeking operation is employed to connect a field of
a case in one case base onto a case in another case base, then from that case base to
another one and so on. This hierarchical structure also facilitates the retrieval and
adaptation operations. Other benefits of the hierarchical case-based structure are
that redundancy of storage is avoided entirely and the linking function links the
different level case bases together dynamically (starting at any level) and flexibly
(linked and unlinked easily).
2.2 Multi-Stage Retrieval
As stated, data in HOCBR can be organised into a hierarchical case-based
structure. Multi-stage retrieval is proposed to search through multi-level case bases
77
Tzu-Fu Chiu
An application of hierarchy-oriented case-based reasoning in the pilot production stage
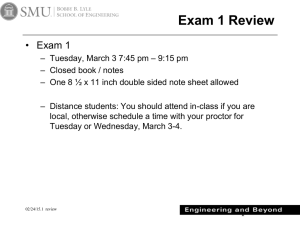
to get a set of related similar cases. The conceptual diagram of multi-stage retrieval
is depicted in Figure 2.
Input
problem
First-stage retrieval
(Product case base, A)
tmp-case
(Retrieval)
case_a2
case_a1
case_a3
.....
case_a4
case_am
(Similar case)
(Linking)
Second-stage retrieval
(Part case base, B)
case_b1
case_b2
case_b7
case_b6
(Edited)
case_b3
case_b8
case_b4
case_b5
(Similar case)
case_b9 . . . . .
case_bn
tmp-case (Retrieval)
(Linking)
(Linking)
Third-stage retrieval
(Process case base, C)
case_c1
case_c2
(Similar case)
case_c6
case_c7
(Retrieval)
tmp-case
case_c4
case_c3
case_c8
(Edited)
case_c9
(Edited)
case_c5
.....
(Similar case)
case_cp
tmp-case (Retrieval)
Hybrid adaptation
Figure 2
A conceptual diagram of multi-stage retrieval
Multi-stage retrieval searches through the hierarchical case bases, from the
highest level case base down to the lowest level case base. Nearest Neighbour
Retrieval (NNR) [9, 13] is employed to search through the three case bases for the
most similar case to the temporary case at each stage. This is shown in Figure 2,
using three-stage retrieval to demonstrate the conceptual logic. Initially first stage
retrieval accepts the input problem from the user and keeps it as a temporary case at
in memory. The case as is found in the top level case base A, such that
Ma (s, t) = max {Ma (x, t)}
for x A, where Ma is the similarity score, associated with the case base A, given
by
n
n
k 1
k 1
Ma (x, t) = ( wk fkxt) / ( wk)
Here fkxt is the value of an appropriate similarity function for feature k of
cases ax, at such that 0 fkxt 1, k = 1, ..., n. The vector of weights w' = (w1, …,
wn) reflects the importance assigned to the features and is called a retrieval view. In
Figure 1, s = 3. Using the constituent parts of as and the linking function, first -stage
78
中華管理學報 第二卷 第一期 第75-87頁
民國九十年
retrieval links the first-level case base A (e.g. in Figure 2, cases a3) to second-level
case base B (e.g. cases b3, b6, and b7).
As there is no editing required for case b3 and case b5 in this example,
second-stage retrieval links to the third-stage directly, using the constituent
processes of case b3 and case b6 and the linking function. The user may wish to edit
a case (to change portions of its fields, or to add a necessary new case) in order to
fit the input problem more closely, as for case b7. Second-stage retrieval then stores
this edited case as a temporary case in memory and utilizes this temporary case to
search out a similar case (e.g. case b9) in the part case base. Using the constituent
processes of the similar case and the linking function, second-stage retrieval links
the second-level case base B (e.g. case b9) to third-level case base C (e.g. case c3,
c4, c5, and c9).
In the third-stage retrieval shown in the example, two cases (i.e. case c8 and c9)
have been edited by the user. Case c8 and case c9 are then stored as temporary cas es
in memory in order to find the most similar cases to them (using NNR). Multi -stage
retrieval (including hybrid adaptation) is performed iteratively on the process and
FMEA data until the search of all of the constituent elements is completed.
The advantages of multi-stage retrieval are: the interactive editing function at
each level for modifying portions of the intermediate data and the dynamic
searching procedure through hierarchical case bases for the most similar cases. Thus
the entire case bases are searched thoroughly and efficiently.
2.3 Hybrid Adaptation
Within multi-stage retrieval, when retrieval proceeds down to the third-stage in
this system, the retrieved case data will be passed onto the next operation, hybrid
adaptation, in order to generate the suggested solutions for the input problem. The
different hybrid adaptation methods which are suitable to the application area of
pilot production and include formula adaptation, rule-based adaptation and
shift-view adaptation, are discussed below.
Formula adaptation: this method uses parameter adjustment [14] to substitute
the processing time and cutting speed for a similar case let us say S (retrieved at
3rd-stage retrieval). The ‘formula field’ is used off-line to calculate the processing
time and cutting speed for each case in the process case base, according to the
relevant data kept in the case fields. The calculation formulae for processing time t
(minutes) and cutting speed V (mm/min) are listed below [8]:
t = L / (fN);
V = DN
where L is the length of the workpiece (mm), f is the feeding speed
(mm/revolution), N is the rotation speed (rpm), and D is the bore diameter (mm).
During system execution, at the editing stage of multi-stage retrieval, if the process
specifications (i.e. the length of a workpiece and/or the rotation speed of a machine)
have been changed and differ from the similar case S, the calculation formula is
employed again to re-calculate a new processing time and cutting speed to reflect
these parameter changes. This will provide adjusted values for the similar case S.
Rule-based adaptation: this method uses domain-specific adaptation [9] to
search out the most suitable machine and tool associated with a specific part and
79
Tzu-Fu Chiu
An application of hierarchy-oriented case-based reasoning in the pilot production stage
process for the similar case S. The machine selection data and tool changing data
collected from the factory is used to generate a knowledge base. During the editing
procedure, if the main specifications of a process are changed, the reasoner passes
this data on onto the rule-based environment. A set of rules for searching out a
suitable machine and tool for the “Body” of an oil pump in the plane milling
process are shown as an example below.
IF Part_name = “Body (OP)” AND
Proc_name = “Plane milling” AND
Hole_distance < 150
THEN
Machine_selected = “MC02; Machine centre”
IF Proc_name = “Plane milling” AND
Machine = “MC02; Machine centre”
THEN
Tool_selected = “T0120110; Milling tool”
Subsequently, the inference engine is activated to seek out a solution which
exactly matches the input condition. The information obtained is sent back to
complete the adaptation procedure. If no exact match exists no value is returned.
Shift-view adaptation: this method applies case-based substitution [7] to replace
FMEA data in the similar case S with a more useful set of FMEA data (or a combination
of two sets of FMEA data), which match the edited case let us say E more closely. A
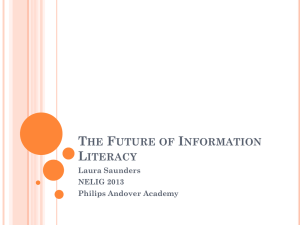
retrieval view w may be partitioned into subviews w1, w2, wn. Each subview
corresponds to the features in a particular section of the data. For example a process
case contains data of two kinds: process data and FMEA data. Thus, as well as the
general view wg, where w'g = (w'1, w'2), to emphasise the different data types the process
view is defined, wp, where w'p = (w'1, 0') and the FMEA view, wf, where w'f = (0', w'2).
Here w1 and w2 are the subviews corresponding to the process and FMEA data
respectively and 0 is the vector of zeros. The relationships between different kinds of
retrieval views is shown below in Figure 3.
Retrieved case
Sp
[retrieval]
Process view, Mp (Sp, E)
(Similarity_score_Sp)
[comparison]
Edited case
E
General view
Similar case
S
FMEA view, Mf (Sf, E)
(Similarity_score_Sf)
[retrieval]
Figure 3
Process view, Mp (Sp, Sf)
(Process_score)
FMEA view, Mf (Sp, Sf)
(FMEA_score)
[comparison]
Retrieved case
Sf
Relationships between different kinds of retrieval views
80
中華管理學報 第二卷 第一期 第75-87頁
民國九十年
Case-based substitution is used to replace FMEA data in the similar case S
(retrieved using wg). A case which is found to be similar using wp may consist of a
process closely related to that of E and may also contain useful FMEA data for E.
Similarly the case retrieved using wf will contain a set of FMEA data closely related to
that in E.
Therefore two cases Sp, Sf are retrieved using wp and wf respectively. These two
cases are then compared using the NNR method (also through the process view and
FMEA view). The aim of the comparison is to measure the degree of similarity of fields
between the two retrieved cases (i.e. Sp and Sf), based on the different views. The
different comparison scores between the two views will facilitate the following selection
procedure for finding a useful set of FMEA data for the similar case S. Essentially, these
two retrieved cases are similar to the edited case E in some aspects, depending on the
view used. If the two retrieved cases are also similar to each other, their two sets of
FMEA data may be useful for predicting possible future FMEA situations in the edited
case E (i.e. the edited process).
The two retrieved cases are retained or discarded as follows. Let Mv (c1, c2) be the
similarity (or comparison) score of cases c1, c2 using view wv. Firstly, the threshold
value is that Mp (Sp, E) 0.5 and Mf (Sf, E) 0.5. Then we retain case Sp if and only if
max {Mp (Sp, Sf), Mf (Sp, Sf)} 0.5 or Mp (Sp, E) 0.75, and similarly we retain case Sf
if and only if max {Mp (Sp, Sf), Mf (Sp, Sf)} 0.5 or Mf (Sf, E) 0.75. These decision
criteria can also be explained as in Table 1.
Table 1
Selection criteria table for the retrieved cases
Criterion
Condition 1
Condition 2
Condition 3
Condition 4
Conclusion
No.
Mp (Sp, Sf)
Mf (Sp, Sf)
Mp (Sp, E)
Mf (Sf, E)
Recommended retrieved case
1
>= 50%
--
--
--
Retrieved case Sp & case Sf
2
< 50%
>= 50%
--
--
Retrieved case Sp & case Sf
< 50%
>= 75%
>= 75%
Retrieved case Sp & case Sf
< 75%
Retrieved case Sp
>= 75%
Retrieved case Sf
< 75%
No case
3
4
5
< 75%
6
3. System Framework for the HOCBR Architecture
Based on the HOCBR architecture, a system framework has been developed. The
system framework, incorporating the background environment, development tools and
main operations, is shown in Figure 4.
According to the HOCBR system framework, the final prototype system will be
able to perform the following activities. Firstly, the system accepts the manufacturing
and FMEA records as initial data to form the case bases. Process data is then entered as
an input (or current) problem. The multi-stage retrieval (the first shaded operation in
Figure 4) is then activated to do the retrieving operation upon the hierarchical case bases,
by searching for the most similar cases to the input case. Subsequently, the hybrid
adaptation (the second shaded operation in Figure 4) is triggered to do the
81
Tzu-Fu Chiu
An application of hierarchy-oriented case-based reasoning in the pilot production stage
transformation process associated with the case bases and knowledge base, by
transforming the most similar cases into successive temporary solutions. The temporary
solutions are then integrated by the data integration unit into a final suggested solution
for the user. The main functions of the system are: single-stage retrieval, multi-stage
retrieval, formula adaptation, rule-based adaptation, shift-view adaptation and data
integration [3].
Application area: pilot production in the car part industry
Problem: retrieval and adaptation of hierarchical knowledge
Input
problem
Data
entry
Modified
data
Problem
modification
Users
No
Multi-stage
retrieval
Hybrid
adaptation
Down to the
lowest level?
Yes
Case
base
Knowledge
base
(Knowledge Archive)
Successive
solutions
Programming
language:
ReMind API &
Visual Basic
No
More alternatives
needed?
Solution
display
Yes
Suggested
solution
Data
integration
Using: manufacturing & FMEA data
Based on: ReMind development system
Figure 4
HOCBR system framework for the problem domain
Key:
: an operation
: main operations of the system
: logical flow
: data flow related to the knowledge archive
: judgement
: knowledge archive (a set of data structures)
: various types of data used in the operations;
: various types of data structure in the archive.
4. Implementation in Industry
A prototype system for this research has been developed from the HOCBR system
framework and successfully installed in an automobile component factory in Taiwan.
Real data from factory has been entered into the system. The system is currently being
used by engineers who work in the interactive manufacturing environment of pilot
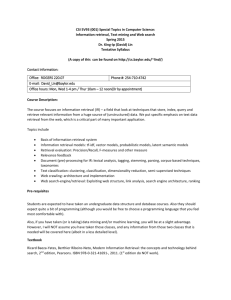
production within the factory. The system provides the four main functions for browsing,
multi-stage retrieval, hybrid adaptation (a screen of the shift-view adaptation as an
example shown in Figure 5) and integration.
Feedback about the system has been positive. Summarised questionnaire evaluation
from the engineers states that they found the system useful, improved efficiency and
82
中華管理學報 第二卷 第一期 第75-87頁
民國九十年
would continue to be of use after the initial testing period [4].
Rule-based
Shift-view
Shift-view
S(p)
S(f)
Figure 5
A screen of the shift-view adaptation result
5. Evaluation of the HOCBR Architecture
In order to perform an evaluation of the HOCBR architecture in detail, this section
is divided into three sub-sections. Firstly, the hierarchical case-based structure is
compared to the individual structure (normally used in the flat-record case base), in
order to highlight its advantages with respect to data storage. Multi-stage retrieval is
then compared to other hierarchical systems, in order to show its capability in linking
and editing dynamically. Finally, shift-view adaptation is compared to the CLAVIER
method [7], in order to demonstrate its functionality in data transformation using
different retrieval views.
5.1 Comparison of the Number of Data Units in the
Hierarchical and Individual Case-Based Structures
The individual case-based structure has been employed in many existing CBR
systems (e.g. CHEF, CASEY and HYPO) for data storage [19]. Thus it is used as a basis
for comparison with the hierarchical case-based structure.
Each cluster of product, part, or process data is called a data unit. The number N1
of data units in the individual case-based structure is calculated as in formula (1); and
the number N2 of data units in the hierarchical case-based structure is calculated as in
formula (2).
N1 = 3 mnp,
(1)
N2 = (m + mn + mnp) – c,
(2)
83
Tzu-Fu Chiu
An application of hierarchy-oriented case-based reasoning in the pilot production stage
where m is the number of data units in the product level, n is the average number of
constituent data units in the part level, p is the average number of constituent data units
in the process level and c is the number of common units in the part and process levels.
For c = 0, n > 1 and p 1, it can be said that
p > (1 + n) / 2n;
=> 3np > 1 + n + np;
=> 3mnp > m + mn + mnp; that is
N1 > N 2
therefore, the number (N2) of data units in the hierarchical case-based structure is less
than the number (N1) of data units in the individual case-based structure. The ratio (i.e.
the relative efficiency) for the number of data units between the individual case-based
and hierarchical case-based structures is expressed below.
R = (3mnp) / (m + mn + mnp);
= (3np) / (1 + n + np);
= (3) / ((1 / np) + (1 / p) + 1);
The ratio will approach 3 as p approaches infinity; meanwhile the ratio will
approach (3p) / (p + 1) as n approaches infinity.
In the prototype system, there are 22 data units (i.e. 8 oil pumps, 8 water pumps
and 6 front axle assemblies) in the product base, 54 data units in the part base and 171
data units in the process base. The total number of data units in the hierarchical
case-based structure is:
N1 = 22 (product base) + 54 (part base) + 171 (process base) = 247
However, to keep all of this data in the individual case-based structure, the number
of data units will increase as follows (according to the BOM of products):
((8*1*5), (8*1*2), (8*1*2), (8*1*2)) = 88
(oil pump)
((8*1*4), (8*1*1)) = 40
(water pump)
((6*1*5), (6*1*4), (6*1*3)) = 72
(front axle)
N2 = 3 (88 + 40 + 72) = 600
(data units)
Consequently, the number of data units for keeping the manufacturing and FMEA
data in the hierarchical case-base structure is much less than in the individual case-base
structure. The redundancy of data storage is avoided successfully. Meanwhile, this will
also improve the searching efficiency of the retrieval operation (while the case base size
gets larger and larger).
5.2 Comparison of Multi-Stage Retrieval with Other
Hierarchical CBR Systems
Of some other systems organised in a hierarchical way, the more notable ones are
the Deja Vu system [15, 16] and the CBRefurb system [11]. In Deja Vu, complex
problems are stored as hierarchical collections of cases and individual cases describe
part of a more complex solution at some given level of abstraction through the
network-based structure. It then uses ‘adaptation-guided retrieval’ which ensures that
adaptable cases are always retrieved. In CBRefurb, a whole building task is broken
84
中華管理學報 第二卷 第一期 第75-87頁
民國九十年
down into smaller tasks (building items) by organising the refurbishment cases as a
hierarchical structure composed of cases and subcases. It uses ‘multiple case retrieval’
to collate information from several old cases for estimating the cost of refurbishment.
The adaptation-guided retrieval of Deja Vu uses adaptation knowledge during
retrieval to determine the adaptation requirements of cases and the multiple case
retrieval of CBRefurb relies on the indices and the organisation of the memory to direct
the search to potentially useful cases. By contrast, multi-stage retrieval used in the
HOCBR architecture searches through different level case bases to find the required
pieces of a product (i.e. parts and processes) and is accompanied by linking and editing
functions. The advantages of multi-stage retrieval are that the constituent parts of a
product and constituent processes of a part guide the linking function to connect case
bases efficiently, stage-by-stage; the editing function allows the user to add a new
intermediate case or to change portions of an existing one in order to retrieve a more
closely matching similar case.
5.3
Comparison of Shift-view
CLAVIER Method
Adaptation
with
the
Shift-view adaptation, using different retrieval views (i.e. weighted vectors) within
nearest neighbour matching to find the most similar cases within a case base, produces a
more suitable solution for an input problem. The CLAVIER method [7] uses two types
of knowledge to divide cases into two compatibility groups with respect to unmatched
parts: global case compatibility and local spatial compatibility. Global case
compatibility is used to find compatible substitutions for a given part in cases that are
globally similar to the current situation. Local spatial compatibility is utilised to select a
specific part as a substitute according to its relative position in the case piece.
By contrast, three different views (i.e. general view, process view and FMEA view)
are used in shift-view adaptation in order to focus on various attribute groups (i.e. all
attributes of a case, attributes regarding process features and attributes regarding FMEA
features). As a set of failure modes and corrective actions were generated for a specific
process, its similarity can be alternatively measured in three ways: using all attributes,
attributes regarding process features, or attributes regarding FMEA features.
Consequently, based on the various views, all of the potential failure modes and
corrective actions in the case base will be screened out successfully.
6. Conclusions and Future Work
This research has identified the problem as the organisation and re-use of
hierarchical knowledge in the pilot production stage, with particular reference to the car
part industry.
The HOCBR architecture has been proposed to tailor the general CBR
methodology to the selected problem domain. This architecture organises several case
bases into a hierarchical case-based library, searches out the most similar case from the
multi-level case bases and adapts this case (using different adaptation methods) into a
suitable suggested solution for a current problem.
Furthermore, based on the proposed HOCBR architecture, the system framework
has been developed and evaluated in an industrial environment. The full potential of this
approach has not yet been realised in practice. For example, only three levels of retrieval
85
Tzu-Fu Chiu
An application of hierarchy-oriented case-based reasoning in the pilot production stage
have been demonstrated and the number of cases was relatively small. The current
prototype requires that the case bases still need to be created off-line and some processes
within the CBR cycle are not yet fully implemented. Potential research areas suggested
by these limitations are listed below, along with other areas for future investigation:
to strengthen the functions of the HOCBR architecture for the problem domain,
especially the revision and retainment operations;
to develop further application systems based on the HOCBR architecture in other
industries which have similar features to those of the problem domain; and
to collect more real data from the collaborating factory to increase the processing
capacity of the application system.
The implementation and evaluation of the HOCBR architecture have shown that
the system functions successfully. The author believes the proposed methods and system
architecture to be more efficient, in certain respects, than existing approaches and to
offer considerable practical advantages.
References
1.
Aamodt, A. and E. Plaza, “Case-Based Reasoning: Foundational Issues,
Methodological Variations and System Approaches,” AICOM, 7(1), 39-59(1994).
2.
Bradley, J. and U.G. Gupta, “A Classification Framework for Case-Based
Reasoning Systems,” The New Review of Applied Expert Systems, 1, 35-48(1995).
3.
Chiu, T.F., Hierarchy-Oriented Case-Based Reasoning with an Application to Pilot
Production in the Car Component Industry, Ph.D. Dissertation, School of
Computing and Information Systems, University of Sunderland, UK(1998a).
4.
Chiu, T.F., “An Evaluation of the HOCBR System in the Car Component Industry,”
Tamsui Oxford Journal of Management Sciences, Tamsui Oxford University
College, 13-14, 15-43(1998b).
5.
Evans, J.R., Anderson, D.R., Sweeney, D.J. and T.A. Williams, Applied
Production and Operations Management, West Publishing Company(1990).
6.
Giarratano, J. and G. Riley, Expert Systems: Principles and Programming, PWS
Publishing Company(1994).
7.
Hennessy, D. and D. Hinkle, “Applying Case-Based Reasoning to Autoclave
Loading,” IEEE Expert, 7(5), 21-26(1992).
8.
Kalpakjian S., Manufacturing Engineering and Technology, Addison-Wesley
Publishing Co.(1992).
9.
Kolodner, J., Case-Based Reasoning, Morgan Kaufmann Publishers, Inc.(1993).
10. Kumar, H.S. and C.S. Krishnamoorthy, “A Framework for Case-Based Reasoning
in Engineering Design,” Artificial Intelligence for Engineering Design, Analysis
and Manufacturing, 9, 161-182(1995).
11. Marir, F. and I. Watson, “Representing and Indexing Building Refurbishment
Cases for Multiple Retrieval of Adaptable Pieces of Cases,” Case-Based Reasoning
Research and Development, M. Veloso and A. Aamodt (eds.), 55-66(1995).
12. Martinich, J.S., Production and Operations Management: An Applied Modern
86
中華管理學報 第二卷 第一期 第75-87頁
民國九十年
Approach, John Wiley & Sons, Inc.(1997).
13. Richter, M.M., “Introduction,” Case-Based Reasoning Technology: From
Foundation to Application, M. Lenz, B. Bartsch-Sporl, H. Burkhard & S. Wess
(eds.), 1-15(1998).
14. Riesbeck, C.K. and R.C. Schank, Inside Case-Based Reasoning, Lawrence
Erlbaum Associates, Inc.(1989).
15. Smyth, B. and P. Cunningham, “A Hierarchical Case-Based Reasoning System for
Software Design,” Proceedings of the 10th European Conference on Artificial
Intelligence, Vienna, Austria, 587-589(1992).
16. Smyth, B. and M. Keane, “Experiments on Adaptation-Guided Retrieval in
Case-Based Design,” Case-Based Reasoning Research and Development, First
International Conference, ICCBR-95, M. Velosoand and A. Aamodt (eds.),
313-324(1995).
17. Watson, I. and F. Marir, “Case-Based Reasoning: A Review,” The Knowledge
Engineering Review, 9(4), 327-354(1994).
18. Wirth, R., Berthold, B., Kramer, A. and G. Peter, “Knowledge-Based Support of
System Analysis for the Analysis of Failure Modes and Effects,” Engineering
Applications of Artificial Intelligence, 9(3), 219-229(1996).
19. Zito-Wolf, R.J., Case-Based Representations for Procedural Knowledge, Ph.D.
Dissertation, Brandeis University, USA(1993).
87