Lab Report 3
advertisement

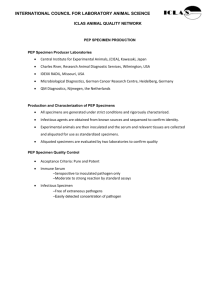
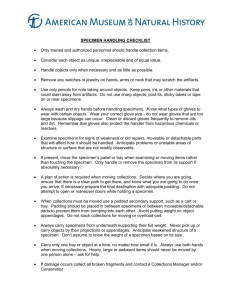
I. Objective In this particular lab, we conducted experiments in order to learn about how different thermal treatments affected the microstructure and material properties of several steel specimens. We performed hardness and bending tests in order to analyze how furnace-cooled, normalized, and oil-quenched specimens reacted under stress. In doing so, we gained some insight into how thermal methods can bring about desired macroscopic properties in certain materials. Additionally, we learned how these heat treatments affected the materials at a microscopic level. II. Experimental Methods 2.0 Heat Treatments In order to discuss the macroscopic properties of these steel specimens, it is important to provide formal definitions for the thermal treatments that will be referenced throughout. Prior to the experiments, the following thermal treatments were performed on the steel specimens: An annealed specimen is a specimen that has been put into a furnace at 850 degrees Celsius, which is the austenitic range for the metal. It is held for one hour, and then furnace-cooled at a steadily-decreasing temperature for 10 hours. A specimen that has been austentized and quenched has been put into a furnace at around 850 degrees Celsius, held in the furnace for an hour, and immediately placed into a large reservoir of oil or water at room temperature. A specimen that has been austentized, quenched and tempered undergoes the same process as the austentized and quenched method, but after it is cooled in the large reservoir of oil, it is re-heated to its tempering temperature (~250 C), held for 2 hours and cooled at room temperature. All of the thermal methods defined above have different implications on the microscopic structure of materials that undergo these methods. As will be discussed at length later in this report, engineers can utilize these methods in order to modify the mechanical properties of a metal so that they are better suited for a particular application. 2.1 Manual Bending Test This particular experiment is very similar to the manual bending experiment performed in Lab 2. Specimens of 4140 Steel (each with a diameter of roughly 6.3 mm) that had been annealed, quenched, and quenched/tempered were tested for their tensile yield strength by being subjected to an end load perpendicular to the plane of the specimen. Preparation for this experiment involved placing one end of the specimen into a jig and clamping it down to the table. A long, cylindrical metal tube about ~1 meter long was placed on the other end of the specimen, and a screw was tightened to secure it onto the specimen. A pictorial representation of this experiment can be found in Figure E-1 in the appendices of this report. In conducting the experiment, we used two force gauges to apply an orthogonal load to the free end of the specimen, all the while measuring the moment arm of the force with a tape measure. We applied a continually increasing load until the specimen seemed to deform at a constant applied load (its yield strength), or in other cases, failed. We recorded the load that caused the material to reach yield strength, as well as the length of the moment arm, after each experiment. 2.2 Charpy Impact Test The Charpy Hardness Test measures the toughness of certain materials by using a large pendulum hammer to fracture specimens. By calculating the energy lost in propagating a crack through the specimen, we can learn about the toughness of a specimen, as well as its tensile strength. Additionally, by inspecting the breakage plane of the specimen, we can also gain some insight into the ductility of the material. In preparing this experiment, we used a large pendulum hammer, represented in Figure E-2. The specimens were small bars, each with a triangular notch on one side that would make it easier to initiate a crack (because the stress would be highest along this notch). We brought the hammer up to its maximum potential, and locked it into place. After this, we secured the specimen into a clamp that was located at the very bottom of the hammer’s swing (where the hammer’s kinetic energy is the greatest). The notch was positioned so that it faced away from the surface of the specimen that would be impacted by the hammer. We zeroed the energy gage, and pulled a lever to release the hammer. The hammer went through a full swing, fracturing the specimen at the bottom of its swing, and the energy 1 gage calculated the decrease in potential energy as the hammer reached zero upward velocity at the end of its swing. We performed this experiment on 4 different steel specimens: annealed, quenched, quenched & tempered, and stainless steel specimens. For each specimen, we performed the test on a bar that had been dipped in liquid nitrogen, a bar that had been dipped into boiling water and a bar that was at room temperature. In total, we performed 12 separate experiments. For each test, we calculated the energy (in Joules) lost. 2.3 Rockwell Hardness Test The Rockwell Hardness Test measures hardness by calculating the depth of indentation of a diamond-tipped point into a specimen under different loads. Hardness is defined as the applied load over the projected area of indentation: F H a fffff A [1] A pictorial representation of this test can be found in Figure E-3. Different scales are selecting depending on the relative hardness of the material being tested. For the specimens tested (annealed, quenched, quenched & tempered, and stainless steel), a 60 kilogram scale was chosen. For each test, the scale calculated a number corresponding to the hardness of each specimen, and we used a conversion chart to calculate the approximate tensile strength in ksi and MPa. III. Results 3.1 Manual Bending Test The first specimen tested was the 4140 steel specimen that had been austentized and quenched. The initial length of this specimen (the length that remained unclamped) was about 1,035 mm. This specimen failed immediately. So quickly in fact, that we were not able to get a completely accurate force measurement that brought it into failure. Because of this, we were forced to estimate the yield force that caused failure, and for this, we estimated a F LL of around 26 N. Next, we tested the specimen that had been quenched and tempered. The initial length was 1,020 mm, and the load required to force the specimen into plasticity was 45 N. The F LL of the specimen was 68 N, and the moment arm at this collapse was 980 mm. Lastly, we tested the specimen that had been annealed. The initial length was 1,010 mm, and F y was 19 N. The collapse load was 22 N, and this occurred at a moment arm of 970 mm. As is evident from these results, the specimens reacted very differently to the manual bending test depending on how they had been thermally treated beforehand. The implications of this observation will be discussed more indepth in the Discussion section of this lab report. 3.2 Charpy Impact Test For this test, we tested 4 different thermally treated specimens at 3 different temperature extremes. The results of these tests are summarized in Table T-1: Material & Treatment Annealed 4140 Steel Quenched 4140 Steel Quenched & Tempered 4140 304 Stainless Steel Energy (T = -150C) [J] <1 8 5 120 Energy (T = 25C) [J] 66 11 19 120 Energy (T = +80C) [J] 158 13 11 120 Table T-1: Energy Lost for Different Specimens at Different Temperatures It should be noted that the actual energy readout on the Charpy apparatus was 10 Joules higher in each case. However, these 10 J were subtracted to account for the frictional and acoustic dissipations that actually had nothing to do with the toughness of each material. 2 3.3 Rockwell Hardness Test We tested 4 different specimens using the Rockwell Hardness Testing apparatus. We performed 3 tests on each specimen using different locations on the specimen, took the average, and then used a conversion chart to convert these scale readings to the approximate tensile strength of the material in ksi and MPa. These results are summed up in Table T-2: Material & Treatments Quenched 4140 Steel Q & T 4140 Steel 304 Stainless Steel Annealed 4140 Steel Test 1 74.7 72.6 57 35.7 Test 2 89 73.7 54.9 38.6 Test 3 73.8 73.5 58.2 38.3 Average 79.2 73.3 56.7 37.5 UTS (ksi) UTS (Mpa) 313 219 93 46.5 2150 1500 640 320 Table T-2: Results from Rockwell Hardness Testing on Steel Specimens IV. Discussion 4.0 The Effects of Thermal Treatments It is important to point out that, during the heating and cooling process, metals undergo different phases that ultimately affect the macrostructural and microstructural properties of the metal. These phases include: Austenite - face centered cubic (FCC), relatively soft medium-temperature phase; stable equilibrium phase. This phase is encountered when metals are heated to their Austenitic Range, which is around 850 C for 4140 steel. Ferrite - body centered cubic (BCC), relatively soft low-temperature phase; stable equilibrium phase. Ferrite formation depends on the rate at which steels are cooled. Ferrite is usually abundant when steels are annealed, less abundant in quenched & tempered specimens, and practically nonexistent in quenched specimens. Ferrite is the component that gives steels their magnetic properties, which is why stainless steel did not exhibit magnetic properties in the lab (304 Stainless Steel is an austenitic chromium-nickel alloy, and has no ferritic components). Cementite - complex orthorhombic, hard metastable phase. It forms directly from the melt in the case of white cast iron. In carbon steel, it either forms from austenite during cooling or from martensite during tempering. It is hard and brittle in its purest form. Pearlite – a lamellar microconstituent that consists of alternating layers of ferrite and cementite. Pearlite’s color resembles mother of pearl (hence the name) and it is usually formed when an austenitic steel is cooled slowly (annealed). Martensite - BCC structure similar to ferrite. Martensite usually forms when steel is cooled within a second from its austenitic phase (quenched, quenced & tempered). Because of such rapid cooling, carbon atoms are trapped inside the crystal structure and do not have time to diffuse out. Martensite is considerably harder than ferrite, and due to its limitied plastic deformation, it can make steel very brittle if there is too much of it. Each of these phases contributes to the overall mechanical properties of specimens that undergo them. In order to better understand how these phases manifest themselves depending on the thermal treatment used, we can consult a Time-Temperature-Transformation (TTT) chart. This chart highlights which phases are encountered based on the temperature of a specimen and the time that the specimen is exposed to such a temperature. An example of a TTT for 4140 steel can be found in Figure E-4. Based on this chart, we can begin to piece together the phases that are encountered by our specimens depending on the rate at which they were cooled (since they were all heated to their austenitic range of around 850 C). The specimen that was annealed undergoes a slow cooling process, so it is rather devoid of any martensite. Judging by Figure E-4, the cooling process (which takes about 10 hours) results in the specimen ending in the regime characterized primarily by ferrite and pearlite, which indicates the presence of cementite as well. As a result, annealed steel is relatively soft and brittle, due to the presence of ferrite and cementite. An optical microscopic image of an annealed specimen can be found in Figure F-1 located in the appendices of this report. 3 The specimen that was austentized and quenched is cooled so rapidly (within one second after the austentitic range) that it forms an abundance of martensite. With respect to Figure E-4, the gradient of the cooling line is so steep that it does not form any ferritic or cementic components. This can be visualized by imagining a line beginning at 850 degrees C in Figure E-4 and ending at ~25 degrees C in a time span of 1 second. This line would avoid the “nose” formed by the median line between “A” and “A+F” sections. Therefore, it experiences pure hardness due to the overabundance of martensite. Figure F-2 shows an optical microscopic photograph of a quenched specimen. The specimen that was austentized, quenched and tempered is cooled very rapidly initially, and therefore contains martensitic components. However, since it is heated back up to its tempering temperature and cooled slowly (~2 hours), it also contains components of ferrite as well. As a result, it is not quite as hard or brittle as the quenched specimen, and it is not quite as ductile or soft as the annealed specimen. However, the act of tempering at a lower tempering temperature increases the yield strength. An optical microscopic Figure E-4: TTT diagram for 4140 Steel image of an annealed, quenched and tempered specimen can be found in Figure F-3. The stainless steel specimen that we tested was grade 304, meaning it was austenitic. For these experiments, we used a chromium-nickel alloy. The lack of martensite means that it is usually pretty soft; however it is very ductile and more resistant to temperature changes due to its austenitic nature and the lack of ferrite. 4.1 Manual Bending Test In doing the manual bending experiments, we can approximate the tensile yield strength based on the values we obtained for F LL . Using the following formula, we can calculate the collapse moment: ` a M LL F LL AlAsin [2] where l is the length of the moment arm, and is the angle that the force makes with the moment arm. In this case, we measured the moment arm orthogonal to the force, so is 90 degrees. Once we have M LL for each specimen, we can approximate the tensile yield strength by using the following formula: M LL Ay yf @pbend fffffffffffffffffffff 1.7 AI The value 1.7 is a rough approximation of the ratio of [3] M fffffffffffff LL , which is the ratio of the collapse moment to the yield Me moment. In the case of the tested specimens, y is the distance from the neutral axis of the specimen to the outer radius, and I is the bending moment of inertia for each specimen: R I bend ffffffffffff 2 4 After calculating yf @pbend using formulas [2], [3], and [4], I consolidated all the values in Table T-3. 4 [4] b Material & Treatment Quenched 4140 Steel Quenched & Tempered Annealed I M LL (N * m) 26.91 66.64 22.44 c m4 1.55E-10 1.53E-10 1.54E-10 yf @pbend (MPa) 321.6 804.2 269.5 Table T-3: Tensile Yield Strength Approximations for 4140 Steel Specimens To supplement Table T-3, refer back to Section 3.1 for the original dimensions, as well as values for F LL and moment arms for each specimen. As is evident from Table T-3, the specimen that was quenched and tempered had more than double the tensile strength of the quenched and the annealed specimens, which were much closer to each other in number. However, the estimate for the quenched specimen is not very accurate, considering that it broke before we were able to get an accurate number for F LL . The material was so brittle (due to the over-abundance of martensite) that it experienced very little deformation before it failed. 4.2 Charpy Hardness Test Using data outlined in Table T-1 in the Results 3.2 section, a rough plot of the temperature trends experienced by each specimen can be found in Figure G-1 in the appendices. As is evident in this graph, the stainless steel specimen had no deviation in impact energy when it was exposed to the different temperature extremes. This is partly due to the fact that stainless steel lacks martensite; therefore, it is relatively soft and dissipates more energy in fracture. Additionally, the absence of ferrite causes the stainless specimen to be practically independent of temperature as far as toughness is concerned. The primarily austenitic structure of stainless steel is another prime constituent to its temperature independencies. These properties of stainless steel (primarily, thermal independence) make it one of the most widely-used steel grades in the commercial world. Both the quenched and the quenched & tempered specimens had very little temperature deviation as well. The presence of martensite makes each of these specimens very hard and brittle (little impact energy is necessary to propagate cracks since the specimens do not expend energy deforming), and the absence of ferrite lends to their independencies on temperature changes. However, the annealed specimen seemed to get much tougher at the higher temperature extremes. The lack of martensite makes the material very ductile, but the abundance of ferrite and cementite makes it more dependent on temperature changes. Additionally, it had the greatest impact energy at the highest temperature because it is the most ductile, due to the lack of martensite. Generally speaking, specimens with the higher UTS experienced a lesser amount of temperature deviation. When referring back to Table T-3, we see that the quenched and the quenched and tempered specimens had the greater UTS , and had a much less drastic slope gradient on Figure G-1. In contrast, the annealed specimen had the lowest UTS and experienced a much higher temperature dependence in the Charpy test. Additionally, specimens with a greater hardness measurement generally had greater temperature independence. Although this is very general and not conclusive, we can see that the annealed specimen, with the lowest UTS , had the greatest amount of temperature variation. Steel seems to be an exception to the rule, as it was the second softest material but experiences no temperature dependence at all. Finally, the quenched and the as-quenched specimens had the greatest UTS , and very little temperature dependence. 4.3 Rockwell Hardness Test For the approximate UTS values for each specimen, refer back to Table T-2 in Section 3.3 of this lab report. The hardness of each specimen depends largely on the martensitic component: the more martensite, the harder and more brittle the material. With this in mind, it makes sense that the quenched and the quenched and tempered specimens are the hardest, since they were cooled the fastest and retained the most martensite according to Figure E-4. Additionally, the annealed specimen retained no martensite, and was the softest. Therefore, it can be concluded that UTS depends directly on the amount of martensite present in a specimen. 5 V. Conclusion This lab was a refreshing step away from empirical formula derivations. In the previous labs we learned how certain specimens reacted to different experiments, but in this lab, we learned why they reacted the way they do. Additionally, we were also made aware of the different heat-treatments available to materials engineers, and how these heat treatments manipulate and alter the mechanical properties of certain materials. Thermal treatments can be used to make materials more ductile, harder, or have greater yield strength; as a result, materials can be altered to fit certain specified real-life applications. In learning the macrostructural results of these heat treatments, we as engineers were also made aware of what was going on at the microstructural level to gain a greater understanding of why materials react differently to different heat treatments. 6