THE SIGNIFICANCE AND MEASUREMENT OF
WATER ACTIVITY (ERH)
1. Introduction
Moisture content is very often the only parameter used to define moisture conditions in hygroscopic products. It influences many of the physical and mechanical properties of materials and even their selling price. Moisture content is, and will remain, of great interest to both manufacturers and their customers. However moisture content does not address all problems
(product stability, shelf life for example).
Water activity (a w
) or equilibrium relative humidity (ERH) quantifies the active part of the moisture content or ‘free water’ as opposed to the total moisture content which also includes ‘bound water’.
Water activity (a w
or ERH) not only determines the stability of moisture content (and of the parameters it influences) but is also a decisive factor in various problems where moisture content is of less interest. Theoretically, moisture content can be used to determine a w
and vice versa, however in practice this possibility is very limited and both parameters should be measured separately - depending on the problem to be solved.
The importance of a w
or ERH has long since been recognised by the food and paper industries.
Other industries, such as the pharmaceutical and chemical industries, show an ever increasing interest for a w
measurements in addition or as an alternative to the usual moisture content measurements. This application note discusses some of the most important applications of a w
in various industries and shows how it should be measured.
1
2. Moisture Content and Water Activity (a w)
The moisture content of a product is usually defined as the percent weight of water content in relation to the dry weight of the sample.
Water activity or equilibrium relative humidity measures the water-vapour pressure generated by the water present in a hygroscopic product.
Aw = p/ps and ERH = 100 x a w
where, p = water-vapour pressure above the product surface ps = water-vapour pressure above the surface of pure water at the product temperature
Hygroscopic products may absorb water in different ways: sorption and chemical reaction, sorption and formation of a hydrate, water binding by surface energy, diffusion of water molecules in the material structure, capillary condensation formation of a solution etc. Therefore, water molecules present in a product are not all retained by the product with the same strength. In fact, only part of the total moisture content can be exchanged between the product and its surroundings under normal conditions.
Moisture content includes both an immobilised part (e.g. water of hydration) and an active part.
This explains the lack of accuracy and reliability of most methods for measuring %H
2
O. The quantity of water found in a product sample depends on both the method of measurement and on the way it is applied. The active part of moisture content - or free water - is usually measured in terms of its vapour pressure, expressed as percent relative humidity generated in equilibrium with the product sample in a closed system at constant temperature.
Water activity (or ERH) indicates the degree of freedom of the water absorbed in a material and shows dimensions, structure, cohesion, agglomeration properties as well as electrical and chemical properties better than moisture content does. The effect of this water on physical properties, such as differences in water-vapour pressure, and not moisture content govern the interchange of water between a product and its surroundings (e.g. air, packaging, other products etc. ). Therefore, the stability of the moisture content of a product is determined by any difference between ERH and %rh in the surrounding air or by any difference in a w
or ERH with other products.
2
3. Sorption Isotherms
At equilibrium, the relationship between %H
2
O and aw of a hygroscopic material can be graphically represented by a curve called a sorption isotherm. For each value of a w
a sorption isotherm shows the corresponding value of H
2
O at a given constant temperature. Due to the complexity of sorption phenomena, sorption isotherms cannot be calculated in advance and have to be experimentally determined for each single product. The practical usefulness of sorption isotherms is severely limited by several factors:
sorption isotherms are valid only for a single product.
sorption isotherms are affected by any variation in product composition (e.g. products of natural origin)
sorption isotherms show a difference between absorption and desorption curves (sorption hysteresis)
sorption isotherms are experimentally determined, unfortunately most methods used for measuring %H
2
O are neither very accurate or reliable.
From the above it should be clear that moisture content very often cannot be used to accurately determine a w
and vice-versa. The practical usefulness of sorption isotherms is limited to products whose previous moisture history is known and which have a defined composition and a stable temperature.
The slope of most sorption isotherms is such that a small variation in %H
2
O corresponds to a large variation in a w
. Due to this fact, moisture content cannot be used to make a rough estimate of a w
. However, a w
can often be used for moisture checks such as the check of a moisture content limit.
In practice, moisture content and water activity should be considered as two independent parameters.
3
4. A w
(or ERH ) in the Paper Industry
The importance of ERH to the paper industry is extensively explained in our bulletin ‘Paper and
Cl imate’. When both the ERH and temperature of paper, as well as the %rh and temperature of the surrounding air are kept within adequate limits a great number of problems can be minimised or even eliminated:
- static electricity phenomena
- deformations of paper during storage
- poor register in colour printing
- dusting problems in offset machines
- excessive drying times of ink
FOGRA has studied these problems and has set up general recommendations concerning ERH.
It is worth noting that a given value of ERH corresponds to different values of %H
2
O for different paper types. No general recommendation could be given in %H
2
O.
5. A w
in the Food Industry
The concept of ‘free’ as opposed to the total, including ‘bound’ water, has gained wide acceptance in the food processing industry. Water activity exerts a decisive influence on such phenomena as change in colour, taste and aroma, food poisoning and spoilage (shelf life), loss of vitamins etc.
(total moisture content has very little to do with this).
Water activity in foods can be controlled by using various additives (e.g. salts, sugars etc.), by using satisfactory packaging materials, by maintaining favourable maturation and storage conditions. Water activity measurements are increasingly frequent in food research and development as well as in production quality control. On-line measurements are possible to a certain extent: water activity is defined at static equilibrium, a condition which is not always met in the process line itself.
The great importance of water activity in foods is illustrated by a few examples in the following paragraphs:
4
5.1 Growth of Micro-Organisms
Water activity indicates the amount of water in the total water content which is available to microorganisms. Each species of micro-organism (bacteria, yeast and mould) has its own minimum aw value below which growth is no longer possible.
This limit corresponds to the ‘suction power’ of the various organisms, i.e. to the osmotic pressure they create and which must be higher than in the aqueous phase of food, to absorb from the food the water needed for metabolic activity and growth (see table below). By measuring the aw value of foodstuffs it is possible to determine which micro-organisms will not be able to develop on them. The US Food and Drug Administration has adopted the concept of aw for establishing moisture limits beyond which certain types of food are considered susceptible to invasion by mould and bacteria. Under this concept, foods with diverse water binding capabilities can be considered as a group (this would not be possible with an %H2O concept). A water activity specification has already been incorporated in one FDA regulation (Fed. Reg. Vol. 44 no. 52
March 16 1979). Similar standards will very probably be introduced into Europe as well
Table: typical growth limits function of a w a w
= 0.91…0.95 = most bacteria a w
= 0.88 a w
= 0.80
= most yeast
= most mildew a w
= 0.75 a w
= 0.70 a w
= 0.65
= halophile bacteria
= osmiophil yeast
= xerophile mildew
5.2 Chemical Stability
Water activity control is an important factor for the chemical stability of foods. Most foodstuffs contain carbohydrates and proteins and are therefore subject to non-enzymatic browning reactions (Maillard reaction). The Maillard reaction gets stronger at increasing a w values and reaches its peak at a w
= 0.6 to 0.7 with further increase of a w this reaction gets rapidly weaker.
The spontaneous autocatalyctic breaking of the molecular chains of fats is strongly influenced by a w
. This kind of food spoilage increases at high a w
values. Even at low a w
values, foods with a fat content acquire a rancid taste after being stored for some time. Foods in which the action of glyceride creates fatty acids with short molecular chains are particularly affected by this kind of spoilage: they produce a strong and disagreeable smell. The conservation of foodstuffs is influenced by numerous changes occasioned by oxidation: colour change of carotin, oxidation of myoglobin in meat, oxidation of proteins and vitamins etc. The oxidation of fats and other food components decreases sharply at a w
values below 0.2
5.3 Enzymatic Stability
Most enzymatic reactions are slowed down at a w
values below 0.8. Some of these reactions occur even at very low a w
values. However, as many foodstuffs are thermally treated during their processing, enzymatic spoilage is usually of very little importance.
5
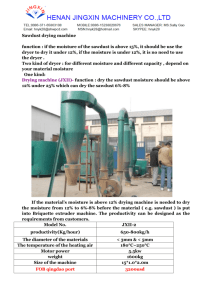
5.4 Drying Process
With a few exceptions, the molecular activity of water-vapour (i.e. pressure) in hygroscopic materials increases with temperature at roughly the same rate as the increase in pressure of saturated water-vapour. In fact water activity shows only a limited temperature dependence.
Increasing the temperature of air in a dryer neither decreases its water-vapour pressure nor increases its ‘hygroscopicity’. Warm air increases the water-vapour pressure generated by the product to be dried by increasing its temperature. The drying enthalpy and therefore the energy necessary to dry a product is strongly influenced by water activity. For pure water (i.e. a w
= 1.0) the evaporation enthalpy amounts to 2300-2500kj/kg. This explains why the last part of the moisture content is so expensive to extract when drying.
The speed at which water can be removed by evaporation from a product is directly proportional to the active surface of the product and to the difference in water-vapour pressure between the product and its surroundings. Differences in moisture content have nothing to do with this!.
Calculating and controlling drying process requires the knowledge of the relationship between a w and %H
2
O (sorption isotherms). As mentioned in paragraph 3, this relationship is especially hard to determine in the case of products of natural origin (variable product composition). In practice it is necessary to consider that sorption isotherms correspond to conditions of static equilibrium.
Therefore, differences with theoretical calculations based on sorption isotherms will occur.
Optimising a drying process can only be done by experimentation. As already shown, moisture content measurement (air or product) does not give an accurate image of the drying process itself. Measurement of the temperature drop in the drying air-flow (psychometric effect) gives results which are very dependent on the conditions at the inlet. Bedsides this, such a measurement neither takes into account the sorption properties of the product to be dried nor the effect of temperature on the water-vapour generated by the product. The dynamic moisture and temperature equilibrium which exists in a dryer cannot be considered as strictly equivalent to water activity. Nevertheless, measuring both the relative humidity and temperature of the product
(e.g. %rh and °C at the outlet of a fluid bed dryer) gives the closest image of the drying process.
Under consideration of temperature the relative humidity established by dynamic equilibrium in the dryer can be compared to the ERH (a w
) which the product should have after drying. In this way the nature of the product and in particular the effect of temperature on its water-vapour pressure can be taken into account automatically.
Drying a product to a given moisture content can be a costly exercise. From the point of view of energy conservation it is worth asking if water activity rather than moisture content should be considered in the definition of the product moisture condition after drying. Whenever product quality and stability are the main factors to determine what a dryer should do, the answer should be positive. Significant energy savings as well as better quality control will result from such a decision.
6
6. A w
in the Pharmaceutical and Chemical Industries
The importance of water activity is still not as widely recognised as it should be by the pharmaceutical and chemical industries. Moisture content is very often the only parameter used to define moisture conditions. As illustrated by the following examples, the frequency of water activity measurements should increase, once the significance of this parameter is fully understood.
6.1 Drying Process
As shown under 5.4 water activity and not %H
2
O should be used in the monitoring and control of drying processes. The difference in water-vapour pressure between the drying air and the product is the governing factor. Product vapour pressure is a function of product sorption properties and temperature and moisture content. Drying processes are best controlled by taking these different factors into account.
6.2 Simplified Moisture Checks
Quality control is often concerned with moisture content of products. Very often the problem is more to verify that moisture content is within acceptable limits rather than to accurately measure its value.
Methods for measuring %H
2
O are often only accurate under laboratory conditions. Special precautions have to be taken when applying them, as results are influenced by variables which are both hard to appreciate and to control.
Provided that quality control requirements are met by a ‘GO/NO GO’ type of measurement, a reliable instrument for measuring a w
(or ERH) offers significant advantages. Such an instrument can be more convenient and reliable than a moisture meter. It minimises human error in routine measurements and can be easily calibrated at any time by the operator to certified references.
The method consists of converting the previous %H
2
O limit into a limit expressed in terms of a w
or
ERH. Measurements can be statistically analysed to determine the degree of certainty offered by the ERH measurement (including estimation of the practical influence of variables such as product composition and temperature).
6.3 Cohesion of Tablets and Pills, Adherence of Coatings
Drugs are very often sold in the form of pills and tablets. The powders used for their manufacture are usually dried (e.g. fluid-bed dryer) before being pressed to form tablets. The moisture condition after drying is normally submitted to narrow tolerances as it is known that moisture affects the behaviour of powders during and after pressing (cohesion) as well as the adherence of the coatings which may be applied to the tablets.
Specifications on the residual moisture of pharmaceutical powders are often written in terms of moisture content. However, it is the ‘free-water’ and not the total water content which govern the behaviour of powders. In fact, as some manufacturers have already seen, a water activity check after drying gives excellent results and completely replaces moisture content measurement. The advantages of switching from moisture content measurement to water activity measurement are obvious:
Measurement of the parameter which really affects the product behaviour
Higher resolution and reproducibility of measurements
7
Direct measurement by simple means ( less human error)
Use of instrumentation which can simply be user calibrated, and can be traceable to National
Standards
Specifications written in terms of moisture content can easily be rewritten in terms of water activity by a simple comparison. A further advantage of water activity measurement is that the experience gained from some products can be applied to those under development.
6.4 Caking Problems During the Storage of Hygroscopic Powders
The absorption of water by a hygroscopic powder causes caking or wetting. During the manufacturing process it is important to determine the humidity value at which this will occur and to maintain satisfactory storage conditions afterwards.
Water soluble products in powder form, which do not form crystalline hydrates, absorb moisture by forming saturated solutions on exposed surfaces. Excepting absorption in a mono-molecular layer and capillary condensation, absorption of water only occurs when the water-vapour pressure in the atmosphere is greater than the pressure of a saturated solution of the product. Desorption takes place when the latter is greater than the former.
The equilibrium relative humidity (ERH) above a saturated solution of the product is also called critical relative humidity. It corresponds to the %rh value above which the product absorbs moisture from the atmosphere.
In his US patent no. 3,304.767 (Feb 21 1967) Paul R Geissler describes a method for obtaining and measuring saturated solutions of fertilisers with water concentrations similar to those of actual storage conditions. Relative humidity control and appropriate packing materials can therefore be used to eliminate caking problems.
7. Water Activity Measurement
Water activity or equilibrium relative humidity is usually defined as the percent relative humidity generated in equilibrium with the product sample in a closed system at constant temperature.
ERH = 100 x a
Therefore, water activity can be measured with a relative humidity sensor provided that the conditions specified in the above definition are fulfilled.
7.1 Practical Conditions for Measuring A w
on Product Samples
Both the definition of a w
and the laws of hygrometry determine practical conditions for measuring a w. a) Leak proof Measurement Chamber
The measurement chamber must be tight enough to avoid the influence of outside humidity on measurements. Water molecules are the smallest molecules, therefore the sealing of the measurement chamber should be designed with particular care (a measurement may require several hours).
8
b) Volume Ratio Air/Product
Moisture content must remain practically constant before and after equilibrium in the measurement chamber. The chamber must be designed in such a way as to ensure that the volume of the air enclosed with the product is kept to a minimum. This volume can be calculated by considering the exchange of water vapour which may take place under the worst possible conditions. The amount of water required by the sensor itself to equilibrate should also be negligible (this is not necessarily the case with hair, plastic or condensation type sensors).
A further factor to be considered is the speed of equilibrium. A small air volume reaches equilibrium with the sample faster than a large air volume. c) Temperature Homogeneity
Any temperature difference between the sensor, the chamber and the sample will result in significant errors. The higher the a temperature difference of 1°C at 0.8 a w
value, the greater the error will be. For example, a w and 25°C results in an error of approximately 0.05a
w
. A chamber entirely made of metal ensures good temperature homogeneity (this is not true of chambers made of glass). d) Constant Temperature
In practice, constant temperature is necessary to avoid any temperature difference between the probe and the sample. Water activity is usually not very dependent on temperature. However, the ratio of free water to bound water in a product may vary with both the temperature and the total moisture level. For strictly comparable results the temperature of the measurements must always be comparable. e)
Calibrate the Sensor and Measure Preferably at 25°C
Relative humidity instruments are usually calibrated by using diluted solutions (e.g. H
2
SO
4
) or saturated salt solutions (NaCl, LiCl etc.). Other means of calibration are not normally available to most laboratories. The various values published in the technical literature for the ERH of solutions are less contradictory at 25°C than at other temperatures. This temperature is usually recommended for measuring a w
.
For measurements involving high accuracy a calibration curve should be drawn according to the recommendations of the FDA (l. Stolff: J. Assoc. Off. Anal. Chem. Col 61 no 5 1978) and the
Institute Kulmbach, West Germany (W. Rodel, K. Krispien and L. Leistner: Fleischwirtscharft 59
6), 1979). The values published by the NBS for the ERH of saturated salt solutions between 0 and 100°C may be used when the temperature of 25°C is not convenient (L. Greenspan: Journal of Research of the NBS - A Physics and Chemistry, Vol. 81A no 1 Jan-Feb 1977). f) Equilibrium Time
Significant errors and loss of product stability occur when the process of equilibrium is not observed. The time necessary for reaching equilibrium varies considerably depending on the type of product measured (e.g. approx. 5-10 min for a sheet of paper, 10-20 min for corn flour, I hr for bakery products, 3-4 hours for meat). It is essential to determine (at least once) the time needed for equilibrium for each kind of product measured. The FDA recommends recording instrument response at 15, 30, 60. And 120 min. (further intervals: 60 min), two consecutive readings, which vary by <0.1 a w
are evidence of adequate equilibrium.
Dust filters protecting the humidity sensor should be regularly cleaned. Clogged filters significantly increase measuring time and thus create errors.
9
g) Contamination
Many products will generate vapour pressures of volatiles and other contaminants at their surface.
It is likely within the confines of the a w measuring instrument that these vapours will contaminate and even destroy the humidity sensor. A method of eliminating this problem is to store an adsorption granular activated charcoal in the sample chamber when not in use. The charcoal will draw off the contaminants, increasing the life of the sensor. Determination of sensor response to calibration standards is by far the best means of confirming instrument response.
7.2 Instrumentation for the Measurement of Water Activity
Bearing in mind many of the considerations discussed earlier in this paper, Rotronic have for nearly 30 years supplied a wide variety of instrumentation specifically designed for the measurement of water activity. Without optimisation of the instrument design to meet product and application specific requirements, it is often impossible to achieve accurate and reliable measurements. Consequently Rotronic offer a wide range of instruments, which, if correctly selected, will provide many years of service without the need for repeated repair or calibration.
Representante no Brasil:
SWISSERV
Comércio e Serviços Ltda.
Rua Amaro Guerra, 59 Tel (011) 5181 1481
04711-020 São Paulo SP Fax (011) 5182 6755 www.swisserv.com mail@swisserv.com
São Paulo, julho de 2001
10
 0
0
Related documents


Add this document to collection(s)
You can add this document to your study collection(s)
Sign in Available only to authorized usersAdd this document to saved
You can add this document to your saved list
Sign in Available only to authorized users