Chapter 2: Experimental Study
advertisement

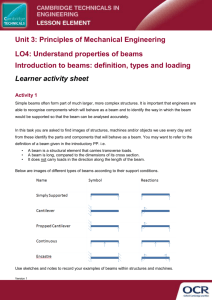
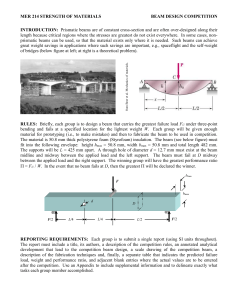
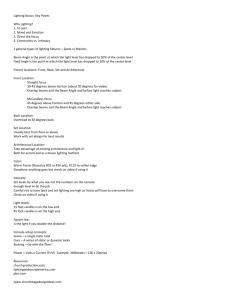
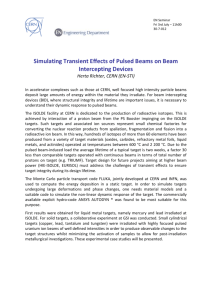
CHAPTER 2 EXPERIMENTAL STUDY 2.1 T-MEMS Fabrication The T-MEMS beams are fabricated based on standard surface micromachining techniques, as outlined in Figure 2.1. The substrate wafer is an n-type, <100> Si wafer with 3” diameter. Three thin films are deposited on the wafer to begin the fabrication. First layer (bottom) consists of ~1 m thermal oxide, deposited at 1100 °C. Second layer is polycrystalline silicon, deposited by low pressure chemical vapor deposition (LPCVD) at 610 °C. The thickness of this layer is approximately 0.6 m. Finally, a top layer of SiO2 is deposited by LPCVD at 420 °C. The top layer is approximately 0.2 m thick. Photoresist is deposited on the film structure to outline the top beam layer. The two top layers (SiO2 and poly-Si) are etched to form the top layer. After rinsing the photoresist, a thin layer (~0.2 m) of thermal SiO2 is grown on the structure at a process temperature of 1100 °C. This layer is a protective coating to prevent the poly-Si layer from being etched during the final release process. Since thermal oxide grows primarily on silicon (in this case, on the sides of the poly-Si layer), the increase in thickness of top SiO2 film is believed to be negligible. Next, mask 2 is used to define the bottom layer of the beam. The thermal SiO2 layer is etched to form the bottom layer. Final release process involves etching the Si substrate to form a well under the beam. The process is an anisotropic etch at 80 °C, which results in a 60 ° slope in the walls. 11 1. Deposit three layers of thin films on n-type, single sided Si wafer mask 1 2. Deposit photoresist (PR) to pattern top layer using mask 1 LPCVD low thermal SiO2 LPCVD poly-Si thermal SiO2 Si substrate photoresist 3. Pattern top oxide layer 4. Pattern poly-Si layer 5. Remove PR, and grow ~ 0.2 m thermal SiO2 at 1100 °C (protective layer) 6. Deposit PR to pattern bottom layer using mask 2 mask 2 7. Pattern bottom oxide layer 8. Remove PR 9. Release the beams from substrate Figure 2.1 T-MEMS fabrication process 12 top view of completed beams The completed beams consist of 0.19 m SiO2, 0.54 m poly-Si, and 1.03 m SiO2 layers (from top), with ~23 m gap between the beam and Si substrate. The completed beams have film thicknesses that are near, but not identical to, the originally deposited thickness due to the various etching and rinsing solutions used; therefore, the layer thicknesses were found by applying thin film interference model to the experimentally measured spectral reflectivity. The model and results are discussed in following chapters. The 23 m gap used in the samples are much larger than the original design dimension, which was 6 m. The large depth allows the beams to be tested repeatedly for materials property determination since the beams will not bend enough to touch the substrate. The beam lengths range from 100 m to 50 m, at 1 m increment. Beams were fabricated with 14 types of top-to-bottom width ratios, ranging from ~0.4 to ~0.8. The beams were arranged on a die in 14 columns (for varying width ratios) and 51 rows (in order of descending lengths). The layout of the beams on the die is shown in Figure 2.2. changing widths 1 2 3 . . . 14 . . . . . . . . . . . . . decreasing lengths 100 m 99 m . . 50 m ~ 4 mm × 4 mm Figure 2.2 Layout of beams on T-MEMS die 13 Figure 2.3 SEM micrograph of bending T-MEMS showing the upward initial curvature. Beams shown are approximately 50 m in length. SEM micrograph of the beams taken at room temperature reveals that they are bending up due to residual stresses in the beams (Figure 2.3). This upward deflection typically measures ~7 m for a 100 m beam. Residual stress in the beams is likely a combination of thermal stress (from the mismatch in thermal expansion coefficient as beams cool from deposition to room temperature) and deposition stress (such as interfacial mismatch). 2.2 Curvature Measurements The curvature of T-MEMS at high temperature was measured in situ by an innovative optical method. The setup, shown in Figure 2.4, consists of a heat source, sample holder, sample illuminator, and a CCD camera. The heat source is a single tungsten-halogen lamp with a parabolic-mirror housing that reflects light into a line. The sample, which typically measures ~5 mm × 5 mm, is supported above the heater by two quartz rods and a Si wafer. Next to the sample, a 5 mm square of a wafer with embedded thermocouple (Sensarray) is placed to monitor temperature. An aluminum reflector plate, as well as a quartz window with aluminum reflector foil, is placed above the wafer to reduce natural convective currents and to reflect radiation back onto the sample for maximum heating. A fan is positioned to force airflow over the quartz to further keep down natural 14 CCD camera Beam splitter Light source with collimator Quartz plate Al reflector Thermocouple Si wafer Quartz rods Sample W-halogen lamp Figure 2.4 Schematic of experimental setup for measurement of thermally induced curvatures of T-MEMS convection currents, which lead to image distortion. Under these conditions, the sample can reach a temperature of up to 850 ºC. For visualization, the sample is illuminated by a nearly-collimated beam from fiberoptics bundle and a collimator, which reflects onto the sample through a 45 º cube beamsplitter. The cube beamsplitter is superior to ordinary beamsplitter in minimizing “ghost” images from secondary reflections within the beamsplitter. The light that is reflected from the sample passes through the cube beamsplitter and is captured by the CCD camera. The camera is equipped with telescopic lens with a minimum field-of-view of approximately 400 m. The determination of beam curvature from the images is based on the narrow numerical aperture of the camera lens, which limits the angle of light entering the camera. When 15 collimated light reflects off the curved beam, light is scattered into some angle, the beam tip having the largest scatter. Consequently, only the portion of the beam closest to its base appear illuminated on the image captured by the CCD. The resulting “apparent length” of the beam, lbeam, is the shorter for beams with larger curvature. This relation is shown in Figure 2.5. There are three geometrical relations to be noted from the figure: h rc 1 cos (2.1) Lbeam rc lbeam rc sin (2.2) sin K (2.3) Combining Eqns. 2.1 and 2.2 results in the following: L h rc 1 cos beam rc (2.4) In the above equations and in Fig. 2.5, rc is the rc beam radius curvature of the beam, K is the curvature, is the arc angle formed by the beam from the rc h base to lbeam, is the arc angle formed by the lbeam entire beam length, Lbeam, and h is the tip (a) deflection of the beam. The arc angle formed by the base at any point is equal to the angle (b) between the beam and the horizontal at that 16 Figure 2.5 Geometry of beam. a) side-view, b) top-view point, that is, at lbeam, the beam is at an angle from the horizontal. The curvature at high temperature is found by first calibrating the system to a room temperature curvature. At room temperature, h can be measured on an optical microscope. From h and Lbeam, using Eqn. 2.4, the curvature at room temperature is found through Eqn. 2.3. Next, a grayscale value is selected as the “threshold value,” which is used to find the apparent beam length, lbeam, for the room temperature image. The angle , which remains constant through the entire run, is found by applying Eqn. 2.3 to lbeam and K at room temperature. For all subsequent images taken at high temperatures, the point on the beam that has the same grayscale value as the threshold is assigned the angle . From Eqn.2.3, the curvature can be found for all beams. The specifications for the system, including resolution and limitations, are discussed in Appendix A. The above relations hold for beams that are curved up and down if the light source, camera, and sample were aligned perfectly. When there is a misalignment of angle between the sample and the light source, Eqns. 2.1 – 2.4 must be adjusted accordingly. In general, misalignment affects the measurements only when it passes through zerocurvature. It has the effect of off-setting the apparent beam length, lbeam, by some amount when the beam is deflecting down. The correction for misalignment angle is discussed in more detail in Appendix B. 17 2.3 Radiative Property Measurements An integrating sphere was used to measure the hemispherical, spectral reflectivity of surfaces at 8 º angle of incidence. The schematic of this setup is shown in Figure 2.6. The light, emitted by a 100 W tungsten-halogen lamp, is divided into its spectrum by a monochromator. Order-sorting filters are used to eliminate higher order diffractions. The monochromatic light is guided though a fiber optics bundle to a collimator, and enters the sphere through the light port. The sphere has two additional ports, 1” each, for the sample and reference, and a ½” port for the detector located at the top of the sphere. The light is directed to illuminate the sample port at 8 º angle of incidence, and is reflected by the sample in all directions, and is eventually captured by the detector. Two types of thermoelectrically cooled detectors are used: Si photodiode for 400 – 1100 nm range, and PbS photodiode for 1000 – 2000 nm range. The voltage signal from the detector is sent into the lock-in amplifier which, in conjunction with an optical chopper is inserted between the tungsten-halogen lamp and the monochromator, eliminates the effects of background noise such as ambient light. This system has a spectral range of 400 – 2000 nm. To measure reflectivity, the voltage is recorded with sample placed on the sample port, and the reference placed on the reference port (Vsample). A reference is a reflective material for which the spectral reflectivity has been calibrated. Here, a first-surface aluminum mirror, calibrated to NIST-traceable standards, is used as the standard. Typically, 100 voltage readings were averaged at each wavelength. Next, the voltage is recorded after sample and reference is interchanged so that the light is directed onto the 18 reference (Vreference). The two voltage readings are normalized with respect to the known reference reflectivity: sam ple Vsam ple Vreference reference (2.5) where sample and reference are the sample and reference spectral reflectivities, respectively. focusing mirror sample port monochromator refe integrating sphere ren 8° diffraction gratings ort ce p Si or PbS detector (on top) Order-sorting filters Chopper W-Hg lamp fib er op ti cs collimator RS-232 interface SR510 lock-in amplifier chopper controller focusing mirror PC RS-232 interface Figure 2.6 Schematic of experimental setup for spectral reflectivity measurements 19 The integrating sphere was also used for high temperature measurements of spectral reflectivity. Experimental methods and setup modifications were developed to enable the high temperature measurements. Three key issues were addressed: 1) protecting the sphere from thermal damage; 2) preventing detector heating due to radiation emitted from heated sample port; and 3) minimizing the amount of transmitted radiation that reflects on the heater and back into the sphere. A combination of reflectors, convective fins, and passive cooling were developed to keep the sphere at low temperatures. Aluminum reflectors placed around the sample port prevented the radiation emitted by the heater from directly heating the sphere. The reflectors also served as cooling fins by applying forced convection. The performance of the two photodetectors proved to be highly sensitive to temperature, and were cooled by passive coolants placed on the housing. The heating of the detector element from radiation emitted by the hot sample also contributed to high noise level. The sample port was reduced from the typical 1” used in room temperature measurement to ¼” in order to reduce the amount of thermal radiation from the sample from entering the sphere. At room temperature, any incident radiation transmitted through the sample exits the sphere into the environment. However, at high temperature, the transmitted radiation was reflected from the heater, back into the sphere, which produced high reflectivity measurements when Si became transparent. An aluminum ramp, sloped at 45 °, was 20 developed to minimize this error (Figure 2.7). The ramp is placed on sphere wall port reducer the heater, which heats the sample. 45° reflector The assembly is then pressed flush heater with the sample port, which is sample Figure 2.7 High temperature sample holder for the integrating sphere reduced to ¼” diameter by a port reducer. The ramp was designed to reflect all light which is transmitted through the sample away from the sphere to prevent re-entry. At room temperature, approximately 7% of the radiation hitting the ramp re-enters the sphere, which corresponds to an error of up to 2% in the spectral reflectivity readings when the sample (silicon) is transparent. This system has the same spectral range as the room-temperature system; however, noise level in data is increased considerably, especially for the PbS detector, primarily because less data points were used for averaging at each wavelength to reduce the total time needed for the trials. 21