Knapping student Lithic Tool Replication LP 2006
advertisement

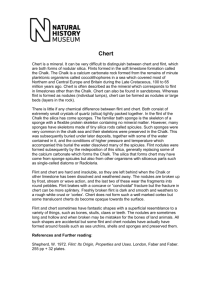
LITHIC DISCUSSION for STUDENTS – LITHIC TOOL REPLICATION General. These presentations will cover several subject areas related to lithic tools and tool manufacture. Five of the subjects directly relate to stone tool production, four are discussed in a classroom environment. The flint knapping class requires 4 – 6 hours, depending on class interest and participation. The five subjects; Formation of Chert, Alteration of Chert, Fracture Theory, Tool Production Stages, and the Flint Knapping Class require about 8-10 hours total. The flint knapping class will be conducted outside, or in an area with adequate ventilation, for those interested in mastering the replication of stone tools. The words Flint or Chert will be used without further definition since the difference is not known. PRESENTATION CONTENTS Part I. Formation of Chert. A theory on the formation of Chert (or Flint) beginning with diatoms and other microscopic plants/animals. Chemical composition, molecular bonds, crystal structures, and the effects of heat and pressure, plus a modified schematic of the lithic scheme are briefly addressed. This part requires 30 minutes and has one slide. [90/1] Part II. Alteration of Chert. Discusses the necessity of altering Chert before attempting tool production. The relationship of grain size/crystal structure to the replication process success is explained. Types of alteration and methods are presented. [90/10] Part III. Fracture Theory. This part explains flake production and control, percussion and pressure flaking, target orientation, the Hertzian Cone, and knapping tool application. [60/4] Part IV. Four Basic Point Designs. The four basic designs are discussed, their relationships, and the multiple types resulting from these designs. Type classification and considerations affecting this subject. [60/1] Part V. Three Basic Point Types. The three basic types, the spear, dart, and arrow points, are presented. The application of each is discussed with the date each appeared in this area. [60/1] Part VI. Tool Production Stages. The steps used in the manufacture of a flaked tool are explained. The processes of pecking and grinding are introduced. [60/1] Part VII. Drills. Examples of drills, their design, and use of each to accomplish daily task. [60/1] Flint Knapping Class. Requires 4 – 6 hours, depending on class interest. Note: After each presentation questions relating to the subject of Archaeology will be answered. 1. PART 1 Formation of Chert 1. Chert Associated with Silica Producing Marine Organisms. a. Silica (Silicon Dioxide - SiO2) comprises the bulk of Chert [1]. Some of the Cherts have a high silica content. One of the first theories stated that the original source of the silica in Chert was from marine organisms that produced the material for their skeletal structures. When the organisms died, the silica accumulated on the ocean floor, in some locations the accumulations exceeded 300 feet in depth. b. The accumulations of the silica produced the Chert by one of the following. (1) The silica was covered with sediments and the resulting pressure/temperature, over time, produced Chert. (tabular) (2) The silica was dissolved into a solution and precipitated out as Chert. (banded nodules) (3) The silica was dissolved, formed a gel which then solidified into Chert. (fossiliferous) c. Chert was probably produced by all three scenarios, either as a singular event or a combination of all three. The formation is affected and controlled by temperature, pressure, pH and trace elements. (1) Near surface (low temperature and pressure) quartz crystals. (2) Below surface with high temperature and pressure – chalcedony. (3) Cherts comprise only 1% of the earth’s rocks. 2. Silica outside the Marine Environment. a. Chert sources have been identified in areas where there are no identifiable marine organisms. (obsidian?) b. The silica for these sources is believed to have come from volcanic action and reactions. 3. The Chemical composition of Chert varies. There are 76 known elements which contaminate Chert. This contamination results in the wide variance of Chert types. The most common elements, in order of abundance are; Iron(Fe), Sodium(Na), Zinc(Zn), Barium(Ba), Rubidium(Rb), and Cesium(Cs). Then there are the clays, iron minerals, carbonates, and organics, which also contain these and other elements. 2. PART II Alteration of Chert 1. The process of producing a useful tool from the raw material is a multistep procedure. Some of the earliest stone tools were "eoliths" where the aborigine used the stone item as found. The manufacture of tools soon followed. The procedure requires thought, planning and effort. One procedure was by a reduction process, known as knapping or flaking, usually after the chert has been altered. 2. Chert Selection and Processing. a. Material selection. All stone is not knappable, or even workable (grinding/pecking) into a tool. Careful selection of the raw material is the first step, especially for knapping. (Discuss Centinelli Gravels) (1) Knappable material usually has a microcrystalline structure with a crystal size of about 20 microns (20u). Material up to 50u can be worked into a tool by knapping. Definitions of crystal sizes are: Macrocrystalline – greater than 50 microns (u). Microcrystalline – 2u to 49u. Cryptocrystalline – less than 2U. Amorphous – without crystal structure. (2) Material in the natural state (green) may be worked. Color is not a good indicator of knappability (exception in our area being 5B9/1 cortex, 10YR6/6 center - Munsell)[2]. The majority of the material will require alteration by soaking or a heat treatment. A material that is not knappable can not be made knappable by an alteration process. (a) Water treatment is simply soaking the material. This will not work with all materials, especially those with a crystal size less than 5u (amorphous) and minimum contamination, such as obsidian. The soak time varies (1 week to years). Soaking probably enables the compression wave to cross over what would otherwise be a void between the crystals. (b) Tools made after soaking retain the original strength of the stone, but can not be knapped or pressure flaked as effectively as heat treated stone. The finished tool surface will have a grainy texture[3]. (c) Heat treatment is slowly heating the material to a critical temperature, then slowly cooling. Critical temperatures vary from about 350F to 900F. The critical temperature is best determined by trial and error. Early studies using an electron microscope indicated a decrease in crystal size (?). Recent studies show that the shear plane cuts through the crystals after heat alteration. (d) Tools made from a heat treated stone lose some strength, but can more easily be knapped and pressure flaked. The finished tool surface will have a waxy texture. 3. (3) The heat alteration process - pit method. (a) After selecting the bulk material [4] the material is reduced in size to large flakes from blocks, called spalls, or cut slabs to save material and money, or, as in our area, natural cobbles or cobbles prepared by bipolar or split-cobble fracturing. These may be further reduced to preforms to reduce the overall bulk. Exact size depends on the planned use of the final tool. (b) Modern knappers, because of the price of Chert ($2.50 to $35.00 a pound), will slab [5] the stone on a rock saw to reduce waste (about two slabs/inch) and reduce costs. (c) A pit is prepared [6], length and width depending on the quantity of material to be altered. The depth must ensure 3" of sand on the bottom, 2" on top, of the material. The sand will insulate the material and protect the heated material from thermal shock. The pit should be of sufficient depth to concentrate the heat from the fire, at the same time allow sufficient oxygen for good combustion. (d) A sandy soil is best for the pit. The soil removed is placed around the top of the pit for later re-use. (e) The material to be heated is gently placed [7] in the pit, leaving about 1/2" between pieces and the sides. This spacing helps prevent "simultaneous detonation" in the event one piece fractures or explodes. Place similar pieces in the same location in the pit. (f) Sand is then poured over the pieces to a depth of 2" [8]. If all are not the same thickness, ensure each has a 2" covering of sand to prevent thermal shock. (g) Gently place the wood into the pit [9] and ignite. The wood supply should be adequate to maintain a hot fire for at least 8 hours. Remember, add fuel carefully to avoid the sand from being disturbed over the heated material. (h) At the end of the [10] cooking time, allow the fire to burn down. Cover the hot ashes with the warm sand surrounding the pit. Allow pit to cool for a minimum of 24 hours. (i) After cool down, dig in the center [11] and remove one item. If too hot to hold in your bare hand, cover pit and wait 12 hours. If cooled sufficiently test, remove items, segregate [12], log locations in the event material has not all altered. (j) To test an item for alteration, knock off a flake or pressure flake off a flake. The flake should feather out, have compression waves [13], and a waxy texture if the material has reached the critical temperature. (4) Problems. (a) Fractures. (heated/cooled too fast) (b) No change in knappability. (critical temp ?) (c) Material crumbles. (critical temp exceeded or material can not be heated) 4. Selection and preparation of lithic material for knapping requires a basic understanding of "rocks". There are few naturally occurring knappable materials in Louisiana other than palm. The gravel pits have workable material which was transported into Louisiana during glacier melting. Some of this material is adequate for tools. 5. PART 3 Knapping Tools and Fracture Theory 1. To manufacture a tool the Knapper uses techniques called direct percussion, indirect percussion, and pressure flaking. a. In direct percussion a target stone, which is being altered to make a desired tool, is struck with a billet. The billet transfers the energy to the target stone. This is a process demanding positive control, knowledge of compression waves and fracture planes. Understanding the Hertzian Cone [14] enables the knapper to control flake removal. b. Indirect percussion is basically the same as in direct, however a punch or other type tool transfers the energy from the billet through the punch to the exact spot where the flake removal is desired. This gives the knapper the most accurate control of flake removal. c. Pressure flaking is the pushing of a flake off of a target stone. This is usually a finishing-up or repair technique. d. In these three, orientation of the target stone to the area where the pressure is applied is critical. This orientation determines the length and size of the flake. [15] e. The sequence of events in each of these flake removal procedures is similar; choose the spot for the flake removal ensuring below center line and on a ridge, abrade the spot, orient the target and align the target, and apply the pressure - billet or pressure flaker. [16] 2. The technique of tool production, referred to as flint knapping, is lengthy and requires study, demonstration, and practice. This procedure will be covered later. 3. Knapping tools used vary. The basic tools consist of a billet, abrader, piece of leather, and a pressure flaker. The modern knapper has an assortment of tools including the basics plus many modern materials. [17] 6. PART IV Four Basic Point Designs 1. Current information available on point types will list several hundred, however there are four basic designs. From these the variety of points originated. Type classification is all but impossible except for a limited number of points. Four basic designs follow. Each may have similar characteristics. a. Lanceolate. Types where the length is at least four times the width. b. Auriculate. Types with eared bases. c. Notched base. Types with one of three type notches. (1) Basal - notches begin on base line. (2) Corner - angled notches from each corner. (3) Side - notches on each side of blade, above corner. d. Stemmed. Majority of points, difficult to classify. 2. These four types [18] vary in size. Sizes in the lanceolate range from 1" to 18". Many of the basic design features may all be found in one point. PART V Three Basic Point Types 1. Points were used on three weapons, the spear (lance), the dart (atlatl), and the arrow (bow). [19] a. Spear Point. This was the first point to be used for a weapon. Length and size varied, the hunting point was about 4 inches long and 2 inches in width. Some ceremonial points are over 18 inches long with various widths. One found in Texas had a length of 6 inches and is over 4 inches wide. b. Dart Point. The dart point, used with the spear thrower, or atlatl, is about 1 1/4 inches wide and less than 1 1/2 inches long. This is the most common type found due to atlatl being used over an extended period of time. c. Arrow Point. The arrow point, or "arrowhead", is the smallest of the points, usually about 1/2 inch wide and less than 1 1/2 inch long. The small size and limited use, about 700 years in Louisiana, reduce the numbers found. (blow gun?) 2. The larger points are often referred to as knives since microscopic evaluations of the item reveal scratch marks parallel to the long axis. The aborigine used the most available tool for the task at hand, thereby probably using any item available that would cut, as a knife. 7. PART VI Tool Production Stages 1. The production process of manufacturing a tool generally has 5 basic stages. They begin with the selection and/or testing of the material and end with final touch-up of the item. The aborigine had one additional stage the modern day knapper does not use, that was the repair of the used item. Some of the stages may be omitted or combined. [20] a. Stage 1. - Material Selection. The knapper selects a cobble or large flake (spall) and knocks off a small test flake to determine knappability. If a flake is chonchoidal and terminates in a feather edge it is knappable. These are usually stored or placed in a separate location. b. Stage 2. - Cortex Removal. The majority of the cortex is removed and a wavy edge results. This wavy edge is a must for continued reduction and shaping. c. Stage 3. - Initial Thinning. Excess material, to include any imperfections, is removed in this stage. The edges should be reasonably straight - all are on the centerline. All cortex should have been removed. d. Stage 4. - Secondary Thinning. The knapper must ensure the tool becomes thinner before more narrow in this stage. At the completion of this stage, final thickness is determined. All edges are on centerline and the final design of the tool is becoming apparent. Often large caches of the stage 4 preform are found, and are normally identified as "blades". These were used for trading between the tribes. Stage 4 completes the most challenging steps in tool production (except for fluting). e. Stage 5. - Completion. Preform shaping continues to produce the desired type tool, concentrating on minimum width reduction. If the tool is to be hafted, notches are cut and ground into the tool and edges are finished. After a final check for symmetry the tool is complete. 8. PART VII Drills 1. Drilled artifacts constructed of various materials such as bone, stone and wood are often found. Drilling through wood and bone is not a great challenge, however drilling through lithic material is a different story. 2. The first "drill" probably was no more than a stick twisted between the hands to generate a spinning action. The stick drill was then later turned by two other methods, the bow and/or the pump. The bits were made from wood, bone, and stone. [21] a. The bow drill resembled a bow with a loose string. The string was twisted around the drill stem twice, the string was tightened and the bow worked back-and-forth causing the drill to spin. b. The pump drill resembled a straight bow, but had a hole in the center for the drill stem. The top of the drill stem was notched Another stick was attached to the drill stem about 6 inches up from the drill bit and two counter weight were fixed to this stick. The string passed over the notch, and then twisted around the drill stem. Pushing down on the bow caused the drill stem to rotate. c. The drill bits for materials other than stone were made from stone and were flat and elongated. Many believe these also served as "buttons" for clothing. d. The drill bits for stone were wood. Some consisted of cane filled with sand for the cutting abrasive. The drilling of a small hole as in a bead was probably accomplished by using a hard wood drill and adding the sand as the drilling progressed. 3. Drill sizes and lengths varied. Some stone drills are less than 1 inch long and as narrow as 3/16 inch. Others have been recovered as long as 8 inches with a width of 1/2 inch. The wood drill sizes probably varied depending on the task at hand. 9.