18th European Symposium on Computer Aided Process Engineering – ESCAPE 18
Bertrand Braunschweig and Xavier Joulia (Editors)
© 2008 Elsevier B.V./Ltd. All rights reserved.
Biodiesel production by heat-integrated
reactive distillation
Anton A. Kissa, Alexandre C. Dimianb, Gadi Rothenbergb
a
Akzo Nobel Chemicals, Research and Technology Center, Arnhem, The Netherlands
van’t Hoff Institute for Molecular Sciences, University of Amsterdam, The Netherlands
tony.kiss@akzonobel-chemicals.com, alexd@science.uva.nl, gadi@science.uva.nl
b
Abstract
This paper outlines the properties of biodiesel as renewable fuel, as well as the problems
associated with its conventional production processes. The pros and cons of
manufacturing biodiesel via fatty acid esterification using metal oxides as solid acid
catalysts are investigated. A novel sustainable process based on catalytic reactive
distillation is proposed as base case and a heat-integrated design as alternative.
Significant energy savings of ~45% are possible compared to conventional RD designs.
Keywords: reactive distillation, heat integration, green catalysts, sustainable fuels.
1. Introduction
The depletion of petroleum reserves, increased energy demands, as well as concerns of
rising greenhouse gas emissions, make the implementation of alternative and renewable
sources of energy a crucial issue worldwide. Biodiesel has become increasingly
attractive because it is sustainable and combines high performance with environmental
benefits. Unlike petroleum diesel, biodiesel consists of a mixture of alkyl esters of long
chain fatty acids. It can be produced from vegetable oils, animal fat or even recycled
grease. Biodiesel has several advantages over petroleum diesel: it is safe, renewable,
non-toxic and biodegradable; it contains no sulfur and is a better lubricant.1 Despite the
chemical differences these two fuels have similar properties. The presence of oxygen in
biodiesel (~10%) improves combustion and reduces CO, soot and hydrocarbon
emissions, while slightly increasing the NOx emissions. Table 1 illustrates the biodiesel
vs. petroleum diesel emissions. Biodiesel brings also additional benefits to the society:
rural revitalization, less global warming, energy supply security. Its production is
increasing rapidly as biodiesel can be distributed using today's infrastructure.
The current biodiesel manufacturing processes have several disadvantages: shifting the
equilibrium to fatty esters by using an excess of alcohol that must be separated and
recycled, making use of a homogeneous catalysts that require neutralization hence
causing salt waste streams, expensive separation of fatty esters products from the
reaction mixture, high production costs due to relatively complex processes involving
one or two reactors and several separation units.
This paper presents the findings of the experimental work, and the results of the
rigorous simulations of the reactive distillation process using AspenTech AspenPlus™.
The heat integrated design proposed in this work overcomes these shortcomings of
conventional processes, by combining reaction and separation into one unit. Compared
to classic reactive distillation, the energy requirements in this heat integrated design are
further decreased with –43% and –47% for heating and cooling, respectively.
2
A. A. Kiss et al.
Table 1. Average biodiesel emissions compared to conventional petroleum diesel.
Emission type
Total unburned hydrocarbons
Carbon monoxide (CO)
Carbon dioxide (CO2) – life cycle production
Particulate matter
Nitrogen oxides (NOx)
Sulfur oxides (SOx)
Polycyclic Aromatic Hydrocarbons (PAH)
Nitrated PAH's (nPAH)
B20
–20%
–12%
–16%
–12%
+2%
–20%
–13%
–50%
B100
–67%
–48%
–79%
–47%
+10%
–100%
–80%
–90%
2. Problem Statement
Fatty acid methyl esters (FAME) – the main components of biodiesel – are currently
manufactured by trans-esterification using liquid Na/KOH catalyst, or esterification of
free fatty acids (FFA) using H2SO4 as catalyst. Note that due to the EU restrictions on
sulfur content in diesel fuels (< 15 ppm), the catalyst removal is a crucial issue.
The problem is that these liquid catalysts require neutralization and an expensive multistep separation that generates salt waste streams, thus making biodiesel an attractive but
still costly alternative fuel. To solve these problems, we replaced the homogeneous
catalyst with solid acids2 and developed a sustainable esterification process based on
catalytic reactive distillation. Previously, we have screened a large number of zeolites,
heteropoly-compounds, metal oxides, ion-exchange resins, and carbon-based solid
acids.3 In this work, we focus on the application of metal oxides catalysts (based on
niobia, zirconia, titania and tin oxide) in a heat-integrated reactive-separation design
that is able to shift the chemical equilibrium to completion and preserve the catalyst
activity by continuously removing the products. The heat-integrated design is based on
the experimental findings and rigorous simulations in AspenTech Aspen Plus™.
3. Experimental work
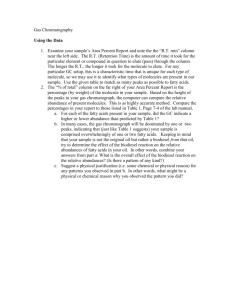
The reaction pathways and the possible products are shown in Figure 1 (left). The solid
catalyst for esterification should have high activity and selectivity to avoid the
formation of by-products; it should be water-tolerant to avoid catalyst deactivation and
stable at relatively high temperatures to achieve high reaction rates. Additionally, it
must be an inexpensive material that is readily available at industrial scale.
Figure 1 (right) shows the chemical and phase equilibrium (CPE) diagram of the
chemicals involved. Obviously, the region with two liquid phases should be avoided.
REACTANTS
Fatty Acid
Acid, 298ºC
Ester, 267ºC
1
Alcohol
VLE
esterification
dehydration
etherification
X2 (acid+ester)
0.8
Equilibrium
reaction
0.6
LLE
0.4
0.2
Fatty Ester
Main product
Ether
Water
Alkene
Secondary products
0
Alcohol, 65ºC
0
0.2
0.4
0.6
X1 (water+acid)
0.8
1
Water, 100ºC
Figure 1. Reaction pathways and possible products. Generalised CPE diagram.
Biodiesel production by heat-integrated reactive distillation
6
6
Alcohol:Acid = 2:1
T=130C, 2 %wt cat.
Amb-15
4
10%
5%
3%
1.5%
5
SZ / MMO
Nb2O5
3
2
X / (1-X) / [-]
X / (1-X) / [-]
5
3
Uncatalyzed
4
Amberlyst-15
Sulfated
Zirconia
3
Cs2.5
Nb2O5
Alcohol:Acid = 1:1
T=150C, SZ catalyst
0.5%w
2
Cs2.5
1
Non-catalyzed
1
Non-catalyzed
0
0
0
30
60
90
120
0
Time / [min]
30
60
90
120
Time / [min]
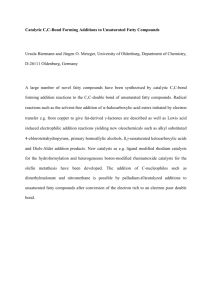
Figure 2. Esterification of dodecanoic acid: (left) at 130C using solid acid catalysts (2 wt%),
(right) non-catalyzed and catalyzed (0.5-10 wt% SZ catalyst)
In a previous study we investigated metal oxides with strong Brønsted acid sites and
high thermal stability.4 Based on the literature reviews and our previous experimental
screening we focus here on application of metal oxide catalysts based on Zr, Ti, and Sn.
Sulfated zirconia (SZ) outperformed other solid acids, and by increasing the amount of
catalyst the reaction rate can be further increased (Figure 2). SZ also showed good
thermal stability, high activity and selectivity for the esterification of fatty acids with a
variety of alcohols ranging from C1 to C8. In our experiments using metal oxides as
catalysts, no by-products were observed by GC analysis, under the reaction conditions.
Remarkably, sulfated titania and tin oxide catalysts performed slightly better than SZ,
showing increased conversion of the fatty acid. Nevertheless, SZ is less expensive and it
is readily available at industrial scale. Note that the catalytic activity of SZ can be
further enhanced by preparing it from using a chlorosulfonic acid precursor dissolved in
an organic solvent, instead of the conventional H2SO4 impregnation. Other metals, such
as iron, can also be added to enhance the activity.
Higher sulfur content corresponds to higher acidity of the catalyst and consequently
higher catalytic activity. The pore size plays an important role as the reactants and the
products must be able to fit inside the catalyst to take full advantage of the total surface
area available. The pore size of metal oxides are sufficiently large (>2 nm) to facilitate
the mass transfer into and from the catalyst pores. This compensate for their lower
acidity compared to other solid acids. Table 2 gives an overview of the tested catalysts,
showing their pro/cons with respect to the fatty acid esterification reaction.
Table 2. Advantages and disadvantages of the acid catalysts tested for fatty acids esterification.
Catalyst
H2SO4
Ion-exchange resins
H3PW12O40
Cs2.5H0.5PW12O40
Zeolites
(H-ZSM-5, Y and Beta)
Sulfated metal oxides
(zirconia, titania, tin oxide)
Advatanges
Highest activity
Very high activity
Very high activity
Super acid
Controlable acidity and
hydrophobicity
High activity
Thermally stable
Disadvantages
Liquid catalyst
Low thermal stability
Soluble in water
Low activity per weight
Small pore size
Low activity
Deactivates in water,
but not in organic phase
4
A. A. Kiss et al.
4. Results and discussion
The design of the process is based on a reactive distillation column (RDC) that
integrates reaction and separation into a single operating unit. An additional flash and a
decanter or a distillation column, are used to guarantee the high purity of the products.
RDC consists of a core reactive zone completed by rectifying and stripping separation
sections, whose extent depends on the separation behavior of the reaction mixture. Since
methanol and water are much more volatile than the fatty ester and acid, these will
separate easily in the top. The conceptual flowsheet of the process is shown in Figure 3.
MeOH recycle
Reflux
drum
Fatty acids
Methanol
recovery
sep1
RDC
MeOH
Water
reaction
sep2
MeOH
Flash
separator
FAME
Figure 3. Flowsheet of biodiesel production by catalytic reactive distillation.
F-ESTER
RDC is operated in the temperature range of 70–210 °C, at ambient pressure. Out of the
15 stages of the reactive distillation column, the reactive zone is located in the middle of
the column (stages 3-10). The fatty acid stream is fed on top of the reactive zone while
the alcohol is fed as saturated liquid, below the reactive zone. The reflux ratio in RDC is
relatively low (0.1 kg/kg) since a higher reflux ratio is detrimental as it brings back
water by-product into the column, thus decreasing the fatty acids conversion by shifting
the equilibrium back to reactants. High purity products are possible, but due to the
thermo-stability and high boiling points of the fatty esters (i.e. high temperature in the
reboiler) this should be avoided. By allowing ~0.2% of alcohol in the bottom stream,
the reboiler temperature in RDC can be limited to ~200 °C.
The base-case design (Figure 4) is amenable to heat integration, as the feed stream
could be pre-heated using the fatty ester product stream. Obviously, a feed-effluent heat
exchangers (FEHE) should replace each of the two heat exchangers HEX1 and HEX2.
TOP
HEX1
ACID
F-ACID
REC-ACID
DEC
RDC
HEX2
ALCO
WATER
F-ALCO
REC-ALCO
FAME
BTM
FLASH
COOLER
Figure 4. AspenPlus flowsheet of biodiesel production by catalytic reactive distillation.
WATER
Biodiesel production by heat-integrated reactive distillation
5
F-ESTER2
TOP
FEHE1
ACID
F-ACID
REC-ACID
DEC
RDC
FEHE2
F-ALCO
F-ESTER
ALCO
REC-ALCO
F-ESTER3
FLASH
FAME
BTM
COOLER
Figure 5. Flowsheet of biodiesel production by heat-integrated reactive distillation.
The conceptual process design is further improved in this work by adding heatintegration around the reactive distillation column (Figure 5). The hot bottom product of
the column, a mixture of fatty esters, is used to pre-heat both reactants: the fatty acid
and alcohol feed streams. Figure 6 shows the composition, temperature and reaction rate
profiles in the reactive distillation column. The mass balance of these designs is given in
Table 2, while Table 3 shows a comparison between the base case and the heatintegrated alternative, in terms of energy requirements. Compared to the conventional
reactive distillation design, the energy requirements in the heat-integrated case are
further decreased with –43% and –47% for heating and cooling, respectively.
Note that both design alternatives are suitable for a large range of fatty acids and
alcohol feedstocks. These processes based on RD have no additional separation steps
and produce no waste salt streams as water is the only by-product. By combining
reaction and separation, one can shift the reaction equilibrium towards products by
continuous removal of reaction products, instead of using an excess of reactant.
Temperature / °C
Molar fraction
0
0.2
0.4
0.6
0.8
60
1
100
140
180
220
0
0
3
3
Water
Acid
6
6
Stage
Reaction rate
9
9
12
12
Ester
Methanol
Temperature
15
15
0
0.2
0.4
0.6
Molar fraction
0.8
1
0
0.5
1
1.5
2
2.5
Reaction rate / kmol/hr
Figure 6. Profiles in RDC: liquid composition (left), temperature and reaction rate (right).
6
A. A. Kiss et al.
Table 2. Mass balance of the biodiesel production process based on reactive-distillation.
F-ACID
Temperature K
Mass Flow kg/hr
METHANOL
ACID
WATER
ESTER-M
Mass Frac
METHANOL
ACID
WATER
ESTER-M
F-ALCO
BTM
REC-ALCO
FAME
TOP
WATER
418.1
338.6
480.4
480.4
303.1
372.8
323.1
0
1167.607
0
0
188.631
0
0
0
1.883
0.144
0.005
1249.195
0.391
0
0.001
0.834
1.492
0.144
0.003
1248.361
0.011
0.11
104.988
0.01
0.011
0.015
104.986
0
0
1
0
0
1
0
0
0
0.002
0
0
0.998
0.319
0
0.001
0.68
0.001
0
0
0.999
0
0.001
0.999
0
0
0
1
0
Table 3. Comparison of energy consumption: base case vs heat-integrated design.
Operating unit
Heating requirements
1. RDC reboiler
2. HEX1 / FEHE1
3. HEX2 / FEHE2
Cooling requirements
1. RDC condenser
2. Decanter
3. Cooler
Base case
KW
136
95
8
KW
–72
–6
–141
Heat integration
KW
136
0
0
KW
–72
–6
–38
Difference
–43 %
–47 %
5. Conclusions
The integrated design proposed in this work is based on catalytic reactive distillation,
powered by metal oxides as solid acid catalysts for fatty acids esterification. By adding
heat integration to the conventional reactive distillation setup, significant energy savings
of ~45% are possible. This heat integrated alternative improves the HSE benefits and
economics of traditional biodiesel processes, and reduces dramatically the number of
downstream processing steps. The major benefits of this approach are:
1. Very high conversions, as the chemical equilibrium is shifted towards completion.
2. Increased unit productivity, up to 5-10 times higher than conventional processes.
3. No excess of alcohol required, as both reactants are fed in stoichiometric ratio.
4. No catalyst neutralization step hence no salt waste streams nor soap by-products.
5. Sulfur-free fuel, since solid acid catalysts do not leach into the biodiesel product.
6. Multifunctional plant suitable for a large range of alcohols and fatty acids mixtures.
7. Reduced investment costs, due to less operating units required vs typical designs.
8. Minimum energy consumption, due to heat integrated reactive distillation design.
Acknowledgement. We thank Marjo C. Mittelmejer-Hazeleger and Jurriaan Beckers
from HIMS (University of Amsterdam) for the technical support.
References
B. Buczek, L. Czepirski, 2004, Inform, 15, 186.
T. Okuhara, 2002, Chemical Reviews, 102, 3641.
A. A. Kiss, A. C. Dimian, G. Rothenberg, 2006, Adv. Synth. Cat., 348, 75.
A. A. Kiss, G. Rothenberg, A. C. Dimian, F. Omota, 2006, Top. Catal., 40, 141.