Corrector of quazi-static large-scale and nano
advertisement

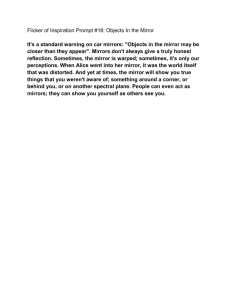
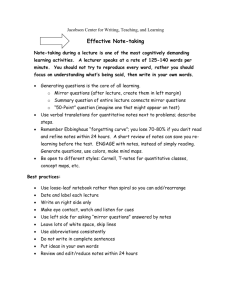
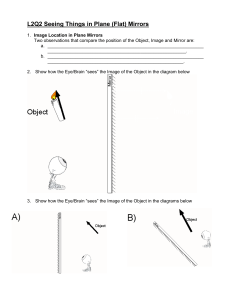
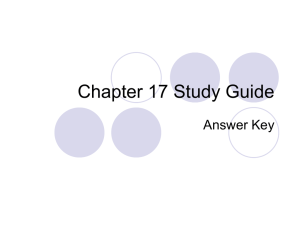
Corrector of quasi-static large-scale and nano-type optical distortions for EUV projection lithography at 13.5 nm. S.A. Dimakov, B.V. Kislitsyn, S.I. Klimentiev, A.P. Zhevlakov, D.I. Zhuk Institute for Laser Physics Scientific and Industrial Corporation Vavilov State Optical Institute, Birzhevaya 12, St. Petersburg 199034 Russia ABSTRACT Extreme Ultraviolet Lithography is a new R&D field aimed at creation of high-quality imaging systems operating at the wavelength up to 13.5 nm.. When creating imaging devices at such a wavelength the main problems are high optical quality of the elements under using and rigid requirements to service conditions of the device (vibration, temperature stability etc.). For systems operating in the 13-nm wavelength range, their optical distortions should not exceed 1 nm in magnitude. Large price of EUV projection system is defined, in particular, by serious costs for optical elements and for the system of parameters stabilization. Requirements to the optics quality and to its service conditions can be essentially decreased if the corrector of optical distortions is used in the projection system. Large-scale distortions (20 % of diameter of the element) of operating surface of optical elements with the amplitude of several wavelengths considerably reduce the resolution of the imaging system. However such small distortions (dozens nanometers) can be compensated by artificial thermogradients caused by additional light. Basing, namely, this idea the corrector of quasistatic large-scale optical distortions, intended for EUV range, and developed by us operates .Such a corrector can be used without special imaging optics because diffraction effects at the wavelength of 13.5 nm are negligible and the amplitude of distortions under correction is little. Use of the corrector can essentially decrease the price of optical elements because distortions with the value of 10-40 nm are corrected up to residual distortions of 0.5-0.7 nm (λ/20 for EUV). Keywords: Optical reducing systems, extreme ultraviolet projection lithography, correction for distortions, thermal deformation, EUV. 1. INTRODUCTION Technical progress and, in particular, present development of computer technique put stricter requirements to the devices which are applied in chips production. Creation of microchips of the next generation requires a lithographic equipment operating at 13.5 nm wavelength with high image quality. High quality image maintenance is possible only subject to observance of ideality of the lithograph optical elements. 2-34 Fig. 1. Block diagram of the correction system In particular, deviations of the working surface from the required shape have not to exceed λ0/20. For λ0=13,5 nm it comes to ~0,7 nm. Fabrication of optical elements with such high quality requires, obviously, considerable financial expenses. Besides the requirement on manufacture of the practically ideal optical elements it is necessary to provide high stable conditions of their operation as well. But this is insufficient again. In the case when even the high-stable service conditions differ from the one wherein final processing of the optical element has been executed then the optical distortions of the working surface inevitably appear. In the paper [1] it was made an assumption that the most undesirable distortions are the quasi-static largescale ones which exist at the stages of the optical elements processing or/and which appear at optic operation as a result of insignificant declinations from the required conditions of its use. In the paper [1] it was made an assumption that the price for the last stage of a mirror processing and final adjustment of the operating parameters, is an essential share of the EUV lithographer price. Study of the ways of correction for these quasi-static nonuniformities has shown that no one of well-known actuators for linear method of correction will not allow providing required high accuracy of correction (fractions of a nanometer). From the other part nonlinear methods are really inadaptable here for instance because of absence of acceptable nonlinear media operating in the EUV range. In its turn deliberate artificial thermo-deformation of the mirror allows us to remove large-scale distortions of a small value. For that, in the paper [1] the distorted mirror was illuminated by an additional light source (see Fig.1). Spatial distribution of light intensity corresponded to distribution of the thermal sources, which can strain the mirror so that it would have an ideal shape of the working surface. This light was absorbed by the working surface of the mirror, and distribution of the thermal sources needed for compensation of distortions was created on the surface. To demonstrate the operation capacity of the proposed idea for the mirror distortion correction using the method of thermo-deformations, we have performed a numerical simulation. The correction process under consideration represents a complex mathematical problem of heating a thin surface layer of the mirror and deformation of the mirror in a holder, which fixes its position. Variation of the mirror temperature is described by a nonstationary heat transfer equation. As the paper [1] we have carried out our studies by computer simulation solving together the heat transfer equation and the nonstationary equation of thermoelasticity. The initial data for the calculations are the real geometry of the mirror, elastic and thermo-physical constants, conditions of the convective heat transfer and mounting, and spatio-temporal variations of the absorbed light power. The calculations allow one to obtain time dependence of the field of temperature and displacements and to plot time dependence of the mirror’s reflecting surface. 2-35 It was assumed in [1], for definiteness, that the objective of the lithograph comprises two aspherical mirrors with apertures in the centers. Figure 2 shows an example of the secondary mirror of the UV lithograph objective. For definiteness, let the mirror be made of vitrocrystalline material and have a diameter of 300 mm. By means of computer simulation, we created, on the reflecting surface of the mirror, a static distortion, 15 nm in magnitude with a spatial scale of D/2, shown in Fig. 3. In the paper [1] it was assumed that this distortion of the mirror arose in the process of its manufacturing, and that further polishing of the mirror, to reduce the value of the distortion to below 0.7 nm (λ0/20 for λ0=13,5 нм), is very expensive. Fig. 2. Secondary mirror for the objective of the UV lithograph Fig. 3 A model distortion produced on the surface of secondary mirror of the UV objective 2-36 Fig. 4 Distribution of thermal sources over the mirror surface for compensation of the model distortion (fig.3). By special additional calculations, authors of the paper [1] have found the profile of the light power density that creates the distribution of thermal sources over the surface of the mirror needed to correct the distortion. (Fig. 4). Fig. 5 Dynamics of the reflecting surface profile of the non-ideal quality mirror in the process of thermal correction (spatial scale of the distortions is D/2). Figure 5 shows the dynamics of the reflecting surface profile of the distorted mirror in the process of thermal correction of the model quasi-static distortions. The mirror was heated until 14th second, and then, from 14th to 18th second, the incident light power did not exceed 10% of that of the correcting irradiation. As is seen, the distortions, originally 15 nm in magnitude, in the process of the correction do not exceed 0.7 nm practically over the whole surface of the mirror during 4 seconds (from 14th to 18th). 2-37 Only in peripheral zones of the mirror, several mm from the edge, the distortions exceed the specified value. However, first, the area of the perturbed zones is small and, second, the mirror can be intentionally manufactured with a slightly larger diameter, and the perturbed zone can be blocked by a diaphragm. Fig. 6. The mirror distortions for the lithograph operating between 14th and 18th seconds. In the same work it was also shown that thermo-compensation can be carried out in pulse-periodic mode. In particular, re-compensation of nm distortions in 120 seconds after the first stage of correction was introduced. Such a type of thermo-compensation allows us to save heat energy spending it in portions. Besides, at such compensation it is practically no need to worry about refrigerator. According to calculations the process of compensation can be repeated several times up to evident raise of the average temperature of the mirror under correction. An important shortcoming of the correction process considered in [1] is its shortliving in time. According to [1] the mirror was illuminated by light with required intensity distribution during ~ 14 sec and after that as a result of thermo-deformation the mirror had an ideal non-distorted surface for the period of 4-6 sec. All residuary time the mirror had annoying impairments for lithograph operation. To remove this shortcoming the calculations on stationary thermo-correction were undertaken. 2. STATIONARY THERMO-CORRECTION. Calculations on stationary correction were realized for the mirror where the inverse surface had a contact with the fridge, and at constant illumination of the working surface a heat flow continuously passed through the mirror’s body. Under the effect of this heat flow one establishes in the mirror body stationary temperature distribution which results in stationary artificial thermo-deformation of the required mirror. In these calculations we considered a ceramized mirror with the diameter of 100mm and thickness of 5 mm (heat conductivity coefficient -1.2 W/m*grad, linear expansion coefficient 1,5*10-7, Young modulus 91 GPa, heat-transfer coefficient 4000 2-38 W/m2*grad, initial temperature of the mirror and the temperature of the heat-transfer agent (coolant) 20oC. Axisymmetric distortions depending only on radial coordinates were put by a computer simulation on the working surface of the mirror (see Table1). A heat flow changed in radial direction is absorbed on by the upper surface of the mirror. The bottom surface of the mirror is cooled by the heat-transfer agent. Due to a heat flow passing through the mirror it heats up and changes the shape. It is believed that the bottom surface of the mirror does not move in vertical direction. Transfers of the upper surface of the mirror partially compensate initial aberration. The Table1 shows the dependences of the model distortions and compensative heat flow being under consideration in this work from the mirror radius. Table 1 Distortion, nm Heat flow q0, W/mm2 r Y r 7.7Cos 2 R r 0.1 r q r 0.007Cos 0.5 e R R r 0.1 r Y r 0.004 1 Cos 2.5 e R R r Y r 6.9 1 Cos 2.53 R r Y r 8.0 1 Cos 4.5 R r 0.2 r q r 0.007 1 Cos 4.46 e R R 2.1 Calculation results The Fig.7 - 9 show the results of calculation for compensation of model distortions, by means of nonuniform stationary heating by a heat flow specified at the mirror surface. A B 2-39 C D Fig.7 Model distortion #1 (A – initial distortions; B – a heat flow specified at the mirror surface; C - temperature; D – residual distortions. A B C D Fig.8 Model distortion # 2 (A – initial distortions; B – a heat flow specified at the mirror surface; C - temperature; D – residual distortions. 2-40 A B C D Fig.9 Model distortion # 3 (A – initial distortions; B – a heat flow specified at the mirror surface; C - temperature; D – residual distortions. The figures 7 – 9 show the results of calculation which introduce that the stationary heat flows allow creation of required temperature distribution that causes artificial thermo-deformation so that the amplitude of distortions becomes less than the required value of practically along the whole surface of the mirror. Three versions of aberration, considered in our calculations allow making a conclusion that such a corrector allows us to compensate non-uniformities at least by the scale D/5 (See Fig.7) and may be less. The executed studies confirm availability of this method of correction by means of thermo-deformation both in pulse-periodic and continuous modes. 3. Experimental demonstration of possibility to improve optical quality of a mirror by means of its thermal deformation by light. The obtained results of numerical calculations allow us to hope the compensation for nanometer optical distortions with the use of mirror’s artificial thermal deformation to be feasible. To prove this theoretically obtained fact the experimental verification is needed. The theoretical part of the work showed the correctable distortions to have a large scale. However, exactly these distortions will probably require substantial financial expenditure at a final stage of mirror manufacture. The distortion compensation demonstrated was quasi-static. It could be realized either for several 2-41 seconds (only during the time of exposure the target in a lithographer to radiation) or in steady-state conditions. In the first case the thermal compensation allows saving on thermal energy which is taken a little at a time. Besides, in this case it is not needed to trouble about a refrigerator. As calculations have shown, a compensation act can be repeated in case of need some seconds later. More attractive of course is the second mentioned mode of operation that is the static compensation mode. In this case the light with a special power distribution over cross-section illuminates a mirror, the mirror being a high quality one for an arbitrary long time. As it was mentioned above, this mirror should be supplied with a refrigerator from the mirror’s rear. In the course of our studies a demonstration experiment on correction of non-ideal mirror’s optical quality with the use of correcting light illuminating the mirror has been carried out. Both metallic and glass mirrors were subjected to the correction. For simplicity the experiment was carried out in visible light and a slightly spherical round mirror was subjected to the correction (Fig.10). Fig. 10 In correction the correcting light power distribution was selected so that the studied mirror after illumination should be flat at the most part of its central surface area. The demonstration experiment layout is shown in Fig. 11. 2-42 Fig.11 The demonstration experiment layout (1- Ne-He laser; 2- flat turn mirror; 3, 4, 7, 11- lenses; 5- semitransparent mirror; 6-high quality reference mirror; 8- opaque screen; 9-camera; 10-mirror corrected; 12- source of correcting radiation; 13spherical mirror). The surface-monitoring layout of the mirror studied in our experiment is based on a Michelson interferometer. This is routine interferometer layout for different applications where spatial overlap of the objects giving rise to interfering waves is either impossible or for some reason undesirable. In our case the Michelson interferometer is used for remote testing of small deformations (departure from flatness) of the mirror studied. This layout is rather convenient because close location of an object and the reference surface is undesirable since the mirror corrected is heated. In the experiment a low-power continuously working He-Ne laser (wavelength =0.633 m, power P=30mW) was employed for illuminating the interferometer. Telescope 3.4 broadened a light beam up to 60mm in diameter. The output beam of parallel rays was partially reflected by the semitransparent surface of a beam splitter 5 and partially passed through it. The first beam (reference) reflected by the reference mirror 6, passed through the beam splitter 5, and hit opaque screen 8. The second beam was reflected by the mirror 10 (this mirror being examined), then by the beam splitter 5, and after that it propagated in the same direction as the reference beam and interfered with it. The corresponding interference pattern can be seen on the opaque screen (8). As correctable mirrors we used in our experiments both metallic and glass (with aluminum coat) mirrors. As a source of radiation for artificial thermal deformation of the mirror under consideration we used a lamp K220-1000 (voltage U=220V, power consumption W=1000W) (12). Radiation from the lamp 12 reflected by the examined mirror was returned to it by an auxiliary spherical mirror 13 so that to increase thermal current absorbed by the mirror examined. Figures 12 a,b show typical interference patterns characterizing the optical quality of the considered mirror before thermal correction (Fig.12 a) and after it (Fig.12 b). In 2-43 EUV spectrum the distortions of our mirror are too large; as is seen in Fig.4a the ‘pit’ on the mirror’s surface are 1200nm in depth. The fact that the deformation is of ‘pit’ type was determined in dynamics of fringe displacement at shifting motion of the reference and the examined mirrors. After correction the mirror’s central area is virtually a plane one, distortions are available only at the periphery of the mirror’s surface amounting to 320nm. a) b) Fig.12 Interference patterns characterizing the surface shape of the mirror before (a) and after (b) correction 6. CONCLUSIONS The presented results of numerical calculations allow us to hope that compensation for large-scale nanometer axial symmetric optical distortions with the use of artificial thermal deformation of a mirror is realizable. The demonstration experiments on correction of large-scale distortions of the mirror by means of thermal deformation of its working surface have confirmed the numerical results. The work was performed at partial financing by the Grant ISTC 0991. Reference 1. Dimakov S.A., Kislitsyn B.V., "Thermo-correction of quasi-static optical distortions in optical reducing systems for EUV projection lithography", Proc. SPIE v.5553, #26, August 2004. 2-44