KeyCenter31_2

Formation of SiC nanoboulders on silicon- A low-energy carbon implantation and electron beam rapid thermal annealing study
A. Markwitz*, S. Johnson*, R. Blaikie**, M. Rudolphi and H. Baumann
The remarkable physical and electronic properties of nanocrystalline materials are of great interest to scientists [1-
4], who wish to understand the foundation of these phenomena, and to technologists who wish to exploit these properties in improved and often new devices [5]. The scientific challenge facing both groups envolves the development of efficient nanofabrication processes which allow precise control over nanocrystal dimensions and composition. Using a combination of low energy ion implantation (LEII) and electron beam rapid thermal annealing (EB-RTA) we have successfully demonstrated a manufacturing process which satisfies these demands, for example the production of densely packed silicon nanowhisker arrays on Si for field emission devices [6-8].
This novel nanofabrication technique is extremely flexible, allowing precise control over all fabrication conditions. Exploiting this valuable feature allows us to develop the fabrication process to study and produce further novel nanostructures. For example, a highly nanoporous layer can be produced in an insulating material [9,10].
Recent investigations employed low energy implantation of carbon into (100) silicon (10 keV 13 C – up to 30 at.% in 60 nm) followed by EB-RTA (1100
C for 15 s with temperature gradients of 5
Cs -1 ). This process resulted in the world-first growth of nanocrystals assembled on the silicon wafer surface. Such surface assembled nanocrystals can be readily integrated into electronic and optoelectronic devices where the nanocrystals can be brought into direct contact with any coating material. This result is contradictory to conventional
MeV carbon implanted and thermally annealed nanotechnology in which a sub-surface silicon carbide layer is typically formed in the bulk material [11].
Preliminary analysis of this novel material indicate that the observed structures are single crystals of silicon carbide
(SiC) [12], a material implemented in high-tech ceramics
[13], abrasives and more recently in the semiconductor industry [14]. Further, this fabrication technique permits precise control over the size and number of SiC nanocrystals through variation of the ion fluence, an essential feature for a practical nanofabrication technique.
Typically, the growth mechanisms for such nanocrystals follow a sequence of physical mechanisms such as nucleation, growth and Ostwald ripening [15,16]. Evidence of these effects is observed in the geometry and spatial arrangement of the nanocrystal structures. Modifications to the LEII conditions, EB-RTA conditions and substrate crystal orientation and composition modulate these physical processes and result in changes of the nanocrystal geometry.
A suite of techniques, namely ion beam analysis (IBA), photoluminescence (PL), atomic force microscopy (AFM) and high resolution cross-sectional transmission electron microscopy (TEM) characterisation of the nanocrystals has been used to further our understanding of the growth mechanisms.
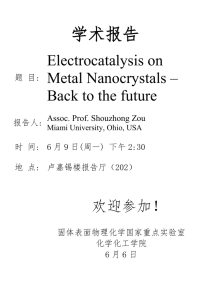
Typical AFM images, shown in figure 1 reveal a virginlike flat surface of the as-implanted silicon surface. The average surface roughness is 0.5 ± 0.1 nm.
Fig. 1: Top view and line scan analysis of AFM images of
(100) silicon implanted with 10 keV 13 C + ions with F = 7.8 x
10 16 cm -2 . The line scan shown in the upper part of the figure is measured along the black line indicated in the lower AFM image.
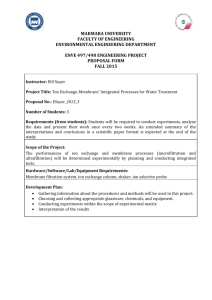
Fig. 2: Top view and line scan analysis of AFM images of nanoboulders on (100) silicon produced by implanting 10 keV
13 C + ions into (100) silicon with F = 7.8 x 10 16 cm -2 and EB-
RTA. The line scan shown in the upper part of the figure is measured along the black line indicated in the lower AFM image.
After EB-RTA at 1000 ºC for 15 s, the surface topology changed dramatically as can be seen in figure 2. Large boulder shaped features are observed. Atomic force microscopy images indicate that the size of the nanoboulders, range from 50 - 300 nm in diameter (aspect ratio close to 1.0).
The nanoboulder diameter was found to be dependant on the carbon fluence used during the ion implantation process
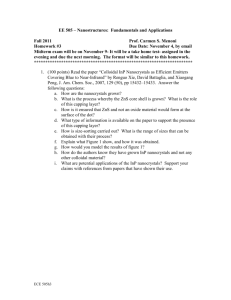
[17]. Detailed structural analysis of the geometry and distribution of the nanoboulders indicate linear relationships with the 13 C ion fluence (figure 3). For the calculation of the boulder volume, the shape of a semi-ellipsoid was assumed for the boulders. The size and the number of the nanoboulders can therefore be controlled by varying the ion fluence. At this time it is believed that these linear relationships are due to enhanced carbon diffusion, as a result of extended damage of the implanted region due to increased ion fluence, which in turn leads to enhanced crystal growth,. Further investigations are required to confirm this mechanism.
20
2
16
12
8
4
0
2
Fig. 3: Relationship between 13 C-ion fluence and the mean volume and the areal density of the nanoboulders respectively [17].
Additionally, a linear relationship between nanoboulder diameter and inter-boulder spacing was observed as displayed in figure 4. This observation is typical in crystal growth systems influenced by crystal coarsening mechanisms where small crystal structures act as feed stock for large crystals and is a further evidence of the growth mechanism outlined in the introduction.
1.7
1.6
1.5
1.4
1.3
1.2
1.1
1.0
0.9
4
volume
density
4
6 8 10
6 8 10 fluence x10
16
(cm
-2
)
12
12
1.0
0.8
0.6
0.4
0.2
0.0
0.2
0.3
0.4
0.5
0.6
boulder diameter (
m)
0.7
Fig. 4: Linear relationship between the boulder diameter and the corresponding average nearest neighbour spacing [17].
It has been shown that the low energy implantation of carbon in to p-type Si (100) followed by EB-RTA at 1100
C results in the formation of semi-ellipsoidal nanoboulders on the Si surface. Further, is has been demonstrated that the size and number of these boulders can be precisely controlled by varying the carbon ion fluence. Although the precise mechanism for nanoboulder growth remains ambiguous, the structural evidence indicates that a crystal coarsening mechanism is fundamental to their formation.
Acknowledgements
The work was supported by the New Zealand Foundation for
Research, Science and Technology.
References
[1] G. Ledoux, J. Gong, F. Huisken, et al. Appl. Phys. Lett.
80 (2002) 4834.
[2] K. H. Heinig, B. Schmidt, A. Markwitz, R. Grötzschel and M. Strobel, Nucl. Instr. and Methods B148 (1999) 969.
[3] J. von Borany, R. Grötzschel, K. -H. Heinig, A.
Markwitz, B. Schmidt, W. Skorupa and H. -J. Thees, Solid
State Electronics 43 (1999) 1159.
[4] A. Markwitz, R. Grötzschel, K. -H. Heinig, L. Rebohle and W. Skorupa, Nucl. Instr. and Methods B152 (1999) 319
[5] T. Baron, A. Fernandes, J. F. Damlencourt, et al. Appl.
Phys. Lett. 82 (2003) 4151.
[6] A. Markwitz, H. Baumann and E. F. Krimmel, Physica
E11 (2001) 110.
[7] A. Markwitz, J. of Nanoscience and Nanotechnology 1
(2001) 393.
[8] S. Johnson, A. Markwitz, M. Rudolphi and H. Baumann, submitted to Journal of Applied Physics.
[9] P. B. Johnson, A. Markwitz, and P. W. Gilberd, Adv.
Mater. 13 (2001) 997.
[10] P. B. Johnson, P. W. Gilberd, A. Markwitz, A.
Raudsepp, and I. W. M. Brown, Nuclear Instruments and
Methods B166 (2000) 121.
[11] S. Isomae, T. Ishiba, T. Ando, and M. Tamura, J. Appl.
Phys. 74 (1993) 3815.
[12] A. Markwitz, V. J. Kennedy, S. Johnson, W. J.
Trompetter, M. Rudolphi and H. Baumann, Nucl. Instr. and
Meth B, in press.
[13] S. C. Tjong, K. C. Lau KC, J. S. Ku, et al. Surface. Eng.
15 (1999) 490.
[14] N. Biswas, X. Wang, S. Gangopadhyay, Appl. Phys.
Lett. 80 (2002) 3439.
[15] M. Strobel, S. Reiss and K,-H. Heinig, Nuc. Instr. Meth.
B120 (1996) 216.
[16] J. v. Borany, R. Groetzschel, K.-H. Heinig, A. Markwitz et.al. Appl. Phys. Lett. 71 (1997) 3215.
[17] A. Markwitz, S. Johnson, M. Rudolphi and H. Baumann, accepted for publication in International Journal of
Nanoscience
* National Isotope Centre, Institute of Geological & Nuclear
Sciences Ltd., 30 Gracefield Road, Lower Hutt, New Zealand
** Department of Electrical and Electronic Engineering,
University of Canterbury, Christchurch, New Zealand