Ultrapure Water Recycle - Environmentally Benign Semiconductor
advertisement

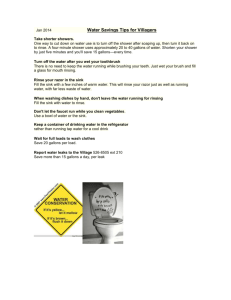
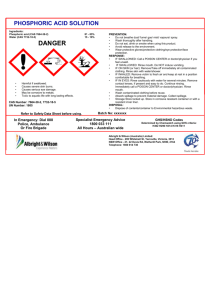
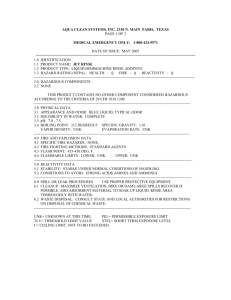
Ultrapure Water Recycle in the Semiconductor Industry John DeGenova Department of Chemical and Environmental Engineering University of Arizona 1999 Arizona Board of Regents for The University of Arizona This paper summarizes the benefits and risks associated with water recycling in the semiconductor industry. The specific items that will be covered in this paper include characterization of the spent rinsewater types, the composition range of key impurities, and different recycling strategies. The discussion will include the development of new purification methods for the removal of organic impurities, and the development of a computer model for simulating the effects of recycle. INTRODUCTION The semiconductor industry has recently experienced rapid growth at an unprecedented rate. This expansion is causing concern in some communities due to the large quantities of water presently required for semiconductor wafer manufacturing. Along with this expansion comes the construction and installation of new wafer fabrication facilities (fabs). Each new fab will use 1 to 3 million gallons per day for just wafer processing. The water use in some locations may approach twice that range. The only cost effective, long term solution is proper segregation and collection of waste rinsewaters as part of the implementation of a true recycling strategy. Recycling of water in the semiconductor industry is the reuse of water, that had been previously purified to an extremely high quality, used in wafer processing, collected, retreated, and used again to process wafers. The practical range of recoveries for recycled water is from a low of 10-20% to over 95%. Fab rinses can be relatively easily recycled because they consist of water, already extremely contamination-free, with low levels of easily removed ions from wafer processing chemicals. Much of the collected rinsewater is already cleaner than the municipal supply water it replaces. This water can be directly re-used as a replacement for some of the municipal water supply, without additional treatment. Various amounts of recovered water can be recycled. Some of the water may require treatment prior to reintroduction to the UPW system. Figure I indicates the wide range of water usage rate reported by semiconductor manufacturing facilities. This chart is the result of a survey performed by Sematech, along with data obtained from its member companies. The amount of UPW used per wafer produced varies with wafer size and from site to site between the different manufacturers. Each wafer fabrication facility typically uses 1-3 MGPD (million gallons per day). Some companies have 3-4 fabs per site, resulting in consumption of UPW exceeding 10 MGPD. This amount does not refer to the municipal water demand but rather only the demand for UPW. The actual demand on the municipal water supply is approximately 25%-40% greater than the quantity of UPW due to losses in the purification processes. These demands can be quite significant on the municipal water supply and have been a problem for some communities, especially those located in arid regions. Most of the UPW consumed is used for wafer rinsing purposes. Figure II indicates some typical semiconductor process tool setups and a general indication of the various types of wastewater generated1. The first and primary strategy to conserve UPW is simply the reduction of water used in the wafer rinsing process. Some of the techniques, indicated in Table I are quite simple but can make significant impacts to the overall water consumption. Spray type rinsing has been shown to use much less water than the typical overflow or dump-rinse methods. It can reduce water consumption by 75-95%, and dramatically lower processing times. Spray rinsing vs. overflow/quick dump Rinse tank geometry improvements Hot UPW vs. cold UPW Megasonic rinsing Idle flow rate reduction Analytical monitoring of rinse water Computer modeling, convective/diffusive Table I: Rinse Water Reduction Techniques Megasonic excitation during rinsing is a typical method of indirectly improving the rinse process. By adding megasonic action, the cleaning process in some cases can be optimized, and possibly allowing for a reduction of necessary rinse water. Until recently, rinse tanks were typically designed with relatively large volumes, significantly larger than the wafer carriers (boats) which hold the wafers to be rinsed. As the wafers are typically loaded into the boats tightly spaced relative to one another, the path of least resistance for the water flow is actually around the wafer boat, rather than in between the wafer product spacing. As can be seen in Figure III, in an overflow rinse process, water flows at a constant rate from the bottom of the tank overflowing out of the top of the tank, for usually 5-10 minutes. The initial turbulent mixing mechanism while wafers enter the tank changes quickly to one of non-turbulent, laminar flow. In this case, most of the water flows to the outside of the wafer boat, bypassing the wafers entirely. It has been shown that nearly 80% of the rinse water actually bypasses the product4. A smaller rinse tank, or one that confines the flow to the wafer volume, actually provides for a more water-efficient rinse. New semiconductor process tools are being designed with smaller rinse tanks and with directional flow patterns to force the water in between the wafer spaces, producing faster and more effective rinsing. Less process time is required for the rinse, and better process control is achieved. Studies are under way to evaluate sensors for monitoring the quality of water in each rinse tank to determine when adequate rinsing is achieved. Other investigations have focused on the development of rinse models using both diffusion and convection equations to help optimize the rinsing process5. These models incorporate the processes that occur in between the tightly spaced wafers, including the desorption of the chemicals from the wafer surface and the diffusion of the chemicals through the boundary layer into the bulk fluid, where impurities are carried away by convection. Further work needs to be done in the area of turbulent mixing, dump rinse efficiencies, and elucidating mechanisms for spray rinsing. Reduction of UPW flow rates during idle periods can also make significant differences in water reduction. A minimum flow is required to prevent bacteria colonies from forming colonies on to the pipe walls. A second water reduction strategy that is currently underway is in the re-use of water in other areas, in which the quality of water is not a primary concern. Some of the more common applications of water re-use are listed in Table II. The reject water from the reverse osmosis process is a good candidate for this type of re-use. Spent rinse water can also be used for some of these applications. However, since it may contain corrosive ions, this water may be quite aggressive and could corrode equipment components. Additional treatment may be necessary prior to re-use of this water, such as alkalinity adjustments. RO Reject; C/T, Air Scrubbers, Irrigation Ultrafilter Reject; UPW system rinsing Analytical instrument discharge; various use Spent rinse water; C/T Makeup Table II: Water Reclamation /Reuse Another water use optimization and reduction strategy is the recycling of spent rinse water back into the UPW treatment system. Because of the relatively high purity level of the rinse water, it can be added back into the UPW purification process at various points within the system. It can be combined with the feed water at the treatment input or be combined at other points such as with the reverse osmosis purified water. Depending on the possible contaminants in the spent rinse water, it can also be added back into the UPW process at a purer stage, such as in the ultrapure water storage tank where it will be re-polished prior to use. Table III lists these options, which are also illustrated in Figure IV. Figure IV indicates a generic UPW treatment process, replete with primary treatment, ion exchange or secondary treatment, and a final polishing treatment step with holding tanks. The spent rinse water can be brought back to the holding tanks at any of these three major stages. Feed Water storage tank Semi-Pure storage tank Ultrapure Water storage tank Table III: Recycle Flow Options There are significant benefits, related to both cost and processing, associated with recycling. For example, one is the improvement in final water quality that is achieved. With certain ions and most organic compounds, recycling is able to lower contamination levels proportional to the amount recycled; an 80% recycle amount cuts contamination by a similar amount. Some of the key benefits to recycling are included in Table IV. Note that the improvements will vary with the amount recycled and the technologies used to treat recovered water. This is not an exhaustive list. 1. Improved final UPW quality 2. Rinse recipes can be optimized for cleanliness and throughput, instead of minimized water consumption 3. Improved reliability of UPW facility, less downtime: Reduced frequency of RO membrane cleaning processes Reduced frequency of ion exchange regenerations Reduced frequency of filter backwashes/rinses Improved efficiencies in UPW treatment processing Improved control of feed water problems 4. Reduced chemical usage for ion exchange regenerations and waste treatment 5. Significant cost savings: Less feed and discharge water costs Less regeneration chemical and backwash water costs Less industrial waste treatment cost Less maintenance and cleaning chemical cost 6. Possibly Improved RO reject quality for other reclamation purposes 7. Less demand on the municipal water supply and waste water treatment systems Table IV: Benefits Associated with Recycling Water There are also risks, however, associated with recycling spent process rinsewater. These risks include the items listed in Table V. Notice, though, that some of the benefits of recycling directly answer risks associated with municipal feed water supply and quality; and that some of the risks are similar for either water source. The key is to manage the risks with the best engineering practices wherever possible. In some cases, this can only be done with great difficulty, cost, and/or complexity on municipal feed streams, but can easily be achieved with a comprehensive recycle strategy. Recycled water 1. Introduction of impurity spikes into the system. 2. The potential buildup of recalcitrant compounds. 3. Qualification of the present purification methods in removing process generated contaminants 4. Risk of new chemical interactions caused by recycle 5. Contamination due to biofouling Municipal Supply Water Same none none none Same Table V: Risks Associated with UPW Treatment The risks of recycling, listed in Table V, include the possible introduction of new and unknown process contaminants into the UPW purification system. Compounds that are not properly removed could remain and possibly even build up in the system, and the product yield could be negatively impacted. There is very little data available on the removal of organic compounds typically used in wafer processing. The presence of any of these compounds in the UPW product water at the point of use could have devastating consequences. Hence, the proper treatment or segregation of the spent rinse water is imperative in order to keep these compounds out of the polish loop. The characterization of the behavior of specific compounds subjected to standard units processes, such as activated carbon, Reverse Osmosis, and UV oxidation in a UPW system is an ongoing task. Spent ultrapure rinse water is contaminated with residual chemicals carried over from the process flow. Rinses that typically follow acid/base chemistries can usually be readily recycled; the contaminants can be removed from the water using standard separation techniques, such as ion exchange. One must only segregate these rinse water drains away from the industrial waste drain to collect the water for recycle purposes. Typical compounds found in spent rinsewaters are listed in Table VI. These compounds are typically quite easy to detect with available analytical instruments, and are quite easy to remove with standard unit operations found in most UPW treatment facilities. Through proper segregation, detection, and diversion techniques, most of the spent rinsewaters generated in wafer fab facilities is readily recyclable. Due to the requirements of some of the semiconductor processing chemistries, some rinse water may contain compounds that are not readily removed with standard separation techniques. For example, organic surfactants and co-solvents may be present. The rinse water after photoresist strip chemistry may contain organics if the resist oxidation process is somehow only partially complete. Certainly, the rinsewater that follows organic chemical baths will contain compounds that may not be readily removable. Characterization and correct treatment, or even segregation of these waste streams, are key to achieve high levels of water recovery concomitant with guaranteed quality. The contaminants in rinse water that generate most of the concern for recycling in the industry today are organics. The method of choice for the removal of these organic compounds in a recycle system is diversion. Metrology is available to rapidly detect and divert organic-containing water. As recycle systems become more robust and take on the role as the primary source of water, organic oxidation will be the mainstay. The concept of photocatalytic oxidation reactors as applied to UPW recycle systems has been developed at the University of Arizona in Tucson 2. The photocatalyzed oxidation of process-generated impurities like organic solvents, surfactants, and trace-chlorinated hydrocarbons in ultrapure water is promising. Table VI indicates some typical water purity levels at different stages of processing. It depicts a typical municipal supply water purity, a typical Ultrapure Water quality, and expected levels from collecting approximately 50% of the spent rinse water, specifically segregated according to recycle readiness. Water Quality Parameter Resistivity pH TOC Ammonium Calcium Magnesium Potassium Silica Sodium Chloride Fluoride Sulfate Units Typical Municipal Water Supply Typical Ultrapure Water Product Segregated (50%) Spent Rinse water M Ohms-cm units ppb ppb ppb ppb ppb ppb ppb ppb ppb ppb 0.004 8 3500 300 22000 4000 4500 4780 29000 15000 740 42000 >18 6 <10 <1 <1 <1 <1 <10 <1 <1 <1 <1 0.8 3-7 20 300 0 0 0 338 0 100 100 500 Table VI: Typical Water Quality Comparison This data proves that the spent rinse water is still in a semi-pure state and is of better quality than water supplied by the municipality. Thus, one approach of recycling is to accept this water as is, and return it to the UPW make-up (feed) stream. The recycled water can even deteriorate in quality to the level of the municipality's water, and it would still be usable. As there is no pretreatment required, this is a low-labor, low-equipment alternative. However, although the RO unit affords a high level of protection, it will waste 20-40% of the water as reject. It is a compromise in favor of risk-avoidance at the cost of a large fraction of the water recycled. Much greater benefits can be realized when the risk associated with water recycling is lowered to below that of not recycling. Some companies have done this with excellent success and cost savings. The benefits of recycling, listed in Table IV, can be quite substantial. Consider the configuration in which recovered water is brought back to the front-end. It will essentially replace an equal volume of outside feed water. With a better quality of feed water at the source, the unit processes in the ultrapure water facility can operate with improved efficiency. There will be less required maintenance and downtime, resulting in a more reliable and safer facility. A reduction of chemical usage can also be realized, as less membrane cleaning and less ion exchange regeneration would be required. Recycling also leads to a reduction in the amount of industrial wastewater requiring treatment. In fact, with a better quality feed source, the reject from a reverse osmosis system also improves in quality, rendering this water much more amenable for other reclamation purposes. Figure V illustrates a schematic of a typical UPW system with recycle back to the primary feed water storage tank. Indicated here are quality levels through various points in the UPW facility, with and without the recycle of water. Based on quality levels listed in Table VI, the estimated water quality with recycle feeding the final polishing loop is superior. Another configuration that shows the potential for even greater benefits includes a modest level of pretreatment, and return of collected water to the RO water storage (product) tank. The system includes the standard hardware from Figure IV, plus: 1. An activated carbon process for the destruction of hydrogen peroxide, 2. An Electrodeionization unit for removal of ions, and optionally, 3. An ultraviolet unit for the destruction of organics. This system has shown that it's possible to collect virtually all rinse water from a fab, with treatment through a very low maintenance treatment process, and return over 95% of the rinse water back to be used again. This level of recycling has shown extremely favorable returns on the investment, great reductions in key contaminants in the product water, elimination of dozens of system shutdowns due to feed water quality excursions, and a variety of other benefits. Development efforts are targeting TOC reduction methods and sensors for rapid response. The greatest benefit would be gained by introducing the recovered and treated water to the UPW tank just prior to the polish steps. This approach maximizes the amount of water recovered. It assumes that the water being returned is at a quality consistent with the water it replaces (output from the primary loop), or it will exhaust the polisher resins sooner, or degrade the output water quality. However, this option also carries the highest risk. Process simulation is another important tool in the design and analysis of recycle systems. The University of Arizona3 is presently developing a process simulator for this application. This simulation consists of a solution to the governing equations for transport and removal of impurities. The equations for the simulator modules representing reactions and transport of impurities are combined to determine the processes that take place in a typical ultrapure water treatment facility. By solving these equations, a dynamic view of contaminant distribution in the primary supply, the polishing loop, the recycle system, and at the point of use can be obtained. In addition to the process simulation, improved metrology and sensing techniques are required to minimize the risks of recycling. Of utmost importance is the incorporation of on-line instrumentation with fast response that can be used to monitor recycle water quality. Quick response is necessary so that important decisions can be made on whether to direct the recycle water back into the UPW process or divert the flow away from the UPW system. This action must be fast enough to avoid any UPW quality upsets. Special valve switching arrangements can be installed, based on the monitoring devices, in order to minimize the risk or system upsets. Eventually, there will be a need to integrate metrology and simulator technologies for both predictive and control purposes. A Sample of 1996 Ultrapure Water Use Among SEMATECH Member Company Fabrication Facilities 60.0 50.0 40.0 UPW Usage (gallons per square inch) 30.0 20.0 10.0 0.0 10 11 12 13 14 15 16 17 18 19 Approximate Mask Levels (+/-2) 20 21 22 23 24 4 8" 6" Wafer 5" Diameter (Inches) This chart represents ultrapure water (UPW) used in wafer processing (not local water resources) at 16 U.S. chip manufacturing facilities. Total demand on local water resources has been reduced by many companies through implementation of recycle and reclaim strategies. SOURCE: SEMATECH Figure I: Ultrapure Water Use In Semiconductor Wafer Processing DRAIN TYPE PREFURNACE HOOD SC-1 UPW Rinse 1OO:1 HF UPW Rinse SC-2 UPW Rinse IPA DRYER UPW Rinse SOLVENT IWW RECYCLE RESIST STRIP HOOD SC-1 SC-1 UPW Rinse UPW Rinse SC-2 UPW Rinse IPA DRYER UPW Rinse SOLVENT IWW SOLVENT HOOD Organic Organic Organic Solvent Solvent Solvent IPA IPA UPW Rinse UPW Rinse SPIN DRYER SOLVENT IWW Figure II: Typical Process Tool Setup Most of the UPW bypasses the wafers. Desorption Convection Diffusion Figure III: Typical Overflow Rinsing Recycle Recycle IW Recycle IW IW Raw Water Storage Tank Primary Treatment R.O. Water Storage Tank Ion Exchange Treatment Ultrapure Water Storage Polishing Treatment Point of Use D.I. Return IW Other Reclaim Figure IV: Water Recycling Strategies TYPICAL UPW SYSTEM w/ RECYCLE M unicipal Water Supply Recycle Recycle M onitoring/ Treatment 60 gpm 73 gpm IW Raw Water Storage Tank 100 133 Primary Treatment R.O. Water Storage Tank I on Exchange Treatment Ultrapure Water Storage I on Na+ Ca+2 ClSO4-2 Polishing Treatment D.I . Return 33 (ppb) 100 60 Point of Use 40 Water Quality City w/ Rec 29,000/16,573 22,000/12,120 15,000/ 8,278 42,000/23,278 City w/ Rec 2,300/1,314 500/ 275 1,000/ 552 1,300/ 720 City w/ Rec 0.9 0.5 0.1 0.05 0.4 0.2 0.4 0.2 c:\ftab\eshjan.ppt Figure V: Recycle Effects on Water Quality Levels IW Other Reclaim