poc1340-POC1340suppmat
advertisement

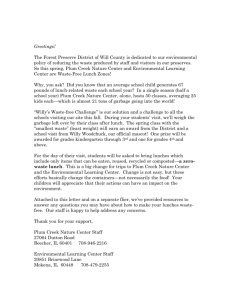
1 EPOC SUPPLEMENTARY MATERIAL Waste-free synthesis and production all across chemistry with the benefit of self-assembled crystal packings Gerd Kaupp Faculty V, Organic Chemistry I, University of Oldenburg, Germany Caution: Explosives must not be milled. Protected cautious grinding in smooth mortars can be a method of choice followed by ultrasound treatment for completion. Initial test runs at very small scale are advisable.1 Example 1. The reaction of carbon dioxide with alkoxides S1, S3 or S5 to give versatile carbonic acid half ester salts S2, S4 or S6 is exceedingly exothermic and has been chosen to demonstrate heat removal under atypical extreme conditions. Gas-flow suspension bed columns (diameter 4 cm, length 60 cm) charged with 250 g alkoxide on glass wool were used with a flow of dry CO2 diluted by N2 starting with a 1:10 ratio at such a rate that the temperature never exceeded 50°C at the reaction front (1 h). The gas-ratio was then increased to 1:5, 1:2, 1:1 and 1:0 for completion of reaction. The yield was corrected for the initial alkoxide content. The alcohol impurities were expelled during reaction. There was a volume increase of 29, 45, and 56 %, respectively. The carbonic acid halfester salts are versatile merchandisable reagents that cannot be prepared in pure form from solution.1, 81 Example 2. An industrial process has been devised for the rapid removal of acetone from exhaust air down to the detection limit (Equation S1). A fluidized bed two-column setup is used at 80°C. Pure acetone oxime is expelled and pure KH2PO4 with added value obtained at the well-defined pH conditions. That is purifying the atmosphere and the best way to neat acetone oxime after its condensation and separation from the water.69 (H2NOH)3. H3PO4 + K2HPO4. xH2O + 3 Me2C=O —> 3 Me2C=NOH + 2 KH2PO4 + (x+3) H2O (S1) 2 Example 3. A rotovapor and a 2 L flask with initial cooling to 14°C has been used with 500 g of anhydride S7 for the reaction with ethylamine at 0.5 – 0.8 bar as continuously applied from a lecture bottle with a needle valve. Due to aggregation of 40 µm particles into grains of 0.5 – 3 mm diameter the reaction was interrupted at 75 % conversion. After milling through a household grain mill the reaction was continued towards the end at 50°C for a quantitative yield of S8.81 Using the industrial rotor ball-mill with gas supply would be more profitable in this case of low anhydride reactivity. The same reaction type with the more reactive phthalic anhydride S9 and the less reactive solid aromatic amine S10 to give the antibacterial sulfonamide phthalazole S11 was for the first time synthesized large-scale by stoichiometric milling of 200 g batches in a 2 L rotation ball-mill at room temperature for 1 h. S11 was obtained free of imide and bisamide side products (that occur upon reaction in solution or in the melt) if solid-state milling of the reactants is performed for the acylation.2 Example 4. Solid thiohydantoins have been waste-free ring opened with gaseous amines to give six different thioureido-acetamides that are versatile building blocks in organic synthesis.83 The basic reaction of S12 with methylamine gas to give S13 was performed in a 2 L flask at a rotovapor setup with continuous addition of the amine at 0.8 bar and cooling with a water bath at 14°C. After standing overnight the excess gas was condensed to a cold trap for further use and pure S13 was obtained. The uniform cleavage occurs between C=O and N.84 Example 5. Methylene-imine hydrochlorides S16 are completely new reagents, which are only accessible by solid-state reactions, because they are immediately decomposed in solutions. They are used for solid-state aminomethylations. Solid 1,3,5-tri-N-arylhexahydrotriazines S14 are protonated with gaseous HCl and apparently form the intermediate trication salts S15 that are unstable enough to undergo the [2+2+2]cycloreversion to form the elusive N-aryl-methylene-imine hydrochlorides S16. The reactions 3 have to be run cautiously at –18°C in an evacuated flask in order to avoid rise of temperature with melting. Excess HCl was evaporated after thawing to 4°C (8h) and yellow solids were obtained with 100 % yield, that give the expected C=N vibration in dry nujol IR spectra (1733 and 1714 cm-1).78 A decomposition reaction to the Troeger base and the typical aminomethylation reaction to give S17 is indicated. It should be stressed here, that solid-gas reactions have no problems with exclusion of moisture. Example 6. An industrially important field is opened with solid-state reactions of steroids. For example, the crystal structure of cholesterol S18 exhibits channels along all three major crystallographic directions.3 It is therefore not surprising that S18 undergoes waste-free solidstate reactions such as addition of gaseous bromine, or esterification with oxalic acid. The waste-free fully diastereospecific gas-solid bromine addition to S18 giving S19 avoids any solvent and the directly pure product has much better qualities than the impure product from the previous technical process in acetic acid.85 The dibromide S19 is the starting point for the production of most sexual hormones. The co-milling of cholesterol and oxalic acid at room temperature gives only the 1:1 complex. The diester S20 quantitatively forms upon co-milling in a 2:1 ratio at 90°C for 1 h without 4 intermediate melting. One can also choose to briefly (10 min) co-mill in a 2:1 ratio at room temperature and heat the powder to 100°C for 1 h to obtain a waste-free quantitative yield of S20 (1:1-mixtures provide only the di-ester S20 and unused oxalic acid).3 Further solid-state steroid reactions are described in Refs.1, 86 Example 7. For industrial applications energy and reaction steps have to be saved. It is therefore advisable to avoid water for the neutralization of acids, and sodium hydroxide should be replaced by its cheaper less reactive precursor sodium carbonates. Sodium tartrates S22 and S23 are well-known food additives. They were produced from S21, sodium carbonate or sodium hydrogen carbonate in pure form depending on the stoichiometry with 200 g batches. No water must be evaporated.63 Numerous amine salts have been waste-free produced large-scale, too.2 Example 8. The 1:1 glucose-urea complex S26 is important for changing the solid-state reactivity of glucose S24. It had been obtained in mg quantities from solution, but that took more than half a year by tedious and wasteful crystallization.87 Now 200 g batches of pure solvent-free complex S26 are obtained in 5 min (900 rpm; 610 W), waste-free from S24 and urea S25.88 Example 9. The waste-free large-scale condensation of p-hydroxy-benzaldehyde S27 and pamino-benzoic acid S28 to give S29 does not require an added catalyst. No problems occur with stoichiometric 200 g batches in the 2 L mill (15 min at 900 rpm) and water-cooling can be omitted in that case. The water of reaction is embedded in the product crystal S29. It can be evaporated at 80°C without hydrolysis.88 5 The basic system’s compounds benzaldehyde S30 and aniline S31 exhibit very low melting points. Deep cooling can be avoided, because the stoichiometric “melt” reaction provides a quantitative yield of the directly crystallizing benzylidene-phenylimine S32. Reaction and crystallization are exothermic. Large scale runs heat up slightly above room temperature. They are very clean and complete by strictly avoiding any catalyst. 1.4 kg or 3 kg of S32 have been quantitatively obtained after reaction in a flat steel pan each, crunching and vacuum drying for removal of the water of reaction that is not taken up by the crystals of S32. There is no hydrolysis loss due to the absence of catalysts.2 The acclaimed “green” variant with acidic support and microwave (800 W) for 100 mg quantities with enormous amounts of wastes and impure product89 is very unsuitable indeed. Example 10. The wealth of stoichiometric solid-solid reactions in the strict absence of catalysts (these can be avoided due to increased reactivity) is convincingly demonstrated with the waste-free synthesis of N/O-hemiacetal hydrate S34 from L-proline S33 and paraformaldehyde (also imidazole and benzimidazole react correspondingly), as well as with azomethinimine hydrates S37 from pyrazolidinone S35 and aldehydes S36, in 200 g batches. There are no hydrolysis losses upon evaporation of the crystal water at 80°C in a vacuum.1, 2 The 3-cascades with substitution, elimination, and decarboxylation give 100 % of the azomethine ylides S37 in 40 min. 6 Example 11. A particular advantage of solid-state reactions is their often surprising regio and stereo specificity.36 Extraordinary examples are the protection of polyols such as D-mannitol S38 or myo-inositol S41 with phenylboronic acid S39 that work also large-scale.57 All of these materials exhibit suitable channels. In both cases six hydroxyl groups are uniformly esterified and all six stoichiometric water molecules are included in the product crystals of S40 and S42, so that the reactions are quantitative and waste-free. The water of reaction can be removed at 80°C in a vacuum. Such specificities are out of reach for solution reactions and the solid-state technique must become the technique of choice for simpler or related systems. The stoichiometric melt reaction in the case of product S42 requires a much higher reaction temperature of 230°C.57 Example 12. C-C couplings are highly successful by waste-free reactive milling. This has been exemplified with Knoevenagel and Michael additions at the exclusion of liquid phases.56 They have been run waste-free in 200 g batches in the 2 L rotation ball-mill without a catalyst between aldehyde S36 and barbituric acids S43a, b to give the products S44a, b. Meldrum’s acid behaves correspondingly.56 Dimedone S45 does not provide the intermediate Knoevenagel alkenes S46 but immediately the follow-up Michael adducts S47. Therefore, a waste-free reaction to give the symmetric compounds S47 requires a second equivalent of S45. The crystal water of S44 and S47 can be removed at 80°C in a vacuum. The synthesis of S47 (R=H) with liquid benzaldehyde requires heating to100°C of stoichiometric melts in an evacuated flask. The solid-state reaction of cyanoacetamide and S36 (R= OH; Cl; NMe2) requires the catalytic help of trimethylamine gas after the milling for completion at room temperature to give the Knoevenagel product. If these reactions are performed as stoichiometric melts in evacuated flasks, heating to 150 – 170°C is required.56 There have been reports in the literature of performing Morita-Baylis-Hillman reactions of aromatic aldehydes and methyl acrylate (m. p. -75°C) and DABCO as a catalyst in a so called “novel technique of high speed ball-milling” with the claim that a rate increase was obtained by the ball-milling.58 No unusual “high speed” was reported and no reaction temperature was reported. It is a severe step backward to deviate from the state-of-the-art since 19921 by using mills without a temperature control. Temperatures increase enormously upon milling for 0.5 to 45 h (!) without external cooling, and ball-mills should not be misused as a heating device for liquids without knowing the temperature. Rather the authors58 should have tried to perform melt reactions at the temperature that was reached in their mill in an evacuated flask. This technique would also open the possibility for upscaling at higher rates and yields. 7 O O CHO N + N O R S36 (R=OH) R' ball-mill 100% O HO R' S43 a: R'=H (50°C, 1h) b: R'=Me (r.t., 1h) O 50°C ball-mill R' . H2O N O N S44 R' O R . H2O H2O . O 100% O HO S36 + 2 O R S45 O S46 (R=OH; Cl; NO2 ) OH O S47 Example 13. It is very important that solid-state industrial milling is particularly safe. The handling of poisonous or lachrymatory solids in the mill is safe, too. For example, the potent lachrymator phenacylbromide S48 is not easily handled in solutions with incomplete reactions. However, it can be easily handled in stoichiometric solid-state 200 g batches upon milling. Due to near zero order kinetics the reactions with thiourea S49 and its derivatives S51 or S53 run to completion and there is no residual lachrymatory action if the weighting was correct. The stoichiometric solid-solid reaction of S48 and S49 to give the 2-amino-4-phenylthiazolium bromide S50 has been waste-free executed with 200 g batches and with no residual 8 lachrymatory impact to the environment.78 Using such reagent requires high synthetic use.90 Variability is indicated by the syntheses of S52, S54 and S55, the latter is obtained by thermal intracrystalline cyclization. Example 14. A particularly striking example indicates that gas-solid reactions have no problems with exclusion of moisture and are able to synthesize elusive products in pure form that are otherwise inaccessible. The addition of hydrogen bromide gas to crystalline camphene S57 leads to the “normal” Wagner-Meerwein rearranged isobornylbromide S58. Conversely, the delicate unrearranged camphene hydrochloride S56 is exclusively obtained in crystalline form at room temperature upon exposure of crystalline S57 to hydrogen chloride gas.82 S56 undergoes a slow intracrystalline rearrangement to isobornylchloride. Cl S56 crystal HCl gas HBr gas 100 % 100 % Br S57 crystal S58 crystal Examples 15. Ref.1 collects more than 1000 waste-free solid-state reactions. Ref.2 reports also several large scale inorganic syntheses by ball-milling with salts, metals, sulfur, and high melting oxides with molecular structure, that are, however, out of the scope of this review. REFERENCES, continued from printed paper 1. 2. 3. 4. Kaupp G, Matthies D, de Vrese C. Chem. Ztg. 1989; 113: 219-220. Kaupp G, Schmeyers J, Boy J. Chemosphere 2001 ; 43: 55-61. Schmeyers J, Kaupp G. Tetrahedron 2002; 58: 7241-7250. Kaupp G. Lecture at the PACIFICHEM 2005, ORGN 10 (323): 688; Honolulu; December 17, 2005. 5. Kaupp G, Seep C. Angew. Chem. Int. Ed. Engl. 1988; 27: 1511-1512. 6. Kaupp G, Jaskulska E, Sauer G, Michel G. J. Prakt. Chem.-Chem. Ztg.1994; 336: 686689. 7. Hatt HH, Triffett ACK. J. Chem. Soc. 1963: 2079-2080. 8. Kaupp G, Schmeyers J, Naimi-Jamal MR, Zoz H, Ren H. Chem. Eng. Sci. 2002; 57: 763-765. 9. Anastas PT, Heine LG, Williamson TC. Green Chemical Syntheses and Processes, ACS Symposium Series Vol. 767, Oxford University Press, 2000: p. 298. 10. Metwally MA, Abdel-Latif E, Amer FA, Kaupp G. J. Sulfur Chem. 2004; 25: 63-85.