Analytical Solutions for 3D Gaussian Distributed Heat Sources
advertisement

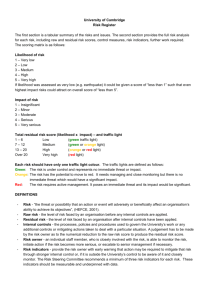
Analytical Solution of Double-Ellipsoidal Moving Heat Source and Its Use for Evaluation of Residual Stresses in Bead-on-Plate Ninh. T. Nguyen1, Akihiko Ohta1, Kazuyoshi Matsuoka2, Naoyuki Suzuki1 and Yoshio Maeda1 (1) - National Research Institute for Metals (NRIM), 1-2-1 Sengen, Tsukuba-shi, Ibaraki 305, Japan. (2) - Ship Research Institute, Ministry of Transportation, 6-38-1, Shinkawa, Mitaka, Tokyo 181, Japan ABSTRACT This study aims to introduce the analytical solution for the transient temperature of a semiinfinite body subjected to double-ellipsoidal moving heat source, which have been developed and described in details elsewhere by Nguyen et al., and its potential use for the evaluation of residual stresses in weldments. The analytical solution was used to obtain thermal history of bead-on-plate which then in turn used for the evaluation of residual stresses by inherent strains and elastic-plastic finite element method (FEM). A bead-on-plate HT780 steel specimen was fabricated and used for the residual stress measurement by means of strain gauges. Satisfactorily agreement between calculated and measured residual stresses were obtained. This suggests that the analytical solution for double-ellipsoidal moving heat source has a potential use for the simple evaluation of the residual stresses of welded plates. 1. INTRODUCTION Temperature history of the welded components has significantly influence on the residual stresses, distortion and hence the fatigue behavior of the welded structures. Classical solutions for the transient temperature field such as Rosenthal’s solutions1 can be used to predict the temperature field at a distance far enough from the heat source but fail to predict the temperature in the vicinity of the heat source. Eagar and Tsai2 modified the Rosenthal’s theory and found an analytical solution for the temperature of a semi-infinite body subjected to 2D surface Gaussian distributed moving heat source. Jeong and Cho3 used the conformal mapping to obtain an analytical solution for the transient temperature field of the fillet welded joint based on 2D Gaussian heat source with bi-variate distribution parameters. Goldak et al.4 introduced 3D Double Ellipsoidal moving heat source and calculated temperature field of a bead-on-plate by FEM and claimed that their heat source could overcome the shortcoming of the previous models and predicted the temperature of the welded joints with much deeper penetration. However, until now, analytical solution for this kind of 3D power density heat source still not yet available and FEM should be employed as a result. Therefore, if any analytical solution for the temperature field due to 3D heat source is Inter. Workshop on Fracture Mechanics & Advanced Materials, Sydney University, Dec. 8-10, 1999. 1 available a lot of CPU time could be saved and the thermal-stress analysis or related simulations could be carried out much more rapidly. In this study, an analytical solution for the transient temperature field of the semi-infinite body subjected to double-ellipsoidal power density moving heat source which has been found and reported by Nguyen et al.5 was used to calculate the residual stresses in bead-on-plate by inherent strains and elastic-plastic FEM approach6. The calculated results are in satisfactorily agreement with the measured ones, which confirm the usability of the newly developed solution for the evaluation of residual stresses. 2. ANALYTICAL SOLUTION Goldak et. al.4 initially proposed a semi-ellipsoidal heat source and later extended it to doubleellipsoidal one in which heat flux is distributed in a Gaussian manner throughout the volume of two semi-ellipsoids. The heat flux Q(x,y,z) at a point (x,y,z) within the front/rear semiellipsoid is given by the following equation Q( x , y , z ) 3x 2 6 3ri Q 3y 2 3z 2 exp 2 chi ah2 bh2 a h bh chi (1) where ah, bh, chi are ellipsoidal heat source parameters (Fig.1) and ri is coefficient of heat apportionment where i=f and i=b for front and back semi-ellipsoid, respectively; Q(x,y,z) is heat flux Q(x,y,z) at a point (x,y,z); V,I are welding voltage and current; is arc efficiency; Q is arc heat input (Q=IV). chb chf y x bh ah z Fig. 1. Double ellipsoidal power density heat source Inter. Workshop on Fracture Mechanics & Advanced Materials, Sydney University, Dec. 8-10, 1999. 2 The solution for the double ellipsoidal moving heat source from time t’=0 to t was obtained by integrating the effect of series of instant point heat sources which fill the volume of doubleellipsoid as t 3 3Q dt ' A' B' T To (2) 2 2 2 2 2c 0 (12a (t t ' ) a h )(12a (t t ' ) bh ) 12a (t t ' ) chf 12a (t t ' ) chb where 3( x vt ' ) 2 3y 2 3z 2 A' exp 12a ( t t ' ) c 2 12a ( t t ' ) a h2 12a ( t t ' ) bh2 hf 3( x vt ' ) 2 3y 2 3z 2 B ' exp 2 12a ( t t ' ) a h2 12a ( t t ' ) bh2 12a ( t t ' ) chb c, and a are heat capacity, density and thermal diffusivity, respectively. More details about the derivation of this solution can be found elsewhere5. 3. EVALUATION OF RESIDUAL STRESSES 3.1 Specimen for Residual Stress Measurement Specimen used for residual stress measurement in this study was made of HT780 steel plate 240x240x20 mm. Two linear segments of weld beads perpendicular to each other were run on top that plate as shown in Fig. 2. A welding robot is used for specimen fabrication with the following welding parameters: U=26 V, I=230 A, welding speed v=30 cm/min. Shielding gas of 80 % Ar plus 20 % CO2 is supplied at 20 l/min and filler material used was MIX-60B. Yield (and ultimate) strength of HT780 and MIX-60B are 821 (859) and 601 (662) MPa, respectively. After the welding, five series two axes rosette strain gauges (gauge length: 1 mm, pitch: 2 mm) and two axes rosette strain gauges (gauge length: 1 mm) were bonded to various positions of plate for residual stress measurement as shown in Fig. 2. The strain gauges are bonded as near 2 mm from the weld toes. The sectioning method was used in this study for the measurement of residual stresses. 3.2 Calculation of Residual Stresses In this study, an FEM model was built to represent the bead-on-plate of the test specimen using ABAQUS 5.7. Firstly, the analytical solution for the semi-infinite body subjected to double-ellipsoidal power density moving heat source was used to calculate the temperature history of each nodes of the FEM. Then the maximum temperature at each node is taken for the inherent stresses calculation6 which in turn are used for the FEM elastic-plastic analysis for the residual stresses. Inter. Workshop on Fracture Mechanics & Advanced Materials, Sydney University, Dec. 8-10, 1999. 3 A' 60 C 80 B' B B 60 x A C 240 A 80 y 240 A' B' Fig. 2. Strain gauge arrangement used for residual stress measurement 3.3 Residual Stresses Results Figures 3 and 4 show comparisons between calculated and measured residual stresses along three paths A-A, B-B and C-C as marked in Fig. 2. The calculated results for residual stresses by using Matsuoka’s inherent strains method6 are also plotted for the comparison. The parameters of the double ellipsoids that used for the temperature calculation was given with regard to the weld pool geometry measured after welding as ah = 7 mm, bh = 2 mm, chf = 8 mm, chb = 16 mm, rf = 1.33, rb = 0.66 and arc coefficient = 0.8. The heat transfer material properties used for the temperature calculation was selected for HT780 steel based on its ranges7 are c = 600 J/kg/oC; k = 29 J/m/s/oC; = 7820 kg/m3 and a = k/c= 6.181x10-6 m2/s. Figure 3(a) shows the calculated residual stress distribution along the path A-A of the beadon-plate specimen. The measured data of residual stresses recorded by strain gauges are plotted in two sets corresponding to strain gauges bonded on path A-A and A’-A’, respectively, due to their symmetry. It can be seen from this figure that the calculated values of longitudinal residual stress Syy agree reasonably well with the measured ones, however, Sxx seem to overestimate their corresponding measured values. Inter. Workshop on Fracture Mechanics & Advanced Materials, Sydney University, Dec. 8-10, 1999. 4 Residual Stress (MPa) 1000 Sxx, exp. # 1 Sxx, exp. # 2 Syy, exp. # 1 Syy, exp. # 2 Transversal, Sxx Longitudinal, Syy Sxx, Matsuoka's cal. Syy, Matsuoka's cal. 750 500 250 0 -250 0 40 80 120 160 200 240 Distance from left egde (mm) (a) Residual stresses along path A-A 1000 Sxx, exp. # 1 Residual Stress (MPa) Sxx, exp. # 2 750 Syy, exp. # 1 Syy, exp. # 2 Longitudinal, Sxx 500 Transversal, Syy Sxx, Matsuoka's cal. Syy, Matsuoka's cal. 250 0 -250 0 40 80 120 160 200 240 Distance from left edge (mm) (b) Residual stresses along path B-B Fig. 3. Comparison between calculated and measured residual stresses for paths A-A & B-B Inter. Workshop on Fracture Mechanics & Advanced Materials, Sydney University, Dec. 8-10, 1999. 5 Figure 3(a) also shows that the calculated results of residual stresses by current approach is relatively comparable with those predicted by inherent strains method. However, the longitudinal residual stresses predicted by this study tend to be of lower magnitude compared to those by inherent strain method for the compressive regions. Figure 3(b) shows the calculated residual stress distribution along the path B-B. It shows that there is a good agreement between calculated and measured values for longitudinal residual stress Sxx. However, the calculated transversal residual stress Syy again underestimates the measured values in compressive regions. Fig 3(b) also shows that the calculated results by current approach for longitudinal residual stress Sxx are comparable to that by the inherent strain methods. However, the transversal residual stresses predicted by this study tend to be of lower magnitude for the compressive region but higher magnitude for the tensile one, respectively, when compared to those predicted by the inherent strain method. Residual Stress (MPa) 1000 Sxx, exp. Syy, exp. Sxx, cal. Syy, cal. 800 600 400 200 0 -200 0 20 40 60 80 100 120 140 160 Distance from corner toward plate center (mm) (c) Residual stresses along path C-C Fig. 4. Comparison between calculated and measured residual stresses for path C-C Figure 4 shows the calculated residual stress distribution along the path C-C. It is very clear from this figure that there is a very good agreement between the calculated and measured values of residual stresses. Furthermore, this figure also shows that there are no difference between values of Sxx and Syy along this path due to its symmetry. Inter. Workshop on Fracture Mechanics & Advanced Materials, Sydney University, Dec. 8-10, 1999. 6 4. CONCLUSIONS Analytical solution for the transient temperature field of a semi-infinite body subjected to double-ellipsoidal moving heat source has been introduced and used for evaluation of residual stresses in bead-on-plate. A satisfactorily agreement between the calculated and measured residual stresses were obtained. The calculated results of residual stresses by the current approach is quite comparable with the inherent strain’s one. This means that by using the newly developed analytical solution for the double ellipsoidal heat source in combination with FEM, the residual stresses in welded plate can be obtained conveniently and satisfactorily. This also suggested that present analytical solution has a very potential use for the simple evaluation of the residual stresses in welded plates. ACKNOWLEDGEMENT This work has been sponsored by STA fellowship program which is ministered by JISTEC. The authors would like to express their thanks to Drs. A. Okada, K. Hiraoka and T. Nakamura for their valuable supports to make their Daihen welding robot and measuring system available for this project. REFERENCES 1. Rosenthal D. 1941. Mathematical Theory of Heat Distribution During Welding and Cutting. Welding Journal 20(5): 220s to 234s. 2. Eagar, T.W. and Tsai, N.S. 1983. Temperature Fields Produced by Traveling Distributed Heat Sources. Welding Journal 62(12):346-s to 355-s. 3. Jeong S. K and Cho H.S 1997. An Analytical Solution to Predict the Transient Temperature Distribution in Fillet Arc Welds. Welding Journal 76(6): 223-s to 232-s. 4. Goldak J., Chakravarti A. and Bibby M. 1985. A Double Ellipsoid Finite Element Model for Welding Heat Sources, IIW Doc. No. 212-603-85. 5. Nguyen, N.T., A. Ohta, K. Matsuoka, N. Suzuki and Y. Maeda. Analytical Solutions for Transient Temperature of Semi-Infinite Body Subjected to 3D Moving Heat Sources, Weld. Res. Suppl., Welding Journal, August, 1999. 6. Matsuoka et al., 1997. Investigation of Residual Stresses Measurement and Analysis. Final Research Report, Research Group 225, Japanese Ship Research Institute, p. 162. 7. Radaj D. 1992. Heat Effects of Welding: temperature field, residual stress, Distortion. Springer-Verlag, pp.28. Inter. Workshop on Fracture Mechanics & Advanced Materials, Sydney University, Dec. 8-10, 1999. 7