draft
advertisement

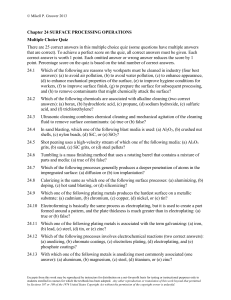
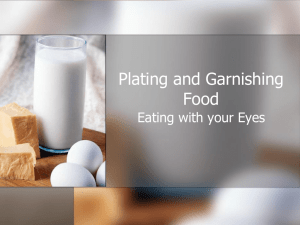
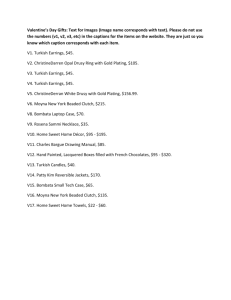
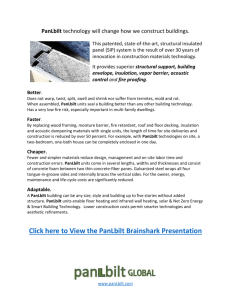
Influence of megasonic agitation on the electrodeposition of high aspect ratio blind vias Jens Kaufmann , Marc P.Y. Desmulliez , Dennis Price Mike Hughes3, Chris Bailey3 1 1 2 1 MicroSystems Engineering Centre (MISEC), School of Engineering & Physical Science Earl Mountbatten Building, Heriot-Watt University, Edinburgh, EH14 4AS, United Kingdom 2 Merlin Circuit Technology LTD, Harwarden Industrial Park Manor Lane, Deeside, Flintshire,West Wales, CH5 3QZ, United Kingdom 3 Centre for Numerical Modelling and Process Analysis (CNMPA), University Of Greenwich, Park Row, Greenwich, London, SE10 9LS, United Kingdom Email : jgk3@hw.ac.uk Tel: +44 (0)131 451 3783 _Abstract Key to the increasing density of electronic components is the use of the High Density Interconnection (HDI) technology in Printed Circuit Boards (PCB), resulting in multilayer technology and increasing amounts of electrical connections that need to be handled. Amongst those connections, microvias allow the reduction of the footprint of electronic components by increasing the design space for redistribution of interconnects to the underneath layers. Megasonic assisted DC electroplating avoids the formation of voids within microvias. Through this technique, uniform deposition on the side walls of the vias is possible.. High frequency acoustic streaming at megasonic frequencies enables the decrease of the Nernst diffusion layer down to the sub-micron range, allowing thereby conformal electrodeposition in deep grooves. The megasonic agitation uses the same principle as in ultrasound cleaning processes, but at a much higher frequency. This effect enables the normally convection free liquid near the surface to be agitated. Higher throughput and better control of the material properties of the deposits can be achieved for the manufacturing of embedded interconnections and metal-based MEMS. For optimal filling performance of the microvias, a full Design of Experiments (DOE) has been conducted to analyse the influence of megasonic agitation on the plating quality of the microvias. Megasonic based deposition has been found to increase the deposition rate as well as improving the quality of the metal deposits. Introduction The increasing consumer demand for faster, lighter and smarter electronic devices calls for enhanced system integration and packaging technologies. Key to the increasing density of electronic components is the introduction of the high density interconnection (HDI) technology in printed circuit boards (PCB), resulting in multilayer technology and increasing amounts of electrical connections that need to be handled. Microvias allow the reduction of the footprint of electronic components through the redistribution of interconnects on the underneath layers. Microvias are primarily formed by mechanical drilling or laser ablation of the PCB material and subsequent electroplating is used to fill in the cavities to render them electrically conductive. Beforehand the microvias need however a conductive seed layer on the side walls to allow the electrodeposition of metal. The technologies used for this purpose are mainly autocatalytic plating processes or direct metallisation [1]. Today blind microvias of aspect ratio (ratio of the height over diameter of the hole) greater than 1:1 are difficult to be filled in. Consequently, PCB manufacturers use sequential build up whereby many layers of limited thickness are being manufactured with filled in microvias of aspect ratio of 1:1 and then laminated together to realise deep microvias. The current limit of 1:1 stems from the difficult hydrodynamic conditions and current crowding effect at the mouth of the hole; both conditions attenuate the convection in the near-substrate solution. This results in (1) a reduction of the ion concentration in the solution within the immediate proximity of the microvia and (2) an increase of the Nernst diffusion layer. Consequently the deposition rate of the metal is bounded by a maximum value that depends 1 on the hydrodynamic conditions near the surface [2]. To overcome this limitation, extensive research utilising a variety of additives and current waveforms has been implemented in industry and academie. The additives used are mainly large organic inhibitors, and small complex builders that accelerate the deposition at the bottom of the via cavity. This is a very complex method, which requires a carefully controlled solution. However, super conformal plating of deep trenches and holes can be achieved, as exampled by the damascene process metallisation [reference needed 7]. The use of this process in high volume consumer electronics is nevertheless delicate because of the high parameter variants found in the usually large volumes of solution used in PCB manufacturing. This paper proposes therefore to use megasonic agitation to reduce the diffusion layer and achieve optimal electrodeposition for microvias of aspect ratio larger than 1:1. Megasonic agitation This paper describes a new method to enhance the capability and compatibility of metallisation processes based on megasonic assisted copper electrodeposition. The primary focus of this article concerns the metallisation of high aspect ratio microvias, however, this technology is transferable to the manufacture of various high aspect ratio metal MEMS structures. A high frequency acoustic streaming, of frequency f, allows the modification of the near surface hydrodynamics. The electrical potential of the ox-red reaction is governed by the activity of the ion near the electrode surface, as in (1). Comment from MPYD to Jens: Equation to be put here (1) Increasing the activity and therefore the concentration (2) near the surface, results in a decreased overpotential according to (4). Comment from MPYD to Jens: Equation to be put here (2) Comment from MPYD to Jens: Equation to be put here (3) More precisely, the Nernst diffusion layer which, in normal conditions, is governed by the velocity of the medium stream over the solid surface, as in (4), see [3], depends on the square root of the inverse of the frequency in the presence of an acoustic field, as in (5). Comment from MPYD to Jens: Equation to be put here Comment from MPYD to Jens: Equation to be put here (4) (5) The high frequency (above 500 KHz) not only reduces the thickness of the Nernst diffusion layer but avoids the creatation of cavitation effects as experienced in ultrasonic agitation. These highly volatile collapsing bubbles inhibit the usage of acoustic streaming in the plating industry, due to the likelihood of board delamination. The use of acoustic streaming on the diffusion layer can be found in cleaning processes for micro parts. Nilson and Griffiths describe the relationship between the diffusion layer and the angular frequency. 2 Modelling of the megasonic induced flow Because of the high frequencies involved (~1MHz) and the relatively large sound speed of electrolytic fluid (~1500 m/s), a direct numerical solution of the coupled pressure and flow equations is not practical. This would require a combination of a fine computation grid to capture the acoustic forces within an already small sized trench, together with minute time steps orders of magnitude smaller than the inverse of the megasonic frequency; to assure stability of the acoustic equation solution. In light of of these constraints a semi analytical approach mirroring that of Nilson and Griffiths [4] was persued. This solution process is in two stages,. The first concerns the analytical solution of the time dependent pressure equations as developed by Nyborg [5] for channels between infinite parallel plates and is detailed concisely in [4] as equations 9, 10. The second stage involves the calculation of the time averaged Reynolds stress force that drives the streaming motion; listed as equation 5 in [4]. Once the streaming force has been calculated, it can be integrated into the Navier-Stokes equation as a volumetric body source and solved numerically within a standard CFD framework. In the present study the multi-physics code Physica [6] was used to solve for the flow field. Simulations were made over narrow trenches, to examine the effects of the acoustic streaming model as a pre-cursor to its implementation within an electrodeposition code [8], . Figure [Mike1] below left illustrates the generally deep recirculation associated with acoustic streaming. The flow from the bulk channel above penetrates throughout the trench, driven along the side walls by the acoustic forces and through continuity recirculating back up the middle of the trench were the forces are weak. In these simulations the acoustic source had a frequency of 1MHz and the channel width was 30µm. Figure [Mike2] below right for comparison shows the natural situation in the absence of megasonic agitation. The fluid enters the mouth of the trench with a recirculation depth of approximately 1 ½ of the trench width and the rest of the trench is a flow dead zone. Flow direction Figure Mike1: Acoustically agitated flow in trench Figure 2M: No acoustic agitation The acoustic forces permeate throughout the trench which in this simulation is 200 microns deep.There is an assumption here that for widths > 10μm and frequency 1MHz there is no attenuation of the underlying pressure wave and resulting forces[4].. The magnitude of the calculated force is in the order of E4 N/m3 as can be seen in the Figure [3M] below. They are strongest along the side walls dropping rapidly towards the trench centre and produce a flow profile that is driven downwards at the feature walls recirculating back through the channel centre.. The distribution of these forces is illustrated in Figure [Mike3] below for three trenches with widths 25, 50 and 100 µm and corresponding depth 200 µm 3 Figure 3M: Force profile across the channel Figure [4M] below shows non-dimensionalised streaming velocity profiles in four trenches of increasing width as a comparison with results presented by Nilson and Griffiths, Figure [5M]. In these graphs w/δ represents the ratio of channel width to acoustic viscous boundary layer thickness; δ has a value of 0.6µm at 1MHz agitation; equation 7 in [4]. The streaming velocities have been normalised by a nominal acoustic speed of 27µm/sec and show reasonable agreement. When the trench is very narrow (w/δ=4), the flow that is driven downwards at the walls is counterbalanced by the viscous shearing of the upflow through the centre of the channel and the profile of the streaming velocity is flattened. As the channel gets wider the streaming velocity increases at the wall and approaches a parabolic profile similar to one that would be produced by applying a slip velocity to the trench walls. Figure 4M: Streaming velocity profiles from Physica Figure 5M: Nominal streaming velocity profiles from Nilson and Griffiths [4] Experimental Setup In order to achieve the metallisation of high aspect ratio microvias, a full Design of Experiments (DOE) has been conducted to analyse the influence of megasonic agitation on the plating quality of the microvias. The considered parameters include the current waveform, the power of the transducer used and the current density that was applied to 4 the PCB. These parameters have been chosen from experience on previous work in microvia plating. Table 1 provides a detail of the parameters used in these experiments. Comment from MPYD: Put the table of experiments here It has been noted in the literature that increased throwing power can be achieved using pulsed current (PP) electroplating and that method of electroplating could help filling in high aspect ratio microvias. It was therefore decided to compare the fill-in results by using direct current (DC) and pulsed current (PP) with an duty cycle of 90% for a period of 10ms. The different power levels for the megasonic agitation range between 0W and 250Watts of electrical power applied to the transducer. stage. The current densities were chosen at 2A/dm and 4A/dm . These values were specifically taken to assess the capabilities of the process beyond the standard plating guidelines. The angle between the transducer and the test vehicle (cathode) was fixed at an angle of 45º. The megasonic generator used for this experiment is shown in Fig. 1.The piezoelectric transducer can generate up to 500W of electrical power at 1 MHz. 2 2 Comment from MPYD from Jens: Put the characteristics of the electroplating solution and indicate that it is particularly formulated for current densities between 1 and 3A/dm2. Fig. 1. Megasonic generator, generates 500 W electrical power at 1MHz. Fig. 2. Megasonic Transducer with 4 by 4 inch active area. A close-up picture of the transducer is presented in Fig.2. The transducer itself consists of a 4 by 4 inch wide PZT crystal plate contained in a laser welded container. The experiments were conducted in a 60 litres polypropylene tank. The electrolyte contains the standard components for copper deposition; 10% sulphuric acid 300 g/l copper sulphate, 0.1% HCL and 0.05% of organic brighteners. A schematic of the transducer mounted on the carrier is shown in Fig. 3. The mount allows the transducer to be inclined at any angle with respect to the test vehicle although the choice of the angle of inclination was shown not to be critical. The test vehicles consist of copper-clad boards of 150m diameter microvias of aspect ratios ranging from 1:1 up to 10:1. It is not clear whether all microvias have seed copper layer over the whole inner surfaces of the sidewalls. Overall coverage of the seed conductive layer can be checked after electroplating once the vias are cut and visually inspected. Fig. 3. Schematic of the transducer mounted on the carrier. The transducer focuses the sound field towards the sample holder. The following parameters were recorded: (1) the throwing power, (2) the amount of deposited metal per unit time (3) the highest achievable aspect ratio. Experimental Results Although this work concentrates on blind vias, preliminary tests were conducted on with through vias. Using megasonic deposition it was demonstrated that such vias could be plated up to an aspect ratio of 6:1 for a hole diameter of 150m. The situation is different with deep blind vias where two main issues seems to occur : (1) the absence of seed conductive layer deep into the holes which prevents subsequent plating of the via and (2) the wetting of the holes with the different process solutions. The second problem is clearly visible in Fig. 4. In this sample, the diameter of the vias are kept identical, the depth is changing up to a ratio of 10:1. All holes were electroplated using Pulse Plating (PP) and a current density of 2A/dm2. The angle was not a critical parameter. There is good correlation between the depth of deposition achievable and the depth of holes. The deeper the hole, the deeper the plating that has been achieved. From this example, a maximum plating ratio of 2.1:1 could be achieved. Note that the holes have not been completely filled in as the electroplating process was stopped beforehand in order to assess whether conformal or super-conformal plating was taking place. This allows us to ascertain that no current crowding effect would take place which would otherwise create voids within the microvias. We can exclude from this example the effect of the seed conductive layer since the plating depth 5 is not uniform across the holes. We would for example have expected the same plating depth for the most left-hand and right-hand holes in this figure, had the seed conducted layer been deposited uniformly within all holes. The problem that is occurring is an entrapment of air bubbles within the blind holes that cannot be displaced by the solution. The capillary action governs the plating depth. When the pressure of the air bubble is equal to the capillary action, the plating stops. There is insufficient wetting due to the surface tension of both the seed layer and the deposited material. Methods are currently being investigated on how to overcome such a problem. Fig. 4. Influence of the capillary action on the achievable plating depth in deep blind vias The influence of DC plating, pulse plating (PP) and current density on the plating depth of 150m diameter holes is shown in Fig. 5. For DC plating and a current density of 2A/dm2, megasonic agitation provides a deeper plating process (150m compared to 120m). In PP , megasonic deposition achieves 300m plating depth compared to 80m without it. At the higher current density of 4A/dm2, PP provides a plating depth of 200m with megasonic deposition. This lower value is due to the fact that the electrolyte solution is not formulated optimally for such a current density. A fully exhaustive Design of Experiments will be presented at the conference. Fig 5. Influence of PP, DC, megasonic agitation and current density on the plating depth. Conclusions The results demonstrate the usefulness of megasonic agitation for the plating of microvias of aspect ratio greater than 2.1:1. The significant improvement in the deposition rate as well as the quality of the deposits make megasonic agitation a serious contender for the filling of deep aspect ratio microvias. This mode of agitaton could also be used for Through Silicon Via Processes (TSVP). Systematic characterisation of the process is taken place and issues related to entrapment of air bubbles within vias are currently been tackled. Acknowledgments The authors would like to acknowledge the financial support of the Engineering and Physical Science Research Council (EPSRC) under the Grand Challenge Project entitled “3D-Mintegration” (www.3d-mintegration.com) and referenced EP/C534212/1. References [1] J. H. Lau and C. Chang, An overview of microvi technology, Circuit World vol. 26, pp. 22-32, 2000. [2] S. Castaldi, D. Fritz, and R. Schaeffer, Limits of copper plating in high aspect ratio microvias, Circuit World vol. 25, pp. 35-40, 1999. [3] K. M. Yin, Duplex diffusion layer model for pulse with reverse plating, Surface and Coatings Technology, vol. 88, pp. 162-164, 1997. [4] R. H. Nilson and S. K. Griffiths, Enhanced Transport by Acoustic Streaming in Deep Trench-Like Cavities, Journal of The Electrochemical Society, vol. 149, pp. G286-G296, 2002. Mike References (Physica one needs changing!) [5] W.L Nyborg, Nonlinear Acoustics. M.F Hamilton and D.T Blackstock Editors, Chapter 7, Academic Press, London (1998) [6] Physica, Multi-Physics Software LTD, http://physica.co.uk [7] Wheeler D, Josell D, Moffat T.P, “Modeling Superconformal Electrodeposition Using the Level Set Method.” J.Electrochem. Soc. Vol 150, No 5, ppC302-C310. (2002) [8] Hughes M, Bailey C, McManus K, “Multi-Physics modelling of the electrodeposition process”, in EuroSime 8th Int 6 Conference on Thermal, Mechanical and Multi-Physics Experiments and Simulaton in Micro-Electronics and Micro-Systems., London, UK, April 2007, p 1-8, ISBN: 1-4244-1106-8, 7