(2002) : Review of the use of nitrogen in mine fires. Instn
advertisement
 : Review of the use of nitrogen in mine fires. Instn")
Published as a professional paper in Trans. Instn Min. Metall. (Sect. A: Min. Technol.), 111,
pp A89-A98/Proc. Australas. Inst. Min. Metall., 307, May–August 2002.
© The Institute of Materials, Minerals and Mining 2002, ISSN 0371 -7844
---------------------------------------------------------------------------
Review of the use of nitrogen in mine fires
A. Adamus
Synopsis
The first use of nitrogen to smother an underground fire was at the Doubrava mine in
the Czech part of the Upper Silesian Coalfield in 1949. Since then many countries have
used nitrogen for the fighting, suppression and prevention of underground fires. The
experience of the use of nitrogen in Great Britain, Germany, France, the former Soviet
Union states, Bulgaria, India, Poland, the Czech Republic and elsewhere is reviewed.
Because the Czech Republic was the first to use pure nitrogen for the fighting of mine
fires special attention is paid to this. The present-day use of nitrogen, its sources,
consumption and technological equipment are reviewed.
Unreactive gases were first used to fight mine fires during the latter half of the nineteenth
century. At that time combustion gases and carbon dioxide were the main gases in use.
Probably the earliest recorded case of the atmosphere in a deep mine being rendered inert was
in the 1850s at the Clackmannan mine, some 11 km from Stirling, Scotland.1,2 A mixture of
steam, CO2, N2 and SO2 was generated by forcing air through a coke furnace with a spray of
water. That operation continued until, after a month, the fire was extinguished. Many cases of
smothering by unreactive gases before and after 1900 have been described in the literature. 2,3
Pure nitrogen was used for the first time in 1949 in the deep mine at Doubrava in the Ostrava–
Karvina Coal Basin, Czech Republic.4 In Great Britain pure nitrogen was first used at Roslin
colliery in May, 1953. The use of nitrogen to fight underground fires has since been tried in
Germany, France, the former Soviet Union states and other countries that have a modern coal
industry.
Use of nitrogen at Doubrava mine, Czech Republic
A methane explosion occurred at a longwall face in the Hubert Seam at Doubrava mine in
February, 1949. The explosion was followed by a fire, which was exacerbated by other
methane and coal-dust explosions that occurred during sealing off the next day. It was
necessary to seal all four shafts—two downcast and two upcast—at the surface. They were
sealed with airtight plugs covered with clay and a layer of sand. The Czech patent method for
fighting fires with nitrogen—registered in the Czech Republic by Wild, an employee of the
Moravia nitrogen plant Ostrava–Marianské Hory—was used at the Doubrava mine on the
direction of Artur Kanczucky, the mine director. A cryogenic nitrogen generator from the
Moravia nitrogen plant Ostrava–Marianské Hory, manufactured by Linde, was sited in the
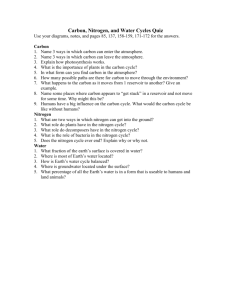
compressor hall of Doubrava mine. Fig. 1 is a copy of the original diagram from 1949. 5 The
nitrogen plant was driven by 2.5–3.0 MPa air pressure. Nitrogen gas was injected
intermittently into the mine from 8 August, 1949, to 12 September, 1950, and the mine was
then reopened. The total quantity of nitrogen used during this time was 5 057 000 m 3 at a
concentration of 99.5% N2. Daily averages reached 16 000–17 000 m3 nitrogen gas (10–11
m3 min–1) with an output temperature of more than 9°C. The nitrogen gas was delivered to
the shaft by a pipeline 10 cm in diameter and down the shaft to a level of 540 m by drill rods
with a diameter of 10 cm.
Fig. 1 Original schematic diagram of cryogenic nitrogen plant at Doubrava mine in 1949: 5 1, dynamo; 2,
expander; 3, refrigeration unit; 4, separator; 5, lye moisture and oil cleaner; 6, lye tank, 7, lye pump; 8, electric
motor; 9, high-pressure compressor
Great Britain
At Roslin colliery, United Kingdom, cylinders of pure nitrogen were transported underground
to fight spontaneous combustion in May, 1953.6 The nitrogen was discharged through the
sampling pipes of the sealed fire.
Nitrogen smothering was also used at Fernhill colliery.7 On 24 July, 1962, methane was
ignited by shotfiring and set coal on fire in the north main heading, which was being driven
from the upcast shaft. The fire spread, and on 25 July the decision was taken to seal off the
heading and the colliery was closed for normal working. After sealing and unsuccessful
attempts to balance the pressure across the seal the concentration of oxygen in the fire area
was still 15.3% or more and could not be reduced below the limit necessary to prevent an
explosion. Divisional and Area National Coal Board officials, at a meeting on 8 August, 1962,
discussed the possibility of introducing nitrogen gas into the fire area. Following this meeting
the British Oxygen Company, Ltd., in Cardiff was asked to supply gaseous nitrogen at a rate
of 50 000 ft3/h (1415 m3/h) and a purity of 99.5%. The company supplied a standard, twin,
cold evaporator plant from Llanwern steelworks 65 km away, which was transported to
Fernhill colliery by three lorries on 9 August, 1964. By midnight, 9–10 August, the plant was
fully assembled and the first liquid nitrogen gas was discharged from a 2200-m3 capacity road
tanker into the evaporators. The nitrogen plant consisted of two evaporators with normal rates
of nitrogen flow of 850 m3/h.
Nitrogen injection began at 12.25 a.m. on 10 August, when the oxygen percentage in the
fire area was 15.38. Within 24 h, after 16 700 m3 nitrogen had been pumped in, the oxygen
level had dropped to 10%, and after a further 36 h, by which time a total of 53 000 m 3 of
gaseous nitrogen had been injected, it had fallen to 7.37%. From the concentration changes of
gases within the fire area it was calculated that the volume of sealed-off roadway inside the
stopping was 11 300 m3, disregarding leakage. The rate of nitrogen flow varied from 550 to
12500 m3/h.
Nitrogen was injected into the fire area from 10 August to 9 December, 1962, with some
short breaks. A new 2 m long sandbag stopping was constructed 87 m back from the face of
the heading between 25 and 27 November after unsuccessful reopening of the fire area. On 9
December the nitrogen flow rate was cut to 110 m3/h and continued up to 11 December, 1962,
when the flow was stopped. In all, 2 400 000 m3 of gaseous nitrogen was supplied to Fernhill.
In this way it was possible to control the atmosphere in the sealed roadway to safe limits so
that work could be carried out near the seat of the fire without an explosion hazard.
Experience of the use of nitrogen gained at Fernhill colliery was used later on many
occasions in Great Britain. On 3 October, 1980, nitrogen was injected into the waste of 15’s
heavy-duty face at Daw Mill colliery to control a spontaneous combustion heating. This was
the first time in a British coal mine that nitrogen had been used on a mechanized longwall
face for this purpose.8 More than 3 000 000 m3 of nitrogen gas was injected into the
underground fire area. A NOWSCO (Nitrogen Oil Well Service Co.) nitrogen unit with a
maximum capacity of 118 m3 min–1 nitrogen gas, mounted on a standard articulated trailer,
was used. The rig, which had been developed for the offshore oil industry, consisted of a
liquid nitrogen storage tank, a cryogenic pump and a dieselfired hot-water evaporator. The
total standby capacity was 61 000 m3 of nitrogen gas, or about one day’s supply at a flow of
40 m3 min–1.
At Fryston colliery, North Yorkshire, nitrogen was used to fight a spontaneous heating that
occurred at a longwall face.9 The spontaneous combustion was extinguished by nitrogen
injected through a 120-mm borehole from surface to a depth of more than 500 m. Liquid
nitrogen was transported to the site in tankers of 14 000-m3 capacity and converted to gas by a
diesel-fired vaporizer. Intermittently over seven months 765 180 m3 of nitrogen gas was
injected at flow rates ranging from 2.5 to 50 m3 min–1.
Between 1980 and 1990 nitrogen was injected at more than 40 different sites, from
Scotland down to Warwickshire. In the period 1981–84 nitrogen was used in British mines
eleven times at gas flow rates in the range 3–25 m3 min–1 twice to create an inert atmosphere
in sealed areas, eight times for suppression of spontaneous combustion in wastes and once for
methane control on an advance–retreat panel.10 In the financial year 1990–91 nitrogen was
injected at seven collieries.11
As already mentioned, the early equipment was provided by the British Oxygen Company,
Ltd., and NOWSCO. Later, NOWSCO developed electric-powered vaporizers the types
MEV 1 and MEV 2 (Mobile Electric Vaporizer). The maximum flow rate of nitrogen gas is
70 m3 min–1 with the MEV 1 and 40 m3 min–1 with the MEV 2. The MEV 2 came into service
in 1984–85. From the original MEV 2 design NOWSCO produced a small skid-mounted
electric vaporizer, the SEV, which can produce 20 m3 min–1 of gas.12
The British coal mines that remain after the steep fall in their number during the 1990s still
have need for nitrogen, as demonstrated by three incidents during 1998. The first, in January,
1998, at Silverdale colliery, involved a heating in a crosscut close to a booster fan. Nitrogen
was fed to the site to suppress the heating continuously until the colliery was closed later in
the year. The second incident occurred at Prince of Wales colliery in West Yorkshire in April,
1998, when an ignition occurred during stopping construction to seal off a worked-out face.
Nitrogen was used to render the atmosphere behind the stopping inert, thus allowing the
stopping to be completed. At Harworth colliery a heating occurred on a longwall panel in
July, 1998; nitrogen was used to make the atmosphere on the panel inert, allowing mines
rescue staff to build stoppings and save the rest of the mine.
At Daw Mill colliery in Warwickshire nitrogen is routinely used for the prevention of
spontaneous combustion. In the period 1979–90 total nitrogen consumption at Daw mill
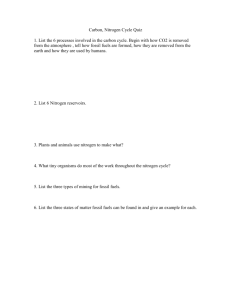
colliery was 38 100 000 m3 of gas.12 The mine has two pressure swing adsorption nitrogen
generators with a capacity of up to 20 m3 min–1 (Fig. 2). At low flow rates the purity is of the
order of 99.4% N2, but at higher flow rates this drops to 98.6%. The nitrogen is used to make
atmospheres inert in districts that are being stopped off, thus avoiding the problem of the
atmosphere passing through explosive conditions during or shortly after sealing off. Recently,
nitrogen has been used to prevent the incubation of spontaneous combustion on salvage faces;
pipes have been laid in the gate behind the face with nitrogen release points 45, 30 and 15 m
behind the face stop line. A manifold is included in the system at the face line from which
pipes may be run through the face should this become necessary.
Fig. 2 PSA nitrogen unit at Daw Mill colliery, United Kingdom
Germany
Equipment for rendering atmospheres inert through nitrogen flooding was developed in
Germany over a number of years and was available for use by the end of 1974. The first large
injection took place on 6 December, 1974, at Osterfeld colliery.13 The nitrogen flow rate
reached 60 m3 min–1 to guard against the danger of an explosion during salvage operations in
a section of the mine in which a heating had developed. The colliery steam plant evaporated
the liquid nitrogen; the total consumption of nitrogen gas after six days reached 154 000 m3.
The next application was to deal with a heating at Schlagel colliery in August, 1975. Over 36
days 700 000 m3 nitrogen gas evaporated by oil, electricity and colliery steam was injected.
Between 1974 and 1979 109 190 000 m3 of nitrogen gas was consumed in 41 operations,14
the largest single use being at Westfalen colliery, where 13 000 000 m3 was produced over 81
days in Germany’s first manless nitrogen injection operation. For the period 1974–86 104
cases with a combined nitrogen consumption of 330 000 000 m3 have been reported.15 Nine of
these operations lasted for more than one year. The highest annual consumption, of
46 414 000 m3 nitrogen, was in 1978.
In the first applications steam-heated vaporizers supplied by Messer–Griesheim were used.
That equipment depended on an outside power source, such as a boiler house. Steam
locomotives were used when no other steam was available. Later, Messer–Griesheim
developed the propane-fired evaporator with a capacity of 120 m3 min–1 nitrogen gas. Air
vaporization with reheating developed by the same firm was used for the first time on a mine
fire at Königsborn colliery in 1978. A mobile water-bath vaporizer with indirect oil heating
had been developed by Ruhrkole AG in conjunction with Linde AG. The equipment was used
for the first time in 1977 and delivered a maximum output of 300 m3 min–1 nitrogen. In 1980
Germany had available a vaporizer of 1300 m3 min–1 nitrogen gas capacity together with
stationary and mobile tanks for liquid nitrogen with high capacities, including 20 km of 150mm special easy-fix flexible hoses. In the 1980s Bergbau-Forschung GmbH (Carbo Tech)
developed a unit based on pressure swing adsorption technology, which was used later in the
Indian, Czech, British and German coal industries.
France
Nitrogen flushing equipment was developed at a time when the sub-level mining method
employed in France required a high degree of spontaneous combustion control. Longwall sublevel caving uses expensive equipment and the loss of production caused by sealing off due to
heatings could not be sustained. The first instance of creation of an inert atmosphere for the
waste at a producing longwall face was on face S5 in the second North Seam at Rozelay
colliery in the Blanzy coalfield.16 This retreat longwall face was 95 m long with a seam
section of 9 m; a 3-m face in the upper coal was mined with a daily advance of 1.0 m. After
480 m of advance abnormally high levels of CO were detected. Trials of nitrogen injection
started on 23 April, 1976, and the flow was sustained at a rate ranging from 40 to 150 m3 h–1.
The nitrogen flushing was not completely successful and the face had to be sealed off at the
end of May, 1976, but the use of nitrogen flushing enabled recovery of the face equipment.
These results seemed sufficiently encouraging for consideration of the use of continuous
injection of nitrogen into the wastes of sub-level caving faces as a systematic, preventive
measure.
The second case of nitrogen flushing at Rozelay colliery started on 13 June, 1976, in face
S61 as a preventive measure after 25 m of advance of the face. Nitrogen was injected at rates
between 100 and 500 m3 h–1 depending on the CO level. Subsequently, from 20 September,
the blind ends of the main- and tailgates were sealed systematically by stoppings and foam
was injected behind them. The combination of nitrogen flushing and sealing off of blind ends
with isofoam kept the face running. Nitrogen was injected from a fixed installation on the
surface supplied by the firm Société Union-Carbide, which in July, 1976, consisted of two
liquid nitrogen tanks of 37-m3 capacity (subsequently increased to three of 37 m3) and one
atmospheric evaporator rated at 500 m3 h–1 (subsequently increased to four at 500 m3 h–1).
A methane fire on a longwall face was extinguished by nitrogen at the Sainte-Fontaine
colliery in May, 1982.17 Flames appeared above the support canopies in a fault zone and the
mine was evacuated. A light barrier was built in the tailgate of the face and nitrogen was used
to avoid the risk of an explosion during sealing. The flow of nitrogen started at 3000 m3 h–1
and reached 17 500 m3 h–1 after 12 h, when the water seal was finished in the tailgate.
Fig. 3 Schematic diagram so Azoduct (H.B.L, France)
The use of nitrogen enabled the face to be reopened again after one week without damage
to the equipment. The use of nitrogen in France rose in the 1980s. The maximum annual
consumption of evaporated nitrogen in Houillières du Bassin de Lorrain (H.B.L.) reached
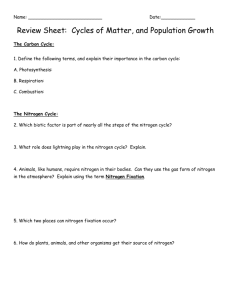
16 000 000 m3 in 1982.18 A special nitrogen pipeline, Azoduct, was built by H.B.L. in 1983.
This connected the Air Liquide chemical plant 40 km from Richemont with five
mines (Fig. 3) and supplied them with nitrogen gas at a purity of
Fig. 4
200 m3 liquid nitrogen tank at St. Fontaine-H.B.L., France
99.8% and flow rates in a range up to 10 000 m3 h–1. The pipeline diameter varies, measuring
250, 200 or 150 mm. An input pressure of 3 MPa is reduced later to 1 MPa. The Azoduct is
controlled from the Mines Rescue Station in Freyming. An emergency 200-m3 liquid nitrogen
store is located in St Fontaine (Fig. 4) to support the system in case of a break in Richemont.
The flow rate is controlled on surface and underground (Fig. 5).
Nitrogen consumption in the 1980s averaged between 20 000 000 and 25 000 000 m 3/year;
the greatest annual consumption of 42 240 000 m3, in 1989, was due to the fighting of an
underground fire.19 Total consumption in the H.B.L mines in the years 1979–2000 reached
559 000 000 m3 with the maximum in 1998 (67 500 000 m3). In 2000 it was 55 200 000 m3.
The total consumption is shown in Fig. 6, recalculated as nitrogen gas.20 The specific
consumption of nitrogen gas in H.B.L in the 1990s ranged from 3 to 22 m3 t–1(Fig. 7); in 2000
it was 21.74 m3 t–1. In the French coalfield nitrogen is used primarily for the control of
spontaneous combustion. The flow rate of nitrogen is usually 2000 m3 h–1 per face when
30 l.min–1 of CO is encountered. Optimization of nitrogen injection into wastes has been the
subject of research at the Institut National de l´Environnement Industriel et des Risques
(INERIS).21,22
Fig. 5 Nitrogen gas flow rate control point at surface of Reumax shaft, H.B.L., France
mil. m3 N2
70
60
Azoduct
50
Liquid
40
30
20
10
0
80
82
84
86
88
90
92
94
96
Fig. 6 Total consumption of nitrogen at H.B.L., France
98
00
m3.t-1
25
20
15
10
5
0
1979
1981
1983
1985
1987
1989
1991
1993
1995
1997
1999
Fig. 7 Specific consumption of nitrogen at H.B.L., France
Former Soviet Union
The theory of the smothering of mine fires by unreactive gas was explained by
Sucharevskij,23 who recommended the use of nitrogen, although three cases of the application
of carbon dioxide in the Donetsk Coal Basin were described. Kessarijskij24 recorded that
mobile nitrogen evaporator units AGU-2M and AGU-6 were used in Russian mines in
the 1960s. A mobile liquid tank and evaporator unit, the AGU-2M, was described in the
mines rescue handbook25 as standard equipment with an output of 345 m3 h–1 of nitrogen gas
and a 1440-kg liquid nitrogen tank.
At the No. 29 mine of the coal producer Vorkutaugol in Siberia an underground fire broke
out in June, 1968.26 The fire started after blasting and the sealed district had a volume of
approximately 100 000 m3. Four nitrogen units of the type AGU-2M were required for
smothering. Injection started on 29 September, 1968, and 179 400 m3 of nitrogen gas was
injected over a period of 164 h at flow rates ranging from 11 to 32 m3 min–1. After this
operation the fire area was sealed for eight months and then reopened.
Liquid nitrogen has been used in the Kuzbas coalfield since 1980.27 In 1987 2600 t was
used for prevention and 3850 t for fighting of open fires. The nitrogen was used initially for
creation of a three-phase inert foam that was injected into wastes from longwall faces that had
been worked in seams with a risk of spontaneous combustion.
Lagutin at al.
28
gave descriptions of (a) a mobile liquid nitrogen unit, AGU-8K a truck-
mounted assembly of a liquid nitrogen tank of 4200-kg capacity and an evaporator with an
output of 310–462 m3 h–1 nitrogen gas and with a nitrogen foam generator; (b) a stationary
evaporator unit, SGU-8000- 500/200, with three stationary liquid nitrogen tanks of type STK8/0.25 with capacities of 5970 kg liquid nitrogen each and an evaporator with an output of
310–462 m3 h–1 of nitrogen gas with a nitrogen foam generator; (c) a transportable evaporator
unit, GAS-100, with an output of 100 m3 min–1 of nitrogen gas; (d) atmosphere evaporator
units of type GChK with outputs of nitrogen gas in a range up to 36 m3 min–1; (e) an
underground evaporator unit, PGChKA-1.0-0.3/1.6, with an output of nitrogen gas of 300 m3
h–1; and (f) a liquid nitrogen transport unit, AZOT 1, for the transport of 1 m 3 of liquid
nitrogen underground.
Bulgaria
Four seams of brown coal with a high propensity to spontaneous combustion are extracted
from 380–410 m below surface at the Babino colliery in the Bobov Dol Coal Basin, Bulgaria.
The heating incubation period is 25–30 days. After a difficult situation with an underground
fire in 1981–82 creation of a high-nitrogen, inert atmosphere was accepted as one of the
spontaneous combustion measures. The first experiment in Bulgaria was at the Babino mine
in 1984.29 Following that a liquid nitrogen plant was built at the cryogenic station near the
Bobov Dol colliery and started production in 1986. The nitrogen station is equipped
with Russian cryogenic units—three of type AK-1.5 and one of type AzKzKAAZ. The liquid
nitrogen produced is stored in eight 49-t capacity tanks and 15 20-t tanks (Fig. 8). The liquid
nitrogen can be evaporated throughout 15 atmospheric evaporators with a capacity of
2500 m3 h–1 nitrogen gas. The nitrogen station supplies gas to the Babino mine through a
pipeline with a length of 3100 m. The total flow rate of gas is usually 2000–3000 m3 h–1 under
prevention conditions; for fighting underground fires more than 580 000 m 3 of nitrogen gas is
provided. For the control of spontaneous combustion nitrogen gas is usually injected into the
waste 10–30 m behind the face at a flow rate of 40 m3 min–1 or more to reach a concentration
of oxygen of 2% in the waste. In 1995 the total production of the Babino mine was 541 940 t
brown coal and the consumption of nitrogen gas was 23 515 000 m3.30 The specific
consumption of nitrogen at the Babino mine was 43.4 m3 t–1 in 1995 and 40.2 m3 t–1 in 1996.
The total consumption of nitrogen gas in Babino mine in the period 1986–96 was
43 807 000 m3 and 54% was used for the control of heating in the wastes of producing faces
and 46% in sealed areas.31 Research into the suppression of underground fires during sealing
was undertaken at the University of Mining and Geology Sofia and was published in 1998.32
Fig. 8 Cryogenic nitrogen plant at Bobov Dol, Bulgaria
India
French nitrogen flushing equipment was proposed by Garg as the means of preventing
heatings for mining of the Salma seam in the Eastern Coalfield of India.33 The first trials
at Laikdih colliery in March, 1981, used one inert gas generator of 500 m3 h–1 capacity based
on combustion technology. Towards the end of 1984 the Indian Oxygen Company became
interested in liquid nitrogen technology. In 1985–86 Indian Oxygen installed an evaporation
plant at Londa colliery and delivered a total quantity of 94 000 m3 of nitrogen spread over a
period of about eight months, an average of less than 400 m3/day.34 Carbon molecular sieves
based on pressure swing adsorption technology were installed at the same mine in July, 1986;
this use of molecular sieves was their first application in a mine safety context.35
Large-scale use of liquid nitrogen was made in 1986 at the Godavarikhani No. 9 incline of
Singareni Collieries Company, Ltd., to combat a blazing underground waste fire.36 About
462 m3 of liquid nitrogen was used during the period from 11 April to 4 July, 1986. The liquid
nitrogen was transported to the colliery by a mobile tanker of 8.4-m3 capacity and then
directly injected underground through seven boreholes to the level 330 m below surface. The
sealed mine was opened within 55 days of closure, full ventilation was established within 93
days and production was restored within 109 days. The liquid nitrogen flushing, foaming
nitrogen flushing and portable nitrogen generator (pressure swing adsorption nitrogen
generator) was used during the Jhanjra project— suppression of spontaneous heating in a goaf
of longwall face AW1 in the R-VIIA seam of Jharia mine, Eastern Coalfields, Ltd., West
Bengal37 (Fig. 9). The foaming compound and nitrogen foam generator machine were
purchased from M/S Technovent, Czech Republic. To generate the foam 3–5% of foaming
compound (detergent/protein based) was mixed with 97–95% water in the tank. The mixture
was passed through the foam generator, where gaseous nitrogen was also passed at 4–5 bars.
The liquid mixture was converted into foam and carried to the caved goaf through a pipe
installed in the boreholes from the surface (to depth of the AW1 goaf, 103 m below surface).
Fig. 9 Liquid nitrogen flushing, foaming nitrogen flushing and portable PSA nitrogen generator at Jhanjra
project, West Bengal, India. (Photograph by Vorác¢ek)
Poland
The spraying of liquid nitrogen as a technique for fighting underground fires was investigated
in the 1970s by the Central Mining Institute in Katowice, Poland. The theory and three
practical applications of liquid nitrogen for fighting underground fires in the Upper Silesian
Coalfield were described by Paczkowski.38 The first spontaneous combustion occurred in
sealed waste of seam No. 215 in Ziemowit mine. The injection of liquid nitrogen under
pressure through a stopping commenced on 4 December, 1976; 8.1 m3 liquid nitrogen was
injected into a sealed area and the concentration of CO disappeared. At Zabrze mine
spontaneous combustion created a danger for two shafts. The area had been sealed and a spray
nozzle was located behind a stopping. The fire was extinguished after 70 m 3 liquid nitrogen
was sprayed in the period 7–15 December, 1976. At Czerwone Zaglebie mine a fire that
occurred on a longwall face was extinguished by the spraying of 10.8 m3 liquid nitrogen
between 19 and 22 February, 1977. The research and practical trials led to the development of
liquid nitrogen spraying equipment of the type AGU, which was provided by the Central
Mines Rescue Station Bytom.
A permanent nitrogen evaporator station has been tried initially at Sosnica mine. The
station, based on a warm water heating circuit, was set up in 1982 on the surface of the
mine.39 The energy source was a mine boiler plant and the flow rate of the nitrogen gas was
15 m3 min–1. The actual time of operation was 7.5 h in combination with a liquid nitrogen
tank of 8-t capacity. The liquid nitrogen was supplied to the site by a mobile tanker with a
capacity of 12 t. This evaporator station has been in operation many times. For example, in
1983 nitrogen gas was injected into the wastes of two seams for the suppression of heatings,
370 000 m3 of nitrogen gas being injected over a period of 55 days. Later, a mobile air
evaporator unit, the type ‘APA’, was developed.
The Central Mines Rescue Station, Bytom, has, at present, four major items of nitrogen
equipment:40 (1) one evaporator unit of type UZA-1 with a warm water heating circuit, the
flow rate of nitrogen gas being 2000 m3 h–1; (2) one air evaporator of mobile unit type APA-1
with a nitrogen gas flow rate of 33.4 m3 min–1; (3) liquid spraying equipment of type AUG-2,
which consists of 12 transportable containers each of 1-m3 nitrogen capacity; and (4) one
mobile unit of polymer membrane type HPLC-7208C, made in Germany by Messer MG, with
a flow rate of 10 m3 min–1 nitrogen gas.
A polymer membrane unit was bought in April, 1998, by the Central Mines Rescue
Station. The first operation of this unit was to create inert conditions at sealed faces at
Belsowice mine. The concentration of oxygen was 3% in the sealed area after continuous
operation for 217 h and the injection of 130 308 m3 of nitrogen gas.
The Poles made the nitrogen membrane generator (type HPLC) available for fighting an
underground fire at the mine A. Zasjadzsko in Donetsk basin, Ukraine, in August 2001.41
Australia
Cliff and Bofinger42 provided information about nitrogen use in Australia, South Africa,
United Kingdom, Germany, Czechoslovakia, Bulgaria and France. They stated that in
Australia nitrogen injection had been used with varying degrees of success. Approximately
650 t was injected into Moura No.4 mine after the explosion to render the atmosphere safe for
rescue teams to enter and to control an active fire created by the explosion.43 It was also used
successfully to control a major spontaneous combustion incident at Ulan colliery in 1991.42,44
Vaporized liquid nitrogen was successfully used to control the goaf fire at Munmorah State
colliery in 1989.42,45
The report by Lynn43 *Available at www.warden.qld.gov.au. contains many details of the
Moura No. 4 accident.* An explosion (methane–coal dust) occurred in the Main Dips Section
of the mine, 450 km northwest of Brisbane, Queensland, on 16 July, 1986. Twelve miners
were killed. During rescue operations changes in the atmospheric pressure caused emission of
methane from the sealed 4 South panel and increased the level of methane in the Main Dips
Section. Action was taken to expedite the arrival of the New South Wales Mines Rescue
Service ‘Mineshield’ equipment (comprising a 40-t liquid nitrogen ‘mother tanker’ and
vaporizing unit) and operators from Newcastle, New South Wales—a distance of
approximately 1400 km. The technical personnel and four tankers (64 t liquid nitrogen in
total) arrived on 20 July, 1986, but the propane gas tanker necessary for vaporization was
delayed. Injecting the liquid nitrogen directly into boreholes was unsuccessful because of
back pressure caused by cracks in the boreholes. The first significant injection of nitrogen gas
was achieved at 6.00 p.m. on 21 July, the vaporization rate equating to 5 t/h liquid nitrogen.
This was gradually increased to 14 t/h by 8.00 p.m. However, the situation required
vaporization at 18 t/h to reduce the atmosphere to 12% oxygen in the unsealed panel and
sufficient nitrogen to maintain such a rate could not be brought to the site. To reduce the area
that needed to be flooded with nitrogen water injection to the goaf was recommenced and the
smoked-out area was sealed by brattice seals. Nitrogen injection at 2–10 t liquid nitrogen/h
was continued intermittently up to 28 July. The miners’ bodies were recovered on 23 July.
The nitrogen treatment of the sealed area had been successful in that the oxygen level had
remained outside the explosive range. An investigation of all aspects of the control of mine
fires, post-explosion conditions and heating by increasing the unreactive portion of the
atmosphere was recommended.
The Mineshield liquid nitrogen evaporation system was purchased by the NSW Central
Mines Rescue Board in November, 1985, and stationed at Newcastle Rescue Station. After its
first use at Moura No. 4 mine in July, 1986. the National Energy Research Development and
Demonstration Programme provided research funds for investigation of the use of the system
under the conditions found in Australian underground coal mines with the aim of developing
guidelines for use and information to ensure the success of future applications. The purchase
was based on successful use of this system in the United Kingdom and Europe.46
Czech Republic
Knowledge obtained through the use of nitrogen at the Doubrava mine was used with success
by mines rescue teams in the Ostrava–Karvina Basin (OKB). Three pressure bottle trailers
each containing 630 m3 were manufactured and delivered to the Central Mines Rescue Station
at the OKB in 1957. Pressure bottle trailers of 945-m3 capacity were bought later. Nitrogen
gas transported by pressure trailers was used for the suppression of heating and to create an
inert atmosphere in balancing chambers (permeate chambers). Two types of Russian liquid
nitrogen mobile tankers, type CTK, of 2.5-m3 and 5.0-m3 capacity (0.25 MPa) were purchased
in 1979.
In 1980 two types of transportable liquid nitrogen containers (0.5- and 1-m3 capacities),
made by FEROX Decin of the Czech Republic, were purchased (Fig. 10). Since 1986 15-m3
liquid nitrogen mobile tankers of the type TN 15 (FEROX Decin) have been used. Liquid
nitrogen technology has been used in the prevention of spontaneous combustion of coal by
nitrogen flushing since 1979. To fight mine fires the Central Mine Rescue Station of Ostrava
in OKB purchased a jet turbine, type GIG 4, made in the Ukraine, which produces
340 m3 min–1 of inert exhaust gases.
Fig. 10 Transportable liquid nitrogen containers of 500 l, made by Ferox Děčín, Czech Republic
In 1984 a mobile evaporator, type MOD 200, which produces 200 m3 min–1 of nitrogen
gas, was manufactured for the Central Mines Rescue Station in Most. The evaporator
is supplied with liquefied nitrogen by a mobile tanker TN 15 (Fig. 11). A similar mobile
evaporator was manufactured for the Central Mines Rescue Station in Kladno in 1989.
Fig. 11 Mobile evaporator with output of 200 m3 min–1 gas nitrogen (type MOD 200) and mobile tanker for 15
m3 liquid nitrogen; type TN 15, Czech Republic
Progress in the use of nitrogen continued in 1988 with the building of eight evaporation
stations—three at the mines in OKB, three in the North Bohemia Coal Basin and two in the
Kladno Coal Basin. They were equipped with a 15- to 20-m3 liquid nitrogen storage tank and
15- to 20-m3 min–1 nitrogen air evaporators (Fig. 12).The purpose of these stations has been,
above all, to supply the mines with nitrogen gas for the control of spontaneous combustion.
Fig. 12 Evaporation stations in Ostrava–Karvina Coal Basin equipped with 20-m3 liquid nitrogen storage tank
and air evaporators with output of 20 m3 min–1 nitrogen gas
Fig. 13 Molecular sieves at Darkov 1 mine, Karvina; type CMS 600, made by Inga, Germany; output
10 m3 min–1 nitrogen gas
OSTRAVA
Doubrava
KARVINA
CSA 1
1.1
Lazy
Darkov 1
Darkov 2
Dukla
New Steelworks
Ostrava
CSM N
Frantisek
Darkov 3
CSM S
Fig. 14 Schematic diagram of Central Nitrogen Plant, Ostrava– Karvina Coal Basin
Fig. 15 Nitrogen distribution point at surface of Doubrava mine, Ostrava-Karvina Coal Basin
Fig. 16 Nitrogen gas underground measurement pipe point, Trolex sensors. Lazy colliery,
Ostrava–Karvina Coal Basin
For the same reason in 1989 equipment based on molecular sieves a PSA system of type
CMS 600 manufactured in Germany by the INGA company (Fig. 13) was acquired, which
produces 10 m3 min–1 of 98% concentrated nitrogen gas. Later, another PSA nitrogen
generator, of type CMS 900, which produces 15 m3 min–1 of nitrogen gas, was purchased.
Both molecular sieves are working in the OKB at present.
The consumption of nitrogen has been steadily rising in the OKB. For this reason a central
nitrogen pipeline was constructed that connects the OKB mines and the Nová Huť Ostrava
steelworks, utilizing the nitrogen generated as a by-product of the production of oxygen. The
central nitrogen pipeline of the OKB was opened in April, 1993, and is the main source of
nitrogen in the OKB today (Fig. 14). The flow rate of nitrogen gas is controlled at the surface
by a Vortex sensor system supplied by Yokogava, Japan (Fig. 15), and underground with the
same sensor system made by Trolex, United Kingdom (Fig. 16).
The total consumption of nitrogen recalculated as nitrogen gas is shown in Fig. 17. In the
years 1949–2000 it reached 482 000 000 m3 (67 700 000 in 2000) in the Czech mines. The
reduction in Czech coal industry output (–53% between 1985 and 1999) has not reduced the
consumption of nitrogen significantly. Along with the closure of some mines some
evaporation stations have also closed, but the general consumption of nitrogen is still rising,
assisted by the existence of the central nitrogen plant in the Ostrava–Karvina Basin.
mil m3 N2
80
70
Pipeline
60
Molecular sieves
50
Liquid
40
Pressure cilind.
30
20
10
0
80
82
84
86
88
90
92
94
96
98
00
Fig. 17 Total consumption of nitrogen in Czech coal mines
The North Bohemia Brown Coal Basin uses the most liquid nitrogen. Consumption in the
years 1981–93 was 5 840 000 m3 (recalculated as gas), of which 63% was used for prevention
and 37% for suppression of fires; in the year 1998 it amounted to 52 000 m 3. Using liquid
nitrogen the Kladno Coal Basin consumed 1 926 000 m3 of nitrogen gas in the years 1984–
94, 60% for prevention and 40% for the suppression of mine fires and coal storage. In 1994
consumption recalculated as gas was 109 500 m3. There has been only occasional usage of
nitrogen over the last five years and the Kladno Collieries were closed in June, 2002.
Fig. 18 Polymer membrane unit, system Generon, Messer, in Ostrava–Karvina Coal Basin; output,
15 m3 min–1 gas nitrogen
The highest consumption is in the OKB. The central pipeline supplies nitrogen with a
purity of 99%. In December, 1997, two Generon-type polymer membrane units were installed
by Messer at the start of the pipeline, which support the prevention mode of the pipeline by
adding 2000 m3 h–1 nitrogen (Fig. 18). The output of the central nitrogen pipeline in
prevention mode, for the control of spontaneous combustion, is up to 7000 m3 h–1
continuously. When in suppression mode the pipeline provides 300 m3 min–1 of gas for a
period up to 10 h by drawing on the 500-m3 liquid nitrogen store of MG Odra Gas in the New
Steelworks in Ostrava (Fig. 19).
Fig. 19 Emergency 500-m3 liquid nitrogen store at MG Odra Gas, producer of nitrogen in
Ostrava–Karvina Coal Basin
The total length of the pipeline on the surface is 48 km. The distance between the nitrogen
source and the first mine to the west, Dukla, is 13.5 km. This main branch has a diameter of
300 mm, the branches between the mines have a diameter of 150–250 mm, and the main
subsurface branches have a diameter of 150 mm. The nitrogen is usually used in the OKB for
the control of spontaneous combustion. Nitrogen is released at approximately 8–15 m3 min–1
through unrecoverable branches, which are situated in the waste 30–50 m behind the face.
The recommended nitrogen infusion flow rate for the control of waste spontaneous
combustion in the OKB is 10–15 m3 min–1. Research into nitrogen inertization of wastes has
been undertaken at the Institute of Safety Engineering, VŠB–Technical University Ostrava.47
The specific consumption of nitrogen gas in the OKB is shown in Fig. 20. In 1998 this
reached 5.07 m3 t–1, recalculated from the total output of OKB, including mines that do not
use nitrogen.
m3.t16
m3/t
5
4
3
2
1
0
1990
1991
1992
1993
1994
1995
1996
1997
1998
1999
2000
2001
Fig. 20 Specific consumption of nitrogen in Ostrava–Karvina Coal Basin
Nitrogen foam technology has been applied with success in the OKB since 1993. The
nitrogen foam is injected into the waste behind the supports as one of the methods of
spontaneous combustion prevention; in this way the total nitrogen consumption is reduced.
The Central Mines Rescue Station in Ostrava has at its disposal 2000-m flexible hoses, of the
type NITROGEN, made in Germany by Parsch, with a diameter of 150 mm and working
pressure of 1.5 MPa.
Other countries
The rapid evaporation method of liquid nitrogen spraying was developed in the National
Research Institute for Pollution and Resources of Japan in the 1980s.48 The system consists of
liquid nitrogen, an air evaporator and a special spraying nozzle in which liquid nitrogen is
mixed with nitrogen gas. One nozzle emits about 50 m3 min–1 gas. Experiments have been
conducted in a model gallery.
In the U.S.A. a research report was written at Michigan Technological University in
197449 in which the theory and practice of smothering mine fires with unreactive gas are
discussed. The U.S. Bureau of Mines published a new method for the extinguishing of fires
on abandoned mine land.50 Specially designed injection equipment produces a pumpable
slurry of liquid nitrogen and solid particles of carbon dioxide. A jet pump is used to move the
slurry through the delivery lines into an injection probe.
Walters3 described the use of nitrogen for the fighting of underground fires in South
African mines. The collieries inject liquid nitrogen directly into coal heatings from the
surface. They use a special manufactured copper pipe, contained inside a steel pipe inside a
borehole. Five cases of the fighting of underground fires are mentioned, the largest of which
was at Springfield colliery, where 1200 t liquid nitrogen was used.
In Romania nitrogen was used for the first time at the Dalja and Vulcan mines in the
Petrosani coal basin in 1979–80. At Dalja mine there were two stages in the process of
rendering a volume of 40 000 m3 inert. The first stage as a shock phase with a nitrogen
discharge rate of 35–40 m3 min–1 for just over one day. The second was a maintenance phase
consisting of infusion of nitrogen at a rate of 12 m3 min–1 for 20–21 days. Research on the use
of nitrogen for such purposes was completed by 1996, but nitrogen equipment has not been
permanently established. Nitrogen is not used in the Romanian coal industry at the present
time.51
In the Slovak Republic liquid nitrogen has been used since the 1980s. At Cigel mine an
underground fire was fought with liquid nitrogen in August, 1980,52 when 4 m3 of liquid
nitrogen was consumed in treating a sealed area of 2400 m3. Liquid nitrogen equipment made
by Ferox Decin is used for the control of spontaneous heating and fighting of sealed fires at
the Upper Nitra Collieries today. A mobile evaporator of type MOD 200, described
previously, which includes a mobile tank of type TN 15 with a liquid nitrogen capacity of
15 m3, is available for use.
Conclusion
The use of nitrogen for fighting underground fires was based on experience with carbon
dioxide, which was frequently employed before nitrogen became available. The more suitable
properties of nitrogen for the prevention, control and suppression of spontaneous heating and
fighting of mine fires led to nitrogen being used almost exclusively from the 1960s. For more
than 50 years nitrogen has been used most widely in the mining industries of France,
Germany, the Czech Republic, Great Britain, the Soviet Union and Bulgaria; substantial
experience of its application has also been gained in India, Poland, Slovakia, Romania, South
Africa, the U.S.A., Australia and some other countries with a modern coal mining industry.
Nitrogen helps to protect rescuers from fires and explosions, creates the opportunity to
open sealed fires earlier (in some cases allowing a fire to be extinguished directly), helps to
control spontaneous combustion in wastes and in many cases keeps longwall faces running
under threat of spontaneous heating or provides the chance to salvage expensive machinery
from faces. Even though the ‘golden age’ of the use of nitrogen to create inert mine
atmospheres was in the 1980s–90s and it cannot be proved categorically that nitrogen protects
mines against fires, it is clean and its use will be continued. Extensive experience of the use of
nitrogen in mines over the past 50 years has shown that it is useful to combine this technology
with other measures in the prevention and suppression of subsurface fires.
A discussion on the theory and practice of the use of nitrogen in mines and the historical
verification of its usage has been proposed by the present author53,54,55 and a web site has been
set up for this purpose.53 The author will welcome further suggestions or proposals for
technical cooperation.
Acknowledgement
The author records his thanks to P. Hymans, director of higher education of Doncaster
College, to the staff of the Central Mines Rescue Stations in Ostrava, Mansfield, Merlebach,
Dhanbad, Bytom, Bobov Dol and Donetsk (in particular, Ing. Václav Pošta, director of the
CMRS Ostrava), to Dr. B. Jones, chief operating officer of the British Mines Rescue Service,
to Jean-Pierre Amartin, the main safety manager of H.B.L. and to Ing. Z. Kajdasz, director of
the CMRS Bytom, for their help. He is grateful to the British Council, which sponsored a
study tour in Great Britain, and to C. Clark and other staff from IMS, Ltd., Dr. D. Cliff of the
University of Queensland and other specialists at Doncaster College, Nottingham University,
DNTU Donetsk, NIIGD Donetsk, MGU Sofia, the Indian School of Mines Dhanbad, VŠB–
Technical University Ostrava library, Babino colliery, OKD Collieries, DPB Paskov, Trolex
CZ Ostrava who gave assistance or any information about the use of nitrogen in mines. His
thanks are also extended to K. Williams for permission to use information relating to
Daw Mill colliery.
References
1. Walker S. F. The use of carbon dioxide. Mines and Minerals, June 1908.
2. Morris R. A review of experiences of the use of inert gases in mine fires. Mining Science and Technology, 6,
1987, 37–69.
3. Walters D. M. Using inert gases to fight mine fires. J. Mine Vent. Soc. S. Afr., July/September 1997, 86–96.
4. Adamus A., Hájek L. and Pošta V. A review of experience on the use of nitrogen in Czech coal mines. In
Proc. 7th U.S. mine ventilation symposium, Lexington, 5-7 June 1995, 237–41.
5. Commission of the Regional State Mining Authority, Ostrava. Realization of the reclamation works in
Doubrava colliery. Record of the Commission, Ostrava, 1950. Open file 431/1832/E/rú20 in Regional Archives,
Opava, Czech Republic.
6. Clarke W. Spontaneous heating at Roslin colliery. Min. Proc. Nat. Assoc. Colliery Mgrs, 56, 1959, 213–21.
7. Vaughan-Thomas T. The use of nitrogen in controlling an underground fire at Fernhill colliery. Trans. Instn
Min. Engrs, 123, March 1964, 311–27.
8. Harris L. The use of nitrogen to control spontaneous combustion heatings. The Mining Engineer, June 1981,
883–92.
9. Wastell E. R. and Walker G. The use of nitrogen at Fryston colliery. The Mining Engineer, July 1983, 27–36.
10. Jolliffe G. V. Personal communication from NCB, Doncaster, 1984.
11. Spedding J. and Burrell R. A. The use of nitrogen to combat spontaneous combustion. Paper presented at
Mines rescue service superintendents conference, Bretby, May 1991.
12. Bains A. S. Experience with nitrogen to control spontaneous combustion at Daw Mill colliery. Paper
presented at Nitrogen appreciation seminar, BCC Midland and Wales Group, 22 November–12 December, 1991.
13. Kugler U. and Schewe A. Bekämpfung eines Grubenbrandes auf der Yeche Osterfeld durch Einleiten von
Stickstoff. Glückauf, 15, May 1975, 467–72.
14. Both W. Fighting mine fires with nitrogen in the German coal industry. The Mining Engineer, May 1981,
797–804.
15. Both W. and Linberg B. Grubenbrandbekämpfung mit Inertgas im Betreuungsbereich der Hauptstelle für das
Grubenrettungswesen Essen von 1974 bis 1989. Glückauf, 126, 1990, no. 5/6, 255–7.
16. Benech M. Expériences d´injection d’azote dans les arrièretailles à soutirage. Industrie Minérale, July 1977,
363–71.
17. Froger C. E. Fire fighting expertise in French underground mines. In Proc. 2nd U.S. mine ventilation
symposium, Reno, Nevada, September 1985, 3–10.
18. Casadamont M. B. L´utilization de l’azote dans les travaux du fond. Publications Téchniques des
Charbonnages de France, no. 3, 1986, 1–15.
19. Dupond P. M. Utilization de l’azote. Houillières du Bassin de Lorraine, October 1990.
20. Amartin J.-P. Personal communications, 2001.
21. Pokryszka Z. et al. Application of numerical gas flows modelling to optimization of nitrogen injection in the
goaf. In Proc. 27th International conference of safety in mines research institutes, New Delhi,
India, 1997, 411–20.
22. Amartin J.-P. Optimization of nitrogen injection for inertization of longwall faces goaf in CdF coal mines. In
Proc. 7th Int. mine ventilation congress, Kraków, June 2001, 849–53.
23. Sucharevskij V. M. The sealing of underground fires with application of inert gases (Moscow: Ugletechnika,
1952), 192.
24. Kessarijskij J. V. Evaluation of the possibility of using a mine pipeline for injection of nitrogen into an area
being sealing. Ugol
Ukrainy, December 1969, 37–8.
25. Glabkov J. A. et al. Handbook of a mine rescuer (Donetsk, 1988).
26. Osipov S. N. and Orlov N. V. The use of nitrogen in fighting an underground fire. Ugol, August 1970, 60–2.
27. Sudilovskij M. N. Perspektivy primenenija kriogennoj techniki dlja borby s endogennymi pozarami. Ugol,
June 1989, 42–5.
28. Lagutin V. I. et al. Experiences of fighting open fires in the Kuzbas mines (Moscow: Technika bezopasnosti,
ochrana truda i gornospasatelnoe delo, 1990).
29. Michailov M. Personal communication, 1999.
30. Stojkov I. Personal communication, 1996.
31. Michailov M. Analiz na prilaganeto na metogite za namaljavane na pozarnite riskove i na tengenciine za
izpolzvane na azot v rudnik ‘Babino’. University of Mining and Geology Sofia, Research Report 123,
October 1996.
32. Michailov M. et al. Modelirane na takticeski resenia na obemna inertizacija sazot. In Proc. Scientific and
technical conf, occupationa safety in underground and open-pit mines and quarries, Varna, Bulgaria,
8–11 June 1998, 107–17.
33. Garg P. C. and Bhowmick P. C. Use of nitrogen flushing to spontaneous heating—proposals for a trial in an
Indian mine. J. Minerals, Metals and Fuels, September 1978, 315–22.
34. Garg P. C. Development of nitrogen infusion technology for fighting and inhibition of fires. J. Minerals,
Metals and Fuels, August 1987, 368–77, 394.
35. Adamus A. Experience of the use of nitrogen and foam technology in the Czech coal mines. In Proc. First
International mine environment and ventilation symposium, Dhanbad, 11–12 December 2000,
Appendix 68, 1–4.
36. Ramaswamy A. and Katiyar P. S. Experiences with liquid nitrogen in combating coal fires underground. J.
Minerals, Metals and Fuels, September 1988, 415–24.
37. Varma S. K., Mehta S. R. and Mondal P. K. Spontaneous heating in a longwall face—a case study of Jhanjra
project. Reference 35.
38. Paczkowski M. and Gawraczynski Z. The technology of the use of inert gases in fire protection actions in
mines of the future. In Proc Conference on mines rescue ’77, Ostrava, 14–17 September, 1977, 173–86.
39. Bradecki W., Matuszewski K. and Nowak H. The use of nitrogen gas in suppression of spontaneous heating
in wastes at the mine Sosnica. Preglond Gorniczy, no. 7/8, 1987, 3–10.
40. Kajdasz Z., Golstein Z. and Buchwald P. Modern methods of inertization of mine atmospheres for improving
fire safety in the Polish coal industry. Przeglond Gorniczy, no. 10, 1989, 21–5.
41. Kajdasz Z. and Stefanowicz T. Emergency rescue operation at ‘A. Zasjadzko’ mine in Donetsk basin. Email
communication from CMRS Bytom, Poland, 9 January 2002.
42. Cliff D. and Bofinger C. Spontaneous combustion—a review, 1998. Report submitted as part of ACARP
project c6001 final reports, Safety in Mines Testing and Research Station, Ipswich Queensland, 1999.
43. Lynn K. P. Warden’s inquiry—report on an accident at Moura No. 4 underground mine on Wednesday, 16
July, 1986. Queensland Government Press, 1987.
42. Connolly B. Goaf fire at Munmorah state coal mine, April 1989. Coal Journal, 27, 1990, 7–15.
44. Healey P., 1991 Ulan heating. Paper presented at Dept Mineral Resources spontaneous combustion seminar,
Mudgee, 6–8 November, 1995.
45. Connolly B. Goaf fire at Munmorah state coal mine, April 1989. Coal Journal, 27, 1990, 7–15.
46. Cliff D. Personal communication, 2002, citing Enright K. et al. Nitrogen inertisation process in underground
coal mines. End of grant report 872, National Energy Research Development and Demonstration Programme,
1988.
47. Adamus A. and Vlček J. The optimization of the nitrogen infusion technology. In Proc. 6th Int. mine
ventilation congress, Pittsburgh, 17-22 May 1997.
48. Komai T. and Isei T. Underground fire-fighting system by a rapid evaporation method of liquid nitrogen.
Mining, Science and Technology, no. 8, 1989, 145–52.
49. Greuer E. R. Study of mine fire fighting using inert gases. Research report of the commissioned from
Department of Mining Engineering, Michigan Technological University (Washington D.C.: Department of the
Interior, Bureau of Mines, 1975).
50. Anon. Cryogenics freeze the fire from waste banks. Coal, December 1992, 43.
51. Jurca L. Personal communication, 1999.
52. Makarius R. and Hofbauer I. Fighting of mine fires in deep mines (Prague: SNTL, 1984).
53. Adamus A. Reviev of nitrogen use in underground mines. Paper presented to International mines rescue team
members, Ustron, Poland 28–30, May 2001. www.vsb.cz/nitrogen
54. Adamus A. The historical verification of usage of nitrogen in mine fires. Reference 22
55. Adamus A. Review of nitrogen as an inert gas in underground mines. J. Mine Vent. Soc. S. Afr., 54, no. 3,
2001, 60–1.
Author
Alois Adamus worked for three years as an electrician at underground coal mine before studying mining
engineering at the Mining University, Ostrava, where he has lectured since 1985. He gained a doctorate at the
university in 1994 and is now an associate professor specializing in mine safety.
Address: Institute of Mining Engineering and Safety, VS¢B–Technical University Ostrava, ulice 17. listopadu,
708 33 Ostrava–Poruba, Czech Republic; e-mail; alois.adamus@vsb.cz
{Paper presented at a meeting of the Yorkshire Branch of the Institution of Mining and Metallurgy held on 13
May, 1999. Manuscript first received on 26 April, 2000; revised manuscript received on 13 August, 2002.
Published as a professional paper in Trans. Instn Min. Metall. (Sect. A: Min. Technol.), 111/Proc. Australas. Inst.
Min. Metall., 307, May–August 2002. © The Institute of Materials, Minerals and Mining 2002.}