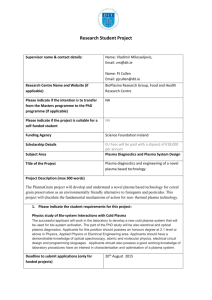
II. Coating deposition via combination of atmospheric plasma and

Depositing micro- and nano-sized Coatings by means of Aerosol assisted large area cold atmospheric Plasma Technology
۩ Tom Van Hove
Abstract A material’s surface determines many functional properties. Therefore several technologies have been found in the past to alter the surface conditions by introducing desired surface-related functionalities. One of them is atmospheric plasma technology. When combining this kind of plasma with aerosol application a new versatile and flexible technique is born, which makes it possible to add distinctive micro- and nano-layers continuously on different kinds of materials. The ecologically friendly plasma process allows to support existing processing or can create an alternative for current finishing methods. Even completely new products are obtainable.
Keywords plasma, atmospheric, aerosol, coating, functional
The result is an electrical current that flows into the created circuit. Each plasma has its typical current-voltage characteristic. A distinction can be made between corona discharges (high voltage, very low current), glow discharges
(lower voltage, higher current) and arc discharges (very low voltage, very high current). The applied voltage can be a direct (DC) or alternating (AC) current. In case of AC the frequency (can vary from some tens of Hz to some GHz) is an additional important parameter.
A.
I.
Introduction
P LASMA : GENERAL BACKGROUND
Plasma is known as the fourth state of matter next to the solid, liquid and gaseous state of a material. When adding extra energy to a gas its different (charged) particles obtain a higher rotational and vibrational energy. Besides the particles’ movements become faster i.e. having a higher kinetic energy value. The result is an avalanche of collisions which leads to a partially 1 ionized gas namely a plasma. This plasma is formed by a complex mixture of active and nonactive components: free electrons, fotons, ions, excited particles, radicals, neutral atoms and molecules. This means a plasma contains both physically and chemically very reactive particles.
For industrial processing plasmas are mostly created by using electrical energy to ionize the gas in the reactor chamber. This is carried out by means of an electrode system onto which a high voltage is applied (see figure 1).
Figure 1 Principle of plasma generation
۩
Tom Van Hove is working in TO
2
C (applied research centre for the textile industry, @University College Ghent, Ghent - Belgium) where he’s responsible for surface modification technology implementation in the
Flemish textile industry. E-mail: tom.vanhove@hogent.be
1 Plasmas which are used for material processing normally have an ionization degree of around 1%. This means 1 atom or molecule out of 100 is ionized.
B.
Plasma systems: classifications
All the existing plasmas form a divers amalgam. Three main approaches can be used to classify artificially made plasmas for material processing.
1. Thermal and non-thermal plasmas
A thermal or equilibrium plasma is marked by a balance between three essential parts of the plasma: electrons, ions and neutral particles all have a similar high temperature. Such a kind of plasma is always hot: temperatures of several thousands degrees of Celsius are usual. Flames and nuclear explosions are examples of thermal plasmas. These hot plasmas are used in waste treatment (i.e. dissociation of chemical components known as plasma pyrolysis), sintering, vaporizing or melting materials which can hardly be melted,…
Due to their destructive nature thermal plasmas normally can’t be used to treat materials.
Contrarily in case of a non-thermal or non-equilibrium plasma the electron temperature is much higher than those of the ions and neutral particles. This results in a cold plasma
(temperature of the plasma < 200 °C), suitable for treating
(polymer) materials. Table 1 provides values of some fundamentals parameters of thermal and non-thermal plasmas.
Table 1 Comparison between thermal and non-thermal plasma
Pressure (atm)
Electron/ion density (cm 3 )
Electron temperature (K)
Ion/Neutral temperature (K)
Thermal plasma low pressure to many atm
10 12 - 10 19
5000 - 500000
(0,5-50 eV)
5000 - 30000
Non-thermal plasma low pressure to
1 atm
10 9 - 10 13
1000 - 50000
(0,1-5 eV)
100 - 1000
2. Vacuum/intermediary/atmospheric plasmas
A primary process parameter during treatment is the plasma pressure. Figure 2 presents the three possible cold plasma systems with their corresponding indicative pressure values.
Of old many plasmas were created in a vacuum chamber by electrical ionization of one or more gases which are introduced into the created vacuum. Working in vacuum conditions has its advantages namely a good controllable plasma medium as the surrounding atmospheric influences
(humidity, dust, temperature fluctuations,…) are excluded. It leads to a maximally qualitative and homogenous surface treatment (e.g. longer shelf-life in activation cases). Even difficult materials like Teflon can be treated. Working continuously in vacuum conditions isn’t an obviousness at all, so nearly almost it is worked out in a batch configuration. Flat substrates as well as complex three-dimensional objects can be treated. The main disadvantage for vacuum plasma technology is the high capital investment cost even though the variable cost is substantially lower. Besides many applications require an inline implementation.
3. Active versus remote plasmas
In case of an active plasma treatment the substrate is led between the two electrodes of the system by means of which the plasma is created. This technique enables the generation of a high concentration of active particles at the substrate’s surface, what will lead to high treatment efficiency. The distance between the two electrodes has to be limited to create a uniform discharge. This means only materials with a limited thickness 2 can be treated. Another drawback is the possible backside treatment and/or the pinholes formation.
A remote plasma wants to overcome the above mentioned limitations. Such a plasma system uses a gas stream that blows through the formed plasma to transfer the active particles towards the material’s surface situated outside the plasma zone. The efficiency will decrease as the concentration of active particles at the surface is lower owing to their short life time outside the plasma zone. However thick materials and complex 3-D geometries can be treated now without risking backside treatment or pin-holing. Commercial remote devices are often referred to as plasma torch, jet, shower or booster partly because they create a limited plasma treatment zone. For treatment of wider fabrics a whole battery of torches is required then, but when rotating them a lower investment cost is obtainable due to the higher coverage of the emitted plasma. Another aspect is the relatively high plasma temperature (> 200 °C) of many existing remote systems which prevents speaking about a real cold plasma. Figure 3 visualizes the fundamental difference between active and remote plasma.
Figure 2 Classification based on plasma pressure
An atmospheric plasma system is working at a pressure close to 1 atm. So when working with process gasses
(nitrogen, oxygen, hydrogen,…) the gas consumption is much higher under atmospheric circumstances than under the vacuum equivalent, which will lead to more waste gas. The investment cost however is clearly lower comparing with low pressure plasma equipment (e.g. a complicated pump system for creating vacuum conditions isn’t necessary anymore). It’s also important that the elimination of the need for a low pressure will make it possible to work inline, which means implementation of atmospheric plasma systems in existing production lines is feasible. This fact linked to a lower process cost creates a competitive alternative for vacuum technology. Certainly when considering that recent developments in atmospheric plasma are revealing its huge potential: many effects created with vacuum technology are perfectly reachable with the atmospheric counterpart.
Intermediary plasma systems try to combine the strengths of both vacuum and atmospheric technology. They make it possible to treat materials offline or inline at a certain reduced pressure to obtain more process control. When varying the pressure effects like plasma penetration depth, grade of cleaning or activation, deposition rate,… can be influenced.
Figure 3 Principle of active and remote plasma
C.
Fundamental plasma-surface interactions
During plasma treatment several processes can be distinguished at the substrate’s surface:
Anisotropic etching of the surface: via a highly reactive plasma (often fluorine based) removing the material’s top layer, this removal can have nano- or micro- dimensions
Surface fine cleaning : removing small amounts (# mg/m 2 ) of organic contaminants (heat stabilizers, anti-oxidants, lubricants, mould release agents, dust,…), inorganic products such as salts aren’t removable [1]
Activation or topochemical functionalization i.e. building in of polar groups as hydroxyl (-OH), carbonyl (=CO), carboxyl (-COOH), amino (-NH x
), nitro (-NO
2
)
Polymerization/deposition: attaching a highly crosslinked functional top layer on the material
2 The maximum substrate thickness normally goes from some millimeters to ca 1 cm depending on the system’s characteristics.
Most often several of these processes are combined in one treatment step or one after another depending on the specific case. For instance cleaning can be followed by activation or a polymerization requests sometimes a pre-activation to obtain a permanent effect.
D.
Plasma applications
Normally only the material’s upper molecule layers (10 – 15 nm deep) are influenced during plasma treatment 3 . This means the bulk will remain its properties as it isn’t affected by the plasma. Therefore plasma applications are to a large extent restricted to surface related effects. A non-limitative survey of existing plasma applications in different sectors is given below.
(bio)medical field: activation of catheters and syringes prior to glueing, pore cleaning and enhancement of wettability of membranes, biocompatible coatings on implants, cleaning of lenses, permanent hydrophilic coating of Teflon tubes, medical equipment sterilization,…
Electronics: etching of PCB, cleaning of lead frames, activation of capacitor housings/CD players/LEDscreens prior to printing and glueing,…
Automotive: activation of car bumpers before lacquering, better adhesion of flockings e.g. for hand shoe boxes,…
Textiles/fibres/non woven: activation for better adhesion and wettability during processing (dyeing, coating, lamination, printing), hydrophobation of non wovens for gas and liquid filtration applications, hydrophilic treatment of PP or PP/PE non wovens used for battery separation, permanent hydrophilic
II.
A.
treatment of yarns, treatment of fibres and tissues
(PP, PES/CV, Kevlar) for an optimal adhesive property in composites,…
Aerospace, aviation, military: cleaning of navigation tools and sensors, barrier coatings on windows,…
Plastics: cleaning and/or activation prior to coating, lamination, printing and metallization, H
2
0/O
2
/CO
2 barrier formation for packaging, hydrophilic or oleophobic coatings, antifogging,…
Waste treatment: destruction of water or air contaminants
C OATING DEPOSITION VIA COMBINATION OF ATMOSPHERIC
PLASMA AND AEROSOL APPLICATION
Minimal add-on coating techniques
Of old many materials were coated or finished while applying a considerable amount of active product. Sometimes this was a necessity e.g. when wanting to alter typical bulk characteristics like strength, elasticity and stiffness. Many other properties are predominantly or even completely surface-related. For instance thinking of hydrophilicity, hydro- and oleophobicity, adhesion, fogging, antimicrobial and antistatic behaviour,… These parameters are strongly linked to a restricted number of molecular top layers. Because of this they can be clearly modified by minimal add-on coating techniques.
Various methods for producing ultra thin coatings have been developed: Chemical Vapour Deposition (CVD 4 ) and Physical
Vapour Deposition (PVD 5 ), ionic beam deposition, galvanic deposition, spraying and roll coating with a very low solid content solution. Plasma technology forms another option.
When injecting specific gas and/or aerosol precursors into the plasma highly crosslinked functional coatings can be created just on top of the substrate. When changing the substrate’s residence time in plasma micro- and even real nano-coatings are attainable. This means (new) functional surface coatings are possible over a whole range (see figure 4).
Figure 4 From macro to nano size
Plasma treatment has some inherently interesting characteristics which speak in favor of it comparing with existing alternatives: environmentally friendly (no solvent, less chemicals, no drying because water-free), flexible and reliable processing, energy efficient, highly performing technology.
That’s the reason why plasma is implemented in a rising number of industrial processes.
B.
Aerosol assisted plasma technology
Commercial application of thin surface coatings via plasma is often done by means of a dielectric barrier discharge (DBD)
[2]. This is mostly worked out through a parallel plate electrode system. At least one of the electrode surfaces is covered with a dielectric i.e. a special ceramic. Covering both is the best because this assures an optimal discharge behaviour preventing substrate damage. Creating a glow discharge
(often radio frequent: 40 kHz or 13,56 MHz) guarantees a maximal uniformity and flexibility, comparing with other discharge types [3]. Because of this glow discharge is the most widespread in plasma depositing technology. The high tension set on the electrodes for forming the plasma can vary from 1 kV to 40 kV with an applied power of 0,5 – 10 W/cm².
3 Plasma induced UV radiation of a short wavelength can initiate reactions in a deeper layer (up to 100 nm deep)
4 CVD: adding a top layer by means of precursor gasses that can be plasma activated
5 PVD: minimal coating technique through vaporizing a material (often metal based) by means of a laser or electron beam, or by sputtering (i.e. bombardment of a metal plate with argon ions)
Using a high power per electrode surface unit will constrain an adequate cooling of the electrodes because of heat dissipation effects.
The working principle is presented in figure 5. A carrier gas is brought between the two electrodes to be ionized for creating the ‘basic discharge’. Commonly used carrier gasses are inert gasses like helium (He), argon (Ar) and nitrogen
(N
2
). Even air can be used. The layer which is deposited originates from a precursor that is injected into this ‘basic discharge’. Different precursor systems can be used: gasses, liquid vapours, aerosols or nano-powders. Most often gasses and/of aerosols are used. This publication deals with the atmospheric cold large area plasma deposition technology using aerosols for the nano- and micro-coating of web materials.
Though this isn’t restrictive in many applications, and if so the impact will be minimal with adequate process settings.
Figure 5 Principle of plasma deposition
A classical polymerization normally uses products with reactive groups. This means they have an intrinsic reactivity towards each other (figure 6, path (1)). However, after deposition onto a material adhesion failures are possible due to the substrate’s characteristics (soiled, temperature sensitivity preventing high curing temperatures, chemical inertness,…). The precursor used in a plasma polymerization process can be inert (i.e. non-reactive by itself), because it becomes activated during the plasma-precursor interaction
(path (2)). This enables the formation of a crosslinked structure built of elementary precursor units (path (3)).
Combining this with the plasma activation of the substrate’s surface (path (4)), a thin (multi)functional top layer can be severely attached to the material (path (5)).
The ionization of the carrier gas has to lead to a stable and homogenous discharge that cleans/activates the material’s surface on the one hand, and creates a highly reactive precursor (starting polymerization) on the other hand. The use of noble gasses like helium and argon will lead to the best results. This is due to the fact that noble gasses will result in highly stable discharges. Moreover the noble gas particles aren’t built in onto the substrate during treatment. This means you won’t have an (unwanted) interference with the added layer. This can be important e.g. in case of an oleophobic treatment: having a completely perfluorinated surface leads to the highest oil repellency values. The big disadvantage however is the high cost of noble gasses. Keeping in mind that an atmospheric wide area plasma unit requests a considerable gas flow, plasma treatments might become an exclusive matter for selected niche markets. That’s the reason why many research groups are opting for nitrogen as carrier gas. It’s clearly less expensive and has satisfying discharge properties too. The building in of nitrogen based functionalities during plasma treatment can’t be avoided then.
C.
Working with aerosols
1. Aerosol as precursor instead of gas
A plasma can split up (high) molecular particles. This has a strong repercussion: only elements and components with a low molecular weight can be utilized as gas precursor in plasma depositing applications. As there are much more liquid than gaseous precursors available, the number of possible surface chemistries is clearly higher when working with aerosol precursors. Various polymer, oligomer and monomer systems can be simultaneously applied in aerosol form during plasma treatment. So working with aerosol precursors offers more flexibility and more treatment possibilities.
2. Methods of aerosol production
Different techniques can be used for aerosol production:
ultrasonic
piezo technology
special nozzles
Nozzles are the most stable system in case of constant production. Important parameters are the distribution of the drop size and the average drop diameter. These two parameters are depending on the aerosol production method,
Figure 6 Plasma polymerization
As earlier mentioned a depositing plasma uses a gas, an aerosol or a combination of it as precursor mostly. Depending on the desired functionality other gasses and aerosols are applied. Typical used (non-)saturated gasses are methane, ethane, ethylene, acetylene, tetrafluoromethane, hexafluoroethane and hexafluoropropylene. Common used aerosols types are e.g. acrylic acid, hydroxyethylmethacrylate, hexamethyldisiloxane, polyethylene glycol [4].
its settings (e.g. the frequency of the nozzles for ultrasonic nebulisers) and the liquid precursor’s characterics (like surface tension, density, viscosity, temperature,…). Commercial plasma systems use aerosols with an average drop diameter from 1 micron to some tenths of microns. The smaller the drop size, the higher the interaction precursor-plasma.
3. Aerosol formulation
A monomer system can be used as liquid precursor. The advantages are twofold in this case. First of all the applied functional layer is only built up out of precursor elements, because of working with 100 % pure monomer products.
Secondly there is the ability to create tailor-made surface coatings as the real polymerization step occurs during plasma treatment. This means for instance that a formulation of three different monomers can be used as precursor to build up a three-dimensional terpolymer structure with different basic functionalities.
Polymer based aerosols are the main alternative. Polymers will only request a crosslinking step and an anchoring on the activated substrate, because the basic polymer structure is already present at the start. The best is working with water based polymer systems, because solvents include a security risk and are ecologically not favorable (VOC) at all. The water component however will also be injected into the active plasma zone, so it gets activated and built in onto the material’s surface. This building in of polar groups (-OH, =O,
-O-O-,…) is unwanted in applications like hydrophobic and oleophobic treatment, so it puts some restrictions to the application potential. Moreover the interaction water-plasma will also lead to the formation of oxygen and very aggressive oxygen radicals that can affect the chemical structure of the polymer. Finally this can result in unwanted substrate damage.
Specific combinations of monomer/oligomer/polymer systems are another option that opens new opportunities partly because of the variability in reactivity.
A.
Dow Corning Plasma Solutions
1. System setup
The company Dow Corning Plasma Solutions (the former
Plasma Ireland Ltd.) has developed a new plasma coating process namely atmospheric pressure liquid deposition [5].
Via a parallel plate electrode system a helium based atmospheric glow discharge (5 – 10 kV; 30 – 50 kHz) is created. The liquid precursor is atomized by means of an ultrasonic nebuliser 6 , and is directly injected into the glow discharge. Using helium excludes oxidative processes that could work dominantly. Such an inert noble gas assures the opportunity to work with various precursors. The result is a completely atmospheric process at room temperature where the working principle is as follows. The liquid precursor delivers the chemistry on the one hand. The plasma on the other hand activates the substrate, polymerizes, crosslinks and attaches the precursor onto the material’s surface (see figure
7).
Figure 7 Working principle of atmospheric pressure plasma liquid deposition (APPLD)
4. Nano versus micro
Through plasma organic and inorganic layers can be applied. The deposited polymer surfaces are dynamic systems that interact with their environment. When staying in hydrophobic media like air, the surface will reorganize.
Functional groups will undergo a surface-to-bulk diffusion. In a polar medium like water the opposite effect can happen.
This means that for obtaining a steady effect in various conditions a top coating with certain dimensions has to be put onto the material. For hydrophilic, hydrophobic and oleophobic effects nano-scaled layers are sufficient. Other properties like abrasion resistance and barrier formation require layers in the micro-level (up to 5 microns). This variation in coating thickness can be realized through modification of plasma equipment and playing on plasma residence time.
III.
COMMERCIAL WIDE AREA DEPOSITING PLASMA SYSTEMS
Two commercially available plasma systems using aerosols as precursor will be discussed below. Essential characteristics of these systems are they produce an atmospheric, cold, active and large area plasma for the treatment of flexible web materials. Each time the system setup and some important applications will be described.
The added coating is a highly polymerized, crosslinked,
(multi)functional nano-coating strongly adhering to the material’s surface. It retains the molecular structure and chemical properties of the liquid precursor (microscopic research has proven this). This also holds for big and complex molecules, want brings a unique property to APPLD as many other existing plasma systems are affecting (complex) precursors. So the plasma process is transforming the precursor into a coating with:
an excellent adhesion
a high durability (high degree of polymerization and crosslinking)
unchanged bulk characteristics of the material
((ultra)thin coatings)
a high performance (retaining the initial precursor)
Normally the aim is to apply nano-sized coatings (typically 10
– 100 nm), but real micro-coatings are also possible.
The large area APPLD system for treating flexible materials like textiles, non woven, paper, plastics, metal sheets,… is presented schematically in figure 8. Web materials with a thickness up to 1 cm can be treated on one or on both sides form roll to roll (i.e. stand alone) or in line. Normally an aerosol free helium discharge is applied in the first field to clean and activate the substrate. In the second field the real coating process is performed through injection of aerosol into the glow discharge. The treatment can be done at high line speeds (70 – 100 m/min is technologically possible) which might be requested in continuous applications. Multiple layer coatings, consisting of equal or different materials, are obtainable in one step depending on the number of fields the
6 Sono-tek, model 8700-120: formation of droplets with an average diameter of 18 microns
unit is equipped with. For example giving a pretreatment, a coating and a post coating in one run is perfectly possible.
Figure 8 Large area APPLD
A remote concept has been developed – the so-called
APPLD jets – to be able to treat rigid materials (glas, print plates,…), 3-D objects and materials in fibre/filament form.
3-D objects can be treated manually or robotizedly. Again a cold atmospheric plasma deposition technique is created.
2. Applications
By means of APPLD custom-engineered surface properties can be realized independent on the substrate type: various coatings are possible like low molecular anorganic silica, highly molecular systems, copolymers, bio-active species,…
The central key is the used precursor. When working with aerosols the restriction to gaseous or highly volatile liquid precursors is avoided. All kinds of polymer and monomer systems can be used now if they are atomizable. Within
APPLD the focus will be on 100 % monomers systems for earlier mentioned reasons. Unsaturated organic products like acrylates and alkenes are preferred to work with because of their interesting polymerization characteristics. Below a brief description of some existing applications is given.
Figure 9 C 1s XPS spectrum of polypropylene foil after APPLD treatment with HDFDA
Fluor carbon products offer more than hydro- and oleophobic effects next to alcohol/solvent repellency. They also induce a high chemical resistance, soil repellency, antistickiness and low friction behaviour. A possible application is the creation of a low friction coefficient on stainless steel, similar to that of PTFE (see figure 10).
Fluorocarbon coatings
Fluorocarbon coatings can be deposited via APPLD technology [6]. Typically a perfluoroalkene precursor like the monomer heptadecafluorodecyl acrylate (HDFDA) is applied.
Coating of a polypropylene film leads to a 61° contact angle with a hexadecane drop, while the corresponding contact angle of PTFE is only 53°. A non-treated PP film is immediately wet by the hexadecane drop. XPS analysis (figure 9) of the fluorocarbon coating on PP confirms the presence of CF
2
- and
CF
3
-groups on the foil’s surface. Moreover the retention of the chemical structure of the precursor is proven.
Flexible materials like textiles and non wovens can be treated too. A cotton tissue can be rendered oleophobic: oil rating 7 (AATCC test method) is obtainable. Washing the treated sample for 15’ in boiling water followed by 15’ of drying at 60 °C, diminishes the oil rating to 6. Besides cold plasma technology is a possibility for the oleophobic treatment of temperature sensitive non wovens (polyethylene, polypropylene and their mixtures), because classical fluorocarbon finishing requests a heat treatment (≥ 150 °C) for optimal functioning i.e. raising the fluorocarbon tails.
Figure 10 PTFE-like friction coefficient on stainless steel through fluorocarbon plasma coating (test: rotation of a pin charged with 50 g)
Hydrophobic coatings
Polydimethylsiloxane coatings are often used for the hydrophobic finishing of textile materials. Translating this to plasma application can be done by injection of the liquid precursors tetramethylcyclotetrasiloxane (MeHSiO)
4 or octamethylcyclotetrasiloxane (Me
2
SiO)
4
into the helium glow discharge [7]. By doing so hydrophilic cotton can be rendered completely hydrophobic through deposition of a polysiloxane resin coating: after plasma treatment the contact angle of a water drop amounts to 140 °C. Analysis with Fourier
Transform Infra-Red Spectrometry and Nuclear Magnetic
Resonance Spectroscopy indicates a crosslinked top coating.
Next to their hydrophobic effect SiO x
coatings are also useful for abrasion protection and barrier formation. Effective barrier coatings require precisely controlled, multilayer
coatings. A plasma deposited SiO x
coating on steel and aluminium sheets can act as a oxygen barrier (read: an anticorrosion coating). Another example is the application of a
SiO x
coating on PP and PET food packaging materials to prevent oxygen and water vapour penetration. Achievable results are summarized in table 2.
Table 2 Oxygen transmission rate (OTR) before and after plasma treatment
Substrate
PET uncoated
PET coated
PP uncoated
PP coated
Mocon OTR 23°C / 0% RH in cc/m².day
59
< 1
2098
342
Hydrophilic coatings
Application of the two siloxane based precursors (tetra- and octamethylcyclotetrasiloxane) in an oxidizing helium/oxygen
APPLD process leads to hydrophilic SiO x
coatings that contain more than 80 % SiO x
.
Acrylic acid can be used as liquid precursor to build up polyacrylic acid coatings via APPLD [8]. Such COOH rich top layers are utilized for the optimization of the hydrophilic, adhesive and/or biocompatibility properties of web materials.
Today many applications require a strong hydrophilic nature of the material. Thinking of anti-fog effects on metal sheets and plastics used as packaging material, or polyolefine non wovens needing a high absorptive capacity e.g. when used as medical wipes. Last but not least a big market for hydrophilic treatment is formed by textile industry. Sportswear and underwear are only one part where wicking behaviour and moisture management in general are fundamental properties that can be created/optimized via APPLD technology. Plasma as supporting step (i.e. pretreatment) in processes like dyeing and printing is another opportunity.
Figure 11 PPP as reactive interphase
An example is the application of a specific PPP coating on a
5 mm thick PET substrate. After primer deposition a liquid silicon rubber is added followed by curing (3 h à 70 °C). The adhesion is evaluated through peeling off tests (25 mm/min;
180 °C). The results are shown in figure 12. A more than 20 times higher peeling off force is needed after plasma pretreatment to have adhesion failure. Besides the failure is cohesive.
Enhancement of adhesion
Adhesion failures of added top layers (coatings, laminates, prints,…) are likely in harsh conditions like residence in (salt) water or when the material has to withstand sterilization cycles. The plasma polymerized primer 7 –concept allows the formation of a reactive interphase between substrate and top layer by means of APPLD, assuring optimal adhesion characteristics [9]. The basic principle of PPP is presented in figure 11. Via the plasma process a highly polymerized nanocoating (50 nm thick) is covalently bonded to the substrate.
The chemical nature of the primer type is chosen in such a way that covalent bonds between this primer and the added top layer will arise. The result is a superior adhesion between substrate-PPP-top layer.
There are many possibilities to apply this plasma supporting step: seals in car industry; adhesion of adhesives/coatings/prints on electronics, construction materials (e.g. glass), textiles, non wovens,…; lamination
(plastic/plastic, plastic/metal);…
Figure 12 Better adhesion on PET through PPP application
Other applications
Injecting monomer based aerosols in a helium glow discharge at room temperature opens a lot of opportunities.
Depending on the precursor type a whole range of surface finishes is obtainable. Next to the above mentioned effects e.g. is application of anti-microbial coatings an issue [10].
The creation of selective biological bonding sites (bioreceptors, bio-affinity, enzymes, proteins) is another item.
Creation of co-polymer surface coatings is readily enabled through APPLD application of two mixed monomer liquid precursors. By doing so multifunctional surfaces can be produced. An example is the introduction of a dual function
NH
2
/COOH to induce an amphoteric character.
Smart/responsive surfaces are also possible. Combination of the HDFDA monomer with polyethylene glycol will lead to an anti-soiling or soil release effect when needed. In a non-polar medium like air the fluorine groups will dominate the surface creating stain repellency. In a polar medium like water the polyethylene glycol groups will undergo a bulk-to-surface diffusion leading to easy clean behaviour.
7 Further indicated as PPP
B.
AS Coating Star
1. System setup
AS Coating Star 8 combines a classical corona treatment with an aerosol precursor application. Corona is one of the oldest plasma treatments. It is widely used in industry for the surface activation of all kind of materials (plastics, paper, textiles, metal sheets,…) prior to processes where good adhesive properties are essential like coating, lamination, printing, and glueing. Of old a corona discharge was created by applying a high voltage on a metal wire for ionizing the air gap between this wire and a metal roll or plate, that acts as the counter electrode. Nowadays similar but more sophisticated systems are used (see figure 13). A corona station consists of a top parameters like temperature, humidity content, dust,…).
Moreover a corona treatment results in a metastable surface condition of the treated material: there is a degradation of the corona effect with time (“aging”). This is due to:
collapsing of corona induced functional groups into the polymer matrix
migration of bulk additives and unmodified polymer chains towards the surface, masking the corona effect
all kind of reactions on activated sites (e.g. recombination, reactions with air components)
The logical solution is applying the corona treatment in line with following process steps if possible. An often stressed aspect of corona is its filamentary character i.e. the formation of streamers in the discharge. As these streamers have a higher concentration of active species, this can lead to a point by point treatment possibly resulting in local substrate damage. Though recent developments in corona technology
(electrode type and design) and adequate process settings
(high power/ cm² electrode surface, minimal air gap) make it possible to control this non-uniformity phenomenon.
A single corona treatment is marked by a very restricted plasma chemistry (= ozone chemistry), because only air is used as process gas. AS Coating Star technology gives much more possibilities as a corona treatment is combined with a simultaneous injection of chemicals in aerosol form (read: a combination of a physical and chemical process) [12].
Alternatively the aerosol precursor can be substituted or combined with specific gasses. However this isn’t the purpose of this article. Figure 14 illustrates the working mechanism of the AS Coating Star system. The plasma is made in a box
Figure 13 Corona discharge station electrode and a grounded roller that acts as the counter electrode. Via application of a high voltage (10 – 20 kV; 10 –
50 kHz) onto the top electrode, the air gap between this electrode and the roller, over which the substrate is led, is ionized. The formed corona discharge is merely an ionized air mixture. When addressing it on a substrate, it’s surface will become finely cleaned, etched and activated resulting in a better hydrophilic/adhesive characteristic of the material.
Dielectric layers are often placed on the electrodes. This means actually that corona is a so-called dielectric barrier discharge. Their exist several possibilities [11]. The first is a covered roll station that uses a metal electrode and a dielectric coated roller. Only non-conductive webs can be treated then.
A bare roll station has the dielectric coating on the electrode and not on the roll. Conductive and non-conductive materials can be treated now. This is also the case for a dual dielectric station where dielectric coatings (often ceramic) are placed both on electrode and roll leading to maximum homogenous corona discharges.
The air spacing top electrode – roller is limited because it has to be ionizable. This means only flexible materials with a limited thickness (some millimeters depending on the system’s profile) are treatable. Thicker and rigid substrates can be treated with double sided corona equipment 9 or with a threedimensional corona 10 .
A big advantage of corona technology is its simplicity translated in a low treatment cost (air is the process gas). As it is a real atmospheric air based plasma however, it isn’t always easy to obtain a reproducible corona discharge (changing air
8 Manufactured and commercialized by Ahlbrandt System GmbH
(Germany; www.ahlbrandt.de)
9 Two classical corona electrode pairs frontally placed to each other, maximal substrate thickness of 1,2 cm
10 Torch like corona configuration to treat complex geometries
Figure 14 AS Coating Star: working principle with a temperature controlled housing enabling the creation of a specific microclimate in this box. Normally a temperature just above 40 °C is set, so the typical ozone problem of corona is eliminated (ozone disintegrates spontaneously in oxygen when temperature is above 40 °C). The thermostatically controlled walls of the box also provide a cooling of the top electrode pair, which is needed because of heat dissipation effects when working with high power levels
(10 W/cm²). The aerosol can be injected between the two corona electrodes. The intimate contact between aerosol and corona discharge will lead to a polymerization/crosslinking of the chemical product, and finally a deposition of a coating onto the through plasma activated material’s surface. This opens new ways towards the building-up of nano topcoats that are preferentially covalently bonded to the substrate. There are configurations available with aerosol injection just behind the electrode pair. In this case there will only be a partial aerosol/plasma –interaction: most aerosol particles are simply deposited onto the corona activated substrate. This is a more
easily controllable application; but the lower the plasma activation grade of the aerosol particles, the worse the permanency of the finish will be.
The easiest and cheapest is to work with an air based corona discharge. Logically the aerosol can be produced in this case with dried and degreased compressed air. Air has a high oxygen content (21 %) what means a strong oxidizing plasma will be obtained. This will definitely eliminate the possibility of hydrophobic and oleophobic treatments. Besides the chemical structure of the aerosol can be modified or even destroyed by very aggressive oxygen particles (like O°). A solution to this problem is working with aerosol and corona discharges on noble/inert gas basis (helium, argon, nitrogen).
This will make the plasma application more complicated, but the possibilities are much higher [13].
By means of special nozzles an aerosol is formed with droplets that have an average diameter of 1 micron, resulting in very thin surface coatings. Considering the dimensions of the electrode pair (two centimetres long plasma zones) linked to an aerosol application, only nano-coatings are obtainable at industrial processing speeds (> 10 m/min). In addition, the very limited add-on eliminates the need for a subsequent drying process, proving the economical and ecological benefits of this ‘dry’ technology. During formation the aerosol will be warmed up to 35 °C. Leading the substrate over a water cooled roller (20 °C) will assure an optimal condensation (i.e. take-up) of the aerosols droplets on the substrate. By means of an exhaustion unit, precisely placed after the plasma treatment zone, particles that haven’t reacted with the substrate are drained away.
Table 3 Surface tension values directly and four weeks after plasma
Material: PP foil
150 µm corona (air) corona (air + nitrogen) corona (air + nitrogen)
+ aerosol
Table 4 XPS analysis data
Material: PP foil 1 50 µm corona (air) corona (air + nitrogen) corona (air + nitrogen) + aerosol
The curable formulations concept surface tension
(mN/m) - directly after plasma
48
48 smart
60 plasma
C 1s
83,7
84
73,5 surface tension
(mN/m) - 4 weeks after plasma
42
44 priming
52
XPS
N 1s
< 1
3,4
2,1 is
O 1s
15,6
12,7
24,4 presented schematically in figure 15 [14]. Normally the plasma priming is
Smart plasma priming for superior adhesion of UV-
2. Applications
Depending on the aerosol type various effects come within one’s reach. AS Coating Star treatments can be considered as a supporting step (better adhesion, higher hydrophilic nature) for existing production processes like printing, coating, laminating, glueing, dyeing, metallization,… Such a plasma pre-treatment makes it possible to rationalize those processes: less chemicals are needed; treatment times and temperatures can be lowered. The final result is a qualitatively better end product. On the other hand AS Coating Star technology can simulate existing finishing steps (antifogging, antistatic and antimicrobial treatment, soil release, anti-blocking,…) or can even create completely new effects in a revolutionary way
(e.g. self-cleaning). By doing so it can be a surplus above an existing finish. Two existing AS Coating Star applications are described below.
Supplementary enhancement of adhesion via AS
Coating Star treatment with water aerosol
Corona treatment of a polypropylene foil leads to an oxidation of the surface translated in a higher surface tension
(test results: see table 3 and table 4). The well-known ageing phenomenon can be noticed too. This deteriorating of the corona effect can be diminished somewhat by ionization of an air/nitrogen gas mixture. The best result however is booked when injecting a pure water aerosol into this discharge: a clearly higher surface tension is reached through extra oxygen built-in onto the PP foil’s surface. This concept can be used in pre-treatment applications were high adhesive/hydrophilic values are requested. Nevertheless the effect isn’t stable.
Figure 15 Smart plasma priming principle done in two steps. First a plasma treatment induces a high radical built-up on the surface of the material. Afterwards an application of acrylate or methacrylate photoinitiators that contain double bonds is done. The radicals can react with these double bonds. The result is a partially crosslinked layer of photoinitiator covalently linked to the substrate. A one step solution is an AS Coating Star treatment that uses an aerosol of photoinitiator. The plasma deposited nano-layer will permanently increase the surface tension (no diffusion of photoinitiator towards the bulk because of its semi-crosslinked state) and involves a latent functionality towards UV-light.
After plasma treatment a UV-curable formulation consisting of monomers, oligomers, functional and process additives, photoinitiators,… is applied. A UV-radiation step initiates a radical polymerisation of the added layer (print, coating, glue) and leads to superior adhesion characteristics, because the deposited plasma layer forms a covalent linkage between
substrate and top layer. This is due to the fact that the previously added photoinitiator layer participates in the radical polymerization phase. This all opens new perspectives towards application fields where traditional technologies don’t give satisfying results.
The above mentioned concept has been tested on a polypropylene foil that has, owing to its non-polar character, a bad adhesion for a UV-curable lacquer (results: see table 5)
[15]. Corona pretreatment can’t solve this adhesion failure.
An AS Coating Star pretreatment with injection of an acrylate photoinitiator aerosol between the top electrode pair results in a much better adhesion of the UV-lacquer on the PP film. The best results however are booked when pre-activating the added photoinitiator. This can be done by a UV-radiation step after
AS Coating Star treatment, but just before the real UV-coating process. The alternative is applying a corona treatment after photoinitiator deposition and before the lacquering. The corona impact will lead to an anchoring of the initiator next to a partial activation of it through the impact of the UV-light component of the corona discharge.
Table 5 Impact of smart plasma priming on the adhesion of UVlacquer on PP foil corona
*
* photoinitiator aerosol
*
UV-light corona
* * * *
* *
Legend: - = delamination; ++ = good adhesion;
+++ = excellent adhesion
*
A
UVlacquer
+ UVlight
*
CKNOWLEDGEMENTS
*
*
Adhesion
-
-
++
+++
+++
The author of this article would like to thank the companies
Dow Corning Plasma Solution and Ahlbrandt System GmbH for the provision of technical information about their respective plasma systems.
R EFERENCES
[1]
Nickerson, R.; “Plasma Surface Modification for Cleaning and
Adhesion”; Technical Paper AST Products Inc.
[2] Goossens, O.; Dekempeneer, E.; Vangeneugden, D.; Van de Leest, R.;
Leys, C.; “Application of atmospheric pressure dielectric barrier discharges in deposition, cleaning and activation”, Surf. Coat.
Technol. 142, 474-481; 2001
[3] Oktem, T.; Seventekin, N.; Ayhan, H; Piskin, E.; “Improvement in surface-related properties of poly(ethylene terephthalate)/cotton fabrics by glow-discharge treatment”; Indian Journal of Fibre & Textile
Research, vol. 27, p. 161-165; 2002
[4] Larner, M.; Kaplan, S.L.; “The Challenges of Gas Plasma – Its
Diversity”; Proceedings Medical Devices Conference; 2004
[5]
Herbert, T.; “Atmospheric Pressure Plasma Liquid Deposition – A new
Route to high performance Textiles”; International Dyer, p. 11-13;
2003
[6] Technical Resources, Dow Corning Plasma Solutions’ Application
Note; “Fluorocarbon Coating Application”
[7] Ward, L.J.; Schofield, W.C.E.; Badyal, J.P.S.; Goodwin, A.J.; Merlin,
P.J.; “Atmospheric Pressure Glow Discharge Deposition of
Polysiloxane and SiO x
Films”; Langmuir, 19(6), 2100-2114; 2003
[8] Ward, L.J.; Schofield, W.C.E.; Badyal, J.P.S.; Goodwin, A.J.; Merlin,
P.J.; “Atmospheric Pressure Plasma Deposition of Structurally Well-
Defined Polyacrylic Acid Films”; Chemistry of Materials, 15(7), 1466-
1469; 2003
[9]
Technical Resources, Dow Corning Plasma Solutions’ Application
Note; “Tailored Adhesion Application”
[10] O’Hare, L-A; O’Neill, L.; Goodwin, A.J.; “Anti-microbial coatings by agent entrapment in coatings deposited via atmospheric pressure plasma liquid deposition”; Surface and Interface Analysis, 38: 1519-
1524; 2006
[11] Technical paper Enercon Industries: “Corona Treater Station Design and Construction: meeting the converting Challenge”
[12] Van Hove, T.; Van Parys, M.; “Reactive Atmospheric Plasma
Treatment of Polymers by means of the AS Coating Star-Technology”;
Proceedings ‘1 st International Conference on Polymers & Moulds
Innovations’ (PMI), University College Ghent; 2005
[13] Rau, A.; “Nano-Modifizierung von Oberflächen durch kombinierte
Corona/Aerosol Behandlung“; Coating 3, p. 185-187; 2004
[14] Baurer, M.; Kunz, M.; “Smart Plasma Priming, a new Surface
Modification Technology with superior Interface Features“;
Fachzeitschrift Galvanotechnik, p. 1350; 2001
[15] Bolte, G.; “Nano-Primer Technology for UV Coating with Aerosols”;
Conference Proceedings ‘RadTech Europe’; 2005