C. Croitoru, Gh. Titescu, I. Saros
advertisement

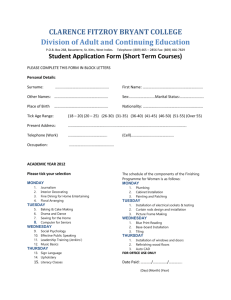
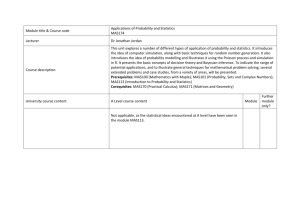
OPERATION ANALYSIS OF THE DEUTERIUM DEPLETED WATER PILOT PLANT C. Croitoru, Gh. Titescu, I. Saros National Institute of Researche-Development for Cryogenic and Isotopic Technologies, ICSI Rm. Valcea Str. Uzinei nr. 4,Tel. 0040-050-732744, Fax 0040-050-732746, Romania ABSTRACT The first stage of the pilot plant for the heavy water final concentration has been utilised for the deuterium depleted water production. Now the installation is fed in bottom of the second column with water of 144 ppm D/(D+H). The product of the plant, extracted at the top of first column, must be of 30 ppm D/(D+H), maximum. Simulation of steady state functioning of this plant has permit to establish the separation capacity in the plant operation conditions and the internal fluids flow that provides a significant increase of the plant production. . It also has been analysed the influence of thermal feed state on the plant performances. On the basis of the unsteady state functioning simulation it has been established the evolution of plant production concentration in the period of setting in operation and after the changes of plant operation regimes Key words: deuterium depleted water, isotopic separation, vacuum distillation, mathematical model 1. Introduction Deuterium depleted water is represented by water that has an isotopic concentration of 20-80 ppm D/(D+H), smaller than natural concentration, of 145 ppm D/(D+H). As a result of investigation’s increasing in isotopic separation domain, NR&DICIT has elaborated and patented a method and an installation for deuterium depleted water yield. Beginning with 1996 NR&DICIT cooperated with Romanian specialised institutes for biological effects of deuterium depleted water. The paper presents operation analysis of deuterium depleted water pilot plant. In our institute deuterium depleted water (DDW) is produced in the first stage of the pilot plant for heavy water final concentration, by vacuum distillation. Fig. 1 shows installation scheme. The plant is fed at the bottom of the second column and the product extraction is make at the top of the first column. Installation production, for the first year of operation, is shown qualitatively and quantitatively in fig. 2 [1]. The analyse of DDW plant operation is based on simulation models, in order to establish the optimum values of operating parameters and to evaluate installation behaviour when it is operated in unsteady states. 2. Methods The mathematical models used for simulation programs is composed of equation of isotopic equilibrium, equations for total mass balance and isotopic balance, in steady state, respectively unsteady state [2,3]. x 1 y y 1 x (1) PR TI TI TI F PI F F P, XP TI TI PI LI PI LR R R F, XF W, XW Fig. 1 Scheme of deuterium depleted water pilot plant P (l/h) Xp (ppm) 140 25 P 120 20 100 15 80 Xp 60 10 40 5 20 0 0 1 3 5 7 9 11 13 15 17 19 21 23 25 27 29 31 2 4 6 8 10 12 14 16 18 20 22 24 26 28 31 2 4 6 8 10 12 14 13 15 17 19 21 23 25 27 29 July June November May date Fig. 2 Production of DDW pilot plant steady state M N m1 n 1 I m En 0 (2) I m x I ,m I n y I ,n Er x E ,r E s y E ,s 0 M N R S m1 n 1 r 1 s1 (3) unsteady state M N m1 n 1 h I m En t (4) M m1 N R S I m x I ,m I n y I ,n E r x E ,r E s y E ,s n 1 r 1 s1 h x t (5) where: I, E - feeding, outlet flow rate, kmol/h x, y - isotopic concentration in liquid, vapour phase, mol fraction D/(D+H) h - liquid hold-up, kmol/h The model includes also relations for separation factor and fluids density calculation as a function of temperature, and relation for isotopic efficiency calculation as a function of vapour charge [4 ]. We make the assumptions that through distillation columns the temperature is constant and the vapour hold-up can be neglected. We solved the equation system using numerical methods. 3. Results Using the program for steady state simulation, we determined, in the operating conditions for the first year, the plant separation capacity. The calculated values for product, flow rate and concentration, close to the values realised in installation. In analysed functioning period feeding flow rate has varied about 8–33 l/h. Imposing for product concentration value of 25 ppm, we have determined the level whereat feeding flow rate influence is insignificant. Optimal feeding flow rate is about 40 l/h. For optimal feeding flow rate we have determined the plant separation capacity, as a function of extracted product concentration. For extracted product flow rates takes in domain 10-12 l/h the plant production concentration lies in domain 20-30 ppm. Attempts to extract more products lied to product depreciation. These situations there is particularly in first period of plant functioning (fig. 2). At present, in both plant columns, it can assuring maximum of liquid flow rate about 230 l/h. By simulation we have established that maximum charge supported by columns lie at level 400 l/h, value whereat package efficiency is 7,8 NTP/m, in comparison with 8,5 NTP/m at 220 l/h. Reflux doubling have as result production increasing with 67,7 %. We have determined the influence of the thermal state of feeding, as a function of the feeding flow rate. The production increases in case of vapour phase feeding comparative with liquid phase feeding, but it is not significant (<1 %). The prediction of unsteady state period, at plant start-up or at the modification of operating parameter, offers effective support in plant operation. With unsteady state simulation program, we have established that after two days from plant start-up, without feeding and extraction, isotopic concentration in product extraction zone reaches about 25 ppm. Establishment of product flow rate at 11,5 l/h assures the obtainment of a concentration of 25 ppm. Simulation results, having at base May operating parameters, recorded in every other hour, evidence the correctness of mathematical description and liquid hold-up evaluation. Fig. 3 shows theoretical curve of temporal variation of product concentration and measured values of product flow rate and concentration. 4. Conclusions This paper present the analyse of installation operation, based on simulation models, in order to establish the optimum values of operating parameters and to evaluate the installation behaviour when is operated in unsteady states. Using the program drawn up for steady state simulation, we have determined the separation capacity of the installation, in operating conditions of the first functioning year. The calculated values for product, flow rate and concentration approach the values realised in installation. P Xp (l/h) (ppm) 140 Xp theoretic 25 al 120 20 100 P measured 15 80 60 10 40 5 Xp measured 0 20 0 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 data Fig. 8 Theoretical curve of temporal variation of product concentration and measured values of product flow rate and concentration Having the confirmation that the model describe correct the isotopic separation process in steady state, we determined the level until which the influence of feeding flow rate is significant, the separation capacity of the installation as function of product concentration, product variation with the charge of vapours phase and the influence of feeding thermal state as function of the feeding flow rate. Using the simulation program for unsteady state, we established the time of unsteady state at starting, function of extraction flow rate. The results of simulation, based on operating parameters registered every two hours, emphasise the accurate mathematical description of isotopic separation process in unsteady state as well as the correct evaluation of water hold-up from the installation. 5. References [1] I. Stefanescu, M. Peculea, Gh. Titescu, Procedeu si instalatie pentru producerea apei saracite in deuteriu, Patent nr. 11422, Romania [2] C. Croitoru, M. Dumitrescu, G. Isbasescu, Adaptarea si aplicarea modelelor si a programelor de calcul pentru proiectarea si simularea instalatiilor de distilare izotopica din cadrul C. Ch. Drobeta, S410/20.09.1988 [3] V. A. Kirillina, Tiajelaia, Teplofizischie cvoistva, 1973 [4] M. Pavelescu, M. Peculea, Schimbul izotopic H2O - H2S. Proprietati termodinamice, Uzina “G”, Rm. Valcea, 1975