Reduction of Blasting Related Mining Process Variability

2010 Oxford Business & Economics Conference Program ISBN : 978-0-9742114-1-9
REDUCTION OF BLASTING RELATED MINING PROCESS VARIABILITY
Dave Lilly, P.E., MBA
Senior Engineering Consultant
Dyno Consult, a Division of Dyno Nobel Inc.
Pawleys Island, South Carolina
Baron Fidler
General Manager/Technical Resources
Dyno Consult, a Division of Dyno Nobel Inc.
Salt Lake City, Utah
Larry Mirabelli
Senior Project Manager
Ran Tamir
Mine Superintendent
Dyno Consult, a Division of Dyno Nobel Inc. Lafarge North America
Roswell, Georgia Ravena, New York
John Cory Bill Hissem
Blasting Specialist North America
Lafarge North America
Ottawa, Ontario
INTRODUCTION
Senior Mining/Application Engineer
Sandvik Mining and Construction
Appleton, Wisconsin
In the past few years advances in blasting technology have significantly reduced the variability in blasting operations. There are many practical methods to reduce variability in blasting operations including highly accurate electronic detonators to control the timing of blasts, more precise drills to control the geometric layout of blast, and variable property bulk loaded explosives to control blast properties. In addition, there is a growing knowledge in the industry that blasts must be properly laid out and prior blasts cleaned up. The use of accurate GPS equipment to control blast geometry is a quantum leap forward. In addition drill borehole accuracy now can be accurately monitored as well as face angles.
Fragmentation analysis of final blast results and elaborate blast databases allow the adjustment of future blasts to produce accurate size and productivity results.
This paper presents a method of determining the variability of mining results from blasting and a method to determine the major causes of blasting related variability in the mining process. Mining results could be blasted product size, productivity, cost, vibration or air blast or a combination of all. The authors will introduce concepts to reduce variability.
Principal component analysis or regression analysis to determine important factors in variability
The regression of important factors that determine the standard deviation and mean of the critical variables
Inclusion of the “Z Table” to estimate percentage in specification, and
The use of the Excel solver program to formulate a linear programming constrained analysis of the variability to find the best solution.
June 28-29, 2010
St. Hugh’s College, Oxford University, Oxford, UK
1
2010 Oxford Business & Economics Conference Program ISBN : 978-0-9742114-1-9
An example will be illustrated using a simple one variable (powder factor) model to maximize the percentage of blasted rock within established dimensions. The model is developed from fragmentation distribution information related to powder factor from the Lafarge Ravena, NY Quarry.
THE PROBLEM
Blasting is normally a separate process from other mining processes such as crushing, milling, and final mineral processing. An outside contractor normally supplies explosives and integration of blasting into the mining process is difficult at best. The relationships are further distorted by variations in geologic conditions.
Never the less, the improvements in blasting variability and results as detailed in the introduction have made the blasting process much more reproducible. This paper introduces an algorithm to better control and maximize the amount of aggregate within a given size range.
THE DATA
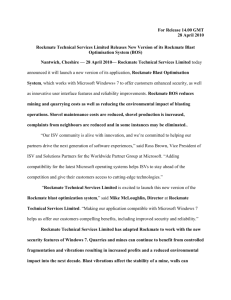
Blast reports and blasting databases can be used to determine the factors affecting blast results. A typical blast report and portions of a blasting database are shown below.
Quarry Blast Date QBench Blast # Tons Hole Diameter
Ravena Aug 25, 2009
Ravena: CM
Main Pit
33-CM-10-
2009 72505.26 6.5
Ravena
Ravena
Ravena
Ravena
Ravena
Ravena
Ravena
Ravena
Ravena
Aug 04, 2009
Jul 21, 2009
Jun 25, 2009
May 20, 2009
Apr 09, 2009
Apr 02, 2009
Mar 25, 2009
Feb 26, 2009
Feb 11, 2009
Ravena: CM
Main Pit
Ravena: CM
Main Pit
Ravena: CM
Main Pit
Ravena: CM
Main Pit
Ravena : CM
West
Ravena: CM
Main Pit
Ravena: CM
Main Pit
Ravena: CM
Main Pit
Ravena: CM
Main Pit
31-CM-09-
2009
29-CM-08-
2000
26-CM-07-
2009
19-CM-06-
2009
15CM 06-
2009
13-09
11-09
07-09
04-09
65869.32 6.5
103098.9 6.5
68026.3
6.5
88834.09 6.5
97318 6.5
99345.98 6.5
70001.28 6.5
62427.36 6.5
64265.34 6.5
BXS holes
18X20 34
16X19 37
16X19 58
17X19 34
17X19 45
17X19 48
17X19 49
17X19 41
17X19 38
17X19 33
June 28-29, 2010
St. Hugh’s College, Oxford University, Oxford, UK
2
2010 Oxford Business & Economics Conference Program ISBN : 978-0-9742114-1-9
10
9
8
7
6
5
4
In addition, video analysis of the broken rock mass can quantify the degree of fragmentation and specifically the mean size and standard deviation of the blasting size results from a blast.
THE SOLUTION
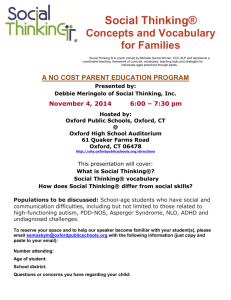
Once enough data is accumulated from blasts and size distribution analysis, the relationship between blasting parameters and the mean and standard deviation of the size distribution can be determined. In this simple example, only powder factor (tons of rock per lb of explosive) is used as a determining variable. Other variables such as pattern area can be included in the model also. Principal component analysis or multivariable curvilinear regression can be used to determine the significant variables.
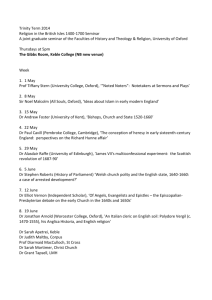
The relationships between powder factor and mean size and size standard deviation are shown below.
AGGREGATE AGGREGATE y = 4.8795x - 2.5093
R
2
= 0.4073
9
8
7
6
5
4
3 y = 8.7486x - 10.714
R
2
= 0.6213
1.6
1.7
1.8
1.9
2 2.1
2.2
1.6
1.7
1.8
1.9
2 2.1
2.2
POWDER FACTOR - TONS/LB POWDER FACTOR - TONS/LB
June 28-29, 2010
St. Hugh’s College, Oxford University, Oxford, UK
3
2010 Oxford Business & Economics Conference Program ISBN : 978-0-9742114-1-9
The relationships from the charts can be expressed as equations:
Mean Size = -2.5093 + 4.8795 x Powder Factor
Standard Deviation = -10.714 +8.7486 x Powder Factor
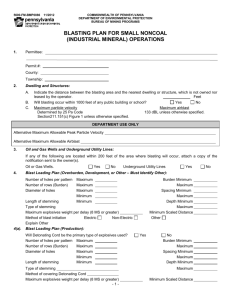
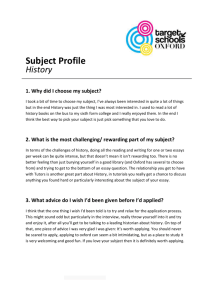
In addition, the data from a standard Z distribution ( The “Z value” is the distance between a value and the mean in terms of standard deviations) can be put in the form of an equation and used to determine the percentage of rock lying within the upper and lower bounds determined by the standard deviation and mean. The Z distribution and resulting equation is shown below:
0.6
0.5
0.4
0.3
0.2
0.1
0
0 1 y = 0.0162x
3
- 0.1556x
2
+ 0.4905x - 0.0109
R
2
= 0.9995
2
Z
3 4 5
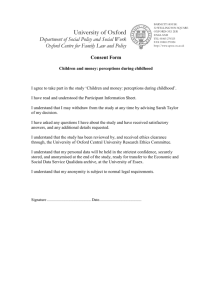
The above equations can be put into an interactive spreadsheet as shown below.
The Excel Solver from the tools menu is activated and the amount of rock between the upper and lower limit is maximized based upon changes in powder factor and subsequent changes in mean and standard deviation.
Solution
Powder
Factor
Tons/Lb
1.6
Block Size Mean
5.2979
Std. Dev.
3.28376
Calculated
Minimum
Size
-4.55338
Range Limits
Maximize % in Range
Upper
10
10
76.1%
Lower
2
2
Calculated
Maximum
Size
15.14918
Z1 Z2
1.431926 1.004306
0.14
0.12
0.1
0.08
Series1
UPPER LIMIT
0.06
0.04
LOWER LIMIT
0.02
0
-10 -5 0 5 10 15 20
June 28-29, 2010
St. Hugh’s College, Oxford University, Oxford, UK
4
2010 Oxford Business & Economics Conference Program ISBN : 978-0-9742114-1-9
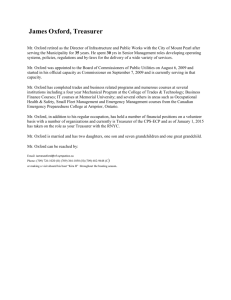
The results were non intuitive but upon reflection since both mean and standard deviation increased with increasing powder factor it makes sense. The graph below shows the change in distribution as the powder factor is increased or lowered. The optimum powder factor is 1.6 tons/lb and has 76.1% of the produced aggregate within the upper and lower limits. For reference, the 2.1 tons/lb has a 39.1% of aggregate within the acceptable range.
0.14
0.12
-10
THE FUTURE
0.1
0.08
0.06
0.04
0.02
0
0 10
SIZE - INCHES
20 30
1.6 tons/lb
UPPER LIMIT
LOWER LIMIT
2.1 ton/lb
The simple model above can be expanded with other blasting variables. In addition, the techniques can be used to maximize productivity, minimize cost and to understand the variability in air blast and vibration.
ACKNOWLEDGEMENTS
The authors would like to thank the following for their assistance and help with this project: John Truszkowski, Dave Beckwith, Dave Warpula, Dyno Nobel; and
Chris Luchkiw, Lafarge.
REFERENCES
Bremer, D., Ethier, R., and Lilly, D. (2007), Factors Driving Continuous Blasting
Improvement at the Lafarge Ravena Plant. International Society of Explosives
Engineers –Annual Conference on Blasting Technique.
Cory, J., Hissem, B., and Lilly, D. (2009), The Use of Principal Component
Analysis to Integrate Blasting Into the Mining Process. Oxford Business and
Economic Conference.
June 28-29, 2010
St. Hugh’s College, Oxford University, Oxford, UK
5
2010 Oxford Business & Economics Conference Program ISBN : 978-0-9742114-1-9
Cory, J., Dann, M., and Lilly, D. (2008), The Enterprise Solution to Integrating
Blasting Into the Mining Process, Oxford Business and Economic Conference.
Deshpande, P., Tantalean, Unifying Framework for Six Sigma and Process
Control. Hydrocarbon Processing, June 2009.
Dann, M., Smith, C., and Lilly, D. (2007), Aggregate Size Optimisation Program at the Lafarge Marblehead Plant. 7th Large Open Pit Mining Conference, Perth,
Australia.
Lilly, David P. (2007), A Statistical Approach to Integrating Blasting Into the
Mining Process, Oxford Business and Economic Conference.
Mirabelli, L. (2000). Mining Automation Program
Mirabelli, L., Lilly,D. (2008) A Blaster’s Tool to Measure Fragmentation.
International Society of Explosives Engineers –Annual Conference on Blasting
Technique.
Mirabelli,L.; Hissem, B.; and Veltrop, G. (2009). Missouri Quarry Productivity
Improvement
– Casework. International Society of Explosives Engineers –Annual
Conference on Blasting Technique.
Tamir, R. (2007).Tools to help Improve Operational Performance and Control
Operating Costs-or Reducing the Quesstimation Factor
June 28-29, 2010
St. Hugh’s College, Oxford University, Oxford, UK
6