Formation of honeycomb patterns in evaporated polymer solutions
advertisement

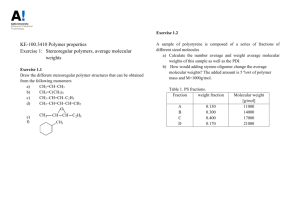
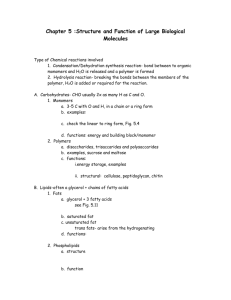
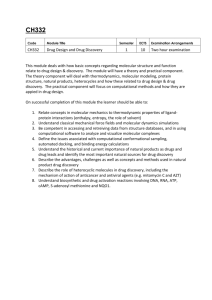
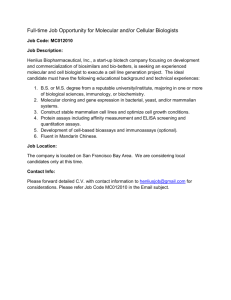
SUBMICROMETRIC PATTERNING IN EVAPORATED POLYMER SOLUTIONS: PHYSICAL MECHANISMS AND INFLUENCE OF THE MOLECULAR WEIGHT Ed. Bormashenkoa,*, R. Pogreba, O. Stanevskya, Ye. Bormashenkoa, O. Gendelmanb a The College of Judea and Samaria, The Laboratory of Polymer Materials, Ariel, 44837, Israel * E-Mail: edward@ycariel.yosh.ac.il b Faculty of Mechanical Engineering, Technion, Technion City 32000, Haifa, Israel Abstract: Influence of polymer molecular weight on the formation of honeycomb patterns obtained by evaporation of polystyrene solutions was investigated. Pattern structure was studied with scanning electron and atomic force microscopy. It was determined that molecular weight exerts a decisive influence on the patterns makeup. Pore size and depth, distance between pores and specific porosity depend strongly on the polymer’s molecular weight. Keywords: polymer solution, evaporation, molecular weight, honeycomb pattern. INTRODUCTION The evaporation-induced formation of honeycomb patterns in polymer solutions was under intensive investigation recently (1–12)]. Nanoscaled selfassembling, allowed formation of strictly ordered honeycomb patterns comprised of air holes dispersed in the polymer matrix. These structures allow various applications, including photonic crystals, membranes, biofunctional interfaces and templates intended for the growth of colloid crystals (13–15). At the same time, the mechanism of the evaporation-induced self-assembly is still not clearly understood. Srinivasarao, Shimomura, Matsuyama, Xu and Pitois have related the phenomenon to atmospheric humidity, which can favor the formation of the honeycomb films (1, 2–3, 5–6, 9, 12). We have reported recently self-assembled patterns produced under conditions of relatively low humidity, in a fast dip-coating process, under intensive evaporation of chlorinated solvents (17–19). Self-assembly was observed on two scales: mesoscopic (characteristic dimension ~ 50 μm), and micrometric. We have shown already that patterning depends strongly on the solvents make up, and the mixture of chloroform CHCl3 (8% wt.) and dichloromethane CH2Cl2 (92 % wt.) promotes formation of the micrometrically scaled honeycomb patterns only (19). We want to emphasize that we deposited our films on vertical plates, whereas other groups worked with horizontal substrates; hence the sinking of water droplets, discussed by Srinivasarao et al., cannot be invoked for the explanation of honeycomb pattern formation. It is clear that in view of the possible applications, it is extremely important to control the size and depth of the pores. Our work will show that the pore diameter and depth are significantly influenced by the polymer’s molecular weight. The impact of polymer molecular weight on these patterns’ parameters was reported and discussed first by Matsuyama and Xu (9, 12). However Matsuyama and Xu obtained their patterns under conditions of high humidity (80 % r.h.), and related the phenomenon to the behavior of water droplets. In addition to that results reported by Xu were obtained within the narrow range of molecular weights 44 000 < Mw < 75 000. We will show that molecular weight exerts a decisive influence on the patterning processes over a broad range of molecular weights under conditions of much lower humidity, and is most likely associated with nucleation of the polymer under evaporation. EXPERIMENTAL Five kinds of polystyrene with different molecular weights of Mw = 4800, polydispersity index PDI = Mw/Mn = 1.34; Mw = 42 500, PDI = 1.52, Mw = 227 100, PDI = 2.23, Mw = 1 000 000, PDI = 2.0, Mw = 2 800 000, PDI = 1.4 were supplied by Polymer Source Inc. All polymers were dissolved in a mixture of chloroform CHCl3 (8% wt.) and dichloromethane CH2Cl2 (92 % wt.). Solvents (pure for analysis) were supplied by Karlo Erba Reagenti; the concentrations of the solutions were 2.5 and 5% wt. Polypropylene substrates (50 μm thickness) were coated with the solutions using fast dip-coating experimental techniques, described in details previously (1718), with only one modification: drying was carried out with IR lamps in a slow air current (v =0.1 m/s). Use of IR lamps instead of intensive hot air drying avoided problems connected with undesirable air vortexes, exerting an influence on the pattern formation. The drying temperature was 60°C, humidity was 30–40 % r. h. Air current velocity and humidity were measured with a precise hygro-thermo-anemometer from Extech Instruments 407412. Samples were studied with SEM (JSM 6300, JEOL) and AFM (Park 5M, scanning probe microscope, Scientific Park Instruments) microscopy. SEM images were processed with SIAMS 600 software. RESULTS AND DISCUSSION It has to be noted that the drying procedure was carried at a drying temperature, which was higher than the boiling point of dichloromethane (39.6°C) and close to that of chloroform (60 °C). Thus drying was accompanied by intensive formation of solvent vapor bubbles, which (when frozen under drying) produced honeycomb patterns (16–17). We used in our investigation solutions with concentrations c of 2.5 and 5 % wt. Solutions with the lower concentration allowed us to obtain homogenous films at all molecular weights, whereas 5% wt. solutions did not form homogenous film when molecular weight of the polymer was Mw = 2 800 000 (the solution was too viscous). However, at both concentrations the patterning tendency was the same. First of all, low molecular weight (Mw = 4800 and Mw = 42 500) polystyrene promoted formation of the bi-modal pore size distribution, illustrated by SEM images displayed in Fig. 1 A-B. A 10 μm B 10 μm D 20 μm 20 μm Fig. 1. SEM images of patterned films, concentration of the solution 5 % wt. A - Mw = 4800, B - Mw = 42 500, C - Mw = 227 100, D- Mw = 1 000 000. C B 5 μm 10 μm Fig. 2. SEM images of patterned films, concentration of the solution 2.5 % wt., Mw = 2 800 000, A – general view, B – image of a single cell. A For Mw = 4800 the average diameter of small pores was estimated as 500 nm, and large pores 2000 nm. For Mw = 42 500 small pores were 700 nm and large pores – 3000 nm. Large molecular mass polymer solutions yielded patterns with more homogenous pores size distribution, such as depicted in Fig. 1 C-D. Polystyrene with Mw = 2 800 000 (c = 2.5 % wt.) formed patterns, comprised of irregularly shaped large holes, as displayed in Fig. 2. Holes of the average size 6000 nm were separated by thin polymer partitions, presented in detail in Fig. 2 B. For both concentrations of solutions we observed the same tendency: higher molecular weights promoted formation of larger holes. Fig. 3. AFM study of the honeycomb pattern topography. Mw = 1 000 000, solution concentration 5 % wt. The pattern relief was studied with AFM microscopy, the typical surface profile for Mw = 1 000 000 is displayed in Fig. 3. The pore depth, established with AFM increased with polymer molecular weight. The one exception was polystyrene with Mw = 42 500; it formed pores more shallow than PS with Mw = 4800. Thus it could be concluded that both the size of the pore and its depth are influenced strongly by the polystyrene molecular weight (see Fig. 4 A-D). Average distance between pores and specific porosity (defined as total pores area per unit area) increased with molecular weight for both polymer concentrations (see Fig. 4 B-C). The one exception is again PS with Mw = 42 500. We want to emphasize, that the sizes of pore and distance between pores are independent parameters. Now let us compare our results with findings reported recently by Matsuyama and Xu (9, 12). External similarity of the patterns obtained by our groups under low humidity and intensive removing of the solvent and water-assisted patterns produced by Matsuyama and Xu could be understood if we will assume that the physical mechanism of the patterning is the same. 12 Average distance between pores (m) 7 Average pore size(m) 6 10 5 8 4 6 3 4 2 2 1 0 1000 0 10000 100000 1000000 10000000 1000 10000 100000 Mw 1000000 10000000 Mw A B 3.0 0.5 2.5 Pore depth( m) Specific porosity 0.4 0.3 0.2 2.0 1.5 1.0 0.5 0.1 0.0 1000 0.0 1000 10000 100000 1000000 10000000 Mw 10000 100000 1000000 10000000 Mw D C ▲ solution concentration 5% ○ solution concentration 2.5% Fig. 4. Average parameters of pattern makeup as a function of polymer molecular weight. We suggest that in both cases the well-known phenomenon of surface boiling is responsible on the patterns formation (21). Let us consider the interface: polymer solution/air. When honeycomb patterns are obtained under high humidity: P0 = Psol + Pwater, where P0 is the atmospheric pressure, Psol is the partial pressure of the solvent vapor, and Pwater is the partial pressure of the water vapor. It is clear that high humidity decreases Psol and the optimal conditions necessary for the surface boiling are created (21). In our case the intensive removing of the solvent promotes the surface boiling. In the PS patterns investigated by Matsuyama, and PSU patterns studied by Xu pore size increased with the increase of polymer weight, however pore depth in the patterns reported by Matsuyama decreased with the increase of polymer As to the pore depth dependence on the molecular weight, we obtained an inverse relationship. Furthermore, the dependence of the average pore on the molecular weight, revealed by our group is much more steeper than a relationship reported by Matsuyama. We relate these discrepancies to the peculiarities of the pattern formation in both processes. The profound understanding of the patterning calls for the non-equilibrium thermodynamic calculations, considering nucleation of the polymer under evaporation of the solvent (22). However, we want to supply some preliminary considerations explaining the dependence of the pore depth on the molecular weight in the patterns obtained by dipcoating: Landau has shown that when the substrate is dip-coated, the thickness of the liquid layer d which adheres to the substrate depends on the viscosity of the liquid η: d~η2/3. Viscosity of the polymer solution increases with the molecular weight, hence, higher molecular weight solutions promote the formation of thicker films (20). Thus solvent vapor bubbles evolve in the thicker layer for a greater molecular weight polymer solution. This explanation coincides well with AFM pattern relief study, as illustrated with Fig. 4 D. CONCLUSIONS Patterning in evaporated polystyrene solutions was studied for a broad range of polymer molecular weights. AFM study of obtained honeycomb patterns is reported first. Bi-modal pore size distribution is inherent for low molecular weights, whereas more homogenous pore size distribution was observed for larger molecular weights. Variation of polymer molecular weight allows effective control of the patterns makeup. Pore size and depth, distance between pores and specific porosity increased with the increase of the polymer molecular weight. ACKNOWLEDGEMENTS The work has been supported by the Israel Ministry of Absorption. The authors are grateful to Professor M. Zinigrad for his continuous support of our research activity. Oleg Gendelman is grateful to the Taub and Shalom Foundations for financial support. We thank Mrs. N. Litvak and Mr. Al. Shulzinger for SEM imaging of the samples. REFERENCES 1. M. Srinivasarao, D. Collings, A. Philips, S. Patel, Science 292 (2001) 79. 2. H. Yabu, M. Tanaka, K. Ijiro, M. Shimomura, Langmuir 19 (15) (2003) 6297. 3. O. Karthaus, N. Maruyama, X. Cieren, M. Shimomura, H. Hasegawa, T. Hashimoto, Langmuir 25 (16) (2000) 6071. 4. S. A. Jenekhe, X.L. Chen, Science, 283 (1999) 372. 5. D. Grosso, F. Cagnol, G. J. de A. A. Soler Illia, E. L. Crepaldi, H. Amenitsch, A. Brunet-Bruneau, A. Bourgeois, C. Sanchez, Adv. Funct. Mater. 14 (4) (2004) 309. 6. O. Pitois, B. Francois, European Physical Journal B 8 (1999) 225. 7. O. Pitois, B. Francois, Colloid & Polymer Science 277 (1999) 574. 8. R. L. Luo, T. H. Young, Y. M. Sun, Polymer 44 (1) (2003) 157. 9. H. Matsuyama, K. Ohga, T. Maki, M. Teramoto, Journal of Chemical Engineering of Japan 37 (50) (2004). 10. X. Gu, D. Raghavan, J. F. Douglas, A. Karim, Journal of Polymer Science B 40 (2002) 2825. 11. X. Yu, C. Pan, Macromol. Rapid. Commun. 26 (2005) 172. 12. Y. Xu, B. Zhu, Yo. Xu, Polymer 46 (2005) 713. 13. A. C. Edrington, A. M. Urbas, P. DeRege, C. X. Chen, T. M. Swager, N. Hadjicristidis, M. Xenidou, L. J. Fetters, J. D. Joannopoulus, Y. Fink, E. L Thomas, Advanced Materials 13 (2001) 421. 14. T. Nishikava, J. Nishida, R. Ookura, S. I. Nishimira, S. Wada, T. Karino, M. Shimomura, Materials Science and Engineering C 10 (1999) 141. 15. P. Jiang, J. F. Bertone, V. L. Colvin, Science 291 (2001) 453. 16. A. V. Blaaderen, R. Ruel, P. Wiltzius, Nature 385 (1997) 321. 17. E. Bormashenko, R. Pogreb, O. Stanevsky, Y. Biton, Y. Bormashenko, Journal of Material Science 39 (2004) 6639. 18. E. Bormashenko, R. Pogreb, O. Stanevsky, Y. Bormashenko, V.-Z. Gaisin, R. Cohen, O. Gendelman, Macromolecular Materials and Engineering 290 (2005) 114. 19. E. Bormashenko, R. Pogreb, O. Stanevsky, Y. Bormashenko, T. Stein, M. Nunberg, V.-Z. Gaisin, M. Gorelik, R. Cohen, O. Gendelman, accepted for publications by Materials Letters. 20. L. Landau, Acta phys-chim. USSR 17 (1942) 42. 21. R. W. Pohl, Mechanic, Akustik and Wärmelehre, Springer, Berlin, Göttingen, 1964. 22. E. Rabani, D. R. Reichman, Ph. L. Geissler, L. E. Brus, Nature 426 (2003) 271.