Single Effect Evaporator Lab Report | Chemical Engineering
advertisement

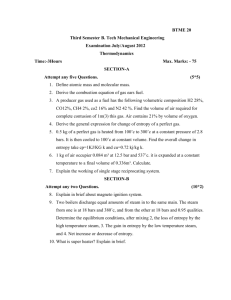
Single Effect Evaporator ChE 3787L Unit Operations Lab I Dr. Sundar Vaidyaraman 9/25/2003 Group 3 Team Leader: Ashley King Team Members: Ricardo Cruz, Tony Koulianos, Courtney Morrison Abstract A single effect evaporator was utilized using water as feed and condensed water and liquid water as product. The evaporator was run with and without a vacuum at different steam pressures to determine the effects on the outlet liquid and vapor. The outlet vapor and liquid varied linearly with the steam pressure. Running the evaporator under a vacuum proved to be more efficient with respect to steam usage for evaporation. Table of Contents Page I. Introduction 3 II. Theory 3 III. Industrial Applications 5 IV. Apparatus and Procedures V. Results 9 VI. Discussion 14 VII. Conclusions and Recommendations 15 VIII. References 16 IX. Appendices 6-7 A. Signed Data Sheet 17-18 B. Calibration 19 C. Sample Calculations 20 2 I. Introduction The objective of the experiment was to utilize a single effect evaporator to study the effect of steam pressure on the system both under atmospheric and vacuum conditions. Under atmospheric pressure experiments were conducted with the steam pressure at 2.5, 5, and 10 psig. For each steam pressure the volumetric flow rates of the outlet steam, dilute liquid, and condensed water were measured. Under vacuum conditions, steam pressure was held constant at 4psig and effect pressure at 3inHg. The volumetric flow rates of the outlet steam, dilute liquid and condensed water were measured for two different inlet flow rates, 6 and 4gal/min inlet feed. By observing and operating the single effect evaporator it was important to understand the fundamentals of liquid-liquid separations. Also observed was how the fundamental elements of pressure and vacuum affects on heat transfer, capacity and economy. II. Theory The purpose of the evaporation process is the formation of a more concentrated solution or product form a dilute feed. To obtain the concentrated product, the feed is boiled to evaporate off water. The vapor and liquid located in the boiler are in equilibrium therefore sharing equal outlet temperatures which is the boiler temperature. The vapor then proceeds to the first effect to be condensed by cooling water and normally considered a waste product or possibly purification worthy. The concentrated product from the first effect is the final product or in large capacity operations is sent to multiple effects. During the case study the volumetric flow rates of the outlet steam, condensed vapor, and product liquid were recorded. The effect pressure and temperature, and the inlet steam pressure were known. The inlet feed temperature was assumed to be room temperature (298.15K). The above data was used to calculate the systems heat loss and overall heat transfer. An overall energy balance for the system is shown in equation (1). FHf + Sls = LHL + VHV (1) Where, F = Feed flow rate (kg/min) Hf = Enthalpy of the feed (kJ/kg) 3 S = Steam flow rate (kg/min) L = Liquid product flow rate (kg/min) HL = Enthalpy of the liquid product (kJ/kg) V = Vapor flow rate (kg/min) HV = Enthalpy of the vapor (kJ/kg) It is then desired to calculate the theoretical output steam flow rate by rearranging equation (1) to give equation (2). Scalc = (1/ls) (FCp (TB – Tf) + VHV) (2) Where, ls = Latent heat of the steam (kJ/kg) Cp = Heat capacity of the feed (kJ/kg K) TB = Temperature of the boiler (K) Tf = Temperature of the feed (K) The outlet steam flow rate found above is used to theoretically find the overall heat transferred of the system as seen in equation (3). Q = Scalc*ls (3) The amount of heat transferred from the system is then used in equations (4) and (5) to solve for the heat transfer coefficient. Q = U A (TS – TB) (4) U = Q/A (TS – TB) (5) Where, A = Area of the boiler (m2) The theoretical equations behind single effect can be viewed in more detail in section IX. Under vacuum conditions, the vapor will boil off at a lower temperature; hence, less amount of steam is needed to obtain the desired product. Under vacuum conditions the same equations and theoretical principals at atmospheric pressure apply. However it is expected that the vapor enthalpy will change. For industrial processes the steam pressure calculations are based on the desired final product concentration. The higher the steam pressure leads to a higher product concentration. In this case study, a single effect evaporator was observed. The use of single effect evaporators are cost efficient only when the required capacity of operation is small2. 4 III. Industrial Applications Evaporators are an important unit operation and find application in many different industries. Evaporators find use in such applications as caustic soda processing in the chemical industry, ammonium nitrate in the fertilizer industry, Bright dip acid (phosphoric) in steel mills, as well as applications in the aluminum industry, paper mills, distilleries, and others4. The different kinds of evaporators are as varied as their applications. Forced-circulation evaporators are used for processes where crystals are formed. Long tube vertical evaporators are used in concentrating liquids that have no solids present4. Short tube vertical evaporators are natural circulation evaporators and are good for non-crystallizing, clear and non-corrosive liquors1. Pure Malt Products Ltd, which produce a wide range of malt extracts that find many applications in the food and beverage industries, use single- and multiple-effect evaporators3. In their Haddington factory near Edinburgh, they installed a single-effect falling film tubular evaporator with mechanical vapor recompression. Mechanical vapor recompression is an energy saving operation. In a steam-heated evaporator, all or part of the evaporated vapor is discharged to a condenser, and the heat content is lost to the system. In mechanical vapor recompression, the vapor is compressed to a suitable pressure. It can then be condensed in the evaporator acting as the heating medium. The steam supply is replaced by the mechanical energy input to the compressor, and the energy input is largely reduced. This evaporator uses three falling film stages in one body. The operation is under vacuum. The feed is heated by a plate heat exchanger. It then passes to the vapor-liquid separator. From the separator it joins the circulating product flow in the first stage of the evaporator. It is circulated through three falling film stages3. Evaporators find many applications in industry and are configured in many different ways (single effect and multiple-effect). The main concern becomes energy usage and making its use more efficient. Through the application of such things as mechanical vapor recompression, evaporators are becoming more and more efficient. 5 Reserved for apparatus See Apparatus.jpg IV. Apparatus and Procedure 6 Procedure: Following the calibration steps mentioned in the appendix, the system was allowed to reach a steady state under an undetermined steam flow rate. To implement the trials run under atmospheric pressure, the effect pressure, PI 3, was maintained at 0 gauge pressure. The inlet feed flow, FCV 1, was set to a constant flow of 4gph and the cooling water to the condenser, FCV2, was set to a constant 6gpm. The inlet steam, V11, pressure, PCV 1, was then set to 10psig to commence the first experiment. The system was then allowed 30 minutes to reach a steady state. When sufficient amounts of liquid and condensed vapor were exiting the system, the flow rates of the streams could be measured. To measure the liquid in the product receiver, V 8 was opened and the liquid was allowed to flow into a graduated cylinder for 5 minutes and then measured in mL. To measure the condensed vapor in the distillate receiver, V 26 was closed for 5 minutes. The distillate receiver was then isolated from the system by closing V 27. To collect the condensed vapor, V 26 was opened and the condensed vapor was allowed to flow into the graduated cylinder and measured in mL. After the condensed vapor was collected V 27 was opened to introduce the distillate receiver back to the system. To measure the steam, V 18 was opened for 5 minutes and the condensate was allowed to flow into a small container. The condensate was then transferred to the graduated cylinder to be measured in mL. The above procedure was repeated for steam flow rates of 5 and 2.5psig After the atmospheric pressure experiments, it was desired to run the evaporator under a vacuum. The system was set up in the same manner as stated above, however the vacuum pump was turned on. The system was initially opened to the atmosphere with no vacuum effect. The inlet feed rate, FCV 1, was initially set to 6gph. The cooling water, FCV 2, was set to a constant 6gpm. The inlet steam, PCV 1, was then set to a constant 4psig. In order to create a vacuum on the system, the product receiver, V6, was closed from the atmosphere by the use of valves V 8 and V 10. Next the distillate receiver was closed to the atmosphere by the use of valves V 25 and V 26. The entire system was then placed under a vacuum of 3inHg gauge by slowly manipulating valve V 23. The system was then allowed to reach steady state for 30 minutes. After a sufficient amount of distillate and liquid product were noticed, recordings were taken under a time period of 5 minutes. To collect the liquid product, the product receiver was isolated from the system 7 by closing valve V 6. The product receiver was then isolated from the vacuum by closing valve V 9. The receiver was then opened to the atmosphere by valve V 10 and the liquid product was allowed to flow into a graduated cylinder by opening V8 and subsequently measured in mL. The product receiver was reintroduced to the vacuum by the order of closing valves V 8, V10 and opening valves V 9, V6. The distillate was measured in the same manner by the order of closing V 27, V24 and opening V 25, V26. The distillate was then collected and measured in a graduated cylinder. To reintroduce the distillate receiver to the vacuum by the order of closing V 26, V 25 and opening V24, V 27. To collect the outlet steam, V 18 was opened and collected in a small container then transferred to the graduated cylinder to be measured in mL. Following the recordings taken at an inlet feed flow rate of 6gph, the flow rate was decreased to 4gph to start the next set of identical experiments. To conclude the experiment, the system was shut down by slowly introducing the entire system to the atmosphere by opening V 23. The product receiver and distillate receiver were also opened to the atmosphere by opening valves V 10, V 8 and V 25, V26. The pump was then turned off. Steam flow was discontinued by closing V11. Valve 15 was subsequently closed removing all remaining steam from the effect. The cooling water and inlet feed water continued to flow for 10 minutes to allow the system to cool down. The inlet feed and cooling water were discontinued by closing FCV 1 and FCV 2. The above shut down procedure allowed for the equipment to be left safely. 8 V. Results The following shows in detail the raw data and calculated data obtained during the experiment. The data presented in this will be discussed in the following section. Sample calculations are shown in the sample calculations section. Table 1 Shows in detail the raw data obtained during the experiments run under atmospheric pressure. The recorded data for the inlet, outlet and overall system are shown. Table 1: Raw data for atmospheric effect pressure experiments Inlet Trial 1 2 3 Inlet Steam Pressure (psig) 10 5 2.5 Inlet Water Flow (gal/h) 4 4 4 Outlet Steam Volume (ml) 550 355 61 Outlet Liquid Volume (ml) 622 930 1059 Trials timed for(min) 5 Effect Pressure gauge 0 Cooling Water Flow (gal/min) Cooling Water T (Deg F) 6 6 6 70 70 70 Outlet Trial 1 2 3 Condensed Vapor Volume (ml) 705 338 130 Overall Data Boiler T (Deg F) 205 9 Table 2 summarizes the raw data obtained during the experiments run under a vacuum. The recorded data for the inlet, outlet and overall system are shown. Table 2: Raw data for vacuum experiments Inlet Trial 1 2 Inlet Steam Pressure (psig) 4 4 Inlet Water Flow (gal/h) 6 4 Outlet Steam Volume (ml) 385 344 Outlet Liquid Volume (ml) 1646 1060 Cooling Water T (Deg F) 70 Trials timed for (min) 5 Cooling Water Flow (gal/min) 6 6 Outlet Trial 1 2 Condensed Vapor Volume (ml) 388 300 Overall Data Effect Pressure gauge (inHg) 3 Boiler T (Deg F) 200 10 Table 3 Shows in detail the calculated data obtained during the experiments run under atmospheric effect pressure. Table 3: Calculated data for atmospheric effect pressure experiments Inlet Trial 1 2 3 Inlet Steam Temperature TS (K) 388.35 381.55 377.65 Feed Water Flow FCalc (kg/min) 0.2654 0.2536 0.2378 Outlet Steam Outlet Liquid Volume Volume Sact (kg/min) L (kg/min) Condensed Vapor Volume V (kg/min) Latent Heat l S(kJ/kg) 0.141 0.0676 0.026 2215.5 2234.2 2244.8 Inlet Steam Pressure (kPa) 170.272993 135.799193 118.562293 Tfeed (K) 298.15 298.15 298.15 Outlet Trial 1 2 3 0.11 0.071 0.0122 0.1244 0.186 0.2118 Calculated Outlet Trial 1 2 3 Outlet Steam Volume SCalc (kg/min) Heat Loss (kJ/min) 0.180 0.103 0.059 N/A N/A N/A 110.701 64.043 36.483 38.05 34.19 28.53 Area A(m2) Cp (kJ/kg K) HL (kJ/kg) Hv (kJ/kg) Hf (kJ/kg) 0.152 4.18 0 2266.92 297.24 Heat transferred (W) Overall Heat Transfer Q Coefficient U (kJ/min m2 K) Overall Data Trial 1 2 3 Capacity (kg V / min) 0.141 0.0676 0.026 Steam Economy (kg V / kg S) 0.784 0.655 0.444 TB (K) 369.26 Consumption (kg/min) 0.180 0.103 0.059 11 Figure 2 describes the relationship between inlet steam pressure and the outlet liquid, vapor, and steam mass flow rates at atmospheric effect pressure. Mass Flow Rate (kg/min) Steam pressure vs Outlet Recordings Atmospheric Pressure 12 10 8 Pressure vs Liquid Out 6 Pressure vs Vapor Out 4 Pressure vs Steam out 2 0 0 0.05 0.1 0.15 0.2 0.25 Steam pressure (psig) Figure 2 Figure 3 illustrates the relationship between the inlet steam pressure and system heat transfer and heat transfer coefficient. heat transfer (W) Heat transfer coefficent (W/m2 K) Heat Transfer and Heat Transfer Coefficent vs. Steam pressure 120.000 100.000 80.000 Q (W) 60.000 U (W/m^2 K) 40.000 20.000 0.000 0 5 10 15 Pressure (psig) Figure 3 12 Table 4 Shows in detail the calculated data obtained during the experiments run under a vacuum. Table 4: Calculated data for vacuum experiments Inlet Inlet Steam Pressure (kPa) 128.904433 128.904433 Inlet Steam Temperature TS (K) 380.05 380.05 Outlet Steam Volume Sact (kg/min) Outlet Liquid Condensed Volume Vapor Volume L (kg/min) V (kg/min) Trial 1 2 Feed Water Flow FCalc (kg/min) 0.3968 0.272 Tfeed (K) 298.15 298.15 Outlet Trial 1 2 0.077 0.0688 0.3292 0.212 0.0676 0.06 Outlet Steam Volume SCalc (kg/min) Heat Loss (kJ/min) Heat transferred Q (W) 0.121 0.097 N/A N/A 75.452 60.348 Area A(m2) 0.152 Cp (kJ/kg K) 4.18 HL (kJ/kg) Latent Heat l S(kJ/kg) 2237.6 2237.6 Calculated Outlet Trial 1 2 Overall Heat Transfer Coefficient U 2 (W/m K) 45.885 36.700 Overall Data Trial 1 2 Capacity (kg V / min) 0.0676 0.06 Steam Economy (kg V / kg S) 0.557 0.618 0 Hv (kJ/kg) 2273.4 Hf (kJ/kg) 297.24 TB (K) 369.26 Consumption (kg/min) 0.121391935 0.097092074 13 VI. Discussion Heat Loss: Table 5 shows the percent error calculations on the outlet steam flows under atmospheric conditions. In theory, it is expected that the calculated steam flow rates should be smaller than the experimental flow rates. For this particular case study, the experimental steam flow rates were lower than the calculated steam flow rates. As the steam was being collected form the trap, it was noticed that the steam was evaporating off. It was also noted that some of the steam that was condensed was not fully exiting the pipe. Due to steam evaporating during the collection process, the transfer of the steam, and losses in the exiting pipe the experimentally recorded flow rates for the outlet steam were lower than the calculated steam flow rates. Since the actual steam flow rates were lower, heat losses could not be calculated. Table 5: % error calculations on steam flow rates for atmospheric conditions Sact (kg/min) 0.11 0.071 0.058 Scalc (kg/min) 0.181 0.104 0.068 %Error 39.2 31.7 14.7 Heat Transfer Coefficient: The experiment run at 2.5psig and atmospheric effect pressure show deviations in heat transfer coefficients. The experiment was run twice due to inadequate data collected during the first trial. The liquid product collected was significantly lower then theoretically expected. By examining Figure 3, the heat transfer coefficient, U, noticeably decreased at 2.5psig steam pressure. In theory, the heat transfer coefficient should remain relatively constant for the system even under steam pressure changes2. The heat transfer coefficient is dependant upon system geometry, fluid properties, flow viscosity, and temperature differences. In experimentation, it is expected that the heat transfer coefficient will deviate slightly due to the temperature difference. By observing the inconsistencies in the data described by Table 3 and Figure 3 it could be concluded that running the system at a steam pressure of 2.5psig leads to inaccurate results. 14 Economy: The economy of a single effect evaporator, in theory, should be less than 1. Under atmospheric conditions, as seen in Table 3, the steam economy is greater than 1. This could be due to the system only evaporating water and not producing an actual condensate product. Using the calculated steam flow rates, the appropriate values for steam economy would be achieved. This again shows a large error in experimental steam collection. However under vacuum conditions the steam economy was less than 1. During experimentation, it was found that the evaporator could not function properly at effect pressure higher then 3inHg. Effect pressures higher then 3inHg would result in total vaporization of product. Under general conditions, multiple effects, the vacuum would be used with a lower steam temperature and pressure. VII. Conclusions and Recommendations The physical process of running and maintaining a single effect evaporator under atmospheric and vacuum conditions was established. A single effect evaporator was run at three different pressures with the outlet liquid product, condensed vapor, and steam volumetric flow rates being recorded. This allowed for a realistic observation of the effects of steam pressure on the evaporation process. The theory behind heat transfer was applied to real situations to compare expected values with actual results. The inlet steam had more effect on the process than any other element. It was discovered that the system should be ran at steam pressures above 3psig to maintain a level of accuracy in the results. Running the evaporator under a vacuum allowed for the observation of boiler temperature and inlet feed flow rate effects on the system. By successfully running the evaporator under a vacuum, it can be deducted that the system can be run as a multiple effect evaporator (i.e. lower steam pressure fed to the second effect). 15 VIII. References 1.Confederation of Indian Industry. Energy Bulletin on Evaporators. Alwarpet, Chennai. <http://www.greenbusinesscentre.com/documents/Evaporator.pdf>. Pages 1-3. 2.Geankoplis, Christie J. Transport Processed and Unit Operations. Third Edition. Prentice hall. Englewood Cliffs, New Jersey. 1993. Pages 858-859 and 494-498. 3.Pure Malt Products Ltd. Food industry, Haddington. United Kingdom – Mechanical Vapor recompression <http://www.heatpumpcentre.org/cases/ind_07.htm>. Pages 1-3. 4.Swenson Technology, Inc. Energy Conservation Heat Exchangers / Multiple Effect. Copyright 2002 Swenson Technology, Inc <http://www.swenson-equip.com/energy.html>. Pages 1-3. 5.Times Food Processing Journal. Concentrating on concentrated milk. Copyright © Bennett Coleman & Co. Ltd. <http://www.timesb2b.com/foodprocessing/feb_mar03/tech.html>. 16 Reserved for Signed Data Sheet See Signed Data Sheet1.jpg 17 Reserved for Signed Data Sheet See Signed Data Sheet2.jpg 18 IX. Appendices B. Calibration Calibration of the system included turning on the system and setting the variables to prepare the system for steady state. The feed vessel, V1, was filled to approximately 30 gallons with tap water supplied by valve V 1. The feed was introduced to the system by opening valves FCV 1 and V 3. The feed was allowed to flow through the system to fill the pipes and boiler. Cooling water to the condenser was then turned on by valve FCV 2. Valve V 12 was closed to prevent any steam form entering the first effect. Valve V 15 was opened to the second effect to allow the steam to enter only this effect. Inlet steam was then introduced to the system by opening valve V 11. The pressure of the inlet steam was controlled by PCV 1. Valves V 8 and V26 were opened to allow the distillate and liquid product to flow into the drain till collection. The inlet feed flow, FCV 1, and inlet steam, PCV 1, was set so that an adequate amount of liquid product and condensed vapor was noticed. This step caused the flow rates of the inlet feed and inlet steam to be relatively high in order to activate the system dynamics. Once the apparatus was stable, the pressure and inlet feed flow rate could be set for the experiment. 19 IX. Appendices C. Sample Calculations The following sample calculations correspond to the trial run at 10psig. The equations used were previously derived from the text and also the handout2. Steam tables were utilized for latent heat and stream enthalpies2. The overall energy balance can be written as follows. FHf + Sls = LHL + VHV (1) Where, F = Feed flow rate (kg/min) Hf = Enthalpy of the feed (kJ/min) S = Steam flow rate (kg/min) L = Liquid product flow rate (kg/min) HL = Enthalpy of the liquid product (kJ/kg) V = Vapor flow rate (kg/min) HV = Enthalpy of the vapor (kJ/kg) The individual terms for equation (1) are illustrated by equations (2)-(4). F=L+V (2) F = .1244 kg/min + .141 kg/min -Hf = Cp (TB – Tf) (3) -Hf = 4.14 kJ/kg K (369.26K – 298.15K) ls = Hvapor – Hliquid @ saturation pressure and temperature. By rearranging equation (1) the inlet steam flow rate could be theoretically calculated. This Flow rate, in theory should be lower than the gathered steam during experimentation. Scalc = (1/ls) (FCp (TB – Tf) + VHV) (4) Where, ls = Latent heat of the steam (kJ/kg) Cp = Heat capacity of the feed (kJ/kg K) TB = Temperature of the boiler (K) Tf = Temperature of the feed (K) S = (1/2215.5kJ/kg) (.2654kg/min * 4.14 kJ/kg K (369.26K – 298.15K) + 20 .141kg/min*2266.92kJ/kg) Assuming the system is at datum2 of 373.15K, it can be stated that HL = 0. Next the Heat loss from the effect could be calculated. Since the steam gathered during atmospheric pressure and vacuum effect trials were smaller than theoretically calculated, the heat loss could not be calculated in these cases. Heat Loss = (Scalc – Sact) ls (5) The overall heat transferred in the system could then be calculated by utilizing the collected amount of the steam and its respective latent heat. Q = Scalc*ls (6) Q = .18kg/min*2215.15kJ/kg The overall heat transfer equation is as follows where area, A, is given as 0.5m2 and TS and TB were the temperatures of inlet steam and boiler respectively. Q = U A (TS – TB) (7) By using the heat transfer value obtained in equation (6) and rearranging equation (7) the overall heat transfer coefficient, U, could be calculated. U = Q/A (TS – TB) (8) U = 243.705kJ/min / 0.152m2(388.35K-369.26K) Where, A = Area of the boiler (m2) 21