RESPONSE SURFACE METHODS AND DESIGNS
Introduction
First-order model
The method of steepest ascent
Second-order model. Central composite design
Characterizing the response surface
Response surface methods ... with Minitab
1. Introduction
Response surface methodology (RSM) is a collection of mathematical and statistical
techniques that are useful for the modeling and analysis of problems in which a response of
interest is influenced by several variables and the aim is to optimize this response.
How is a particular response affected by a given set of input variables over some
specified region of interest? What values of the inputs will yield a maximum (or
minimum) for a specific response? What is the relationship response-factors like
close to this maximum (or minimum)?
For instance, suppose we wish to find the levels of two factors x1, x2 that maximize the response
variable y of a process:
y f ( x1, x2 ) (noise)
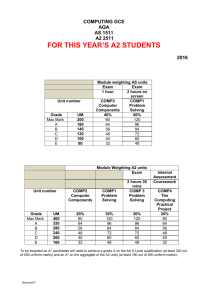
The surface represented by f ( x1, x2 ) is called a response surface, graphically represented
as a solid surface in a three-dimensional space. In the contour plot, lines of constant response
are drawn in the x1, x2 plane, which help visualize the shape of the response surface. Each
contour corresponds to a particular height of the response surface. Such a plot is helpful in
sutdying the levels of x1 and x2 that result in changes in the shape or height of the response
surface.
64
Steps in RSM
1st Step: To find a suitable approximation for the true functional relationship between y and the
set of independent variables (usually, a low-order polynomial in some region of the independent
variables: first-order model, or second-order model if ther is curvature in the system).
2nd Step: To estimate the parameters in the approximating polynomials (to find the maximum
response, for instance).
3rd Step: To do the response surface analysis in terms of the fitted surface. If the fitted surface is
an adequate approximation of the true response function, then analysis of the fitted surface will
be approximately equivalent to analysis of the actual system.
Features of RSM
-
Sequential procedure.
-
The experimental problem can be understood in geometric terms.
-
A) approximative model, B) estimation of the parameters (design), C) data analysis, D)
fitting of the model.
Often when we are at a point on the response surface that is remote from the optimum there
is little curvature in the system and the first-order model will be appropriate → to lead the
experimenter rapidly and efficiently to the general vicintiy of the optimum. Once the region of the
optimum has been found, a more elaborate model, such as the second-order model, may be
employed. An analysis may be performed to locate the optimum.
To determine the optimum operating conditions for the system or to determine a region of the
factor space in which operating specifications are satisfied. RSM guarantees convergence to a
local optimum only.
65
The model parameters can be estimated most effectively if proper experimental designs are
used to collect the data.
1st-order strategies
2nd-order strategies
2k-p designs (+ add or eliminate factors, Central composite design.
replicated experiments, etc.)
The method of least squares.
The method of least squares.
Linear model:
Quadratic model:
y 0 1 X 1 2 X 2
Contour plots.
y 0 1 X 1 2 X 2 11 X 12 22 X 2 2 12 X 1 X 2
Contour plots and canonical analysis.
The method of steepest ascent.
2. First-order model
Temperature? and Pressure? → minimal porosity index
Porosity Index F (Temperature, Pressure)
22 factorial augmented by three center points. Repeat observations at the center allow to estimate
the experimental error and to check the adequacy of the first-order model.
Temperature (ºC)
Pressure (kg/cm2)
Porosity Index
-1 (640)
-1 (950)
6.09
+1 (660)
-1 (950)
5.53
-1 (640)
+1 (1000)
6.78
+1 (660)
+1 (1000)
6.16
0 (650)
0 (975)
5.93
0 (650)
0 (975)
6.12
0 (650)
0 (975)
5.92
66
Advised working region for temperature 600-900ºC ; for pressure 700 Kg/cm2.
Writing the first-order model in matrix notation, we have:
Y = Xβ + ε
where
6.09
5.53
6.78
Y = 6.16
5.93
6.12
5.92
1 - 1 - 1
1 1 - 1
1 - 1 1
X = 1 1 1
1 0 0
1 0 0
1 0 0
0
β = 1
2
That is to say, we obtain the following model in the coded variables:
Y = β0 + β1 ·Temperature + β2· Pressure
The adequacy of the model should be investigated before exploring further with the help of linear
regression tools.
Coefficients and overall check
H0: nonsignificant coefficient versus H1: significant coefficient
All the coefficients turn to be significant.
H0: linear model is nonsignificant versus H1: linear model is significant
Overall regression is significant. No reason to question the adequacy of the first-order model.
Interaction check
H0: β12 is nonsignificant versus H1: β12 is significant
Interaction between the variables measured by the coefficient β12 of the cross-product term is
nonsignificant.
67
Curvature check
H0: there is no curvature versus H1: there is curvature
There is no indication of a pure quadratic effect → Curvature is nonsignificant.
Estimation of error
The repeat observations at the center can be used to calculate an estimate of σ 2, regardless
the model. This estimate can be compare with the estimate obtained from the 22 design by
means of a test for comparing two variances. If both estimates are significantly different → the
model is not adequate and a quadratic model or data transformation is required to approximate
the response.
3. The method of steepest ascent
The initial estimate of the optimum operating conditions for the system are frequently far from
the actual optimum. Thus, we aim at moving rapidly to the general vicinity of the optimum. When
we are remote from the optimum, we usually assume that a first-order model is an adequate
approximation to the true surface in a small region of the x’s. The method of steepest ascent is a
procedure for moving sequentially along the path in the direction of the maximum increase in the
response. If minimization is desired → the method of steepest descent.
The steps along the path are proportional to the regression coefficients (i). The actual step
size is determined by the experimenter based on process knowledge or other practical
considerations.
Experiments are conducted along the path of steepest ascent (or descent) until no further
increase in response is observed. Then a new first-order model may be fit, a new path of steepest
ascent determined, and the procedure continued. Finally, the experimenter is near the optimum.
68
This fact is usually indicated by lack of fit of a first-order model. Then additional experiments are
conducted to obtain a more precise estimate of the optimum.
From the example above we consider the first-order model:
Y = 6.076 - 0.295 T+ 0.33 P
The gradient’s direction is:
Y
= -0.295
T
Y
= 0.33
P
Since we are interested in the direction of the steepest descent:
d = [ 0.295 , -0.33 ]
To move away from the design center ( x1, x2 ) (0,0) along the path of steepest
descent, we would move 0.295 units in the x1 direction for every -0.33 units in the x2 direction.
Hence the path of steepest descent has a slope -0.33/0.295. We can choose the basic step size
to move along the path. In this case we decide to use the normalized vector:
u = [ 0.295/0.44 , -0.33/0.44 ] = [ 0.67 , -0.75 ],
where 0.44 =
0.2952 + (- 0.33 )2 .
We compute points along this path and observe the porosity index at these point until an
increase in response is noted.
1
Steps
Temperature
Pressure
Porosity Index
3u = (2.01 , -2.25)
670
920
4.53
69
2
5u = (3.35 , -3.75)
685
880
3.28
3
7u = (4.69 , -5.25)
700
845
2.91
4
9u = (6.03 , -6.85)
710
805
4.15
Decrease in response are observed through the third step. Beyond this point: an increase in
porosity index. T, P natural variables, then the coded variables are:
x1 =
T - 650
10
x2 =
P - 975
25
Therefore, another first-order model should be fit in the general vicinity of the point (700, 845).
Once again, a 22 design with three center points is used.
Temperature
Pressure
Porosity
-1 (690)
-1 (820)
2.57
+1 (710)
-1 (820)
4.08
-1 (690)
+1 (870)
3.23
+1 (710)
+1 (870)
3.86
0 (700)
0 (845)
2.90
0 (700)
0 (845)
2.67
0 (700)
0 (845)
2.91
From these new data we obtain the following first-order model:
Y = 3.174 + 0.535 T+ 0.11 P
Coefficients and overall check
1 and 2 are nonsignificant. Overall regression is nonsignificant. The first-order model is not
an adequate approximation.
Curvature check
Curvature is significant → quadratic model is adequate.
70
4. Second-order model. Central composite design
We augment the design with enough points to fit a second-order model. The second design is
called star design, and the experiments are distributed as follows:
0
1 -
0
1
1 0 -
X = 1 0
1 0
0
0
1 0
1 ... ...
Desiderable features of this design: orthogonality (minimal variance of the regression
coefficients) and rotability (equal precision of estimation in all direction). The star design is made
orthogonal and rotatable by the choice of and center points. Then,
factorial design (1st design) + star design (2nd design) = central composite design
The table below displays how to choose the values of and of center points for some central
composite design:
k
2
3
4
5
5, ½
6
6, ½
7
7, ½
nf
4
8
16
32
16
64
32
128
64
nof
3
4
4
8
6
8
8
16
8
71
ne
4
6
8
10
10
12
12
14
14
n0e
3
2
2
4
1
6
2
11
4
α
1.4142
1.6818
2
2.3784
2
2.8284
2.3784
3.3636
2.8284
k: number of factors.
nf: experiments in factorial design.
n0f: center points in factorial design.
ne: experiments in star design.
n0e: center points in star design.
In the example above:
Temperature
Pressure
Porosity Index
- 2 (685)
0 (845)
porositat
2.66
2 (715)
0 (845)
4.04
0 (700)
- 2 (810)
3.54
0 (700)
2 (880)
3.40
0 (700)
0 (845)
2.84
0 (700)
0 (845)
2.92
0 (700)
0 (845)
2.81
From these new data we can estimate a second-order model by using the method of least
squares.
Analysis of Regression: Checks and Coefficients
Since the adjusted R2 is 95.39%, the quadratic model is adequate to represent the variability
of the index of porosity as a function of pressure and temperature. However, the coefficient 2
(pressure) is nonsignificant → we can eliminate it from the model. Then the resulting model is:
Y = 2.84 + 0.51 T – 0.22 TP + 0.26 T2 + 0.32 P2
Blocking
It is often necessary to consider blocking to eliminate nuisance variables. This may occur
when a second-order design is assembled sequentially from a first-order design. Considerable
72
time may elapse between the running of the first-order design and the running of the secondorder design. During this time test conditions may change → blocking.
The stationary point, if it exists, is the solution of:
5. Characterizing the response surface
How to use this fitted model to find the optimum set of operating conditions for the x’s and to
characterize the nature of the response surface? Once we have found the stationary point →
Maxima, minima, saddle points and ridges???
The stationary point, if it exists, is the solution to
Y
Y
... 0 and could represent a
x1 x2
point of maximum response, a point of minimum response, or a saddle point.
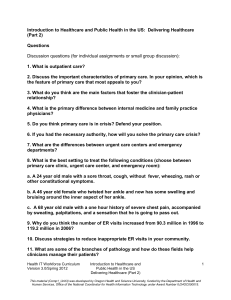
5.1. Contour plots
The most straightforward way to characterize the natuer of the response surface is to
examine a contour plot of the fitted model. If there are only two or three process variables, the
construction and interpretation of this contour plot is relatively easy. For instance, when we deal
with two factors, these represent the coordinate axes. From the evaluation of the quadratic
model, we get a range of values corresponding to the response variable.
73
3D Plot of fitted response along with its contour plot
74
In the example above:
Minimal porosity when temperature 690ºC and pressure 835 Kg/cm2.
y
= 0.51 + 0.52 x1 - 0.22 x2 = 0
x1
y
= 0.64 x2 - 0.22 x1 = 0
x2
Hence, x1 = -1.15, x2 = -0.39. The coordinates of this point and the estimate of the porosity in the
natural variables:
Pc (688.5 ºC, 835.25 Kg/cm2)
YPc = 2.55
However, even when there are relatively few variables → canonical analysis, a more formal
analysis.
5.2. Canonical analysis
Surfaces can be classed according to their canonical form. To obtain the canonical form of a
certain surface, it is helpful first to transform the model into a new coordinate system with the
origin at the stationary point and then to rotate the axes of this system until they are parallel to the
principal axes of the fitted response surface. If we write the second-order model in matrix
notation, we have
75
Y 0 X t X t BX
where
β0 = (β0)
1
2
β = 3
k
x1
x2
x3
X=
x
k
11 12
2
12 22
B= 2
1k 2k
2
2
1k
2
2k
2
kk
The previous transformation results in the canonical form of the model
2
2
2
y = y0 + λ1 ~
x 1 + λ2 ~
x 2 + ... + λk ~
xk
where y0 is the value of the ordinate at the stationary point x0, λi the eigenvalues of the matrix B,
and ~
x i2 are the transformed independent variables. The variables xi are related to the canonical
variables ~
x i by
~
x i = Mt (xi - xi0)
The columns of M are the normalized eigenvectors associated with the λi ‘s.
We focus again on the example about the minimal porosity, for which the stationary point is
(-1.15,-0.39):
β0 = (2.84)
x1
X=
x 2
0.51
β=
0
0.26 - 0.11
B=
- 0.11 0.32
The eigenvalues of the matrix B are λ1=0.4 and λ2=0.18. The normalized eigenvectors associated
with λ1=0.4 and with λ2=0.18 are (-0.61,0.79) and (0.79,0.61), respectively. Hence:
- 0.61 0.79
M=
0.79 0.61
The canonical form of the fitted model is:
76
2
2
y = 2.55 + 0.4 ~
x 1 + 0.18 ~
x2
The relationship between the coded variables, xi, and the canonical variables, ~
x i is:
~
x 1 = -0.61 (x1 + 1.15) + 0.79 (x2 + 0.39) = -0.61 x1 + 0.79 x2 - 0.39
~
x 2 = 0.79 (x1 + 1.15) + 0.61 (x2 + 0.39) = 0.79 x1 + 0.61x2 - 1.15
The nature of the response surface can be determined from the stationary point and the sign
and magnitude of the eigenvalues of the matrix B. Suppose that we are working with two factors.
If the stationary point is within the region of exploration for fitting the second-order model:
1) If λ1 and λ2 are both negative, x0 is a single point of minimum response. If λ1 and λ2 are both
positive, x0 is a single point of maximum response.
2) If λ1 and λ2 have different signs, x0 is a saddle point.
77
3) If λ2=0 (or λ1=0) the surface presents a stationary ridge (not a single point maximum or
minimum, but a line of maxima or minima).
If the stationary point is far outside tye region of exploration for fitting the second-order model
and one or more eigenvalues are near zero, another canonical form may be helpful:
4) If λ2=0 (or λ1=0) and there is a linear term in ~
x 1 ( or in ~
x 2 ) the surface presents a rising (or
falling) ridge.
We illustrate this discussion using again the example about the minimal porosity.
-
Both eigenvalues are positive → the stationary point is a minimum and its coordinates
(688.5 ºC, 835.1 kg/cm2).
-
If we were interested in predicting the response values for certain levels of the factors, in
the vicinity of the stationary point, we should convert the xi (coded variables) into the
natural variables through the relationship:
x1 =
T - 700
10
x2 =
P - 845
25
78
Therefore, the equation of the model, using the natural variables, is:
Y = 1087.6 - 2.85 T - 0.25 P + 0.0026 T2 + 0.00051 P2 - 0.00088 T·P
Local approximation: the further from the stationary point we move, the less precise the
predicted response is.
- Porosity changes more rapid in the ~
x 1 direction ( ~
x 2 = 0) than in the ~
x 2 direction ( ~
x1
= 0), because λ1 = 0.4 is larger than λ2 = 0.18. The direction of smallest change in
porosity:
~
x 1 = 0 = -0.61 x1 + 0.79 x2 - 0.39
and that of greatest change:
~
x 2 = 0 = 0.79 x1 + 0.61 x2 + 1.15
- For a given porosity index, there is a range of combinations of temperatures and pressures,
which allows to work with smaller porosity. We just have to find a suitable contour for this
particular value and choose any combination within the region determined by the contour.
79
6. Response surface methods... with Minitab
1) Create response surface design
80
» Options → randomize runs
81
Central Composite Design
Factors:
Base runs:
Base blocks:
4
30
2
Replicates:
Total runs:
Total blocks:
1
30
2
Two-level factorial: Full factorial
Cube points:
Center points in cube:
Axial points:
Center points in axial:
16
4
8
2
Alpha: 2
82
2) Analyze response surface design
83
1st Trial
» Include blocks in the model
Response Surface Regression: Prod versus Block; T; Comp1; Comp2; rpm
The analysis was done using coded units.
Estimated Regression Coefficients for Prod
Term
Constant
Block
T
Comp1
Comp2
rpm
T*T
Comp1*Comp1
Comp2*Comp2
rpm*rpm
T*Comp1
T*Comp2
T*rpm
Comp1*Comp2
Comp1*rpm
Comp2*rpm
Coef
9,55825
0,03525
0,04333
0,73000
0,47667
0,02417
-1,52500
0,21375
0,10875
0,17875
-0,10750
0,10750
-0,18375
0,23625
0,18500
-0,05500
SE Coef
0,3673
0,1721
0,1814
0,1814
0,1814
0,1814
0,1697
0,1697
0,1697
0,1697
0,2221
0,2221
0,2221
0,2221
0,2221
0,2221
S = 0,8886
R-Sq = 89,5%
T
26,025
0,205
0,239
4,025
2,628
0,133
-8,988
1,260
0,641
1,054
-0,484
0,484
-0,827
1,063
0,833
-0,248
P
0,000
0,841
0,815
0,001
0,020
0,896
0,000
0,228
0,532
0,310
0,636
0,636
0,422
0,306
0,419
0,808
R-Sq(adj) = 78,3%
84
Analysis of Variance for Prod
Source
Blocks
Regression
Linear
Square
Interaction
Residual Error
Lack-of-Fit
Pure Error
Total
DF
1
14
4
4
6
14
10
4
29
Seq SS
0,033
94,630
18,302
73,929
2,399
11,054
10,596
0,459
105,717
Adj SS
0,0331
94,6299
18,3017
73,9291
2,3991
11,0544
10,5959
0,4585
Adj MS
0,0331
6,7593
4,5754
18,4823
0,3998
0,7896
1,0596
0,1146
F
0,04
8,56
5,79
23,41
0,51
P
0,841
0,000
0,006
0,000
0,794
9,24
0,023
Unusual Observations for Prod
Obs
10
27
StdOrder
10
27
Prod
8,970
11,260
Fit
7,353
10,190
SE Fit
0,688
0,716
Residual
1,617
1,070
St Resid
2,88 R
2,04 R
R denotes an observation with a large standardized residual.
Estimated Regression Coefficients for Prod using data in uncoded units
Term
Constant
Block
T
Comp1
Comp2
rpm
T*T
Comp1*Comp1
Comp2*Comp2
rpm*rpm
T*Comp1
T*Comp2
T*rpm
Comp1*Comp2
Comp1*rpm
Comp2*rpm
Coef
-223,7936
0,0352
2,5617
-0,1345
-1,2590
0,0009
-0,0068
0,0021
0,0272
0,0000
-0,0007
0,0036
-0,0000
0,0118
0,0000
-0,0001
» No significant interaction → interaction terms OUT
» No significant blocking effect → Include blocks in the model
85
2nd Trial
Response Surface Regression: Prod versus T; Comp1; Comp2; rpm
The analysis was done using coded units.
Estimated Regression Coefficients for Prod
Term
Constant
T
Comp1
Comp2
rpm
T*T
Comp1*Comp1
Comp2*Comp2
rpm*rpm
Coef
9,57000
0,04333
0,73000
0,47667
0,02417
-1,52500
0,21375
0,10875
0,17875
SE Coef
0,3272
0,1636
0,1636
0,1636
0,1636
0,1530
0,1530
0,1530
0,1530
S = 0,8014
R-Sq = 87,2%
T
29,251
0,265
4,463
2,914
0,148
-9,966
1,397
0,711
1,168
P
0,000
0,794
0,000
0,008
0,884
0,000
0,177
0,485
0,256
R-Sq(adj) = 82,4%
» Neither rpm nor rpm*rpm are significant → OUT
86
3rd Trial
Response Surface Regression: Prod versus T; Comp1; Comp2
The analysis was done using coded units.
Estimated Regression Coefficients for Prod
Term
Coef
SE Coef
T
P
Constant
9,77429
0,2728
35,831
0,000
T
0,04333
0,1614
0,269
0,791
Comp1
0,73000
0,1614
4,523
0,000
Comp2
0,47667
0,1614
2,954
0,007
-1,55054
0,1494
-10,377
0,000
Comp1*Comp1
0,18821
0,1494
1,260
0,220
Comp2*Comp2
0,08321
0,1494
0,557
0,583
T*T
S = 0,7906
R-Sq = 86,4%
R-Sq(adj) = 82,9%
» Neither Comp1*Comp1 nor Comp2*Comp2 are significant → OUT
87
4th Trial
Response Surface Regression: Prod versus T; Comp1; Comp2
The analysis was done using coded units.
Estimated Regression Coefficients for Prod
Term
Coef
SE Coef
T
P
10,0156
0,1854
54,017
0,000
T
0,0433
0,1606
0,270
0,789
Comp1
0,7300
0,1606
4,546
0,000
Comp2
0,4767
0,1606
2,969
0,007
-1,5807
0,1466
-10,784
0,000
Constant
T*T
S = 0,7866
R-Sq = 85,4%
R-Sq(adj) = 83,0%
» Model in coded units (T included, though no significant, because T2 is significant):
Prod 10,016 0,043T 0,73Comp1 0,477Comp2 1,581T 2
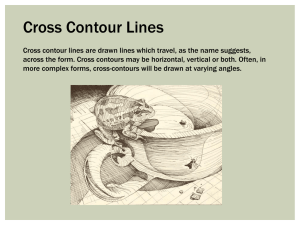
3) Contour and surface plots
88
» A factor involved in the model → include it as one of the axes.
» A factor with few values → repeat plots for its different levels.
89
» T versus Comp1
Comp2 at low level
Surface Plot of Prod vs Comp1; T
Hold Values
C omp2 4
12
9
P r od
6
3
160
180
T
45
200
220
75
60
C omp1
30
Contour Plot of Prod vs Comp1; T
70
Prod
< 2
2 4
4 6
6 8
8 - 10
> 10
T = 184,378
Comp1 = 69,6586
Prod = 10,9694
60
Comp1
Hold Values
C omp2 4
50
40
30
160
170
180
190
200
210
T
90
Comp2 at middle level
Surface Plot of Prod vs Comp1; T
Hold Values
C omp2 6
12
9
P r od
6
3
160
180
T
45
200
220
75
60
C omp1
30
Contour Plot of Prod vs Comp1; T
70
Prod
< 4
4 6
6 8
8 - 10
> 10
T = 184,891
Comp1 = 69,3163
Prod = 11,4252
60
Comp1
Hold Values
C omp2 6
50
40
30
160
170
180
190
200
210
T
91
Comp2 at hight level
Surface Plot of Prod vs Comp1; T
Hold Values
C omp2 8
12
9
P r od
6
3
160
180
T
45
200
220
75
60
C omp1
30
Contour Plot of Prod vs Comp1; T
70
Prod
< 4
4 6
6 8
8 - 10
> 10
T = 185,533
Comp1 = 69,9153
Prod = 11,9456
60
Comp1
Hold Values
C omp2 8
50
40
30
160
170
180
190
200
210
T
92
References
Box, Hunter and Hunter (1978), pp. 510-539.
Montgomery (1991), pp. 521-563.
Prat et al (1994), pp. 301-332.
See also:
Grima, P., Marco, Ll., Tort-Martorell, J. (2004) Estadística Práctica con Minitab. Madrid: Pearson
Prentice Hall
NIST/SEMATECH
e-Handbook
of
Statistical
Methods
(2006)
[http://www.itl.nist.gov/div898/handbook/]
93