SURVIVAL AND GROWTH OF JUVENILE MARINE SHRIMP L
advertisement

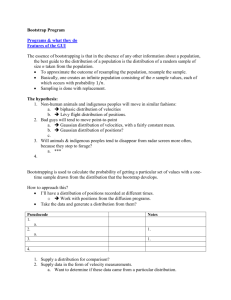
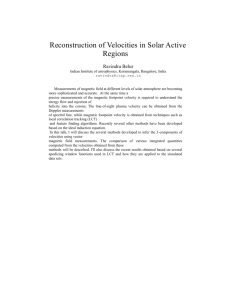
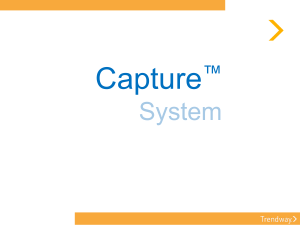
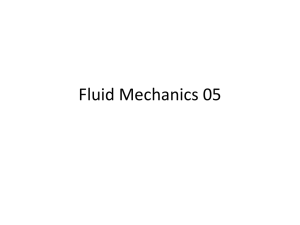
2nd International Sustainable Marine Fish Culture Conference and Workshop October 19-21, 2005 Design and Operation of a Zero-Exchange Mixed-Cell Raceway Production System James M. Ebeling1, Carla F. Welsh1, Kata L. Rishel1, Michael B. Timmons2 1 The Conservation Fund’s Freshwater Institute, 1098 Turner Rd., Shepherdstown, WV 25443, USA e-mail: j.ebeling@freshwaterinstitute.org 2 Department of Biological and Environmental Engineering, Cornell University, Ithaca, NY 14853, USA e-mail: mbt3@cornell.edu 1.0 Introduction The use of the zero-exchange systems has become a viable alternative to traditional pond methods of intensive aquaculture production. Recently, the concept of zero-exchange systems has been applied to indoor tank based production systems for marine shrimp, Penaeus vannamei. In addition, raceways have been used for years for the production of a wide range of aquaculture species, but their use has been significantly curtailed by the need for high volumes of high quality water and difficulties treating their effluent discharge. An improvement to the conventional raceway design is to convert the raceways into a series of counter-rotating mixedcells that act as hydraulically separated round tanks that have the inherent advantage of being self-cleaning. Combining these two production concepts, yields a system that is economical to construct, efficient to harvest, has excellent solids management abilities, and high potential product (or biomass) yield. Recently, a new production strategy has emerged called intensive zero exchange systems. In these systems, ammonia-nitrogen is controlled by the manipulation of the carbon/nitrogen ratio in such a way as to promote the growth of heterotrophic bacteria (Avnimelech, 1999, McIntosh, 2001). As a result, the ammonia-nitrogen is removed from the system through assimilation into microbial biomass. As a bonus, for some aquaculture species (marine shrimp and tilapia), this bacterial biomass produced in the intensive zero-exchange systems can be an important source of feed protein, reducing the cost of production and thus improving the overall economics (Moss, 2002). Raceways have been used for years for the production of salmonids and other species by federal and state agencies for stocking purposes and commercial growers. Where there are large ground water resources, raceways are the most common rearing tank design being used to grow the majority of rainbow trout produced in the USA. One significant advantage of raceways is their better utilization of floor space and easier handling and sorting of fish as compared to traditional, circular tanks. Their primary disadvantages are the large volume of water required, high turnover rates, and limited self-cleaning ability (Timmons et al. 1998). Raceways depend upon high turnover rate to maintain acceptable water quality. Water enters the raceway at one end and flows through the raceway in a plug-flow manner. As a result, the best water quality is found at the head of the raceway where the water first enters and then it is deteriorated steadily towards the raceway outlet. Because of the low velocities through the raceway (2-4 cm/s), removal efficiency of settled solids is very poor, requiring frequent cleaning and maintenance tasks (Timmons et al. 1998). This is due to the hydraulic design being based on oxygen design 2nd International Sustainable Marine Fish Culture Conference and Workshop October 19-21, 2005 requirements, rather than cleaning requirements, that result in the much lower velocities. In practical terms, raceways are incapable of producing the optimum water velocities recommended for fish health, muscle tone, and respiration (Timmons et al. 1998). Even using lower exchange rates and lower velocities, use of raceways is being severely limited due to the unavailability of large quantities of high quality water, increased concern about their environmental impacts on receiving waters, and the difficulty in treating large flows from effluent discharge. One solution to this problem is to convert raceways into a series of counter-rotating mixed-cells (Watten et al. 2000). The concept of a mixed-cell raceway was first proposed by Watten et al. (2000) to eliminate metabolite concentration gradients, increase current velocities, and improve solids scour at low water exchange rates. Watten modified a standard raceway section 14.5 m long and 2.4 m wide by creating a series of six counter-rotating cells, each 2.4 m by 2.4 m. A series of vertical pipe sections with jet ports were installed in the corners of each cell and water directed tangentially to create rotary circulation. Water was withdrawn from centrally located floor drains. Mixed-cell raceways can be managed as either partial reuse systems (Summerfelt et al. 2004) or intensive recirculation systems, allowing for substantial increase in production (Timmons, et al., 2002). 2.0 Design Concept The mixed-cell raceway acts as a series of hydraulically separated round tanks. The basic design concept of the mixed-cell raceway (Watten et al. 2000) is to operate it as a series of adjacent counter rotating square/octagonal tanks, each having a center drain for continuous removal of solids and sludge, Figure 1. Early research on mixed-cell raceways by Watten et al. (2000) examined their use in retrofitting existing raceways at federal and state hatcheries and was reflected in the overall small systems size, 22.7 m3. In contrast, this works started with the design of a small commercial production system, 108 m3. In addition, Timmons, et al., (1998) recommended tank diameter to depth ratios for good self-cleaning capability from 5:1 to 10:1, compared to 3.7 for Watten et al. 2000 vs. 5.5 in this current study. Sludge Pu mp Pu mp Pu mp SR TANK Sump & Settling Harvest Cage Pu mp Pu mp Pu mp captur e Figure 1. Mixed-cell raceway layout and flow pattern. A prototype raceway was constructed in one bay of an existing greenhouse at The Conservation Funds Freshwater Institute with approximated dimensions of 16.3 m x 5.44 m x 1.22 m (54 ft x18 ft x 4 ft), which created three mixed-cells. Each cell received water from four vertical manifolds (downlegs) extending to the raceway floor and located in the corners of each cell and 2 2nd International Sustainable Marine Fish Culture Conference and Workshop October 19-21, 2005 at the intersection between adjacent cells (Figure 2); four of the manifolds supply water to two cells concurrently. Water is pumped through several orifice discharges (or jet ports) from each of the downleg pipes to establish rotary circulation in the cell, with adjacent cells rotating in opposite directions. Each cell had a bottom drain located at the center of the cell connected to a drain line, which discharged solids and sludge to a settling sump. A small fraction of the total recirculated flow, e.g., 10 to 20%, is withdrawn from this sump and returned to the raceway, creating a “Cornell” dual drain system (Timmons et al. 1998). Usually an engineering design for an aquaculture system starts with the water exchange rate required for the production tank, usually determined by the dissolved oxygen requirements based on loading densities or some other limiting parameter. For this design analysis, a water exchange rate of 0.5, 1.0, and 2.0 exchanges per hour was chosen, which would correspond to a zero-exchange low biomass density (5 to 10 kg/m2), a moderate biomass density (30 to 50 kg/m3) and a high biomass density (50 to 100 kg/m3). The mixed-cell raceway had a volume of 88.8 m3 (23,500 gallons), using a water depth of 1.0 m (3.3 ft). The required total flow rate was 0.74 m3/min (195 gpm), 1.48 m3/min (390 gpm), and 2.95 m3/min (780 gpm) for 0.5, 1.0, and 2.0 exchanges per hour. This included a withdrawal rate from the center drains 10 to 15% of the total flow. The rotational velocity in the cells can be controlled by the design of the orifice discharges, either by increasing the flow rate, the discharge velocity, or the total number of orifices (Ebeling, et al., 2004, Labatut, et al., In press). Research has shown that for round tanks, the water rotational velocity is fractionally proportional to the discharge velocity from the orifices in the water inlet structure. Timmons et al. (1998) reported that this proportionality constant between tank rotational velocities is generally 15 to 20% of the inlet velocity, although this applied to smaller diameter round tanks. Watten et al. (2000) reported that the grand mean of current measurements corresponded to 3.7% of the inlet jet velocities, calculated based on orifice diameter and head. This was substantially smaller than the value reported for round tanks and was attributed to the increased drag associated with forced distortion of circulating cells within the raceway rectangular boundaries (Watten et al. 2000). 2.0 Materials and methods 2.1 Construction details The mixed-cell raceway was constructed as an above ground tank with a width of one greenhouse bay. This resulted in a raceway with dimensions of 16.3 m x 5.44 m x 1.22 m (18 ft x 54 ft x 4 ft). Sidewall modules (1.22 m x 2.44 m) were prefabricated of 2x6 construction studs on 0.61 m (24 in) spacing and covered with 12 mm (½ in) plywood sheeting. These sidewall modules were supported on a 6x6 treated wood beam ‘foundation’ and connected together with 12 mm (½ in) lag bolts. In addition, a top plate was added to the sidewall modules to provide additional rigidity, see Figure 2. Normally such a raceway would be constructed below grade, allowing for structural support of the walls with backfill material. To provide this structural 3 2nd International Sustainable Marine Fish Culture Conference and Workshop October 19-21, 2005 manometer 5 cm unions 0.75 kW pump top plate 5 cm vertical manifold 5 cm gate valve Water Depth check valve threaded bushing 3.18 cm by 2.54 cm with a 2.54 cm threaded plug - drilled 10 cm manifold 1.22 m 15 cm drain with 5 cm orifice 20 ml HDPE liner Sidewall modules 15 cm drain line 5.44 m Figure 2. Cross-section of mixed-cell raceway showing construction details, pipe manifolds, vertical manifolds and drain details. support, a series of polypropylene-impregnated wire ropes were run across the top of and below the raceway at five equally spaced intervals along the sidewalls. In addition, a single cable was strung the length of the raceway on the top at the center and two cables were strung lengthwise below the insulated floor. These cables were secured into the sidewall top plates and the 6x6 treated wood beam foundation with 18 mm (3/4 in) diameter eyebolts and forged galvanized steel hook and eye turnbuckles to allow adjusting and tightening. Lighter gauge materials and less reinforcing were found by experience to be inadequate to prevent wall movement. The floor of the raceway was covered with 5 cm of fine sand and graded to provide a 2% slope to the three center drains. Walls were insulated with 2.54 cm x 1.22 m x 2.44 m (1 in x 4 ft x 8 ft) of foam insulation board to minimize heat loss through the sidewalls. The outside perimeter of the floor was covered with 5.0 cm x 1.22 m x 2.44 m (2 in x 4 ft x 8 ft) of insulation board and the center strip of the floor with 2.54 cm x 1.22 m x 2.44 m (1 in x 4 ft x 8 ft) of insulation board. All insulation board was expanded polystyrene rigid smooth finish (Rvalue of 0.9 m2K/W per 2.5 cm of thickness). The raceway was lined with a 20 ml high-density cross-laminated polyethylene (HDPE) raceway liner from Permalon, Reef Industries, Inc. A 15.24 cm (6 in) drainline with three outlet drains (tee fittings) centered on each of the three cells was buried along the longitudinal axis of the raceway. A standard flange socket fitting was modified by boring out the center to allow either a standpipe or a screened inlet and installed on each of the three tee fitting outlets. A concentric ring of PVC sheet materials was used to secure the liner to the flange flat surface to provide a water tight seal at each drain. To provide for uniform bottom withdrawal from each of the three cells, a 5.0 cm (2 in) orifice plate was installed in each flange to create a restricted outlet flow. This was designed based on a desired 5 to 15% bottom withdrawal rate and a 30 cm (1 ft) head across the orifice to equalize flow rates. A 0.6 m diameter circular plate was installed approximately 2.5 cm (1 in) above the orifice to force water to move parallel with the bottom into the outlet drain lines. The three drains discharged into a 1.83 m x 1.83 m x 1.83 m (6 ft x 6 ft x 6 ft) fiberglass sump tank. The sump tank had both a standpipe for water level control and a drainline to flush the system. The sump tank was intended to fulfill several roles, including solids management by acting as a solids 4 2nd International Sustainable Marine Fish Culture Conference and Workshop October 19-21, 2005 settling basin, water level set point with the standpipe, and as a harvesting basin by flushing the production raceway through a screened harvesting cage. Eight 0.75 kW pumps (1 hp) were installed along the outside walls on platforms and discharged into a 10 cm (4 in) schedule 40 PVC manifold that encircled the entire raceway. These pumps effectively simulated a dual-drain system, where most of the recycled water is removed from the top sides of a tank and only a small fraction is removed from the center drains. Two of the pumps were located on the sump collection tank, while the remaining six were placed equal distant along the length of the raceway outside walls. The inlet of the suction lines with check valves were located approximately 75 cm (30 in) from the floor of the raceway. The pump discharges were connected to the manifold with a 5.08 cm (2 in) flexible PVC hose with a bronze gate valve to control flowrate. Later, the 10 cm manifold was replaced with a 7.6 cm (3 in) schedule 40 PVC manifold placed on top of the wall to reflect a commercial scale operation. Each hydraulically separated cell created within the raceway measured approximately 5.44 m x 5.44m (18 ft x 18 ft) as determined by the downleg placements. Four 5.08 cm (2 in) vertical manifold downlegs were placed in the four corners of the raceway and four 7.62 cm (3 in) vertical manifold downlegs were located along the sidewalls constructed of PVC schedule 40 pipe, dividing the raceway into three equal cells. Two of the 7.62 cm (3 in) vertical manifold downlegs had 10 orifices; five discharging parallel to the walls in opposite directions and the other two vertical manifold discharge downlegs had five orifices each and discharged perpendicular to the raceway walls. The orifices were spaced 15.24 cm (6 in) apart on the vertical manifolds, starting 5.0 cm off the bottom. Orifice openings were constructed by welding a threaded bushing 3.18 cm by 2.54 cm (1 ¼ x 1 in), which allowed a 2.54 cm (1 in) threaded plug to be inserted. This allowed for easy modification of the orifice sizes and plugging of unused orifice openings, Figure 3. A clear section of rigid tubing was attached at the top of the downleg to act as a pieziometer tube manometer to measure vertical manifold backpressure. Figure 3. Vertical manifolds arranged along the sidewalls of the mix-cell raceway. On the far right, a single-sided manifold composed of five nozzles directed across the width of the raceway. Middle and far right pictures show the double-sided manifolds composed of ten nozzles directed tangentially to the raceway wall. 5 2nd International Sustainable Marine Fish Culture Conference and Workshop October 19-21, 2005 2 .2 Analysis A SonTek Argonaut Acoustic Doppler Velocimeter from Yellow Springs Instruments (1725 Brannum Lane, Yellow Springs, OH 45387 USA) was utilized in this study to measure speed and direction within the hydraulically separated cells. The SonTek velocity meter is a singlepoint, 3D Doppler current meter that measures water velocity via the Doppler shift in frequency of sound from a moving object, in this case small particulate matter in water current. The SonTek probe assembly was mounted on a rigid aluminum beam supported above the width of the raceway, which allowed the probe to be moved across the raceway width in a repeatable fashion. The probe was lowered into the raceway to specified depths of 10 cm off the bottom, mid-depth, and 10 cm below the water surface, along a 0.5 m horizontal-squared-grid measuring system. Measurements were taken for a 20 seconds averaging interval at each of grid points and the values averaged for a numerical value used to plot the results. The data collected form the SonTek system was downloaded into Microsoft Excel for processing and contour graphing of the velocities was created with Sigma Plot. 3.0 Results 3.1 Zero-exchange low biomass density (5 to 10 kg/m2) - 0.5 tank exchanges/hr In a zero-exchange system, ammonia-nitrogen is removed via the growth of heterotrophic bacteria, stocking densities are low (5 to 10 kg /m3) and oxygen requirements are modest, so high tank exchange rates through biofilters, and oxygenators are not necessary. At an exchange rate of 0.5 tank volume/hr, a flow rate of only 0.74 m3/min (200 gpm) is required. This was accomplished using two 0.75 kW (1 hp) pumps which removed water at the two ends of the raceway and injected it into a 3 inch manifold that circled the top of the raceway. Water was withdrawn either from a 5 cm (2 in) PVC pipe inlet located approximately 25 cm below the surface at one end or an end sidewall discharge drain at the other. Approximately 15% of the flow 0.11 m3/min (30 gpm) was from the three bottom drains, using a smaller 0.375 kW (1/2 hp) submersible pump in the sump drain. A small diameter orifice (10 mm) was used to provide a high orifice discharge velocity to insure adequate rotational velocities to move waste particles and uneaten food to the center drains. Figure 4 shows the contour plot for cell #3 (end cell) at velocity intervals of 5 cm/sec, approximately 5 cm off the bottom. The pressure head was approximately 1.00 m gauge (1.5 psi). As can be seen in this figure, relatively high scouring velocities are found at the outside perimeter of the cell (20 to 24 cm/sec), lower velocities near the center (10 to 6 cm/sec) and very low velocities at the center of the cell. The velocity profiles shown in Figure 5 were created by averaging the velocities at each grid point in an annular ring 0.5 m wide starting at the center at each of the three depths. This graph shows the almost linear velocity profile as a function of distance from the center drain and significant cleaning velocities in the corners of the cell. The velocities in the z-direction were very small, just above the drain values of -2.2 to 2.8 cm/s was measured. 6 2nd International Sustainable Marine Fish Culture Conference and Workshop October 19-21, 2005 2 cm/sec 4 6 8 10 12 14 16 18 20 22 24 2.5 2.0 1.5 1.0 0.5 0.0 -0.5 -1.0 -1.5 -2.0 -2.5 -2.5 -2.0 -1.5 -1.0 -0.5 0.0 0.5 1.0 1.5 2.0 2.5 Figure 4. Velocity contour plot for cell #3, with 10 mm orifice diameter, 100 cm pressure head, recirculating 250 gpm or approximately 0.5 tank exchanges/hr and 15% withdrawal from the center drains. 20 16.2 14.4 Velocity (cm/s) . 16 13.1 11.1 12 8.2 8 5.6 3.2 4 0.4 0 er rn co 7 2. 52. 5 2. 02. 0 2. 51. 5 1. 01. 0 1. 50. 5 0. 00. r te en C m m m m m m Figure 5. Cell #3 mean velocity profile with 10 mm orifice diameter, 100 cm pressure head, recirculating 255 gpm or approximately 0.5 tank exchanges/hr and 15% withdrawal from the center drains. 7 2nd International Sustainable Marine Fish Culture Conference and Workshop October 19-21, 2005 During a demonstration zero-exchange production trial, the mixed-cell raceway received from 4 to 5 kg of feed per day, plus supplemental carbon. Figure 6 shows the daily sludge removed from the sludge tank during this production trial. Daily removal rates of uneaten feed, fecal matter, and excess heterotrophic bacterial floc ranged from 1 to 8 kg dry weight per day, demonstrating the solid removal effectiveness of the mixed-cell raceway. Solids Removed (kg) . 10 8 6 4 2 0 0 10 20 30 40 50 60 70 80 90 100 Days Figure 6. Solids removed by settling tank for demonstration zero-exchange marine shrimp production, 4 to5 kg feed per day. 3.2 Moderate biomass density (30 to 50 kg/m3) - 1 tank exchanges/hr At higher stocking densities, both biofiltration and oxygen requirements demand high recirculation flow rates. In the research system, this was accomplished by adding two addition 0.75 kW (1 hp) pumps and increasing the orifice discharge diameter to 15 mm. Figure 7 shows the velocity profiles measured at approximately 5 cm off the bottom. As can be seen, high cleaning velocities are seen around the outer edges, with low velocities near the center drains. Figure 8 again shows the linear velocity profile from the center to the outer edges. 8 2nd International Sustainable Marine Fish Culture Conference and Workshop October 19-21, 2005 2 cm/sec 4 6 8 10 12 14 16 18 20 22 24 26 28 30 32 2.5 2.0 1.5 1.0 0.5 0.0 -0.5 -1.0 -1.5 -2.0 -2.5 -2.5 -2.0 -1.5 -1.0 -0.5 0.0 0.5 1.0 1.5 2.0 2.5 Figure 7. Velocity contour plot for cell #3, with 15 mm orifice diameter, 120 cm pressure head, recirculating 450 gpm or approximately 1 tank exchanges/hr and 10% withdrawal from the center drains. 24 19.6 20 Velocity (cm/s) . 17.0 16 16.1 13.6 10.8 12 7.9 8 3.9 4 2.2 0 1. 01. 2. 51. 2. 02. 2. 52. 0 5 0 5 7 er rn co 1. 50. r 5 te en 0. 00. C m m m m m m Figure 8. Cell #3 mean velocity profile with 15 mm orifice diameter, 120 cm pressure head, recirculating 450 gpm or approximately 1 tank exchanges/hr and 10% withdrawal from the center drains. 9 2nd International Sustainable Marine Fish Culture Conference and Workshop October 19-21, 2005 3.3 High biomass density (50 to 100 kg/m3) – 2 to 4 tank exchanges/hr Finally at the highest biomass density, high exchange rates are required to provide for significant dissolved oxygen demand, removal of ammonia-nitrogen and carbon dioxide and solids. This was accomplished by increasing the orifice diameter to 20 mm and increasing the number of pumps to seven 0.74 kW (1 hp) pumps. In a commercial application, two or three, low head, high efficiency axial flow impeller pumps, would replace these pumps. Figure 9 shows the velocity profile for this configuration and again shows the high cleaning velocities at the perimeter and the low velocities near the center drain. Figure 10 shows the mean velocity profile very similar to the others two, although with a slightly higher center drain velocity. Cell #3 Velocity Profiles at 5 cm off of Bottom 2.5 2.0 1.5 1.0 0.5 5 10 15 20 25 30 35 40 0.0 -0.5 -1.0 -1.5 -2.0 -2.5 -2.5 -2.0 -1.5 -1.0 -0.5 0.0 0.5 1.0 1.5 2.0 2.5 Figure 9. Velocity contour plot for cell #3, with 20 mm orifice diameter, 135 cm pressure head, recirculating 760 gpm or approximately 2-tank exchanges/hr and 15% withdrawal from the center drains. 10 2nd International Sustainable Marine Fish Culture Conference and Workshop October 19-21, 2005 28 23.5 24 22.3 Velocity (cm/s) . 20.1 20 14.9 16 10.6 12 8 12.0 6.4 4 0 -2 -2 -2 -1 .7 .5 .0 m m m m m m .5 er rn co 5 2. 0 2. 5 1. 0 1. 1.0 50. 0.5 00. Figure 10. Cell #3 mean velocity profile with 20 mm orifice diameter, 135 cm pressure head, recirculating 450 gpm or approximately 2-tank exchanges/hr and 15% withdrawal from the center drains. 5.0 Conclusions In order to better understand the hydraulics of a large, mixed-cell raceway, a prototype raceway was constructed in a research greenhouse at The Conservation Funds Freshwater Institute. The raceway was constructed of simple, readily available materials at a low economic cost, allowing for rapid start-up (or shut down) of production systems. Raceways have several inherit advantages over circular tanks, including ease of sorting, grading, and handling fish and optimization of floor space. Results of this study showed excellent bottom velocities for scouring solids and moving them towards the center drains in each cell of the prototype mixedcell raceway at several different exchange rates. Mixed-cell raceways show excellent potential for either retrofitting existing raceways or as a design for a new production system. Acknowledgements This work was supported by the United States Department of Agriculture, Agricultural Research Service under Cooperative Agreement number 59-1930-1-130 and Magnolia Shrimp, LLC, Atlanta, Georgia. 11 2nd International Sustainable Marine Fish Culture Conference and Workshop October 19-21, 2005 References Avinimelech, Y., 1999. Carbon/nitrogen ratio as a control element in aquaculture systems. Aquaculture, 176:227-235. Ebeling, J.M., Timmons, M.B., Joiner, J.A., Labatut, R.A., 2005. Mixed-Cell Raceway: Engineering Design Criteria, Construction, Hydraulic Characterization. Journal of North American Aquaculture, 67(3): 193-201. Labatut, R.A., Timmons, M.B., Ebeling, J.M., Bhaskaran, R., 2005. Hydrodynamics of a LargeScale Mixed-Cell Raceway (MCR): Experimental Studies. In review: Aquacult. Eng. Labatut, R.A., Timmons, M.B., Ebeling, J.M., Bhaskaran, R., 2005. Experimental Evaluation of the Effects of Nozzle Diameter and Effluent Withdrawal Strategy on Tank Hydrodynamics in a Large-Scale Mixed-Cell Raceway (MCR). In review: Aquacult. Eng. McIntosh, R.P., 2001. High Rate Bacterial Systems for Culturing Shrimp. In S. T. Summerfelt et al. (eds). Proceedings from the Aquacultural Engineering Society’s 2001 Issues Forum. Shepherdstown, West Virginia, USA. Aquaculture Engineering Society, Pp. 117-129. Moss, S.M., 2002. Dietary importance of microbes and detritus in penaeid shrimp aquaculture. In Lee, C.-S. and O’Bryen, P. (eds), Microbial approaches to aquatic nutrition within environmentally sound aquaculture production systems. The World Aquaculture Society, Baton Rouge, Louisiana, USA Timmons, M.B., Summerfelt, S.T., and B.J. Vinci. 1998. Review of circular tank technology and management. Aquacultural Engineering 18:51–69. Timmons, M.B., Ebeling, J.M., Wheaton, F.W., Summerfelt, S.T., Vinci. B.J., 2002. Recirculating Aquaculture Systems, 2nd Edition. Cayuga Aqua Ventures, 769 pgs. Watten, B.J., Honeyfield, D.C., and M.F. Schwartz. 2000. Hydraulic characteristics of a rectangular mixed-cell rearing unit. Aquacultural Engineering 24:59–73. 12