3. Deterioration models and gamma process
advertisement

Document
Confidential
Probabilistic Framework of
Shell Non-Intrusive
Inspection Methodology
Probabilistic Framework of
Shell Non-Intrusive Inspection
Methodology
Master of Science Thesis
by Sebastian Kuniewski
Shell Global Solutions
Shell Global Solutions is a trading style used by a network of technology companies of the Royal Dutch/Shell Group.
1
Acknowledgments
The author would like to express sincere appreciation to the Delft University of Technology, where
he has had the opportunity to study for last two years. He likes to extend his sincere gratitude to the staff
member of the Risk and Environmental Modelling department (Applied Mathematics TUDelft), especially to
Prof. dr Roger M. Cooke for His support in study and life.
The author would like to acknowledge his supervisors: Dr. Svetlana Borovkova (TUDelft), Ir. Sieger
Terpstra and Kees den Hejier (Shell Global Solution) for their support, guidance and advice.
The author would also like to acknowledge Maarten-Jan Kallen, Prof. Jan M. van Noortwijk, Dr
Hance van der Weide for their help, Daniel Lewandowski and Oswaldo Morales Napoles for being good
friends and their supports.
2
Summary
Non-Intrusive inspection is often times applied during component operation processes. This
automatically reduces costs related to shutdown that occurs when internal visual inspection is necessary.
However there is inherent uncertainty related to the performance of applied inspection techniques and the
so called probability of detection has to be associated with these techniques. The use of mathematical
models is desirable for adjusting our belief about the condition of a component and/or optimization
procedures for setting inspection scheduling optimally with respect to safety and economical constrains.
The thesis reviews the literature available on reliability modelling and update of the defect size distribution
given non-intrusive inspection results. It also presents a mathematical tool for modeling deterioration of a
component, namely a gamma process. The mathematical model for wall thickness loss caused by
corrosion is proposed. The model uses a gamma process for the deterioration process and an inverted
gamma distribution for the uncertain corrosion rate. The confidence about the condition of a component is
related to the estimated maximum defect size distribution and the corrosion rate distribution. The model
enables to update the confidence about the condition of a component given non intrusive inspection results.
With new information the next inspection time is calculated. This calculation, however, is determined
considering the safety constraint only.
3
Conclusions
Throughout the report we have seen the importance of accounting for uncertainties in the process
of inspections. For instance, calculation of time inspection intervals should be based on the model which
incorporates uncertain range of the corrosion rate and the uncertainty within the corrosion development
process.
Discussion in Chapter 1 points out the importance of NDT examination. It is desirable to have a
good knowledge about detection skills of employed detection technique. The confidence that the inspection
requirements, such as expected defects are detectable, are fulfilled, is directly connected with the detection
knowledge.
Measurement errors, as is shown in the example in Chapter 1, play a significant role in assessing
safety of operating component. Under the assumption that safety is lost when the deterioration reaches the
maximum allowable value (the defect depth become unacceptable), the critical measurement needs to be
calculated. This measurement determines the upper value for inspection response data. If this value is
reached, then there is unacceptably high probability that the real defect size exceeds the maximum
allowable size. The model in Section 4.2, however, does not take measurement errors into account.
Instead, the measurement is treated as the actual defect size.
Chapter 3 points out the disadvantage of modelling degradation with a random variable model
which is currently associated with the S-NII model. The main criticism of this model is that it does not
capture variability associated with the defect development. It means that the degradation represented by a
straight line is fixed during the entire life of a component, while the degradation represented by a gamma
process is nowhere free from uncertainty. The paths of a gamma process are nowhere continuous. It
means that when we look at the value of a gamma path at time t and the value of this path at the time just
after time t, t + dt, we observe a jump. This jump is observed for every positive value of dt and its size is
random.
The model proposed for S-NII methodology presented in Section 4.2 offers properties that fit well
with the physical properties of corrosion, especially because a gamma stochastic process represents wall
degradation process due to corrosion. Additionally, the model includes uncertain range of the corrosion rate
for linear expected degradation.
Setting the parameters for the model is made similarly to the S-NII model. The parameters are
linked to the S-RBI assessments, so that the required input is entirely taken from S-RBI. The proposed
coefficient of variation c of the gamma deterioration process (this parameter corresponds to the variability of
deterioration process) is such that the process offers minimum uncertainty, which corresponds to the S-RBI
very high (VH) confidence factor. It should be noted that if the inherent uncertainty related with the
deterioration process (not the one assign for the corrosion rate distribution) is higher than S-RBI VH
confidence factor then the value of c can be chosen differently. Table 3 from Section 4.1 presents the links
between c and the S-RBI confidence factors.
For the case of components that undergo maintenance every time when a defect is detected, the
model with uncertain defect initiation can be employed. The example of such model used for maintenance
actions scheduling of the Eastern-Scheldt barrier block mats is shown in Chapter 3, Example 3.3.2.
4
Recommendations
This project had intention to design a mathematical model that integrates the uncertainties among
various branches of the S-NII methodology. Many of the important parts of the real inspection process have
not been presented in this report. One of these is for instance the so-called sampling inspection approach.
This approach amounts to choosing certain areas of a vessel or pipe that are then inspected. The inference
about degradation in the vessel is made based on investigation of the inspection results from the sampled
areas. The mathematical model that would incorporate possibility of sampling approach is desirable.
Such a model should first test the hypothesis that the chosen areas are representative for the
whole stratum of inspected item. This depends on the results found among sampled areas (spatial
distribution of defects) and the percentage of the inspected areas. If the sample area is 100% then the test
of alternative hypothesis (the chosen areas are not representative) should be rejected with probability 1.
We can also think of certain specification of defects spatial distribution. Given this distribution, the sampling
approach can be applied and the resulting data compared to the pre-specified spatial defect distribution.
Next step would be to combine the sampling approach with the model of defect development so
that the inference about the corrosion rate is made, and the confidence about presence of unacceptable
defects is achieved.
Before these steps in the model development are made, the model given in Section 4.2 needs to be
improved. As suggested in Chapter 3 (Example 3.3.1) the uncertain corrosion rate from the gamma
deterioration model can be updated given imperfect measurements. We have already seen the relevance of
measurement errors in the estimation of a component safety (Chapter 1).
The last suggestion is to employ economical constraints for the maintenance and inspection
planning. This extension is studied in Ref [3], [7], [8], [13].
5
Table of Contents
LIST OF TABLES
6
LIST OF FIGURES
7
LIST OF DEFINITIONS
9
INTRODUCTION
10
1.
12
12
16
18
18
20
20
24
24
25
27
28
NDT NON-DESTRUCTIVE TECHNIQUES
PERFORMANCE OF NDT: POD CURVE
POD ESTIMATION
2.
SHELL NON-INTRUSIVE INSPECTION AND SHELL RISK BASED INSPECTION
2.1
SHELL RISK BASED INSPECTION
2.2
SHELL NON-INTRUSIVE INSPECTION
2.2.1
S-NII Model
3.
DETERIORATION MODELS AND GAMMA PROCESS
3.1
RELIABILITY ASSESSMENT AND MODELLING DETERIORATING STRUCTURES
3.2
GAMMA PROCESS
3.2.1
Example of a discreet gamma deterioration process
3.2.2
Statistical estimation for parameters of a gamma process
1.1
1.2
3.2.2.1
3.2.2.2
Method of Maximum Likelihood
Method of Moments
28
29
3.3
APPLICATIONS OF A GAMMA PROCESS
3.3.1
Example 1
3.3.2
Example 2
4.
GAMMA DETERIORATION MODEL FOR S-NII MODEL
4.1
GAMMA DETERIORATION MODEL (CASE 1)
4.2
GAMMA DETERIORATION MODEL WITH UNCERTAIN CORROSION RATE (CASE 2)
4.2.1
Updating the model parameters
REFERENCES
30
31
34
37
37
44
49
52
APPENDIX A:
53
APPENDIX B:
55
APPENDIX C: SOFTWARE MANUAL 1
58
APPENDIX D: SOFTWARE MANUAL 2
62
DISTRIBUTION
63
6
List of tables
Table 1.
Links between S-RBI and S-NII confidence parameters......................................
22
Table 2.
Links between S-RBI consequences of failure and S-NII minimum integrity
levels....................................................................................................................
23
Links between S-RBI confidence factors and parameters of the gamma
deterioration process............................................................................................
39
Links between S-RBI consequences of failure and S-NII minimum integrity
levels. The case of the gamma deterioration model............................................
43
S-RBI confidence factors and the gamma deterioration model with uncertain
corrosion rate.......................................................................................................
48
Table 3.
Table 4.
Table 5.
7
List of figures
Figure 1.
Probability of detection curve............................................................................
13
Figure 2.
Example of data received from NDT under examination. The dashed lines
indicate the statistical estimates for confidence bounds...................................
13
Figure 3.
Illustration of the critical measurement of a defect size....................................
15
Figure 4.
S-RBI Determination of inspection frequency...................................................
19
Figure 5.
S-NII model for wall thickness loss over time caused by degradation
mechanisms......................................................................................................
21
Figure 6.
S-NII integrity curve..........................................................................................
23
Figure 7.
Figure shows linear mean function (dashed read line), 97.5% quantile of a
gamma process with µ = 1 and medium confidence factor (blue full line), and
2µt (blue dashed line).......................................................................................
39
Illustration of the five defect depth densities. Each represents different
confidence class. The maximum allowable defect depth is 10.........................
41
Illustration of a linear wall deterioration model. The model with a gamma
deterioration process........................................................................................
41
The lifetime cumulative distribution functions for all confidence factors. The
Remnant life is equal to 10. The vertical line crosses each distribution at the
value equal to the exceedance probability........................................................
42
The tails of a lifetime distributions in log10 scale. The Integrity curves,
y = 10................................................................................................................
43
Illustration of linear wall deterioration, were the deterioration process is a
gamma deterioration process and uncertain corrosion rate is represented by
a distribution function........................................................................................
45
Gamma density with the mean 10 and c=0.2305 (H) together with the
average deterioration densities with c=0.2305 (H) and v1= 3.0042, v2=
0.3984, v3= 0.0938. The mean of each distribution is equal to 10...................
47
Defect depth distribution is located according to the confidence classes. The
estimated defects grow is 1, and the corrosion allowance level is
10......................................................................................................................
49
Update of the expected defect depth distribution. The case when: no defects
detected and the expected defect depth distribution’s 90% quantile is bigger
then q0.9 of POD................................................................................................
50
The expectations of corrosion rates (dashed lines) after and prior to
update...............................................................................................................
51
The input date that includes the specification of the corrosion rate estimate,
the maximum corrosion allowance level, the minimum integrity level, the
maximum time t for the calculation, POD and inspection
results...............................................................................................................
59
Figure 8.
Figure 9.
Figure 10.
Figure 11.
Figure 12.
Figure 13.
Figure 14.
Figure 15.
Figure 16.
Figure 17.
8
Figure 18
For a given specification of the uncertain maximum defect depth range (total
factor) and the mean Mu·t (left-upper corner), the program calculates the
deterioration model input parameters v and c...................................................
62
9
List of Definitions
Def 1.
A gamma random variable...................................................................................
25
Def 2.
An inverted gamma random variable...................................................................
26
Def 3.
A stochastic process............................................................................................
26
Def 4.
A gamma process................................................................................................
26
10
Introduction
In the oil industry a lot of attention is given to inspection of steel components, such as vessels,
pipes and so on. The major cause of deterioration of steel components is corrosion. Corrosion can be
defined as the reaction of a material to its environment. A material can interact chemically,
electrochemically and sometimes mechanically with the environment in which it is placed. Therefore,
corrosion must be considered at the design stage, during operation and throughout the maintenance of
plant and equipment. Control of corrosion is an issue that must be addressed, as failure to do so results in
corrosion damage and failure of plant and equipment.
Methodologies that have been developed for planning inspections (where and when to inspect)
require certain knowledge about corrosion. In general, the process of corrosion (degradation of material) is
uncertain. This uncertainty significantly affects the inspection planning, especially when assessing the
corrosion mechanisms and setting the inspection times. The methodologies are designed to be of the form
of recursive routines. This means that inspection results influence further inspection planning. At this stage
we see that, if the inspection results are imperfect (uncertain), then the new planning should take into
account this uncertainty. In general, the inspection planning should be based on the knowledge about
component’s degradation mechanisms, and, if the resources of this knowledge are limited (not enough
data), the planning should take into account expert’s assessments about the distribution of the degradation
process.
Over the last decades, there has been an increased interest in the so called non-intrusive
inspections. Methodologies for inspection planning that employ non-intrusive techniques for degradation
detection need special attention regarding uncertainty. Within Shell the so-called Shell Non-Intrusive
Inspection (S-NII) methodology has been developed. This method provides guidelines for inspection
planning design. These guidelines consider the specification of an inspection target, the detection
technique that has to be employed and the scheduling of the inspections. The aspect of uncertainty within
this methodology needs to be captured with a mathematical model. The model should be able to account
for all uncertainties from the various branches of the inspection process.
The intension of this project is to design such a mathematical model for integrating some possible
uncertainties within the S-NII methodology. The model of interest should provide measures for the following
issues:
How the inspection results contribute to updating the corrosion rate estimate?
How the inspection results contribute to updating the confidence regarding corrosion rate
estimate?
What is the effect of measurement errors on the maximum defect size estimate and how it
contributes to the confidence regarding safety?
What is the effect of the detection technique accuracy on the confidence regarding
presence of defects?
In order to fulfil this task an introduction into relevant issues regarding S-NII methodology is given.
First, in Chapter 1 the reader gets acquainted with the basic knowledge about non-intrusive techniques.
After that, the main uncertainties that are related to the performance of these techniques are introduced.
Chapter 2 provides the description of the mathematical model used by S-NII methodology. This
methodology was designed for the inspection of a particular component in a plant. Assessment of the
parameters in the model is linked to a more general inspection planning methodology, called Shell Risk
Based Inspection (S-RBI). Chapter 2 introduces these two methods and points out the links between S-RBI
assessments and S-NII model parameters.
General mathematical models for components reliability are discussed in Chapter 3. Knowledge
about the reliability of a component is crucial for planning inspections. For that reason the component
reliability is modelled with mathematical tools, and given the inspection result, this reliability is updated. The
discussion about disadvantages of the mathematical model currently used by S-NII is given, and as an
alternative for deterioration modelling, the gamma stochastic process is proposed.
11
Chapter 4 introduces the gamma deterioration process as the main tool for the S-NII model. We
can observe in this chapter that setting the model parameters is done in a similar fashion as in the model
presented in Chapter 2. Inspection measurements of the actual degradation are used, so that the
knowledge about the degradation phenomenon (corrosion rate) behaviour is incorporated within the model.
This in turn will contribute to update of the corrosion rate and the “confidence” regarding this rate. The
model provides the so-called next inspection time interval. This time value indicates the time during which
there is an “acceptable” small probability of observing a defect larger than the critical defect. The detection
accuracy is taken into account by means of the probability of detection curve. This represents the fact that
in the case of no detection, the confidence regarding absence of defects is increased only up to a certain
level.
The summary and conclusions are given at the beginning of the report. Recommendations, which
describe the issues that have not been taken into account in this project, and that could be dealt with in
further research, are also presented at the beginning of the report.
12
1. NDT Non-destructive techniques
Non-destructive techniques are the basic tool for inspecting defects related to internal degradation
of a vessel’s wall thickness. Throughout many years these technique were employed for carrying out nonintrusive inspections. The studies and projects for development of better techniques were conducted and
the use of those techniques is more and more appreciated.
Among many advantages of non-intrusive inspection methods, the two most valuable are that the
inspection can by carried out during the system operation state (what significantly influence the costs of an
inspection) and a component is not exposed to mechanical damages related to its preparation for visual
inspection (a component should be taken out of operation, opened and cleaned). Another issue is that for
some components, non-destructive inspection is the only feasible inspection.
However, none of non-destructive techniques is perfect. Those techniques provide detection of
defects and/or measurements of a wall thickness or defect size that most of the time are uncertain. In order
to measure the extent of uncertainty an investigation of a technique’s performance has to be conducted and
the meaning of response data interpreted. As a result of this investigation, a technique receives probability
of detection (POD) curve, which corresponds to probability of detecting a defect with a given size. For
techniques that provide quantitative respond (measurement â of a real defect size a), the measurement
error may be calculated from the data collected during examinations.
This chapter provides a discussion about the use and importance of POD and measurement errors
in mathematical models for reliability assessment. In Section 1.1 an example of updating the defect size
distribution is shown. The update is based on uncertain information from inspection that uses NDT. The last
paragraph discuses the estimation of POD. The discussion is based on Safizadeh, Forsyth and Fahr [1].
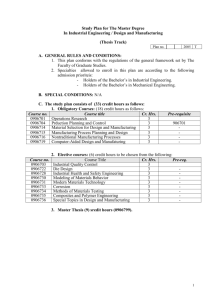
1.1 Performance of NDT: POD curve
The application of a non-destructive technique requires certain specifications of its performance.
Two main uncertainties are related to a given NDT. One uncertainty regards the detection of a defect itself.
This uncertainty should change relatively with the size of a defect (big defects are detectable with higher
probability). The characterization of the detection performance is given by probability of detection curve
(example of a probability of detection curve (POD) is shown in Figure 1). This curve is obtained by
experimentally testing detection skills of a technique (short discussion about POD estimation is presented
in paragraph 1.2 of this Chapter).
The second uncertainty is the measurement error. Because the NDT response data are usually
uncertain, the specification of confidence bounds for this uncertainty is advisable. From tests of NDT
performance conducted on a specimen the response data are collected and statistical inference about
measurement errors is made. Usually the measurement error, denoted by ε, is assumed to be normally
distributed with mean zero and standard deviation . In some cases, when a technique has tendency to
over- or under-estimate the true defect size, the error mean is chosen to capture the badness of estimation.
Let xm be a measurement of the maximum defect depth. The actual maximum defect depth X is
defined as:
X xm ,
where
N (0, ) .
(1.1)
13
Figure 1. Probability of detection curve
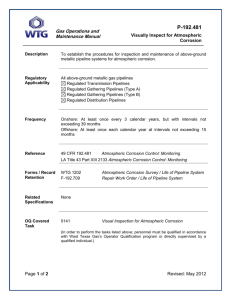
Figure 2. Example of data received from NDT under examination. The dashed lines indicate the
statistical estimates for confidence bounds.
Figure 2 presents an illustration of defect size measurements versus the actual defect size. From
these data, statistical estimate of is made.
In order to show the importance of measurement errors and POD curve in modelling a component’s
reliability, we present, as an example, the model proposed in (Zheng, Ellingwood [2]).
Consider an operating component that is subject to degradation. The criterion of its safe operation
is defined by the maximum allowable size of degradation. When the actual size of degradation exceeds
maximum allowable size, then the component is assumed to fail. This event is called failure event. If the
actual defect size (degradation size) is uncertain, then we say that the component is under big or
unacceptable risk of failure if the probability of a failure event is at least equal to the critical predetermined
probability. We have:
14
P( y X 0) pcr ,
(1.2)
where y is the maximum allowable defect size, X is the actual defect size and pcr is the critical probability.
Given that only an uncertain measurement is available, the following questions arise:
What is the actual defect size?
Has the component reached its unacceptable risk of failure?
If the measurement would be perfect then the actual defect size becomes deterministic and at the
time when the measurement is taken we would have that X=xm. It would be easy then to verify whether
y xm 0 or not.
Unfortunately, the measurement includes an error, and given that, the target information might be
to determine the critical measurement. The critical measurement is the largest measurement such that, for
a given error size, the probability that the actual defect size X is less than y, is on the boundary of
acceptability. This situation is presented below.
Continuing as suggested in [2], we assume that the relationship between actual and measured
defect size is given by (1.1). Then we have that:
P( y X 0 | xm ) 1 P( X y | xm ) .
(1.3)
Substituting (1.1) into (1.3) we obtain:
1 P( y xm ) 1 y xm ,
(1.4)
where is the standard normal cumulative distribution function.
Being consequent with the criterion of safety (1.2) we set (1.4) to be the value of the critical
probability pcr:
y xm 1 pcr .
(1.5)
Taking the inverse of the cumulative distribution function (CDF) , we get that the critical
measurement
xcrm is given by:
xcrm y 1 (1 pcr ) .
(1.6)
For example: choosing pcr to be equal to 0.025 we have that the critical measured size is
approximately:
xcrm y 2 .
(1.7)
15
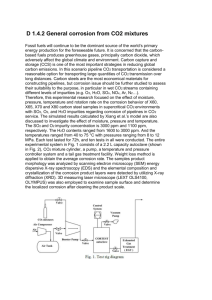
Figure 3. Illustration of the critical measurement of a defect size
Figure 3 presents an illustration of the critical measurement. We can see that the measurement xcrm
is the largest measurement for which the upper confidence bound (on the axis of actual defect depth)
reaches corrosion allowance level y.
As mentioned in the beginning, the application of any NDT technique is imperfect from two points of
view. One is that it provides uncertain measurements, and the other one is that the capability of detection is
poor for smaller defect sizes. The situation when no defect is detected does not necessarily mean that no
defect is present. Continuing with the example of the model presented in [2], the update of actual maximum
defect size distribution given POD curve can be done as follows:
Let
f X ( x) be the prior probability density function (PDF) of defect size. The conditional posterior
CDF of defect size is then:
P( X x | D)
where
P({ X x} D)
,
P( D)
(1.8)
D is an event that no defects has been found.
The numerator of (1.8) is given by:
x
P({ X x} D) 1 POD( s ) f X ( s )ds
0
and the dominator:
(1.9)
16
P( D) 1 POD( s ) f X ( s )ds .
(1.10)
0
Hence, the posterior PDF of defect size, given no detection, is:
f X ( x | D)
1 POD( x) f X ( x)
1 POD(s) f
X
.
(1.11)
( s)ds
0
The proposed method is aimed at updating the knowledge about defect size based on what is
learned during an inspection. However, one might be interested in updating the defect growth as well. In
practice this is difficult [2].
It should be noted that, for the update of the defect growth, the measurements at least at two points
in time have to be taken (required information for updating the growth of a defect is the time of a defect
growth and the defect’s increment). For that reason the stochastic process of the defect size has to be
considered. The model proposed by Kallen and van Nortwijk [3], however, considers the situation when the
update of the defect growth is performed based on imperfect measurements. The short discussion about
this model is given in Chapter 3, where the gamma stochastic process is discussed.
1.2 POD estimation
An important part of the inspection process is the determination of an NDT reliability. We know that
a technique’s performance is summarized within its POD curve and the design of an inspection process 1 as
well as the update of an actual defect size relies on this curve. Therefore it is essential to know how
confident one can be about the validity of a POD curve.
In this section we discuss the effect of flaw size distribution on the estimate of POD curve. The
discussion is based on Ref. [1].
To examine an NDT performance engineers conduct certain experiments. During those
experiments NDT data are collected and the POD curves are estimated. One can ask the following
question: what are the requirements for the examination process to achieve a sufficiently reliable POD
estimate? This question is rather difficult to answer. There are some techniques for which it is very hard to
judge whether the POD estimate is sufficiently rich for indication of detection performance.
This section, however, does not intend to answer the question of sufficiency of estimated POD. The
intension is rather to stress the fact that the whole inspection process with employed NDT is surrounded by
uncertainty and even the POD estimation from NDT examination may be not free from uncertainty.
Ref. [1] discuses the effects of flaw size distribution on the estimate of POD curve. The NDT
performance is examined using engineered specimen. Notice that in the case of complex geometries,
specimen manufacturing may be a significant portion of the cost of entire POD experiment, and it is
therefore desirable to choose the optimal set of flaw sizes to be produced to achieve the best estimate of
POD.
Because it is not possible to know the transition region of the POD prior to experiment, it may be
reasonable to uniformly distribute flaw sizes between the minimum and maximum of the size of potential
1
The following question has to be answered in the design of non intrusive inspection process: Does the performance
of a technique fit with the required detection skill?
17
interest. However, the knowledge about the distribution of a number of defects may influence significantly
the POD estimation. This is the main result of Ref. [1] and its summary is given below.
First, the ‘true’ or ‘underlying’ POD curve is chosen. The authors explain that this is done by
following the convention proposed by The United States Air Force MIL-HDBK-1823. This convention says
that for the system that provides quantitative response, measurement â of a flaw size a, the specimen for
testing the NDT performance that contain at least 40 flawed sites is recommended. The system that
provides only hit/miss (detect/no detect) data needs at least 60 flawed sites distributed among the
specimen. It also suggests that the flaw sizes should be uniformly distributed on a scale covering the
expected range of the region of the POD function.
MIL-HDBK-1823 also notes that very large flaws and very small flaws provide very little information
about POD. Therefore, it is important to maximise the number of flaws in the transition region 2 of POD.
An inspection was simulated; testing the specimen of 50 uniformly distributed flaw sites. From the
collected data the ‘underlying’ POD function was established by estimating two parameters form the
cumulative lognormal curve. Next, the estimation of PODs for different distributions of flaw size and
different number of flaws was made.
The uniform, lognormal and Rayleigh3 flaw sizes distribution are considered, with the 20, 15 and 10
number of flaws. For estimation of PODs the tests were performed 100 times. During each test the error
between ‘underlying’ POD and estimated POD was calculated as the area between those curves, and the
mean error form 100 trials computed.
The conclusion of Ref. [1] is that the Rayleigh distribution of flaw sizes provided the most accurate
estimate of POD for fixed number of flaws. The result with less accuracy was found for the lognormal
distribution, and the worst result for the uniform flaw size distribution (the biggest error).
The authors do not say that the number of flaws used (20 and less) is sufficient for determination of
NDT reliability. However, they say, in many practical situations decisions must be made based on limited
resources.
The article [1] shows that for a different distribution of flaw sizes the different estimation of POD can
be achieved. This indicates that the attention should be focused on the NDT examination in designing and
performing the tests.
The result of examination of NDT performance is relevant in the inspection planning design
process. An NDT is applied to detect certain defects. Engineers decide what techniques have to be
employed based on expectation of defects and the techniques performance. If the technique performance
is under-estimated then there may be misleading in the confidence about a condition of inspected
component.
2
3
The transition region of a POD curve is a region where the POD values change form near zero to near one.
x2
The Rayleigh probability density function given parameter b is defined as: f ( x | b) x e 2b2 .
b2
18
2. Shell Non-Intrusive inspection and Shell Risk Based
Inspection
During 1990’s, the Shell Risk Based Inspection (S-RBI) methodology was developed. This
methodology is aimed at planning inspections that are applicable to all vessels. The methodology is fully
presented and described in the S-RBI manual [4]. Additionally, an approach to apply non-intrusive
inspection (NII) techniques was developed, called Shell Non-Intrusive Inspection (S-NII) methodology. S-NII
training manual [5] provides the entire inspection planning process for all components, for which nonintrusive techniques are feasible or not feasible.
The S-RBI determines which particular plant item should be inspected and how often, while S-NII
addresses how a particular plant item should be inspected in terms of invasive or non-invasive inspection,
what inspection method should be applied (e.g. visual, ultrasonic, radiographic etc) and which areas of the
vessel should be inspected.
This chapter provides a short overview of the methodologies previously mentioned and points the
links between S-RBI and S-NII. The discussion on the links between S-RBI and S-NII is given in (MCConnell
[6]).
2.1 Shell Risk Based Inspection
An RBI program suggests that the inspection effort should focus on those pieces of plant where the
risk of failure is greater, or where inspection will lead to the maximum practicable risk reduction. The basic
aspects of inspection planning are established within the S-RBI process. This section presents the basics of
the S-RBI process: the main focus is made on the elements that overlap the S-NII method.
In the first place, when starting the design of an inspection process, the plant engineers make an
assessment about the parts of the plant, equipment, or a vessel 4, which are subjects to certain degradation
mechanisms. This assessment is called corrosion loop assessment. The next step is to determine the
factors that contribute to the calculation of inspection frequency (Inspection Interval Factor (see Figure 4)).
The Inspection Interval Factor is calculated for the parts of a plant that belong to one corrosion loop. For
this, the assessments of Susceptibility to failure, Consequences of failure and Confidence Rating are made.
The first two define the Criticality Matrix (Figure 4).
4
A vessel is divided into several chambers. Each chamber usually contains different toxins, which cause different
degradations. Therefore a vessel can be a part of more then one corrosion loop.
19
Figure 4. S-RBI Determination of inspection frequency
The susceptibility to failure is assessed by a qualified expert team that classifies this variable within
four classes: ‘Negligible’, ’Low’, ’Medium’ and ’High’. The chosen class represents the component’s
sensitivity to degradation, and consequently its chance of failure.
The assessment of the consequence of failure considers aspects such as safety and health,
possible environmental damages and economics losses.
Those two parameters define the so called Criticality Matrix. This is a 4x4 matrix with cells ranging
form ‘Negligible’ to ‘Extreme’ criticality or risk of failure.
The Confidence Rating reflects the confidence in the degradation mechanisms that are under
prediction. This has been classified within three categories5: ‘Low’, ‘Medium’, ‘High’, and directly depends
on the available information about the degradation of the same or similar vessels in the same or similar
service.
The last parameter that is required for calculating the maximum inspection interval is the actual
corrosion rate (CRa). CRa is the parameter which indicates the ‘fastest’ rate of wall thickness degradation
(the coefficient in the linear function on Remnant Life Plot, Figure 4) and consequently this rate influences
the determination of the inspection frequency. CRa is given by an assessment. The assessment is based
on the literature or the corrosion monitoring data form similar plants (where available).
Given CRa, the nominal wall thickness and minimum wall thickness6 (nomWT and minWT
respectively on Remnant Life Plot, Figure 4) one can calculate TRemnant Life (Remnant Life Time), by the
formula:
TRemnant Life (nomWT - minWT)
CRa
.
(2.1)
The classes given by criticality matrix together with confidence ratings provide an inspection
interval factor matrix. The cells of this matrix multiplied by the Remnant Life Time generate the maximum
5
The three classes given above are the main classes of confidence. It is also the case that the confidence rating is
extended to five classes ranging form ‘Very High’ to ‘Very Low’.
6
Usually the minimum wall thickness is provided by the manufacturer of a component.
20
inspection interval. Those intervals are considered as the upper boundary for timing the inspection
frequency.
2.2 Shell Non-Intrusive Inspection
A NII program is primarily based on defining the particulars of the inspection. This ranges from the
definition of inspection to detailed specification about the inspection itself. The inspection planning process
among other things includes the definition of the inspection purpose, assessments of corrosion and other
mechanisms governing degradation, inspection design (e.g. inspection intervals), implementation, analysis
of non-destructive techniques employed (Chapter 1) and overall confidence evaluation.
The use of mathematical models is particularly appreciated in the overall confidence evaluation, in
the calculation and updating of the corrosion parameters, and calculation of time inspection intervals.
In this section the current S-NII model is presented and the links between S-RBI corrosion
parameters and S-NII model input parameters are explained.
2.2.1 S-NII Model
The S-NII model makes use of a normal probability density function to account for uncertainty
associated with the real degradation (maximum defect depth at time t) and the assessment (prediction) of
the ‘worst case’ degradation (CRa given by S-RBI).
The model assumes a linear defect growth in the depth dimension (loss of a wall thickness) over
time and also that defects start to grow form day one (time t = 0). This situation is shown in Figure 5, where
a picture of the wall thickness with its nominal value and minimal acceptable value (nom and min
respectively on the vertical line at the bottom picture, Figure 5) is presented. The degradation scenario is
indicated by the two lines: dashed line is the actual wall loss given by S-RBI (CRa) and full red line is the
average wall loss (CRo in the S-NII model).
The degradation process Xt is represented as a linear function in time. The process is defined as
follows:
X t WTnom CR t ,
where CR is normally distributed corrosion rate,
(2.2)
WTnom is a nominal wall thickness and t is the time. The
expectation and variance of the Xt can be found in Appendix B.1.
21
Figure 5. S-NII model for wall thickness loss over time caused by degradation mechanisms
The model parameters are established by relating the actual corrosion rate (CRa) from S-RBI with
the S-NII average corrosion rate (CRo) and confidence ratings (S-RBI) with the width of the corrosion rate
density. This is done in the following way:
The confidence rating is associated with the range of the corrosion rate density and with the socalled exceedance probability. The meaning of exceedance probability is given below as well as its relation
to the parameters of the corrosion rate density.
The range of the corrosion rate density, for each confidence factor, is presented in the third column
in Table 1 and is determined relatively to the mean (CRo) of the density. The standard deviation of this
density ‘ ’ is fixed relatively to the mean by the use of the coefficient of variation p. The coefficient p is
named by the predictability factor:
CRo
p
(2.3)
The values of the predictability factor p are shown in Table 1 (second column) and are determined
in the following way (we present an example for calculating p for the medium confidence rating):
Let CR denote the corrosion rate ( CR ~ N CRo,
CRo
). Then for the medium confidence factor
p
(after standardizing our normal random variable) we have that:
2 CRo CRo
P CR 2 CRo P N
P N p 0.975 ,
CRo
p
and consequently
(2.4)
p q0.975 2 , where q0.975 is 97,5 % quantile of the standard normal distribution.
22
Table 1. S-RBI and S-NII confidence parameters.
S-RBI
Confidence factor
S-NII
Predictability factor p
The range of a
distribution
Exceedance probability
Very High
10
P{X<1.2·CRo}=0.975
0.1
High
4
P{X<1.5·CRo}=0.975
0.2
Medium
2
P{X<2·CRo}=0.975
0.3
Low
1
P{X<3·CRo}=0.975
0.4
Very Low
0.4
P{X<6·CRo}=0.975
0.5
The exceedance probability is the probability of a proportion of defects that would exceed the
minimum wall thickness at the remnant life time. For each confidence factor this probability is fixed and the
values are shown in Table 1. The exceedance probability and the actual corrosion rate CRa (S-RBI) are
used for determining the average corrosion rate CRo. We have that:
P{CR TRemnant Life WT min} P{CR TRemnant Life CRa TRemnant Life }
P{CR CRa} Exceedance probability .
(2.5)
Standardizing normally distributed CR in (2.5) gives:
CRa CRo
P N
Exceedance probability ,
CRo
p
(2.6)
and finally:
CRa CRo
q1-Exceedance probability .
CRo
p
(2.7)
The parameters CRo and p of the corrosion rate density are determined by (2.4) and (2.7), where
the required inputs are the actual corrosion rate (CRa) and the confidence factor (S-RBI).
Next, the concept of the integrity curve is introduced. The integrity curve is a function of time. At
every time t the integrity represents the probability of observing an unacceptable defect. The integrity at
time t is defined by the following probability:
P CR t WT min .
(2.8)
Notice that the probability (2.8) at the remnant life time is equal to exceedance probability given in
Table 1.
The integrity is plotted in the log10 scale against time and the resulting function (integrity curve) is
shown on the bottom picture in Figure 6.
23
Figure 6. S-NII integrity curve
As we have in the S-RBI method, the determination of inspection frequency depends, among
others, on the consequences of failure. This factor also appears in the S-NII model and is represented by
so-called the minimum integrity level. The links between S-RBI consequence class and S-NII minimum
integrity level are shown in Table 2.
Table 2. Links between S-RBI consequences of failure and S-NII minimum integrity levels.
RBI
Consequence class:
Minimum
Integrity Level:
Negligible
10-1
Low
10-2
Medium
10-3
High
10-4
The minimum integrity level determines the maximum allowable probability of having an
unacceptable defect. With this criterion the inspection time interval can be calculated. The maximum time
value for the inspection time interval is calculated by solving the equation (2.9) with respect to time t:
P CR t WT min MIL ,
(2.9)
where MIL is the minimum integrity level.
The S-NII model takes as input the parameters that are associated with the S-RBI method. The SNII methodology is design such that the knowledge gained with the inspection results is used as a feedback
to update the corrosion parameters. Planning of next inspection time is directly related with the corrosion
rate parameters. Therefore, it is desirable to extend the S-NII model so that it is be able to update corrosion
parameters, especially the corrosion rate and the confidence factor.
The next chapter proposes to use a gamma deterioration process. The gamma model and the
procedure of updating the corrosion rate density is presented and discussed.
24
3. Deterioration models and gamma process
Section 3.1 gives reference to articles with an overview on the deterioration and maintenance
modelling. The discussion about inadequate tools that are used for modelling deterioration, such as
Brownian motion, is also given and the disadvantages of the currently employed by S-NII methodology
mathematical model are highlighted.
Then we give an introduction to gamma processes and their properties, which justify the application
of such processes for deterioration models. Additionally, the two methods for statistical estimation of the
gamma process parameters are presented in section 3.2.2.
The chapter concludes with two examples of gamma deterioration models. Example 1 shows a
gamma deterioration process with uncertain input parameter, which represents corrosion rate. The
uncertain corrosion rate updating procedure, which is based on imperfect inspections, is also shown.
Example 2 shows the model for calculating reliability of the Eastern-Scheldt barrier block mats. The model
combines the processes of a defect development and random initiation of defects.
3.1 Reliability assessment and modelling deteriorating structures
References (van Noortwijk [7], Frangopol, Kallen, van Noortwijk [8]) provide an overview on
deterioration and maintenance modelling. In both papers authors discuss a general way of modelling the
system reliability. The reliability usually is assessed with the help of deterioration and decision models. The
deterioration model is used to approximate and predict the actual process of aging. The decision model
uses the deterioration to determine the optimal inspection times. In many cases a cost-optimal inspection
frequency is additionally determined. In the content of references [7] and [8] reader can find an introduction
to gamma stochastic processes for modelling deterioration, and economical and safety constraints for
decision models.
The literature on mathematical models for time-dependent reliability of a structure proposes various
approaches to modelling deterioration. For example, (Ebrahimi [9]) uses Brownian motion (Wiener
process). The deterioration process in [9] is defined by a stochastic differential equation, for which the
solution is a geometric Brownian motion.
Although the geometric Brownian motion is positive (what seems reasonable for representing the
deterioration process), its paths are not monotonic. For this reason, the geometric Brownian motion or
Brownian motion with drift is inadequate for modelling deterioration which is monotone. The more
appropriate use of Brownian motion is to model exchange values of shares (Black-Scholes model) or
movements of particles in fluids or air.
The next approach for deterioration models is the so called random variable deterioration model
(van Noortwijk, Pandey [10]). In this approach we have typically that a degradation model is included in the
resistance of a component, such as:
Rt R0 A t ,
where
(3.1)
R0 is the initial resistance, A is the random rate of degradation and t is the age of the
component. Next, the state function g is defined as the difference between the structure or component’s
resistance Rt and the applied load or stress S:
gt Rt S .
(3.2)
25
The component or structure is considered to operate safely as long as
gt 0 and unsafe
otherwise. The time t when gt = 0 is called the lifetime of a component, and the value of the g function at this
time is called the failure-limit state of the g function.
The distribution of a lifetime can be obtained from the relation:
t
R0 S
,
A
(3.3)
and it can be derived analytically or numerically depending on the probability distribution of R0, S
and A.
The degradation model presented in (1.1) can be technically considered as a stochastic process.
However, its sample paths are fixed (e.g. linear) over the entire component’s lifetime. The model is free of
temporal variability associated with evolution of the degradation process. In fact, as is explained in [10], the
future sample path in the linear degradation model becomes completely deterministic after a single
inspection that provides the measurement of the degradation. Moreover, under the assumption that the
degradation starts at fixed time, the single inspection can determine the remaining lifetime of the
component without any uncertainty.
The random variable model is currently used by the S-NII method, where the deterioration process
(defined in (2.2)) resembles (3.1) above. This counts as a disadvantage of the current S-NII model, since
the uncertainty associated with the degradation evolution over time is an important consideration for the
determination of inspection time intervals and also for updating the deterioration behaviour.
3.2 Gamma process
This section introduces a gamma stochastic process. Before its definition is given, we proceed with
related topics, such as definition of a gamma random variable and a stochastic process. In this section the
concept of an inverted gamma random variable is introduced. The distribution of this random quantity is
used in two examples presented in the next section (3.3) and also in the model for wall thickness in Chapter
4. After that we show a number of reasons why a gamma process is suitable for modelling deterioration. An
example of the cumulative damage that may occur only on fixed units of time illustrates this suitability. The
last section presents two statistical methods of parameter estimation for a gamma process. This section is
based on (van Noortwijk, Pandey [10]).
To formally define a gamma process we first need to define a gamma distributed random variable:
Definition 1.
We say that a random variable X is gamma distributed with shape parameter 0 and scale
parameter 0 (and denote X ~ ga ( x | , ) ) if its probability density function is given by:
ga( x | , )
1 x
x e I{ x 0} ( x) ,
( )
where the gamma function ( ) is defined as
( ) x 1e x dx ,
0
26
and
I A ( x ) is the indicator function, which takes value one if x A and zero otherwise.
The derivation of the moments of a gamma random variable can be found in Appendix A.1.
Next definition introduces an inverted gamma distribution. This distribution is used across the thesis
in presented models.
Definition 2.
We say that a random variable X is inverted gamma distributed with shape parameter 0 and
scale parameter 0 (and denote X ~ Iga ( x | , ) ) if its probability density function is given by:
1
1
Iga ( x | , )
( ) x
e x I{ x 0} ( x) ,
where ( ) is a gamma function and I{ x 0} ( x ) is an indicator function, as in definition 1.
The derivation of the moments of an inverted gamma random variable can be found in Appendix
A.2.
The inverted gamma distribution is obtained by the inverse transformation of the argument of a
1
gamma distribution. I.e.: a random variable X is inverted gamma distributed if X is gamma distributed.
The next definition introduces a stochastic process. The definition is taken from the reference (Z.
Brzezniak, T. Zastawiak [11]).
Definition 3.
A stochastic process is a family of random variables ( X t ) parameterized by
When T is an interval (typically T [0, ) ), we say that
process. When T
t T , where T
.
X t is a continuous-time stochastic
1, 2,... , we say that X t is a discrete stochastic process (i.e. a sequence of
random variables).
Having defined a gamma distributed random variable and a stochastic process we can define a
gamma stochastic process:
Definition 4.
(t )
t 0 and (0) 0 .
A gamma process X t ; t 0 with shape function (t ) 0 and scale parameter 0 is a
Let
be non-decreasing, left continuous, real-valued function for
continuous-time stochastic process with the following properties:
(ii)
X 0 0 with probability one,
X X t ~ ga( x | ( ) (t ), ) for t ,
(iii)
X t has independent increments.
(i)
Notice that the second condition in the above definition guarantees that the increments of a gamma
process are always positive. This is because the gamma distributed random variable is positive. From
practical point of view it means that the degradation process, which is monotone (the amount of
degradation always accumulates), can be represented by a gamma process, which is monotone too.
27
The third condition in Definition 4 corresponds to the Markov process property. Markov process,
roughly speaking, is a stochastic process with the property that, given the value of Xt, the values of Xτ,
where t , are independent of the values of Xu, u t . That is the conditional distribution of the future Xτ,
given the present Xt and the past Xu, u t , is independent of the past. Deterioration is usually assumed to
be a Markov process.
3.2.1 Example of a discreet gamma deterioration process
To familiarize ourselves with gamma process and it’s suitability for modelling deterioration, we
illustrate it on an example of the degradation that occurs only at fixed points in time (t = 1, 2, 3,…).
Let us assume that
( X i ; i ) is an infinite sequent of independent exponentially distributed
random variables:
X i ~ exp( ) .
(3.4)
These random variables represent the increase in degradation per unit of time. Every increase in
degradation is independent of other ones. The total degradation at time n is defined as a sum of n
exponential random variable (a sum of n increments of degradation):
n
Sn X i .
(3.5)
i 1
It can be proven that the probability distribution function of the total degradation at time n, Sn, is
gamma with parameters n and λ:
f Sn (s) ga(s | n, )
n
(n 1)!
s n1e s .
(3.6)
The readers interested in the proof of this fact are referred to (T Bedford, R M Cooke [12]. Page 61,
theorem 3.6), where the convolution (the sum) of two independent gamma distributed random variables, is
proven to be again gamma random variable.
Clearly in the example above we have that Sn is the sum of n exponentials, which in fact, is the sum
of n gammas with parameters 1 and λ. Given this, we assume that the sum of n-1 gammas is again
gamma, and by theorem 3.6 (Ref. [12]) the sum of n-1 gammas and gamma is again gamma. This and the
mathematical induction imply that for every natural n the sum of n gamma random variable is again gamma
random variable.
The above example shows that the cumulative effect of deterioration at certain time, where the total
deterioration is caused by the independent exponentially distributed deterioration increments, can be model
with a gamma distribution (discrete gamma process).
28
3.2.2 Statistical estimation for parameters of a gamma process
The last part in this section presents the two most common methods of parameter estimation for a
gamma process, namely Maximum Likelihood and Method of Moments. First, a gamma process with shape
function (t ) ct and scale parameter is considered. We assume that the value of b is known (b = 1
represents the linear deterioration), but c and u are unknown. In order to apply the gamma process to a
practical example, the estimation of parameters is made on data that consists of inspection times ti, i = 1,…,
n, where 0 = t0 < t1 < … < tn, and corresponding observations of the cumulative deteriorations xi, i = 1 ,…, n,
where 0 = x0 ≤ x1 ≤ … ≤ xn. The derivation of presented formulas can be found in (van Noortwijk, Pandey
[10]).
b
3.2.2.1 Method of Maximum Likelihood
The likelihood function of the observed deterioration increments i
product of independent gamma
xi xi 1 , i = 1,…, n, is a
densities7:
n
l (1 ,..., n | c, ) ga( i | c(tib tib1 ), )
i 1
n
i 1
c ( tib tib1 )
(c(t t ))
b
i
b
i 1
ic (t
b b
i ti 1 ) 1
exp{ i } .
The maximum-likelihood estimator of
(3.7)
can be obtained by maximising the logarithm of the
of the log-likelihood function,
setting the obtained expression to zero, and solving with respect to , we get that the estimator of is:
likelihood function given in (3.7). By taking the derivative with respect to
b
ct
ˆ n .
xn
(3.8)
Substituting (3.8) into (3.7), and solving the following formula:
log l (1 ,..., n | c) 0
c
with respect to c, we get that the maximum-likelihood estimators ˆ and
the following set of equations:
ˆ nb
ˆ ct
xn
.
n
b
ˆ
ct
[t b t b ] (cˆ[t b t b ]) log t b log n
i
i 1
i
i 1
i
n
xn
i 1
7
(3.9)
ĉ can be obtain by solving
(3.10)
Third condition in the definition of a gamma process states that this process has independent increments. The
likelihood function is then a product of independent gamma distributed increments.
29
The function ( a ) above is called the digamma function. It is defined as the derivative of the
gamma function logarithm:
(a) log (a)
, a > 0,
( a )
a
(a)
(3.11)
and, as is recommended by [10], it can be accurately computed using the algorithm developed by Bernardo
(1976).
3.2.2.2 Method of Moments
The Method of Moments estimates the parameters c and from the set of two equations. The first
equation is the relationship between the average rate of degradation and the parameters. To be more
precise: let us consider the data as given above. We have that i xi xi 1 , is the i-th observed
degradation increment, where i = 1,…, n. The duration of i-th increase in degradation is defined as:
wi tib tib1 , i = 1,…, n.
(3.12)
Notice that according to calendar time the duration of i-th increase in degradation is the time
between (i-1)-th and i-th inspection (e.g. ti ti 1 ).
Now we define a random variable Di as the i-th deterioration increment:
Di X i X i 1 .
(3.13)
It follows that the deterioration increment Di is gamma distributed with shape parameter
scale parameter
for all i = 1,…, n. The random increments
corresponding observation of Di is
cwi and
D1 ,..., Dn are independent. The
i .
We introduce the following average degradation rate per unit of tb time:
n
D
D
i 1
n
i
.
w
i 1
(3.14)
i
It follows that the expectation of
n
n
E ( D)
E ( Di )
i 1
n
w
i 1
i
i 1
n
cwi
w
i 1
D is:
c
.
(3.15)
i
The first equation for the estimates
ĉ and ˆ is:
30
n
cˆ
ˆ
i 1
n
i
w
i 1
,
(3.16)
i
and, since the degradation is cumulating, (3.16) simplifies to:
n
cˆ
ˆ
i
i 1
n
n
x x
i 1
n
w t
i 1
i
i 1
i 1
i
b
i
t
b
i 1
xn
.
tnb
(3.17)
Observe that (3.17) is the same as the first equation in the maximum-likelihood method (3.10).
The second equation needed for the parameter estimation comes from the relationship between the
parameters and the deviation of the degradation increments from the average degradation rate
follows that:
n
wi2
n
n
c
.
E ( Di Dwi ) 2 2 wi i n1
i 1
i 1
wi
i 1
D . It
(3.18)
The second equation is:
n
wi2 n
n
cˆ
w i n1
( i wi ) 2 .
2 i
ˆ
i 1
wi i 1
i 1
n
where
i
i 1
(3.19)
n
w .
i 1
i
The solution of equations (3.17) and (3.19) provides the estimates for
ĉ and ˆ .
3.3 Applications of a gamma process
Among applications of a gamma process are models for gradual damage monotonically
accumulating over time, such as wear, fatigue, corrosion, crack growth, erosion, consumption, creep, swell,
degrading health index.
In this section we present two examples of gamma model. Example 1 is based on article (Kallen,
van Noortwijk [3]). This article shows the possibility of modelling the corrosion (degradation in general) with
gamma process. Additionally an uncertain input parameter for corrosion rate (average rate of degradation)
is given by the prior distribution. Using Bayes’ theorem, the distribution of corrosion rate is updated with the
likelihood of observed degradation, so that the posterior distribution of corrosion rate is available. The
31
article presents two updating processes. One, when perfect inspections are considered (the measurement
error is not taken into account), and the other one with imperfect inspections.
The second example (Example 2 based on article (van Noortwijk, Klatter [13])), shows the
application of a gamma process to the model of scour-holes development in concrete-blocks that form the
Eastern-Scheldt barrier. The blocks are inspected for detection of such scour-holes, and as soon as a hole
is detected, the maintenance action is performed by repairing the defect.
In the model presented in [13] the initiation of a scour-hole and the development of a scour-hole are
considered as stochastic processes. The first process is represented by exponentially distributed interoccurrence times, while the development of a hole (given that a hole is present) is represented by a gamma
process. The probability of an event “in a time interval (0.k] at least one hole occurs which is deeper than y”
is derived, where y is a maximum acceptable depth of the hole.
3.3.1 Example 1
In this example the gamma deterioration process
X t , which represents the cumulative amount of a
wall thickness lost due to corrosion up to time t, is considered.
The degradation rate is assumed to be linear.
We have that:
X t ~ ga ( x | t , ) .
(3.20)
The expectation and variance of
E( X t )
t
,
and
X t are given by (Appendix A.1):
Var ( X t )
t
2
.
In order to give meaning to the parameters
E ( X t ) t ,
and
(3.21)
and
Var ( X t ) 2t ,
, the following is assumed:
(3.22)
where the uncertain parameters and are the rate of the linearly varying mean and the square-root of
the rate of the linearly varying variance respectively.
Combining (3.21) with (3.22) gives us that the parameters of gamma process ( , ) are related
with the uncertain rates as follows:
2
2
,
and
2
.
(3.23)
In [3] authors suggests that in order to keep the model practical and easy to use, the standard
deviation can be fixed in terms of the mean . With the use of the coefficient of variation v, the
standard deviation is given by:
v .
The gamma deterioration process is now given by:
(3.24)
32
t 1
X t ~ ga x | 2 , 2 .
v v
(3.25)
This approach can be observed in many of today’s models. The variance of the uncertain
deterioration process is assessed by expert judgment and subsequently the coefficient of variation v is fixed
in the model. The only uncertain parameter that is left to specify is the rate µ (corrosion rate) of the process
mean. It is desirable to assign a prior distribution to this parameter instead of assessing any singular value.
This distribution should be chosen such that it corresponds to the expert’s belief about all possible
corrosion rates. During the lifetime of a component the corrosion rate distribution is updated with the
likelihood of the inspection measurement. This action makes the prediction about the lifetime of the
component, which is related to the corrosion rate distribution, more accurate and more likely.
Discussion about the prior distribution for the uncertain corrosion rate µ in [3] mostly concerns the
case with perfect inspections. Authors suggest an inverted gamma distribution as the chose for the
corrosion rate prior distribution. The reasons are that the inverted gamma density multiplied by gamma
distributed likelihood is again proportional to an inverted gamma density. In fact the inverted gamma
distribution is said to be conjugated with respect to the exponential likelihood function, which means that
the product of the inverted gamma density and any exponential likelihood function is proportional to an
inverted gamma density. For more information about the conjugate family of inverted gamma distributions
we refer to (DeGroot MH [14]) and (Diaconies P, Ylvisaker D [15]).
The conjugated property of an inverted gamma distribution is presented below, where by using the
continuous version of the Bayes’ theorem (Appendix A.3) the prior corrosion rate density is updated with
the likelihood of measurements. Detailed calculations are shown in (Appendix B.2).
Let the corrosion rate prior density
( ) be an inverted gamma density:
( ) Iga( | a, b) .
(3.26)
Given the set of perfect measurements of cumulative wall loss xi, i = 1,…, n , 0 = x0 ≤ x1 ≤ … ≤ xn
and inspection times ti, i = 1,…, n, where 0 = t0 < t1 < … < tn, the posterior corrosion rate density is:
n
i 1
( | x1 ,..., xn ) Iga | a
n
ti ti 1
xi xi 1
,
b
,
2
v
v 2
i 1
(3.27)
which, because of cumulative measurements reduces to8:
( | xn ) Iga | a
tn
x
, b n2 .
2
v
v
(3.28)
The second and more realistic approach is to update knowledge about corrosion rate based on
imperfect inspections. Again we want to assign a distribution function for the corrosion rate parameter (µ)
and update this distribution based on imperfect measurements. First a new process is introduced, which
includes the original process X t together with a normally distributed error :
Yt X t ,
N (0, ) .
(3.29)
The measurement taken during inspection is assumed to be the observation from the process
Yt .
The likelihood of the measurement ŷ given the corrosion rate µ is determined by the convolution:
8
If we consider perfect inspections (perfectly measured wall thickness) then only the last inspection is needed for
calculation the posterior distribution. The last inspection provides the measurement of the total lost of wall thickness.
33
l ( yˆ | ) fYt ( yˆ )
f X t ( yˆ ) f ( )d ,
where f X t ( yˆ ) ga yˆ | t
v
2
, 1
(3.30)
.
v
2
The likelihood extended to the case with multiple inspections is given by:
l ( y1 ,..., yn | )
n
...
f X t X t (di i ) f (1 ,..., n )d1...d n ,
i
i 1
i 1
(3.31)
di yi yi 1 , y0 0 , y1 ,..., yn are the imperfect measurements made at times ti, i = 1,…, n,
0 = t0 < t1 < … < tn, and i i i 1 , 0 0 are respective errors. As previously the integrated densities of
where
the deterioration process are gamma:
t t
f X t X t (di i ) ga di i | i i 1 2 , 1 2 for i = 1,…, n.
i
i 1
v
v
(3.32)
The product of gamma densities in (3.31) is because a gamma process has independent
increments, and consequently the joint density of n gamma increments is the product of n gamma densities.
Here we assume that the errors are independent, that is
i
does not depend on
j
for every
i j . In a more general case the dependence between measurement errors may be introduced by using a
multivariate normal distribution with the covariance matrix with non-zero elements on the non-diagonal
cells. Notice also that the joint density f (1 ,..., n ) in the formula (3.31) cannot be reduced any further
i 1 . M. J. Kallen and J. M. van Noortwijk in [3] suggest that in order to
compute the likelihood given in (3.31) we can simulate the errors i ' s and approximate the solution.
Otherwise we would have to calculate the covariance between the ' s and analytically solve the likelihood
using the joint distribution of the ' s , which would considerably complicate matters.
since every
i
depends on
Next, the likelihood in (3.31) can be formulated as an expectation, which in turn can be
approximated by the average of the product:
n
l ( y1 ,..., yn | ) E f X t X t (di i )
i 1 i i1
n
N
1
f X t X t (di i( j ) ) as N
N j 1 i 1 i i1
where f X t X t
i
i 1
d
i
(3.33)
t t
i( j ) =ga di i( j ) | i i 1 2 , 1 2 .
v
v
Here the law of large numbers is used in order to perform the so called Monte Carlo integration. For
each inspection i we sample
i( j )
for j = 1,…, N, and then we calculate
i( j ) i( j ) i(j1) .
Equation (3.33) can be now substituted in Bayes’ formula (Appendix A.3), which then can be solved
by numerical integration to obtain the posterior distribution for corrosion rate given imperfect
measurements. The authors says that the choice for the use of simulation to determine the likelihood (3.31)
34
greatly reduce the efficiency of the model, but also the choice for the prior distribution is no longer restricted
to the inverted gamma density as in the case of perfect inspections.
3.3.2 Example 2
The purpose of the paper [13] by J. M. van Noortwijk and H. E. Klatter is to present the
mathematical model that provides safe and cost-optimal rates of inspection for the block mats. This
example, however, is restricted only to the case of safety and those interested in the whole model are
referred to [13].
The block mats can be damaged in such a way that sand washes away and scour holes occur. To
detect possible scour, the block mats are inspected by application of acoustic techniques. If acoustic
inspection reveals a scour hole, then a detailed inspection will be carried out, followed by a repair.
Since the completion of the barrier in 1986, no scour holes were detected. This fact makes that the
initiation of holes is treated as the main uncertainty. As suggested by the author the scour-hole interoccurrence times are assumed to be exchangeable and exhibit the “lack of memory” property.
Exchangeability means that the order in which the scour holes occur is irrelevant. The “lack of memory”
property means that the probability distribution of the remaining time until the occurrence of the first scour
hole does not depend on the fact that a scour hole has not yet occurred since the completion of the barrier
in 1986.
The successive times between occurrences of scour holes are denoted by the infinite sequence of
non-negative real-valued random variables T1, T2 ,…
Under the assumption that the infinite sequence T1, T2 ,… is exchangeable and satisfies the “lack of
memory” property for all n , we can write the joint probability density of T1,…, Tn as a mixture of
conditionally independent exponentials9:
n
fT1 ,...,Tn (t1 ,..., tn )
0 i 1
where
n
t
exp i dP ( ) f n ti ,
i 1
1
(3.34)
t1 ,..., tn are non-negative real numbers. The random quantity , with the probability distribution P ,
describes the uncertainty about the parameter
occurrence time of scour holes:
lim n
T
n
i 1 i
, or the uncertainty about the limiting average inter-
n .
(3.35)
The probability distribution for the uncertain expectation of the inter-occurrence times ( ) is
chosen to be an inverted gamma distribution:
~ Iga( | v, )
(3.36)
We skip the explanation of this choice, but the interested readers are referred to [13] and
references sited therein. The main advantage of this distribution is that it is said to be conjugated with
respect to the exponential likelihood function. This means that if one wants to update the prior distribution
It can be verified that if a random variable obey “lack of memory” property then this random variable has
exponential distribution function (T. Bedford, R. M. Cooke [12])
9
35
Iga( | v, ) with actual observations t1 ,..., tn , than, using Bayes’ theorem, the posterior distribution is
Iga( | v n, i 1 ti ) .
n
Further, the stochastic process of scour-hole development is discussed. Given that a scour hole
has occurred, the question that arises is how its depth increases over time. Empirical studies show that the
expected maximum scour-hole depth at time t behaves according to the power law: atb, where a > 0, and 0
< b < 1. Nevertheless, there are still many uncertainties that have to be accounted for, and for that reason
the best is to regard scour-hole development as a stochastic process.
Given the properties of a gamma process (non-decreasing paths), the authors propose this process
as a representation of maximum scour-hole depth at time t, and the following notation is used: Xt is the
gamma stochastic process with the density:
f Xt ( x) ga( x | at b ,1 ) ,
where
0
(3.37)
represents the uncertainty in the scour erosion process.
As in the common approach for modelling the deteriorating structures reliability, a scour hole is said
to fail when it is deeper than a certain failure level y. This failure level is identified with the failure-limit state
of the stress-resistance function g (3.2), when the stress exceeds resistance of a concrete-block mat. The
lifetime distribution of a safe operation is defined as:
F (t ) P T t P X t y f X t ( x)dx ,
(3.38)
y
where f X t ( x) is defined as in (3.37).
Decision about the frequency of inspections may now be derived form the combination of the
average rate of scour holes occurrences, decreasing rate of scour-hole development, and safe margin. The
block mats are said to be unsafe when there is at least one scour hole deeper than the failure level y. The
probability of this event should be smaller then a predefined design norm probability, which in itself is a
function of the inspection interval length k.
For example: 1 – (1 – Pnorm)k, where Pnorm is the annual design failure probability of the block mats
because of scouring.
In order to calculate the probability of an event ‘in the time interval (0,k] at least one hole is deeper
then y’ we proceed as is given in (S Karlin, H M Taylor [16], page 180). First we rewrite this probability as
one minus the probability that ‘in (0, k] no scour holes occur that are deeper then y’. The last event is
conditioned on the number of holes that have occurred. It is:
P{'In (0, k ] no holes that are deeper than y '|one occurence up to time k}
P{ X k T1 y | N(k )=1} ,
(3.39)
where T1 is the occurrence time of one hole.
Recall that T1 is exponentially distributed random variable. Conditioning this random variable on an
event that there is only one occurrence up to time k, where k >T1, we get that T1 is uniformly distributed on
the interval (0, k]. Using this fact we have that (3.39) equals to:
k
k
k
1
1
1
0 P{ X (k s) y} k ds k 0 (1 F (k s))ds k 0 (1 F (s))ds ,
(3.40)
36
where F is the lifetime distribution defined in (3.38).
Because we have assumed that the occurrences are independent it follows that:
n
1 k
P{'In (0, k ] no holes that are deeper than y '|N(k )=n} (1 F ( s))ds .
k 0
(3.41)
In order to get unconditional probability, we sum up the formula given in (3.41) over all possible
number of holes times the respective probability:
P{'In (0, k ] no holes that are deeper than y'}
n
k
n
k
k
1
(1 F ( s))ds
e
n 0 k 0
n!
k
k k k
1
exp
(1
F
(
s
))
ds
exp
k
(1
F
(
s
))
ds
0
k 0
k
F ( s )ds
= exp 0
.
(3.42)
Finally, coming back to the event considered at first place and accounting the uncertainty of
parameter represented by an inverted gamma distribution we have that:
P{'In (0, k ] at least one hole is deeper than y}
v
k
F ( s )ds
0
.
= 1 exp
Iga ( | v, )d 1
k
0
F ( s )ds
0
(3.43)
The last equality in (3.43) can be easily derived from the moment generating function.
The authors suggest that the length of an inspection interval may be obtained by optimising the
expected average cost of maintenance, but the upper time boundary should be given by the safe margin,
which is the time k, when the probability given in (3.43) as a function of k reaches the predefined design
norm probability (e.g. 1 – (1 – Pnorm)k).
37
4. Gamma deterioration model for S-NII model
This chapter provides description of time-dependent models for a components wall thickness loss
due to degradation. The components of interest in this study are steel components such as vessels, pipes,
etc. Determination of inspection times that is based on the component reliability and/or its physical
condition is also provided by the models.
The chapter is divided into two sections. Section 4.1 describes the deterioration model with gamma
process representing the expected maximum deterioration (maximum defect depth) at time t. The model
requires sufficiently rich database (measurements of wall thickness) for parameter estimation and therefore
its ability to update corrosion parameters is significantly reduced (as in the real inspection world the data is
limited and uncertain). The second model, presented in Section 4.2 solves the problem with limited
resources of inspection data, and offers the possibility of including the engineer’s opinion about the
corrosion parameters. The update of corrosion rate density in this model can be based on the data
collected from only two inspections. This model is based on the deterioration model presented in Chapter 3
(Example 1).
4.1 Gamma deterioration model (Case 1)
This section introduces reader with the idea of applying a gamma process (introduction to a gamma
process can by found in Chapter 3) to the S-NII model. Recall that the S-NII model assesses the amount of
a wall thickness that is lost due to corrosion, and its input parameters (corrosion parameters) are linked
from the S-RBI methodology (see Chapter 2).
In the case of deteriorating structures we say that the safe operation is maintained whenever the
design stress (load imposed on an object) is smaller than the component’s resistance. When we associate
the resistance of a component (i.e. vessel or pipe) with its wall thickness we can define the so-called
corrosion allowance level. This is the value given by the components manufacturer and represents the
maximum amount of wall loss up to which a component is assumed to be able to function safely.
The deterioration process
X t is defined as the maximum lost wall thickness at a given time t. The
distribution of this process at time t is the distribution of a maximum defect depth at time t, referred to as
maximum defect depth distribution or defect depth distribution.
The deterioration model proposed here assesses the maximum amount of a wall thickness that is
lost due to corrosion, or other deterioration mechanisms. Safety of an operating component is related to the
deterioration process X t in the sense that, if the process approaches corrosion allowance level, denoted
by y, then a component is said to fail or operate unsafely.
The first step in model building is to associate a certain mathematical concept to the deterioration
process X t that best represents real degradation. The studies of corrosion growth behaviour performed by
the plan engineers indicate that in general growth process can be very different. However, in the long run
the wall loss resembles a straight line. For instance, in the S-NII model the deterioration is defined as a
linear wall thickness loss over time, where the uncertainty related to the varying process’s behaviour is
incorporated within the corrosion rate density.
As discussed in Chapter 3 a gamma process offers certain properties that fit well with the physics
underlying the general process of corrosion and deterioration. The main concordance is that the process
38
has positive gamma distributed increments, which means that once wall thickness has been lost it cannot
be recovered again by natural means.
X t is assume to be a gamma process with linear shape function pt ( p >0) and a
scale parameter r ( r 0 ) (definition of a gamma process is given in Chapter 3). The expectation and
variance of the process X t are given by:
The process
E( X t )
p
t,
r
Var ( X t )
p
t,
r2
(4.1)
(see Appendix A.1).
Consequently, with the observations of the deterioration process linearity in the long run, the
expectation and variance of X t are assumed to be:
E ( X t ) t ,
Var ( X t ) 2t .
(4.2)
Combining (4.1) and (4.2) gives the relationship between the parameters of the gamma process
and the coefficients of deterioration average rate (corrosion rate) and variance:
p
2
2
,
r
2
.
(4.3)
In practice, often the standard deviation is fixed in terms of the mean µ. Observe that in Section
3.3.1 (Example 1) the standard deviation of the gamma deterioration process is fixed in terms of the mean.
The S-NII model also uses this approach. The standard deviation for the uncertain corrosion rate in the SNII model is fixed in terms of the mean by the coefficient of variation p. This coefficient is called the
predictability factor, and the range of the uncertain corrosion rate is specified through this factor. In the
model presented in this section the coefficient of variation is denoted by c. The standard deviation is
now given by:
c
(4.4)
By introducing the coefficient of variation, we can specify the range of the distribution relative to the
mean. To illustrate this consider an example. An expert specifies the range of an uncertain positive variable
X. A coefficient of variation of this variable is determined such that the mass of its density is cumulated on
the specified range. Let’s say that the expert’s range is from 0 to 2·mean, where the mean is the mean of X,
and is not specified yet. We can find c for which P(X ≤ 2·mean) = 0.975. The value of the probability above
remains unchanged for every positive value of the mean. The expert range is covered by 97.5% of the
distribution.
By appropriate chose for c and the defect extent determined relative to the mean, we can make a
certain classification for the defect distributions and link them the existing S-RBI confidence factors. This
idea is illustrated in Table 3.
The first column shows confidence classes of the S-RBI. Each class is linked with a parameter c
(second column). The range of the defect distribution (gamma distribution) that expresses the extent of
uncertainty is specified in third column. The last column shows the ecxeedance probabilities (definition of
exceedance probability is given in Chapter 2).
39
Table 3. Links between S-RBI confidence factors and Parameters of gamma deterioration process.
S-RBI
confidence factors
Coefficient of variation c
The range of a
distribution
The exceedance
probability
Very High
0.0975
P{X<1.2·mean}=0.975
0.1
High
0.2305
P{X<1.5·mean}=0.975
0.2
Medium
0.429
P{X<2·mean}=0.975
0.3
Low
0.778
P{X<3·mean}=0.975
0.4
Very Low
1.0989
P{X<4·mean}=0.975
0.5
Substituting (4.4) into (4.3) the parameters of the gamma process become:
p
1
c2
and
r
1
c2
,
(4.5)
Note that in the case of a gamma process we employ the coefficient of variation c only at a fixed
time t. More precisely, we have to choose a time t at which we fix the standard deviation in terms of the
mean. The mean of the gamma process Xt at the time t is actually equal to t and not just µ.
This situation is presented in Figure 7. At time T = 5 the mean of the gamma process (with
parameters 1 and c=0.429, M – medium confidence factor) equals to 5 (red dashed line). The blue line
represents the 97.5% quantile of the process. In this case at the predetermined time T (and only at that
time T) the confidence of the process is established according to the Medium confidence factor from Table
3 (the density ranges up to 2·mean); the 97.5% quantile is exactly at the point 2 T (equal to 10).
Figure 7. Figure shows linear mean function (dashed read line), 97.5% quantile of a gamma
process with µ=1 and medium confidence factor (blue solid line), and 2·µ·t (blue dashed line).
40
Here we can see one of the main differences between the S-NII model and the model with gamma
deterioration process. In the S-NII model the deterioration is always given as a straight line; therefore, the
quantile of deterioration process is also a straight line. This significantly influences the variance of a
process, which in the case of the S-NII model is a quadratic function of time (see Appendix B.1).
One option for choosing the time, when width distribution of a maximum defect depth is specified, is
to choose the time at which the estimated corrosion rate crosses the maximum corrosion allowance level y.
Similarly, as in the S-NII model, for a given estimate of corrosion rate CRa (actual corrosion rate S-RBI), the
time TRL (Remnant Life Time) is obtained by solving the following equation:
TRL y
CRa
.
Finally, the density of gamma deterioration process
(4.6)
X t at time t (maximum defect depth at time t)
is given by:
t
1
f X t ( x) ga x | 2 , 2
,
c TRL c TRL
(4.7)
where c is the coefficient of variation (4.4) and µ is the rate of linear mean (4.2).
One confidence factor provides two inputs for the parameters of the deterioration distribution given
in (4.7). This can be seen in Table 3, where for each S-RBI confidence factor; the coefficient of variation c
and the exceedance probability (last column in Table 3) are given. The last parameter indicates the
proportion of defects that would exceed the corrosion allowance level at the remnant life time. From the
exceedance probability the mean µ is determined. This is done numerically, by solving the following
equation with respect to µ:
y
t
1
1 ga x | 2 , 2
dx Exceedance probability .
c
T
c
T
RL
RL
0
(4.8)
Figure 8 shows the five densities of defect depth with the settings: CRa=1, y=10 and the five
confidence factors. In this example, the time at which the estimated corrosion rate crosses the corrosion
allowance level is equal to 10. For each density shown in Figure 8, the mass in the left tail from the defect
depth size of 10 is equal to the exceedance probability from Table 3.
41
Figure 8. Illustration of the five defect depth densities. Each represents different confidence class.
The maximum allowable defect depth is 10.
Once the distribution and corrosion allowance level are specified we can define the so-called
lifetime distribution. This distribution gives the probability of having an unacceptable defect at time t. In
Figure 9 we see a distribution of the maximum defect depth over time; the dashed line represents an
average maximum defect depth. The probability of having an unacceptable defect at a given time is
highlighted with a circle and equals to the mass in the left tail of the distribution. The exceedance probability
that is the probability of having an unacceptable defect at the pre-specified time TRL is also highlighted with
a circle. The estimated corrosion rate CRa is a coefficient of solid red line, which crosses the corrosion
allowance level y at Remnant Life Time.
Figure 9. Illustration of a linear wall deterioration model. The model with a gamma deterioration
process.
42
The formula for a lifetime distribution for a gamma deterioration model is given by:
F (t ) P{T t} P{ X t y} 1 P{ X t y}
t
1
1 ga x | 2 , 2
dx
c TRL c TRL
0
y
(4.9)
The lifetime distributions for all confidence factors are presented in Figure 10. The red dashed
vertical line indicates the remnant life time and each distribution at that time show the exceedance
probabilities.
Figure 10. The lifetime cumulative distribution functions for all confidence factors. The Remnant life
time is 10. The vertical line crosses each distribution at the value equal to the exceedance
probability.
43
Figure 11. The tails of a lifetime distributions in log10 scale. The Integrity curves y=10.
In Figure 11 the tails of the lifetime probabilities in the log10 scale are shown. These curves are
often referred to as integrity curves and used for calculating the time interval of safe operation. However,
before computations take place, the probability of acceptance of an unacceptable defect has to be
specified. This probability is the maximum allowable probability that a component’s deterioration is larger
than the corrosion allowance level y.
In S-NII methodology the maximum allowable probability is called the minimum integrity level. For
different consequences of failure10 different minimum integrity levels are considered. For a detailed
discussion we refer to Chapter 2, where the general methodology of S-RBI was presented and the concept
of minimum integrity level introduced. For the S-NII model, classifying the minimum integrity level by S-BRI
consequence class leads to Table 4:
Table 4. S-RBI consequences of failure and S-NII minimum integrity levels.
S-RBI
Consequence class:
Minimum
Integrity Level:
Negligibl
e
10-1
Low
Medium
High
10-2
10-3
10-4
Having specified the lifetime distribution and the minimum integrity level, we can calculate an
inspection interval. Assuming that defects start growing at day one (which is the most conservative
assumption); the first inspection interval is calculated by solving the following equation with respect to the
time t:
F (t ) P{X t y} MIL the interval 0, t ,
(4.10)
where the MIL is the minimum integrity level.
10
As it is considered in the S-RBI the consequences of failure contribute to the overall risk of failure and as a
consequence to the interval factors (see Chapter 2 with S-RBI).
44
The obtained interval provides satisfactory confidence that any defect, even the one with the
‘fastest’ corrosion rate, will not become unacceptable before time t. The decision about the time of
inspection should be made considering the obtained time t as the upper time boundary for setting an
inspection.
With the available information about the actual condition of a component (measurements of wall
thickness), the integrity curve undergoes certain changes. The main issues taken into account for updating
the integrity curve are the results of an inspection and the reliability of the employed detection technique.
The performance of the technique is associated with a probability of detection (POD, see Chapter 1). The
updating procedure using POD curve is presented in the next section.
The model considered in this section (gamma deterioration process) is not the best from the point
of view of updating the model parameters (corrosion rate and confidence factor). This is because the
amount of data that is required for the statistical parameter estimation is large compared to the number of
inspections performed during the lifetime of a component (see Chapter 3 for review of statistical methods).
However, the next section presents the gamma deterioration process with uncertain corrosion rate.
Together with the Bayesian inference, the likelihood of the observed wall loss is incorporated in the model
and updating is performed.
4.2 Gamma deterioration model with uncertain corrosion rate (Case 2)
Due to the fact that most components are not often inspected (at most every 2 years) there is not
enough data available for parameter estimation (estimation of ). However, Bayesian updating enables us
to incorporate the measurements and engineer’s prior knowledge of the corrosion rate. In this section the
distribution for the uncertain parameter of a gamma deterioration process is suggested and the Bayesian
updating process is shown. For the description of the Bayesian theorem the reader is referred to Appendix
A.3.
The basic structure of the gamma deterioration model is discussed in the previous section. The
discussion here concerns combining an uncertain corrosion rate distribution with gamma deterioration
process. The model is based on Example 1 from Chapter 3.
This approach enables us to update our confidence about the component’s condition (the integrity
curve), corrosion rate and the confidence about the corrosion rate.
The similarity of this approach with the S-NII model is that in both cases an uncertain corrosion rate
is represented by a distribution function. The main difference is that in the S-NII model deterioration is
modelled as a straight line, while here the more advance approach is used, based on a gamma stochastic
process.
45
Figure 12. Illustration of linear wall deterioration, were the deterioration process is a gamma
process and uncertain corrosion rate is represented by a distribution function.
Figure 12 shows graphically the situation where the corrosion rate is represented by a distribution
function. On right-upper corner we have the prior distribution of the corrosion rate and on left-upper corner
the distribution of the maximum defect size. Under this setting the distribution of the maximum defect depth
is achieved by integrating the gamma deterioration distribution (at a fixed time t) with respect to the
corrosion rate distribution. This approach and Bayes theorem allow us to learn about the behaviour of
corrosion. The knowledge of corrosion growth is then inserted within the new (posterior) distribution of the
corrosion rate (not in the picture).
For a prior density of the uncertain parameter a number of options can be selected, for instance
the one used by API (American Petroleum Institute 2000) is a discrete prior density (step function on the
right-upper plot, Figure 12). The density has 50% confidence that the corrosion rate is less than or equal to
the rate assessed by the plant engineer. The other 50% is divided into 30% between 1 and 2 times the
assessed rate and 20% between 2 and 4 times the engineer’s estimate.
For our gamma process model we use a continuous prior density, which best represents an
engineer’s belief and is easy to update. Reference (Kallen, van Noortwijk [3]) proposes an inverted gamma
distribution for the uncertain corrosion rate. This distribution and the advantages for representing uncertain
corrosion rate by an inverted gamma distribution are presented in Chapter 3.
The prior density
( ) of the uncertain parameter is assumed to be an inverted gamma density:
( ) Iga | a, b .
(4.11)
(See Chapter 3 for definition of the inverted gamma density).
We use the continuous version of the Bayes’ theorem (Appendix A.3) to update the prior density
with the likelihood of the inspection measurement to obtain a posterior density. The formula for the
likelihood of measurement x̂ given is derived from the gamma deterioration process.
Let
given
is:
x̂ be the measurement of the wall thickness made at time t. The likelihood of measurement x̂
46
l ( xˆ | ) ga xˆ | t 2 , 1 2 .
c T c T
(4.12)
(The gamma density of a maximum defect depth is given in (4.7)).
The posterior ( | xˆ ) is then again inverted gamma and is given by:
( | xˆ ) Iga | a t
c 2T
, b xˆ
c 2T
.
(4.13)
(The derivation of (4.13) is in Appendix B.2).
The distribution of the deterioration process at time t is defined by the expectation of the gamma
deterioration process with respect to the random corrosion rate, and will be referred to as the average
deterioration distribution. Its density is given by:
f X t ( x) E ga x | ga ( x | ) Ig ( )d .
(4.14)
0
E () in (4.14) is the expectation with respect to the random variable (corrosion rate), and
is the value of the corrosion rate. (The precise formula for the density (4.14) is in Appendix B.3).
The choice for the parameters a and b of the inverted gamma prior density can be made in a similar
way to the choice of the parameters of the gamma deterioration process. In other words, the specification of
the prior is made again through the coefficient of variation.
The expectation and the variance of an inverted gamma distribution are given by (Appendix A.2):
E ( )
where
b
,
a 1
and
b2
,
Var ()
(a 1)2 (a 2)
(4.15)
and
Var () (v )2 ,
(4.16)
b 0 and a 2 .
Assuming that:
E ( ) ,
where v is the coefficient of variation, the parameters a and b are given by (Appendix B.5):
a
1
2,
v2
and
1
b 2 1 .
v
(4.17)
At the moment we leave out specification of the parameters v and . We shall explain the choice
of this parameter later, so that the meaning of this parameter will become clear.
The main idea behind the approach presented in this section is that we combine two distributions:
one that represents the deterioration process (at fixed time t) and the other one that assigns the range for
the uncertain corrosion rate. To understand the meaning of input variables (coefficients of variation v and
c), and their role in updating the average deterioration distribution, we proceed with the following example.
Figure 13 presents four densities for the maximum defect depth with a common mean equal to 10.
One of the densities is a gamma density with variance chosen such that it corresponds to the high
47
confidence factor from Table 3 (c = 0.2305, H). The three other densities are the average deterioration
densities with the parameter c = 0.2305, and v’s: v1= 3.0042, v2= 0.3984 and v3= 0.0938.
Observe that for smaller values of v the average deterioration density approximates the gamma
density. Notice also that the observation of the defect growth contributes only to the update of the corrosion
rate distribution. For a conservative prior assumption (wide corrosion rate density), the updated corrosion
rate density becomes narrow (v small), but the average deterioration density is improved only up to the
width of the gamma density (with given c). The gamma input (c) is not affected by this updating process. If
the coefficient of variation v approaches zero then the average deterioration density approach the gamma
density.
Figure 13. Gamma density with the mean 10 and c=0.2305 (H) together with the average
deterioration densities with c=0.2305 (H) and v1= 3.0042, v2= 0.3984, v3= 0.0938. The mean of
each distribution is equal to 10.
Moreover, notice that the updating power is related to the parameter c. From equation (4.13) we
see that the parameters from the posterior distribution of directly depend on the value of c. For small c
the updating effect is bigger compared to the effect that is achieved with larger values of c.
As we have seen, the coefficient of variation c of the gamma deterioration process plays an
important role in updating the model parameters. This parameter represents variation of the deterioration
process, which is not intended to be reduced. Therefore, it should be assessed independently of the S-RBI
confidence factors. The parameter that should be linked to the S-RBI confidence factors is the coefficient of
variation v that is related to the corrosion rate distribution.
To be consistent with the assessment of the input parameters for the gamma model (Section 4.1)
and with the S-NII model which uses two inputs: CRa and S-RBI confidence factor, we propose that c is
chosen according to a very high (VH) confidence class from Table 3 (c=0.0975). The values of v such are
chosen that, given the selected confidence class, the average deterioration distribution represents the
desirable range of defect depth (97.5% mass of the distribution is cumulated on the specified range; Table
5, third column).
To understand Table 5, recall that if we fix the factor c corresponding to VH confidence class (Table
3) then, given any positive choice of v, the range of the average deterioration density will be always wider
then the range associated with VH confidence class (Table 5). Since the average deterioration distribution
approximates the gamma distribution for small values of v, and the confidence class chosen for the gamma
48
distribution is on the top of the S-RBI confidence factor list, the minimum range of the average deterioration
distribution that may result from updating is according to VH confidence factor (Table 5). Observe also that
for the very high confidence class the parameter c represents all uncertainty, therefore v is zero.
Table 5. S-RBI confidence factors and the gamma deterioration model with uncertain corrosion
rate.
C=0.0975
S-RBI confidence
factors
Coefficient of
variation v
The range of the
distribution
The exceedance
probability
Very High
0
P{X<1.2*mean}=0.975
0.1
High
0.1935
P{X<1.5*mean}=0.975
0.2
Medium
0.3856
P{X<2*mean}=0.975
0.3
Low
0.827
P{X<3*mean}=0.975
0.4
Very Low
2.8211
P{X<4*mean}=0.975
0.5
Now we are left with two tasks. The first one is to locate the average deterioration distribution such
that, at the remnant life time, the probability of a defect being bigger than y is equal to the exceedance
probability. As in the section before, this is done by an appropriate choice of the mean. Notice that the
spread of the average deterioration distribution is established by c and v. Hence, by choosing different
values of the mean, the density is shifted along the defect depth axis. Therefore, we have that for
increasing values of the mean, the probability of an unacceptable defect increases, and when the mean
value decreases, this probability decreases as well.
This fact simplifies finding the mean of the average deterioration distribution E X TRL
considerably, and once this is done, the value of the parameter b from an inverted gamma distribution
(4.17) can be calculated. This is the second remaining task, and it can be done in the following way:
Observe that b is related to the mean of the inverted gamma distribution E ( ) and parameter v
(4.17). The mean of an average deterioration density, on the other hand, is given by:
E ( X t ) E ( )t ,
(4.18)
(derivation of this formula is in Appendix B 4.2.3).
Using the obtained mean value E X TRL
and the relationship (4.18), we can determine the
parameter E ( ) by:
E ()
E X TRL
TRL
,
(4.19)
and consequently calculate b.
An example of the average deterioration distributions for all confidence classes from Table 5 can be
found in Figure 14. The critical value of the defect depth in this example is 10 (with corrosion rate estimate
equal to 1, the remnant life time equals 10). The densities are located in such a way that the probability
mass in the left tail, starting from defect depth 10 equals the exceedance probability for each distribution.
49
Figure 14. Defect depth distribution is located according to the confidence classes. The estimated
defect grow is 1, and the corrosion allowance level is 10.
For an assessment of a corrosion rate and selection of the confidence class, the distribution of an
expected damage is specified according to the S-NII model. The next section provides the description of an
updating process, where the likelihood of the wall thickness measurements contributes to the change of the
corrosion rate distribution.
4.2.1 Updating the model parameters
In this section we discuss the concept of the detection technique reliability and how it contributes to
the change of maximum defect depth distribution. As presented in Chapter 1 the detection technique
reliability is given by probability of detection curve (POD). This is a curve that expresses the probability of
detecting a defect of a given size.
The process of updating the corrosion rate distribution is also shown. This, however, is based on
perfect measurements.
50
Figure 15. Update of the expected defect depth distribution. The case when: no defects detected
and the expected defect depth distribution’s 90% quantile is bigger then q0.9 of POD.
The basic classification of inspection results considered here is: defect detected or no detections.
First in the case of no detection, we reduce the maximum defect depth distribution up to the size where the
90% quantile of POD and the 90% quantile of maximum defect depth distribution are the same (Figure 15).
This is because there is 90% chance of detecting all the defects above the q0.9 of POD and consequently
10% probability that the maximum defect depth is above POD’s q0.9. The defect depth distribution is
updated by setting the current time (the time at which the update is carried out) to the time, for which the
90% quantiles are the same11.
The next phase of updating is addressed to the corrosion rate distribution. The information that is
used for updating the corrosion rate distribution is the observed defect size and the time during which this
defect has grown. Note that when a defect is observed for the first time, we do not know the time of the
defect initiation. Therefore we cannot learn how fast this defect grows. Then it is advisable to calculate the
next inspection time using the prior corrosion rate distribution. We reduce the corrosion allowance level (y)
to the size y xˆ , where x̂ is the observed maximum wall loss, and calculate the time for which:
P{ X t y xˆ} MIL ,
(4.20)
where MIL is the minimum integrity level (Table 4).
The size of an observed defect for the second time contributes to the update of the prior distribution
of corrosion rate. In Figure 17 we see an illustration of this update. The expected corrosion rates are the
slope of dashed lines. We also see that after first inspection T 1* the expected corrosion rate remains
unchanged.
11
For a gamma process Xt and every positive number q, there exist a time t, such that the gamma process distribution
90% quantile, at the time t, equals q.
51
Figure 16. The expectations of corrosion rates (dashed lines) after and prior to update.
The corrosion rate distribution undergoes an update if the defect is detected and the first
measurement (first observed wall loss) has been taken. The information needed for the update is
the cumulative wall thickness loss and the cumulative time of the degradation (4.21).
Consider n inspections. At the time T1* defect depth
x̂1 has been observed, at T2* – x̂2 , Tn* – xˆn .
The posterior distribution of corrosion rate after T n* is then:
n 1 *
n 1
*
T
T
i+1
i
xˆi xˆi+1
( | xˆ1 , xˆ2 ,..., xˆn ) Ig | a i 1
, b i 1
2
c
T
c 2T
T1* Tn *
xˆ1 xˆn ,
Ig | a
2 ,b
cT
c 2T
=
(4.21)
(the derivation of (4.21) is in Appendix B.2).
Having new information about corrosion rate, the next inspection interval is calculated. The new
defect size and updated average deterioration distribution provides the time till the next inspection based on
the formula:
Pup { X t y xˆlast } MIL ,
where Pup is updated probability,
minimum integrity level.
(4.22)
xˆlast is the last maximum wall loss measurement, and MIL id the
52
References
[1]
M S Safizadeh, D S Forsyth and A Fahr. The effect of flaw size distribution on the estimation of
POD. Insight Vol 46 No 6 June 2004.
[2]
R Zheng, B R Ellingwood. Role of non-destructive evaluation in time dependent reliability analysis.
Structural Safety 20 (1998) 325-339.
[3]
M J Kallen, J M van Noortwijk. Inspection and maintenance decisions based on imperfect
inspections. TUDelft.
[4]
Shell Expro, Aberdeen. Shell Risk Based Inspection.
[5]
Shell Expro, Aberdeen. Non Intrusive Inspection Training Manual. November, 2002.
[6]
Lisa V MCConnell. Alignment and calibration of S-NII methodology with S-RBI methodology and
safety case. Master of Science thesis. Safety Engineering Unit, School of Engineering & Physical
Sciences, University of Aberdeen. November 2003.
[7]
J M van Noortwijk. Deterioration and Maintenance Modelling. TUDelft.
[8]
D M Frangopol, M J Kallen, J M van Noortwijk. Probabilistic Models for Life-Cycle Performance of
Deteriorating Structures. Review and Future Directions. April 21, 2004. TUDelft.
[9]
Nader B. Ebrahimi. Indirect assessment of System Reliability. IEEE Transactions on Reliability.
VOL 52, No. 1, March 2003.
[10]
J M van Noortwijk, M D Pandey. A stochastic deterioration process for time- dependent reliability
analysis. TUDelft.
[11]
Z. Brzezniak, T. Zastawiak. Basic Stochastic Processes. Springer 1999.
[12]
T Bedford, R M Cooke. Mathematical tools for Probabilistic risk analysis. Cambridge University
Press, 2001.
[13]
J M van Noortwijk, H E Klatter. Optimal inspection decisions for the block mats of the EasternScheldt barrier. Reliability Engineering and Safety 65 (1999) 20-211.
[14]
DeGroot MH. Optical Statistical Decisions. New York: McGraw-Hill, 1970.
[15]
Diaconies P, Ylvisaker D. Quantifying prior option. In: Bernardo JM, DeGroot MH, Lindley DV,
Smith AFM, editions. Bayesian statistics 2, Amsterdam: Elsevier, 1985
[16]
S Karlin, H M Taylor. A first course in stochastic processes. 2. San Diego: Academic Press, 1975.
53
Appendix A:
Appendix A.1
The expectation and variance of a gamma distributed random variable X with shape parameter
and scale parameter :
First moment:
E( X ) x
0
1 x
( 1)1 x
( 1)
x e dx
x
e
dx
( )
( ) 0
( ) 1
.
Second moment:
1 x
( 2) 1 x
( 2) ( 1)
E( X ) x
x e dx
x
e
dx
.
( )
( ) 0
( ) 2
2
0
2
2
Variance:
Var ( X ) E ( X 2 ) E ( X )
2
2
( 1)
2
2
Appendix A.2
The expectation and variance of an inverted gamma distributed random variable X with shape
parameter 2 and scale parameter :
First moment:
E( X ) x
0
1
1
( ) x
e x dx
1
( ) 0 x
( 1) 1
e x dx
( 1)
1
( )
1
Second Moment:
1
1
E( X ) x
( ) x
0
2
2
1
e dx
( ) 0 x
x
( 2) 1
( 2)
2
e dx
( ) 2
( 1)( 2)
x
Variance:
2
2
Var ( X ) E ( X ) E ( X )
.
( 1)( 2) 1 ( 1) 2 ( 2)
2
2
2
Appendix A.3
The continuous version of Bayes theorem. The posterior density is given by:
( | x)
l ( x | ) ( )
l ( x | ) ( )d
0
,
54
where
( ) is prior density for
and l ( x | ) is the likelihood of measurement x given
.
55
Appendix B:
Appendix B.1
The expectation and variance of the deterioration process Xt for S-NII model. The definition of the
process is given in Chapter 2, formula (2.2). We recall this formula:
X t WTnom CR t ,
where CR is normally distributed corrosion rate, WTnom is constant and t is time.
Expectation:
E( X t ) E WTnom CR t WTnom E(CR) t .
Variance:
Var ( X t ) Var (CR t ) E CR t E(CR t ) Var (CR) t 2 .
2
2
Appendix B.2
The likelihood of a measurement x̂ of a gamma distributed defect size given the mean µ (µ has an inverted
gamma prior ( ) ),
l ( xˆ | ) ( )
p
pt
pt
ba p
1
xˆ pt 1
(a) pt
pt
xˆ
pxˆ
pt 1
e
pt a 1
e
1
ba 1
( a )
a 1
e
pxˆ b
.
The posterior ( | xˆ ) :
ba p
1
xˆ pt 1
(a) pt
pt
( | xˆ )
ba p
1
xˆ pt 1
(a) pt
0
pt a 1
pt
pt a 1
e
pt a 1
e
1
1
pxˆ b
pxˆ b
d
pxˆ b
1
e
pt a 1 1
Ig | a pt , b pxˆ .
pxˆ b
1
d
0 e
1
b
56
Using the independent increments property of a gamma process, the likelihood of the
measurements xˆ1 , xˆ2 ,..., xˆn made respectively at the times t1 , t2 ,..., tn can be written as:
p p (ti1 ti )
p xˆi 1 xˆi
p ( t t ) 1
l ( xˆ1 , xˆ2 xˆ1 ,..., xˆn xˆn 1 | ) ( )
xˆi 1 xˆi i1 i e
i 1 p (ti 1 ti )
n 1
n1
p
1
p ( t t ) 1 b
=
xˆi 1 xˆi i1 i
i 1 p (ti 1 ti )
( a )
p ( ti1 ti )
n 1
a
p
(ti1 ti )a 1
i 1
Dividing the above formula by its integral with respect to
e
n1
1
p xˆi1 xˆi b
i1
b a 1 a 1 b
e
( a )
.
we get:
n1
p
(ti1 ti )a
i1
p xˆi 1 xˆi b
( | xˆ1 , xˆ2 xˆ1 ,..., xˆn xˆn 1 ) i 1
n 1
( p (ti 1 ti ) a )
n 1
n1
1
p
(ti1 ti ) a 1
i 1
e
n 1
1
p xˆi 1 xˆi b
i 1
i 1
p xˆ
1
xˆn b
p ( t1 tn ) a
( p(t1 tn )a )
The p 1
c 2T
1
p ( t1 tn ) a 1
e
1
p xˆ1 xˆn b
( | xˆ1 , xˆn ) .
, where c is a coefficient of variation and T is the Remnant life time. A and b are the
parameters of the prior inverted gamma distribution.
Appendix B.3
The deterioration process Xt as an expectation of a gamma process Xt|µ with shape parameter pt
and scale parameter r
p
with respect to inverted gamma distributed mean :
p
pt
px
p
ba 1
f X t ( x) E ga x | pt ,
x pt 1e
0 pt
( a )
ba p
1
x pt 1
(a) pt
0
pt
b a p pt a
pt
(a) pt
pt a 1
e
1
px b
x pt 1
px b
pt a
,
d
a 1
b
e d
57
where p 1
c 2T
, c is a coefficient of variation and T is the Remnant life time.
Appendix B.4
The expectation of the deterioration process is given by the formula:
0
0
0
0
E ( X t ) xf X t ( x)dx x ga( x | ) Ig ( )d dx tIg ( )d E ( )t .
Appendix B.5
The relationship between the parameters a and b of an inverted gamma distribution with the mean
M , and the variance (vM )2
of this distribution.
b
1o
M a 1
b2
(v M ) 2
2o
2
(a 1) (a 2)
,
Substituting 1o into 2o and rewriting 1o in terms of b we get:
b M (a 1)
1
2
,
v
(a 2)
1
b M v 2 1
.
a 1 2
v2
58
Appendix C: Software manual 1
This appendix is intended to familiarize a user with the software developed for the calculation of the
time inspection intervals. The S-NII methodology developed for the inspection planning purposes can
effectively incorporate information resulting from inspection. Factors such as the corrosion rate, confidence
can change given certain observation. These changes contribute to a new integrity curve. With the help of
the software, the updated integrity curve, corrosion rate distribution and the next inspection time interval are
calculated.
C.1
Input variables
The software interface is presented in Figure 17. All the model inputs are in red circles. These
inputs can be classified into two main categories. The first one (presented below) contains those variables
that are required for the first model run.
Here the specification of the estimated corrosion rate is made. The inputs for
that are: Muestimate – estimated corrosion rate (S-RBI CRa), ConfProb – 1Ecxeedance probability (see Chapter 2), and v – the coefficient of variation
of the corrosion rate distribution. The inherent uncertainty from the gamma
deterioration process is given in the coefficient of variation c. Both v and c
can be assessed separately or according to the confidence classification
(see Chapter 4). The maximum corrosion allowance is y, MinIntL is the
minimum integrity level (the maximum allowable probability of unacceptable
defect) and t is the upper time boundary for the integrity curve calculation.
59
Figure 17. The input date includes the specification of the corrosion rate estimate, the maximum
corrosion allowance level, the minimum integrity level, the maximum time t for the calculation, POD
and maximum defect depth measurement.
The second category of input variables concerns the updating process. Here we make distinction
between three different cases. The case of no detection, the case when the defect is detected first time and
no inference can be made about the defect growth, and finally the second or nth detection. Only in the last
case a corrosion rate distribution undergoes an updating process.
First case: no detection.
Here the probability of detection is specified: z is the detection threshold and
1-POD(z) is the probability that a defect of a size z will not be detected, given
that there is a defect. It is advisable to set the value of 1-POD(z) at most 0.1.
(Defects with a size bigger then z will be detected at laest with the probability
0.9).
60
Second case: first detection.
In this case the information about a defect is not sufficient to update the
corrosion rate distribution. Only the defect depth is measured and the
time of initiation of a defect is unknown. However, the confirmation of a
component’s actual condition is received and the time till the next
inspection is calculated based on the prior distribution of the corrosion
rate. The inputs here are: defect depth and MinIntL.
Third case: subsequent detection.
Subsequent detection provides us with the information about the defect
growth speed. With the previous measurement and the time between
inspections we can calculate the defect growth rate, which contributes to
the update of the corrosion rate distribution. The inputs: defect growth is
the increment of a wall loss (the first measurement is taken from the first
observation (defect depth) – second case), Time duration is the time
between measurements, and MinIntL.
C.2
Calculations
The basic calculation is made by pressing button 1 (Figure 17). As a response, the integrity curve
appears on the left plot. The user can change the scale of the vertical axes of this plot by changing the popup menu from uniform scale (probability curve; as presented in Figure 10, Chapter 4) to the log10 scale
(integrity curve (Figure 11, Chapter 4)). The perpendicular on the integrity curve plot indicates the minimum
integrity level that is chosen in the input data (the line is drawn through the value log10(MinIntL)).
The right plot shows the corrosion rate density.
Below this density the mean and the following
probabilities are shown: probability of the
corrosion rate being less than Muestimate – Prob
Muest, the probability that the corrosion rate is
between Muestimate and two times this value –
Prob 2·Muest, and the probability that the
corrosion rate is between 2·Muestimate and
4·Muestimate.
The next time for inspection, which is calculated with the prior corrosion rate density, is shown in
text window Min Int L Time. We can calculate the next inspection time for different specification of the
minimum integrity level and unchanged input for the rest parameters, by pressing button 2 (cal Time).
61
The Min Int L Time window then shows the new time for inspection given that
different consequence of failure is considered.
Next, we calculate the next inspection time, given that no defects have been found. Pressing button
3 programme calculates the next time of inspection (time value) and update of the integrity curve
(log10(Prob)). The actual reduction of the integrity curve depends on the time of the inspection. If for
instance the inspection is carried out at the time when the integrity curve meets its allowance level (Min Int
L Time), then the new integrity curve, at this time, drops from log10(MinIntL) up to log10(Prob).
Button 4 calculates the next inspection time interval based on the prior corrosion rate distribution.
The time value appears in the text window above the button (Time value).
The last case corresponds to the situation when the corrosion rate distribution is updated. After
pressing button 5 the new updated curves appear on the plots. The posterior corrosion rate density appears
on the right plot (green dashed line) and the integrity curve computed with the posterior corrosion rate
density on the left one (green dashed line). Above the calculation button we have two text windows. The
one on the top (Remaining Time) indicates the remaining time till the posterior integrity curve crosses the
minimum integrity level, and the one below (Total time value) shows the first inspection time under posterior
integrity curve. Note that, if the posterior corrosion rate density is concentrated on the smaller range of
rates, then the time value shown in Total time value is bigger than the one computed with the prior
information (Min Int L Time).
62
Appendix D: Software manual 2
The software presented in this appendix is designed to help setting the parameters of the model.
Figure 18 shows the software interface.
The parameters in the circle on the left-upper corner (Figure 18) determine the coefficients of
variation c and v. First, we specify the factor for the gamma range, which multiplied by the mean (Mu·t) is
the 97.5% quantile of the gamma distribution of the maximum defect depth. This distribution is shown on
the right-upper plot in Figure 18 (dashed line). The second density in this plot (blue line) is the average
deterioration density (definition of this density is given in Chapter 4). The range of this density is specified
by the total factor, which multiplied by the mean (Mu·t) is the 97.5% quantile of the distribution. The values
c·and·v are calculated for given specifications of the gamma range and the deterioration range. Note that if
the deterioration range is just above the gamma range, then v is nearly zero, and the average deterioration
density approaches the gamma density.
Figure 18. For a given specification of the uncertain maximum defect depth range (total factor) and
the mean Mu·t (left-upper corner), the program calculates the deterioration model input parameters
v and c.
The density plotted on the right-lower corner in Figure 18 is the corrosion rate density. The range of
this density is determined by v. A user can also calculate the distribution quantiles. The specification of the
distribution quantiles are given in the text windows below the plots. The quantiles below maximum defect
size plot are computed for the average deterioration distribution.
The program includes a possibility to update the corrosion rate. For a given size and timed (Figure
18) the new corrosion rate is calculated. The new average deterioration density (blue line) and corrosion
rate density (dashed line) appear in the plots (not shown in Figure 18).
63
Distribution
Report
:
Title
:
Subtitle
:
Issue date
: (month and year)
Author(s)
:
Contributor
: (name)
(reference indicator)
Reviewed
: (name)
(reference indicator)
number
(s)
by
Owner
content
: (name)
responsible for approving
contents and distribution of report:
Project
: ( remove field if not applicable)
Activity
: ( remove field if not applicable)
Sponsor/cu
: ( remove field if not applicable)
Keywords
: ( remove field if not applicable)
Electronic
: ( remove field if not applicable)
Issuing
:
(reference indicator)
number
code
stomer
file
Library
Hardcopy
Distribution
Restriction
s on
distribution within
OG
Additional
distribution
:
(Please add recipient info as complete as possible, i.e. company
name, name, reference indicator; company name and location in bold)
:
N
umber
of Copy
No ( Default)
Yes ( Distribution will be restricted to those mentioned under Hardcopy
Distribution)
: Any additional distribution (outside the above mentioned distribution list)
can only be effected with special permission of the content owner (see above).