Adapting a genetic algorithm to schedule variants of the
advertisement

Adapting a genetic algorithm to schedule variants of the
manufacturing shop.
P. R. Drake* and I. A. Choudhry
Intelligent Systems Laboratory,
Systems Division, School of Engineering, University of Wales Cardiff,
Queen's Buildings, Cardiff, CF2 3TE.
Abstract
Whilst it is well documented how genetic algorithms (GA's) can be applied to
scheduling jobs for simple manufacturing shop models, this paper shows how they can
be used to schedule jobs for some of the more complex standard models. The simplicity
of the methods presented, and the use of proprietary spreadsheet software and GA 'addin' to implement them, support the conjecture that GA's can provide a highly flexible
and user-friendly solution to the general shop scheduling problem.
1
Introduction
Since the late 1980s there has been a growing interest in genetic algorithms (GA's) optimisation algorithms based on the principles of natural (Darwinian) evolution. As
they are based on evolutionary learning they come under the heading of Artificial
Intelligence. They have been used widely for parameter optimisation, classification and
learning in a wide range of applications. More recently, production scheduling has
emerged as an application. In particular, such applications have started to appear in this
journal (Jain and Elmaraghy 1997) (Lee, Piramuthu and Tsai 1997). Whilst it is well
documented how GA's can be applied to simple job sequencing problems, this paper
shows how they can be implemented to sequence jobs/operations for manufacturing
shops with precedence constraints among manufacturing tasks, alternative routeings
(machines), sequence dependent set-up times and scheduled machine downtime. The
methods presented are very simple and easy to implement and therefore support the
conjecture that GA's can provide a highly flexible and user-friendly solution to the
general shop scheduling problem.
The work presented here is carried out using standard spreadsheet software and an 'addin' to provide the basic GA. The use of this proprietary software demonstrates how
simple it is to implement the GA approach to schedule optimisation - very little software
skill is required. Spreadsheets are used widely in manufacturing industry and they are
particularly suitable for production scheduling because they store and manipulate data in
tables.
2
2
The Sequence Optimisation GA
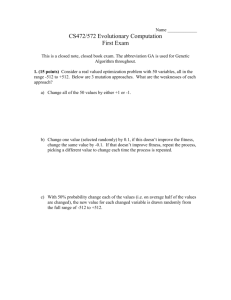
Detailed introductions to GA's are given by Goldberg (1989) and Davis (1991). The
flowchart for the particular GA used here is given in Figure 1. First, an initial population
of randomly generated sequences of the tasks in the schedule is created. These
individual schedules form 'chromosomes' which are to be subjected to a form of
Darwinian evolution. The size of the population is user-defined and the fitness of each
individual schedule in the population is calculated according to a user-defined fitness
function such as: total makespan; mean tardiness; maximum tardiness; number of tardy
jobs. The schedules are then ranked according to the value of their fitness function.
Once an initial population has been formed, 'selection', 'crossover' and 'mutation'
operations are repeatedly performed until the fittest member of the evolving population
converges to an optimal fitness value. Alternatively, the GA may run for a user defined
number of iterations.
The 'selection' process consists of selecting a pair of parents from the current population
using a rank-based mechanism to control the probability of selection. These parents then
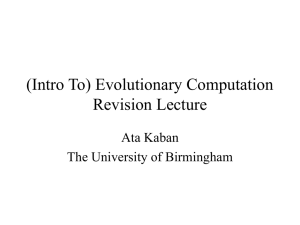
mate to produce a child by applying (in this particular implementation) the 'uniform
order-based' crossover operator (Davis 1991). This is based on using a randomly
generated bit string (zero-one) template to determine for each parent which genes are
carried forward into their child. The operator is explained by the example in Figure 2.
Here, the bit string template contains a one at positions {2, 3, 5, 6}. The genes (jobs) in
these positions in parent-1 are carried straight across into the child. The template
contains zeros at positions {1, 4, 7, 8}. In these positions parent-1 has genes {1, 4, 7, 8}.
These genes are copied into the child in the same order as they appear in parent-2 {8, 4,
3
7, 1}. The proportion of the jobs in the child coming from the first parent is defined by
the crossover rate which has a value between 0 and 1.
Following crossover, the resultant child may be mutated. The particular mutation
operation used here is 'order-based' mutation. In this operation two jobs change
positions in the chromosome. The probability that a job is mutated is defined by the user
defined mutation rate which lies in the range 0 to 1. The purpose of mutation is to
ensure that diversity is maintained within the population. It gives random movement
about the search space thus preventing the GA becoming trapped in 'blind corners' or
'local optima'. Finally, the new 'child' schedule replaces the weakest (least fit) schedule
in the current pool or 'population' of schedules.
A population size of 50, a crossover rate of 0.65 and a mutation rate of 0.006 are used in
the experiments presented here.
3
Why use GA's for Shop Scheduling ?
It is a characteristic of the schedule optimisation process that once fairly good solutions
have been formed their features will be carried forward into better solutions, and lead
ultimately to optimal solutions. It is in the nature of the GA that new solutions are
formed from the features of known good solutions. Therefore, it follows that GA's are
particularly attractive for scheduling.
Compared with other optimisation methods, GA's are suitable for traversing large search
spaces since they can do this relatively rapidly and because the mutation operator diverts
the method away from local minima, which will tend to become more common as the
search space increases in size. Being suitable for large search spaces is a useful
4
advantage when dealing with schedules of increasing size since the solution space will
grow very rapidly, especially when this is compounded by such features as alternative
machines/routes. It is important that these large search spaces are traversed as rapidly as
possible to enable the practical and useful implementation of automated schedule
optimisation. If the optimisation is done quickly then production managers can try out
'what-if' scenarios and detailed sensitivity analysis as well as being able to react to
'crises' as soon as possible.
For a simple n jobs and m machines schedule the upper bound on the number of
solutions is (n!)m. Without n and m being very large this value soon becomes massive,
e.g. for 20 jobs and 5 machines the value is 8.52x1091. Traditional approaches to
schedule optimisation such as mathematical programming and 'branch and bound' are
computationally very slow in such a massive search space.
4
Example 1: A Flow Shop
Table 1 gives the job data for this example and the objective is to minimise the
makespan for the schedule. When the GA is applied to this example the best sequence is
3-6-4-7-2-8-1-5 which yields a makespan of 584 units of time. The result of applying
the 'network scheduling technique' to this example was recently reported and the best
sequence found was 3-6-4-7-8-2-1-5 which produces a makespan of 595 units of time
(Akpan 1996). This was also the best result reported when using a heuristic method
(Campbell, Smith and Dudek 1970).
5
Precedence Constraints
5
The normal sequence optimising GA will rearrange freely the jobs in a schedule.
However, in most production scheduling situations there will be precedence constraints
on the order of operations within a particular job. For example, holes must be drilled
before they are tapped. To implement such constraints, a precedence table is introduced
as in Table 2 for the example considered in the next section. This table shows that, for
example, task 5 must be done before tasks 6 and 7. When the GA creates a child the
precedence table is checked. If any precedence constraints are broken then tasks which
must be performed earlier in the sequence are moved up the schedule.
6
Example 2: Alternative Machines
There may be a choice of machines that can be used for a particular operation as
illustrated in Table 3. In this example operation 2 for job A can be performed on
machine 1 or 3, operation 2 for job B on machine 1 or 2, and so on. Table 4 presents the
same information in the form of a 20 job-operation sequence. Note, five of these
operations {tasks 3,7,13,15,19} will not in fact be performed. They are present in the
table solely for the purpose of making the alternatives available to future generations.
The first occurrence of a duplicated operation is taken to be an 'actual' occurrence that
must be included in the calculation of the fitness function while subsequent occurrences
are ignored. However, all occurrences are included in the crossover and mutation
operations.
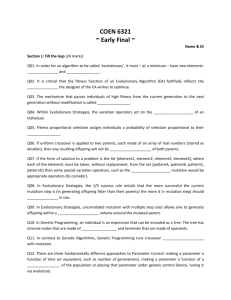
Using integer programming, Jiang and Hsiao (1994) produce two optimised schedules
for this example - one to minimise the total absolute deviation from the due dates and
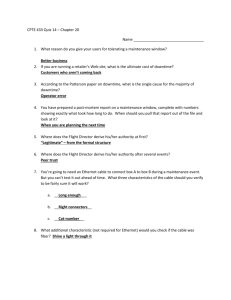
one to minimise the total finishing times of the individual jobs. They show that the
minimum total absolute deviation is four time units and the minimum total finishing
time is ten time units. The GA produced the same results. Figures 3 and 4 show the
6
schedules generated to optimise the two fitness functions. Table 5 illustrates how the
GA presents the optimal solution for the minimum total finishing times schedule. As
explained before, this is a sequence of 20 operations including 5 duplicated operations
that are to be ignored.
7. Example 3: Sequence Dependent Set-up Times
Inter-operation set-up times may depend on the type of operation that has just been
completed, as well as on the type of operation to be performed. In such situations it is
not valid to absorb the set-up time for a job into its processing time. To accommodate
sequence dependent set-up times, look-up tables containing the times are introduced.
Then, fitness functions such as total makespan (lead-time) can be calculated for a
schedule by combining process times with the appropriate set-up times in the look-up
table.
Table 6 presents an example schedule with the corresponding sequence dependent setup times being given in Tables 7 to 9. The smallest total makespan found by the GA is
45 time units with the task sequence {1,7,8,9,4,5,10,11,12,2,3,6}. Again, it is a
relatively simple matter to implement the fitness function required to enable the GA to
optimise this schedule.
8. Example 4: Scheduled Machine Downtime
Scheduled machine downtime may be requested for preventive or reactive maintenance.
In the model considered here, the downtime must be inserted into the production
schedule according to the following two rules.
7
i. If there is no production scheduled for a machine at the start of a requested
downtime, then the downtime is allocated as requested. Any production
scheduled to start during the downtime is moved to the end of the downtime.
ii. If production is already scheduled at the start time of the requested downtime,
then the downtime is moved to the end of this operation.
Other rules may be used as desired. The important principle being demonstrated here is
how these rules are applied with the GA.
Consider, the 3-job, 4-machine job shop example in Table 10 taken from Pinedo (1995).
The precedence constraints for this example are defined in Table 11. The best makespan
found by Pinedo for this example is 28. He uses disjunctive graphs and proves that this
solution is optimal. The GA finds the same solution but with a different sequence of
operations. The Gantt charts for the two solutions are given in Figure 5.
Now consider that before the execution of the schedule the maintenance department
request machines 1, 2 and 4 for the times given in Table 12. This machine downtime is
inserted into the schedule according to the above two rules to give the schedule in
Figure 6. This increases the makespan to 55 time units. Rerunning the GA to optimise
this schedule, the makespan is reduced to 51 as shown in Figure 7.
9
Conclusion
8
The adaptation of a GA to schedule jobs in manufacturing shops with precedence
constraints among tasks, alternative routeings, sequence dependent set-up times and
scheduled machine downtime has been demonstrated. The simplicity of the methods
used supports the conjecture that GA's can provide a highly flexible and user-friendly
solution to the general shop scheduling problem. The use of proprietary spreadsheet
software and a proprietary 'add-in' to implement the GA has shown how simple it is to
implement this approach to scheduling.
References
AKPAN, E. O. P., 1996, Job-shop sequencing problems via network scheduling
technique, International Journal of Operations and Production Management, 16, 76-86.
CAMPBELL, H. G., SMITH, M. L., DUDEK, R. A., 1970, A heuristic algorithm for the
N jobs, machine sequencing problem, Management Science, 16, B630-B637.
DAVIS L, 1991, Handbook of Genetic Algorithms, New York: Van Nostrand Reinhold.
GOLDBERG, D. E., 1989, Genetic Algorithms in Search, Optimisation and Machine
Learning, Reading, MA: Addison-Wesley.
JAIN A. K., ELMARAGHY H.A., 1997, Production scheduling/rescheduling in flexible
manufacturing, International Journal of Production Research, 35, 281-309.
JIANG J. and HSIAO W., 1994, Mathematical Programming for the Scheduling
Problem with Alternative Process Plans in FMS, Computers & Industrial. Engineering,
27, 15-18.
9
LEE C.-Y., PIRAMUTHU S. and TSAI Y. -K., 1997, Job shop scheduling with a
genetic algorithm and machine learning, International Journal of Production Research,
35, 1171-1191.
PINEDO, M., 1995, Scheduling: Theory, Algorithms and Systems, Prentice Hall, New
Jersey.
Acknowledgements
The authors would like to thank the Pakistan Government for their assistance in this
research.
10
Define population size,
crossover rate and mutation rate.
Generate random initial population
Calculate fitness function values.
Rank population by fitness.
Select two parents
Crossover
Mutate
Check precedence
Calculate fitness of child
Add child to population
Delete least fit member of population
Convergence
No
condition
satisfied ?
Yes
Output best solution
Figure 1: The Genetic Algorithm (GA) for Schedule Optimisation
11
Position in Chromosome
1 2 3 4 5 6 7 8
Parent-1
1 2 3 4 5 6 7 8
Binary Template
0 1 1 0 1 1 0 0
Parent-2
8 6 4 2 7 5 3 1
Child
8 2 3 4 5 6 7 1
Figure 2: Schedule Chromosomes and the Crossover Operator
Machine 1
A-1
Machine 2
E-1
Machine 3
D-1
B-2
B-1
B-3 A-2 C-3
D-2
C-1
Machine 4
E-3
E-2
1
2
D-3
C-2
3
4
A-3
5
6
7
8
9
10
Time
Figure 3 : Schedule to minimise absolute
deviation from due dates.
Machine 1
A-1
Machine 2
E-1
Machine 3
D-1 D-2
Machine 4
E-2
1
A-2 B-2 B-3
C-3
B-1 D-3
2
E-3
C-1
A-3
3
4
C-2
5
6
7
8
9
10
Time
Figure 4 : Schedule to minimise total finishing times.
12
Machine 1
1
Machine 2
3
2
2
1
3
Machine 3
1
Machine 4
2
2
0
5
10
15
3
20
25
30
Time
30
Time
(a) Machine Gantt Chart for Pinedo's Solution
Machine 1
1
Machine 2
2
3
2
1
3
Machine 3
2
Machine 4
2
0
5
10
15
20
25
(b) Machine Gantt Chart for GA Solution
1
3
Figure 5 : Gantt Chart for Pinedo’s Solution and the GA Solution
13
Machine 1
1
Machine 2
2
2
3
1
3
Machine 3
2
Machine 4
2
0
5
1
3
10 15 20 25 30 35 40 45 50 55
Time
Legend:
1
Operation
Machine Unavailability
Figure 6 : Modified schedule with machine downtime inserted
Machine 1
1
Machine 2
2
3
2
1
Machine 3
3
1
Machine 4
2
2
0
5
3
10 15 20 25 30 35 40 45 50 55
Legend:
1
Operation
Machine Unavailability
Figure 7 : Modified schedule after rerunning the GA
14
Time
Table 1: Job Data for 8-job, 7-machine flow line example.
Job
List
1
2
3
4
5
6
7
8
Processing Times for Machine
1
13
31
17
19
94
8
10
80
2
79
13
1
28
75
24
57
17
3
23
14
10
3
13
38
4
71
94
23
4
58
32
1
40
5
60
60
36
58
4
92
66
6
27
61
8
73
68
94
75
25
7
2
57
86
40
46
89
29
88
Table 2: Precedence Constraints for Tasks
Task
Number
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
Must follow
1
1
2
3
5
5
6
7
9
10
12
12
14
13
13
15
17
17
18
19
15
Table 3: The Alternative Machines Schedule
JobOperation
A-1
A-2
A-3
B-1
B-2
B-3
C-1
C-2
C-3
D-1
D-2
D-3
E-1
E-2
E-3
Processing time
for machine
1
2
3
4
2
1
2
1
1
1
2
1
2
2
1
1
2
2
1
1
1
2
1
2
16
Due
Date
6
3
6
6
6
Table 4: GA Representation of the Example Alternative Machines Schedule
Job
Number
Operation
Machine
Process
Time
Contribution
to Fitness
Function
Task
Number*
A
A
A
A
B
B
B
B
C
C
C
D
D
D
D
D
E
E
E
E
1
2
2
3
1
2
2
1
1
2
3
1
1
2
2
3
1
2
2
3
1
1
3
4
2
1
2
1
3
4
1
3
4
2
3
2
2
2
4
3
2
1
2
1
1
1
2
1
2
2
1
1
2
2
1
1
1
2
1
2
2
1
1
1
1
1
2
2
1
1
2
1
1
2
2
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
* This column represents the chromosome used in the crossover and mutation
operations.
17
Table 5: GA Optimised Schedule to Minimise Total Finishing Time
Job
Number
Operation
Machine
Process
Time
Contribution
to Fitness
Function
Task
Number*
D
A
A
D
A
D
E
E
B
B
D
D
E
E
B
A
C
C
B
C
1
1
2
1
2
2
1
2
1
2
2
3
2
3
2
3
1
2
3
3
3
1
1
4
3
3
2
4
2
1
3
2
2
3
2
4
3
4
1
1
1
2
1
2
2
1
1
1
1
1
1
1
2
2
2
1
2
2
1
1
1
2
1
1
1
1
1
1
1
2
1
2
2
1
1
12
1
2
13
3
14
17
19
5
6
14
16
18
20
7
4
9
10
8
11
* This column represents the chromosome used in the crossover and mutation
operations.
18
Table 6: Schedule Data for the Sequence Dependent Set-up Times Example.
Job
Operation
Machine
Part Type
1
1
1
2
2
2
3
3
3
4
4
4
1
2
3
1
2
3
1
2
3
1
2
3
B
A
C
B
C
A
A
B
C
A
C
B
1
1
1
2
2
2
3
3
3
4
4
4
Process
Time
4
7
6
9
5
4
1
2
10
8
4
5
Task
Number*
1
2
3
4
5
6
7
8
9
10
11
12
* This column represents the chromosome used in the crossover and mutation
operations.
19
Table 7: Sequence Dependent Set-up Times for Machine 1
From Part Type
None
1
2
3
4
To Part Type
1
2
3
4
2
3
2
4
0
3
1
5
1
0
3
2
2
4
0
1
2
4
2
0
Table 8: Sequence Dependent Set-up Times for Machine 2
From Part Type
None
1
2
3
4
To Part Type
1
2
3
4
2
1
3
1
0
2
3
5
5
0
1
3
4
2
0
1
3
3
4
0
Table 9: Sequence Dependent Set-up Times for Machine 3
From Part Type
None
1
2
3
4
To Part Type
1
2
3
4
1
3
2
2
0
3
2
5
3
0
4
3
2
2
0
4
2
5
3
0
20
Table 10: Processing times and machine sequences for
3-job, 4-machine example
Job
1
2
3
Operation Processing
Times
1st
2nd 3rd
4th
10
8
4
8
3
5
6
4
7
3
-
Machine Sequence
1st
1
2
1
2nd
2
1
2
3rd
3
4
4
Table 11: Precedence Constraint Table
Job-operation
1-1
1-2
1-3
2-1
2-2
2-3
2-4
3-1
3-2
3-3
Must follow
job-operation
1-1
1-2
2-1
2-2
2-3
3-1
3-2
Table 12 : Requested Machine Downtimes
Machine
1
2
4
Requested Downtimes
Start
Finish
Duration
10
20
10
15
30
15
10
40
30
21
4th
3
-