final authors manuscript post peer review - Spiral
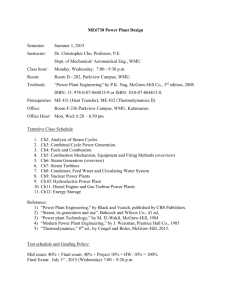
advertisement

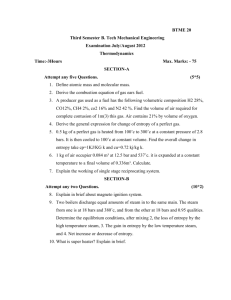
"Reprinted (adapted) with permission from (Environ. Sci. Technol., 2012, 46 (2), pp 1262–1269 DOI: 10.1021/es202679w). Copyright (2011) American Chemical Society." Final Author’s paper after peer review The influence of high-temperature steam on the reactivity of CaO sorbent for CO2 capture Felix Donat1, Nicholas H. Florin1*, Edward J. Anthony1,2, Paul S. Fennell1 Department of Chemical Engineering, Imperial College London, South Kensington Campus, London SW7 2AZ, UK; 2. CanmetENERGY, Natural Resources Canada, 1 Haanel Drive, Ottawa, Canada K1A 1M1 RECEIVED DATE Influence of steam on the reactivity of CaO sorbent * CORRESPONDING AUTHOR FOOTNOTE: n.florin@imperial.ac.uk ABSTRACT Calcium looping is a high-temperature CO2 capture technology applicable to the post- combustion capture of CO2 from power station flue gas, or integrated with fuel conversion in precombustion CO2 capture schemes. The capture technology uses solid CaO sorbent derived from natural limestone and takes advantage of the reversible reaction between CaO and CO2 to form CaCO3; that is, to achieve the separation of CO2 from flue or fuel gas, and produce a pure stream of CO2 suitable for geological storage. An important characteristic of the sorbent, affecting the cost-efficiency of this technology, is the decay in reactivity of the sorbent over multiple CO2 capture-and-release cycles. This work reports on the influence of high-temperature steam, which will be present in flue (about 5-10 %) 1 and fuel (~ 20 %) gases, on the reactivity of CaO sorbent derived from four natural limestones. A significant increase in the reactivity of these sorbents was found for 30 cycles in the presence of steam (from 1–20 %). Steam influences the sorbent reactivity in two ways. Steam present during calcination promotes sintering that produces a sorbent morphology with most of the pore volume associated with larger pores of ~ 50 nm in diameter, and which appears to be relatively more stable than the pore structure that evolves when no steam is present. The presence of steam during carbonation reduces the diffusion resistance during carbonation. We observed a synergistic effect, i.e., the highest reactivity was observed when steam was present for both calcination and carbonation. KEYWORDS CaO, calcium looping, CCS, high-temperature steam, solid sorbent INTRODUCTION Carbon capture and storage (CCS) is an important part of the strategy for mitigating the risks of climate change, recognizing the continuing global reliance on fossil fuels. CCS technology is in the early demonstration stages, likely to last at least a decade, with governments currently developing and implementing strategies to accelerate commercial deployment (including significant activity in the US, EU and Australia).1 This work is focused on Calcium Looping CO2 capture technology. Calcium Looping is based on the reversible reaction between CaO and CO2, according to Equation (1): (1) Shimizu et al.2 described a system consisting of two interconnected fluidized bed reactors which used the reversible reaction to achieve CO2 separation from a power plant flue gas and produce a pure stream of CO2 suitable for storage (Figure 1). 2 Figure 1. Calcium looping technology applied to capturing CO2 from a combustion flue gas (after Shimizu et al.)2 Flue gas enters the first fluidized bed reactor (carbonator), where CO2 is captured by CaO and converted to CaCO3. CaCO3 is then transported to the second reactor (calciner/oxy-fuel combustor) where it is decomposed to regenerate CaO and produce a concentrated stream of CO2. The regeneration step requires the input of energy to increase the temperature (from about 650 °C to about 900 °C) and drive the endothermic calcination reaction. This is achieved by burning additional fuel in pure oxygen, to avoid dilution of the CO2 stream with N2 from the air. The advantages of the proposed scheme compared to technologies closer to market include: (1) use of cheap and nontoxic sorbent derived from limestone; (2) use of mature fluidized bed technology; (3) lower energy penalty and operating costs; and (4) potential synergy by using the spent CaO in cement manufacture. There are drawbacks, most significantly the decay in the reactivity of the sorbent through multiple CO2 capture-and-release cycles. Factors known to influence the sorbent reactivity include sintering, attrition and reaction with impurities in the flue or fuel gas, primarily sulphur species (SO2, H2S). 3 Steam will be present in combustion flue gas (5–10 %), in the oxy-fuel/calciner and fuel gases (~ 20 %) and so the influence of steam during calcination and carbonation is relevant for determining the reactivity through multiple cycles. However, to date, most previous work in the field has examined the reactivity of CaO sorbents using dry gas mixtures. That said, there is a significant body of relevant literature from previous studies carried out in different contexts and there is general agreement that the presence of steam, even at low concentrations: (i) increases the rate of sintering of CaO;3–5 (ii) increases the rate of calcination;6,7 and (iii) influences the conversion of CaO to Ca(OH)2, CaS, CaSO4 and CaCO3.6,8–19 There is no consensus in the literature in terms of the effect of steam on the carbonation reaction, summarized in Table 1. Clearly, further work is required to better elucidate the effect of hightemperature steam on the reactivity of CaO for CO2 capture. To this end, we investigated the influence of steam on the reactivity of four limestones in a fluidized bed reactor. We present results for experiments conducted with steam concentrations from 0–20 % for calcination and/or carbonation up to 30 cycles. Table 1. Selected studies from the literature investigating the influence of steam on the carbonation of CaO derived from limestone or dolomite Author (Date) Manovic and Anthony 11 Dobner et al. 12 Experimental details Carbonation of calcines from seven limestones (250–425 µm) using a TGA; carbonation temperature varied from 350–800 °C with steam concentrations of 10 and 20 % and 20 % CO2; Calcination under N2 (800 °C) or CO2 (950 °C) Carbonation of dolomite particles (~ 60 µm) in a TGA in the presence of steam; during calcination without steam Comments Reported improved reactivity observed (most significant at lower temperatures and with most sintered samples); authors observed that steam accelerated the solidstate diffusion-controlled reaction phase Reported a ‘catalytic’ effect of steam on the carbonation of ‘dolomite’ observing an increase in conversion. They demonstrated that the influence was not permanent as it was not sustained when the steam was switched off, i.e., there was no ‘memory effect’ 4 Bandi et al. 13 Carbonation and calcination of ‘dolomite’ sorbent (< 20 µm) in a TGA with 70 % N2, 10 % CO2 and 20 % steam; sorbent continuously cycled between 480– 830 °C. Lu et al. 14 Carbonation of synthetic sorbent (< 10 µm) derived from calcium acetate in a TGA at 700 °C with 10 % steam, 30 % CO2 and balance He; calcination in He Carbonation of calcined limestone (212–250 µm) in a TGA at 850 °C under pure CO2; calcination in 95 % H2O, 5 % N2 at 850°C and 900 °C Carbonation of limestone particles (250–500 μm) in a FBR in 100 % CO2; calcination in the presence of steam from 20–100 % Sun et al. 15 Wang et al. 16 Dou et al. 17 Yang and Xiao 18 Lu et al. 19 Carbonation of commercial CaO (450-1000 µm) in a fixed bed reactor at 550 °C with steam at 5 % or 10 %; calcination in N2 at 900 °C Carbonation of commercial CaO (150–250 μm) in pressurized TGA at steam partial pressures of about 0.5 MPa (PTotal 3.0 MPa), partial pressure of CO2 at 0.5 MPa Carbonation of Havelock limestone (250-425 µm) in FBR at 620 °C with steam (17 %) in a simulated syngas Reported improved reactivity of dolomite through multiple cycles; they asserted that the formation of hydrogen carbonates allowed the binding of two CO2 molecules to an adsorption centre, as a possible explanation for the much higher conversion in an atmosphere containing steam Reported a negative influence of steam on the carrying capacity Reported negligible effect on carrying capacity. No effect on carrying capacity reported with steam present during carbonation only (no results presented) Reported an increase in the calcination conversion and improved reactivity of the calcine corresponding with increasing steam concentration during the previous calcination Reported improved carrying capacities and argued that improvements were due to the conversion of CaO to Ca(OH)2 which reacted directly with CO2 Reported significantly improved carbonation performance, with conversions of about 50 % after 30 min with steam present, compared to 10 % without steam Reported an increase in the rate of reaction and improved long-term reactivity. Performance accounted for by increase in macro-porosity observed by SEM EXPERIMENTAL SECTION In this work an atmospheric pressure bench-scale bubbling fluidized bed (BFB) reactor (quartz tube) was used (Figure S1) to simulate continuous operation of a Calcium Looping CO2 capture process. This was achieved by periodically changing the reaction temperature between that required for the carbonation and calcination of a bed of limestone mixed with sand. (Sand was used to ensure temperature uniformity owing to the exothermic and endothermic reactions, respectively.) An external 5 resistance-heated tube furnace was used – controlled using a K type thermocouple positioned within the reactor bed. The fluidizing gas, which consisted of a mixture of N2, CO2 and steam, was metered using rotameters. The gas was introduced at the base of the quartz liner, via a heated line to avoid condensation. The lower section of the quartz liner, below a sintered glass disc distributor (with average porosity ~ 70 µm), was stuffed with quartz wool to aid in pre-heating the gas and to reduce temperature gradients within the bed. Water vapour was introduced using a heated bubbler (saturator) system whereby the dry gas (N2 and CO2) was passed through a gas washing bottle filled with de-ionised water. The amount of water vapour was controlled by varying the temperature of the bubbler (using heating tape) and using a rotary valve and three solenoid valves. This arrangement enabled the diversion of some, or all, of the dry gas past the bubbler, such that steam injection could be switched on and off during an experiment without significant up-stream changes in pressure. This system achieved partial vapour pressures of about 60–70 %, relative to the theoretical saturated vapour pressure. For calibration of the humidity measurements, a syringe pump was used which injected known quantities of de-ionised water directly through a heated line into the quartz liner. A fraction of the exhaust gas was continuously sampled using a stainless steel tube inserted into the top of the quartz liner; the sampled gas passed through a heated section of tubing (about 110 °C) housing a relative humidity probe (Vaisala HMP75), then through an ice bath to condense out the water and a static particle trap (quartz wool). A non-dispersive infrared CO2 gas analyser (ADC SB100) was used to measure the CO2 concentration every second and the relative humidity probe was used to measure the steam concentration. The sorbent reactivity was determined by regularly measuring and recording the concentration of CO2 (and/or H2O in the exhaust gas) and is presented in terms of the carrying capacity per cycle N (C N), defined as the number of moles of CO2 captured (nCO2) per mole of CaO (nCaO) loaded in the reactor, according to Equation 2 (Here, is the molecular weight of CaCO3, is the 6 mass of limestone initially loaded to the reactor and is the corresponding content of Ca, as shown in Table S1). An increase in the CO2 concentration corresponded with calcination and a decrease corresponded with carbonation. (2) Typical experiments were carried out at atmospheric pressure with an inlet gas stream containing 15 % (v/v) CO2. The steam concentration was varied from 0–20 % and the N2 flow rate was adjusted to maintain a constant total flow rate. The total flow rate for the inlet gas stream was 170 mL/s (800 °C) for all experiments, such that the U/Umf for the limestone was about 8, calculated for calcination conditions. Calcination was conducted at 900 °C and carbonation at 650 °C. The duration of the carbonation and calcination cycles was 600 s, including time for heating and cooling at an average rate of about 0.9 °C/s. CaO-sorbents derived from four limestones were tested: Havelock and Cadomin from quarries located in Canada, and Purbeck and Longcliffe from the UK. The elemental compositions, determined by X-ray fluorescence (XRF) analysis (Bruker AXS S4 Explorer) are given in Table S1. For the majority of experiments, the fresh limestone was sieved to a size fraction of 500–710 µm, however a number of additional experiments were carried out using limestone particles sieved to two smaller size fractions (250–355 μm and 150–250 μm). About 4 g of limestone was used per experiment; mixed with about 12.5 g of sand (355–425 µm). A known mass of limestone and sand was loaded into the reactor at 900 °C and the final bed mass was measured to determine the loss of sorbent material owing to attrition, assuming only limestone fines were elutriated. Based on this method the results reported for cycles 2– 10, unless otherwise stated, are likely slightly lower than the actual carrying capacity. (Figure S2 shows carrying capacities, normalized for mass loss, for the sorbents tested with and without steam.) Particle size distributions were measured using an optical microscope (Seben Stereo Microscope Incognita III) and an electronic eyepiece (Hangzhou Opto Electronics MD 130) for Longcliffe sorbent after the initial 7 calcination, and after 10 and 30 cycles – with and without steam. Surface area and pore volume measurements were taken for a selection of calcined sorbents by N2 adsorption/desorption (Micromeritics TriStar 3000), in all cases, the sand and the calcined limestone were separated by sieving out particles smaller than 425 μm (assumed to be sand) from those of a greater diameter (assumed to be limestone). This means that the measurements shown reflect the results for the primary un-fragmented limestone particles. RESULTS AND DISCUSSION To demonstrate the experimental reproducibility, three experimental runs were conducted with steam concentrations at 0, 0.1 and 10 % – the results are presented for sorbent derived from Longcliffe limestone in Figure 2. Here the error bars represent twice the standard deviation. The good repeatability observed for Longcliffe was also observed for the other sorbents tested, with and without steam present, and also for a steam concentration (~ 0.1 %) which was below the concentration level where the maximum improvement in reactivity was observed. The results in Figure 2 show the significant improvement in the carrying capacity for 10 carbonation/calcination cycles in the presence of steam. This improvement was seen for the four sorbents tested, shown in Figure 3, and is consistent with previous work, e.g.,11–13,16–19. Also consistent with previous work was an increase in the rate of calcination, e.g. 7, (Figure S3). Figure 3a shows the carrying capacity of the four sorbents tested without steam present, showing the usual decay in reactivity with a final carrying capacity after 10 cycles from 11–19 % for Havelock and Purbeck, respectively (Here the data has not been corrected for mass loss owing to the elutriation of fines.). The addition of 10 % steam during calcination and carbonation, presented in Figure 3b, shows an average improvement of more than double the carrying capacity after 10 cycles, the highest capacity of 30 % (molar basis) was observed with sorbent derived from Purbeck limestone. Interestingly, greater consistency in performance of the four limestone-derived sorbents is observed when steam is present at 10 % for calcination and carbonation. 8 Variations in the performance of the different sorbents can, to some extent, be explained in terms of their mechanical stability; this characteristic was quantified in terms of the amount of bed material retained in the reactor throughout a cycling experiment (as fine limestone particles, < 100 μm at 900 °C, generated by abrasion and/or fragmentation were elutriated). Table 2 compares the mass loss data for the sorbents after 10 cycles with (0.1–20 %) and without steam during calcination and carbonation. No significant differences in mass loss were observed with varying steam concentration for Havelock, Longcliffe and Cadomin, however a decrease in mass loss when steam was present was observed for sorbent derived from Purbeck. The unique behavior observed for Purbeck may be explained in terms of the range of different impurities in the natural limestones (Table S1). Additionally, the attrition behaviour of Longcliffe throughout 10 cycles with steam present was investigated – and, consistent with previous work without steam (e.g.20,21) – most of the mass loss occurred after the initial calcination with negligible loss of material for the following cycles. Particle size distributions for the primary particles observed for Longcliffe sorbent did not reveal any significant differences with and without steam present (Figure S4). However, during 30 reaction cycles a shift towards smaller particles was observed, which given the small mass loss measured for Longcliffe sorbent (Table 2), can be largely attributed to the densification of the particles, consistent with previous work.22 9 100 Longcliffe, no steam Longcliffe, 0.1 % steam Longcliffe, 10 % steam 90 70 80 70 50 CN [%] 60 50 40 40 30 30 g-CO2 / g-sorbent [%] 60 20 20 10 10 0 0 2 4 6 8 0 10 Cycle no. [-] Figure 2. Carrying capacity of sorbent derived from Longcliffe limestone through 10 reaction cycles with steam present at 0, 0.1 and 10 % for calcination and carbonation; error bars represent 2 standard deviations calculated for three experiments 10 100 Havelock, no steam Longcliffe, no steam Cadomin, no steam Purbeck, no steam 90 80 70 70 50 CN [%] 60 50 40 40 30 30 g-CO2 / g-sorbent [%] 60 20 20 10 10 0 0 2 4 6 8 0 10 Cycle no. [-] (a) 11 100 Havelock, 10% steam Longcliffe, 10% steam Cadomin, 10% steam Purbeck, 10% steam 90 80 70 70 50 CN [%] 60 50 40 40 30 30 g-CO2 / g-sorbent [%] 60 20 20 10 10 0 0 2 4 6 8 0 10 Cycle no. [-] (b) Figure 3. Carrying capacities of the four sorbents through 10 reaction cycles (a) without steam, (b) with 10 % steam present during calcination and carbonation; for clarity, error bars representing 2 standard deviations are included only for cycle 5 Table 2. Mechanical stability of the four sorbents represented in terms of the mass lost during 10 reaction cycles with and without steam present; average data given for 0, 0.1 and 10 % steam Final mass loss after 10 cycles (% of initial mass of CaO ) Cadomin Havelock Longcliffe Purbeck no steam 9.6 19.9 4.7 12.6 steam, 0.1 % 8.9 20.7 4.0 13.6 steam, 2.5 % 7.2 24.0 4.2 10.2 steam, 6 % 10.8 19.8 4.7 9.1 12 steam, 10 % 7.3 16.2 4.3 7.9 steam, 20 % 8.3 17.6 5.8 7.0 The steam concentration was varied from 0–20 % (present during calcination and carbonation) and results are shown in Figure 4. In the case of Loncliffe, an increase in the carrying capacity was observed through 10 cycles with only 0.1 % steam present; a greater increase was observed with 1.0 %, while no significant further improvement was achieved with the higher concentrations tested up to 20 %. It appears that at low concentrations the effect of steam on the carrying capacity is dependent on the amount of steam available; however above some concentration/saturation point – which varied slightly for the different sorbents (e.g., for Longcliffe ~ 1.0 %)—there was no further improvement. Manovic and Anthony11 reported a small increase in conversion of one limestone during carbonation at 500 ˚C with increasing steam concentration from 10 to 20 %, with steam present for carbonation only. 13 40 35 C10 [%] 30 25 20 Havelock Longcliffe Cadomin Purbeck 15 10 0 2 4 6 8 10 12 14 16 18 20 Steam concentration [%] Figure 4. Final carrying capacities for sorbents (i.e., after 10 cycles) with different steam concentrations, from 0–20 % To assess the relevance of these results to larger facilities that use smaller particles in circulating fluidized beds, we carried out additional experiments with two smaller particle size fractions, i.e. sieved to 250–355 μm and 150–250 μm. Figure S5 compares the carrying capacities of sorbent derived from Longcliffe, with and without steam (10 %), for three size fractions, indicating that the improvement is independent of the particle size fraction, with minor variability owing to different rates of elutriation. (Figure S5 (b) shows carrying capacities, normalized for mass loss) Experiments were conducted with steam present during only calcination or carbonation by switching steam on and off during the experiments. Figure 5 compares the carrying capacity of sorbent derived from Longcliffe, with and without steam (10 %), and with steam present during carbonation and calcination only. A higher carrying capacity was observed when steam was present for carbonation only, 14 compared to when steam was present for calcination only. There appears to be a synergistic effect when steam is present during both carbonation and calcination; thus, the presence of steam during calcination is also very important in terms of the subsequent reactivity of the calcine. These results are better elucidated with the analysis of the sorbent morphology determined by N2 adsorption/desorption. Figure 6 compares the evolution of the pore volume of CaO sorbent derived from Longcliffe limestone after the initial calcination, and 5, 10 and 30 carbonation-calcination cycles – with and without steam. (In this case, when steam was present, this was for both carbonation and calcination) The presence of steam appears to effect the pore structure of the sorbent in two ways: The shift in the maxima in the plot of dV/dlog(D) vs. pore diameter shows that most of the pore volume is associated with slightly larger pores, with a diameter of about 50 nm when steam was present compared to about 30 nm without steam. Thus we observe a reduction in the BET surface area when steam is present after 1 calcination (Table 3). Secondly, although we observed a reduction in the pore volume and BET surface area through 30 cycles, the pore volume associated with the pores with a diameter of about 50 nm appears relatively stable and the BET surface area is greater compared to when no steam was present from 5–30 cycles. Interestingly, this pore diameter of 50 nm is the same as what was identified in the context of thermal pre-treatment23; and, it is also consistent with critical carbonate product layer thickness determined by Alvarez and Abanades24 to be associated with the transition of the carbonation reaction to the slow diffusion-limited reaction phase. Figure 7 compares the evolution of pore volume of CaO sorbent derived from Longcliffe samples after 10 cycles when steam was present during calcination and carbonation only. These results show an increase in the pore volume when steam was present for carbonation only, which is owing to the higher conversion in the previous cycle, and thus greater pore volume is evolved during the subsequent calcination. The pore size distribution remains in the same range compared to when no steam was present. For the case when steam was present for calcination only, we observed a shift towards larger pores (~50 nm diameter) likely owing to the enhanced sintering during calcination when steam is present. When steam is present during both 15 carbonation and calcination there is a shift towards the larger pores and an increase in the pore volume relative to when steam is present for calcination only. Figure 8 represents a potential explanation for the results shown. When no steam is present (Figure 8a) the finer pores are retained that are known to be susceptible to pore blockage/plugging. When steam is present during carbonation only, the fine pores are retained and the higher conversion is owing to a reduction in the diffusion resistance through the carbonate later, consistent with previous work11. When steam is present for calcination only there is a shift towards larger pores due to steam enhanced sintering. These larger pores are less susceptible to pore blockage and thus allow for the higher conversion. Finally, the synergistic effect may be explained owing to the combined influence of a shift to larger pores that are less susceptible to pore blockage and the lower diffusion resistance when steam is present during carbonation, allowing better exploitation of larger pores. 100 Longcliffe, Longcliffe, Longcliffe, Longcliffe, 90 80 no steam 10 % steam 10 % steam during carbonation only 10 % steam during calcination only 70 70 50 CN [%] 60 50 40 40 30 30 g-CO2 / g-sorbent [%] 60 20 20 10 10 0 2 4 6 8 10 Cycle no. [-] 16 Figure 5. Carrying capacity for experiments conducted with sorbent derived from Longcliffe, with and without steam (10 %), and with steam present for calcination and carbonation only; for clarity, an error bar representing 2 standard deviations is included only for cycle 5 Figure 6. Evolution of pore volume of CaO sorbent derived from Longcliffe limestone, through 30 reaction cycles, with (●) and without (○) steam; final carrying capacity (CN) and steam concentration given; repeat measurements shown for 1st calcination and cycle 10 with and without steam 17 10 cycles 0.1 dV/d(log D) [cm3 g-1] 0.08 0.06 Longcliffe, Longcliffe, Longcliffe, Longcliffe, no steam 10 % steam 10 % steam during carb.only 10 % steam during calc.only C10 =13.8% (0%) C10 =29.1% (10%) C10 =25.2% (10% carb.only) C10 =21.7% (10% calc.only) 0.04 0.02 0 10 Average pore diameter D [nm] 100 Figure 7. Evolution of pore volume of CaO sorbent derived from Longcliffe limestone, after 10 reaction cycles, with and without steam, and with steam during carbonation or calcination only and steam during both carbonation and calcination; final carrying capacity (CN) and steam concentration given 18 Figure 8. Schematic representation of the relationship between sorbent morphology and conversion: (a) no steam present, (b) steam present during carbonation only, (c) steam during calcination only, and (d) steam present for carbonation and calcination Table 3. BET surface area of CaO sorbent derived from Longcliffe limestone, through 30 reaction cycles, with and without steam 19 BET surface area (m2/g) no steam steam (10 %) 1 calcination 16.6 14.7 5 cycles 6.1 6.6 10 cycles 3.7 5.2 30 cycles 1.8 3.4* * steam concentration 5.5 % The measured carbonation reaction rates for sorbent derived from Longcliffe with steam present (10 %) for calcination and/or carbonation support our explanation of the relationship between sorbent morphology and conversion. In Figure 9 the reaction rates are shown for the 10th carbonation calculated on a molar basis, i.e. dX/dt (with carbonation conversion X, considering the number moles of CaO according to the amount of sorbent initially loaded). The reactor bed temperature is also shown on the secondary vertical axis, indicating that all of the conversion during the ‘rapid-reaction-phase’ occurs within about 200 seconds while the temperature ramps down to 650 °C. When steam is present during the carbonation reaction (i.e. steam during carbonation only and steam during carbonation and calcination) the reaction proceeds more rapidly in the initial stages of the reaction and the maximum reaction rate (represented by the height of the peaks) is higher compared to experiments without steam during the carbonation. The higher maximum reaction rates, which may be interpreted as higher capture efficiencies, clearly demonstrate the reduction in the diffusion resistance during carbonation. Furthermore, the faster initial reaction rate confirms the notion of a ‘catalytic effect’ and the higher maximum reaction rates is consistent with Manovic and Anthony 11 who reported an acceleration of the solid-state diffusion mechanism when steam was present during carbonation. Uniquely, when steam was present for calcination only, there is a dramatic increase in the rate of carbonation when the temperature was ramped back up towards the calcination temperature. Although the open pore structure is less susceptible to pore blockage, due to the lower surface area, the formation of a significant coverage of 20 product on the surface (i.e., a critical product layer thickness) greatly diminishes the rate of reaction. In this case an increase in temperature, rather than the presence of steam, leads to a significant reduction in the diffusion resistance. These findings are consistent with previous work in the context of sulphation.25 Figure 9. Carbonation reaction rate vs. time for sorbent derived from Longcliffe with steam present (10 %) for calcination and/or carbonation in the 10th carbonation; bed temperature shown on the secondary vertical axis ACKNOWLEDGMENT The research leading to these results has received funding from the European Community's Seventh Framework Programme (FP7/2007-2013) under GA 241302-CaOling Project. We thank the German Academic Exchange Service for the financial support of FD. SUPPORTING INFORMATION Five additional plots are included as SI including: a schematic of the BFB reactor (Figure S1); carrying capacities with and without steam, normalized for mass loss (S2); calcination reaction rates for Longcliffe sorbent for the 2nd and 6th calcinations, with and without steam present during carbonation and/or calcination (S3); particle size distributions for Longcliffe sorbent given after 1, 10 and 30 cycles, with and without steam (S4); and carrying capacities for different particle sizes of Longcliffe sorbent with and without steam, with data normalized for mass loss (S5). 21 Element composition of the four limestones is also given (Table S1). REFERENCES 1. GCCSI. Report titled: The global status of CCS: 2010 2. Shimizu, T.; Hirama, T.; Hosoda, H.; Kitano, K.; Inagaki, M.; Tejima, K. A twin fluid-bed reactor for removal of CO2 from combustion processes. Chemical Engineering Research & Design 1999 77 (A1), 62–68 3. Petersen, R. O.; Cutler, I. B. Effects of Water Vapor on the Initial Sintering of Calcia. Journal of the American Ceramic Society 1968 51 (1), 21–22 4. Mai, M. C.; Edgar, T. F. Surface-Area Evolution of Calcium Hydroxide during Calcination and Sintering. AIChE Journal 1989 35 (1), 30–36 5. Borgwardt, R. H. Calcium-Oxide Sintering in Atmospheres Containing Water and Carbon-Dioxide. Industrial & Engineering Chemistry Research 1989 28 (4), 493–500 6. Maclntire, W. H.; Stansel, T. B. Steam Catalysis in Calcinations of Dolomite and Limestone Fines. Industrial & Engineering Chemistry 1953 45 (7), 1548–1555 7. Wang, Y.; Thomson, W. J.; The Effects of Steam and Carbon-Dioxide on Calcite Decomposition Using Dynamic XRay-Diffraction. Chemical Engineering Science 1995 50 (9), 1373–1382 8. Fenouil, L. A.; Lynn, S. Study of Calcium-Based Sorbents for High-Temperature H2S Removal. 2. Kinetics of H2S Sorption by Calcined Limestone. Industrial & Engineering Chemistry Research 1995 34 (7), 2334–2342 9. Wang, C. B.; Jia, L. F.; Tan, Y. W.; Anthony, E. J. The effect of water on the sulphation of limestone. Fuel 2010 89 (9), 2628–2632 10. Anthony, E. J.; Stewart, M. C.; Manovic, V.; Macchi, A. Enhancement of Indirect Sulphation of Limestone by Steam Addition. Environmental Science & Technology 2010 44 (22), 8781–8786 11. Manovic, V.; Anthony, E. J. Carbonation of CaO-Based Sorbents Enhanced by Steam Addition. Industrial & Engineering Chemistry Research 2010 49 (19), 9105–9110 12. Dobner, S.; Sterns, L.; Graff, R. A.; Squires, A. M. Cyclic Calcination and Re-Carbonation of Calcined Dolomite. Industrial & Engineering Chemistry Process Design and Development 1977 16 (4), 479–486 13. Bandi, A.; Specht; M., Sichler P.; Nicoloso N. In Situ Gas Conditioning in Fuel Reforming for Hydrogen Generation. 5th International Symposium on Gas Cleaning at High Temperature. NETL. Morgantown, West Virginia, USA, September 17-20, 2002. Online available from http://www.netl.doe.gov/publications/proceedings/02/GasCleaning/7.07paper.pdf. 14. Lu, H.; Reddy, E. P.; Smirniotis, P. G. Calcium oxide based sorbents for capture of carbon dioxide at high temperatures. Industrial & Engineering Chemistry Research 2006 45 (11), 3944–3949 15. Sun, P.; Grace, J. R.; Lim, C. J.; Anthony, E. J. Investigation of attempts to improve cyclic CO 2 capture by sorbent hydration and modification. Industrial & Engineering Chemistry Research 2008 47 (6), 2024–2032 16. Wang, Y.; Lin, S. Y.; Suzuki, Y. Limestone calcination with CO 2 capture (II): Decomposition in CO 2/steam and CO2/N2 atmospheres. Energy & Fuels 2008 22 (4), 2326–2331 17. Dou, B. L.; Song, Y. C.; Liu, Y. G.; Feng, C. High temperature CO 2 capture using calcium oxide sorbent in a fixed-bed reactor. Journal of Hazardous Materials 2010 183 (1-3), 759–765 18. Yang, S. J.; Xiao, Y. H. Steam catalysis in CaO carbonation under low steam partial pressure. Industrial & Engineering Chemistry Research 2008 47 (12), 4043–4048 19. Lu, D. Y.; Symonds, R. T.; Hughes, R. W.; Anthony, E. J.; Macchi, A. CO 2 Capture from Simulated Syngas via Cyclic Carbonation/Calcination for a Naturally Occurring Limestone: Pilot-Plant Testing. Industrial & Engineering Chemistry Research 2009 48 (18), 8431–8440 20. Fennell, P.S.; Pacciani, R.; Dennis, J.S.; Davidson, J.F.; Hayhurst, A.N. The Effects of Repeated Cycles of Calcination and Carbonation on a Variety of Different Limestones, as Measured in a Hot Fluidized Bed of Sand. Energy and Fuels 2007 21 (4), 2072–2081 22 21. González, B.; Alonso, M.; Abanades, J.C. Sorbent attrition in a carbonation/calcination pilot plant for capturing CO 2 from flue gases. Fuel 2010 89 (10), 2918–2924 22. Wu, Y.; Blamey, J.; Anthony, E.J.; Fennell, P.S. Morphological Changes of Limestone Sorbent Particles during Carbonation/Calcination Looping Cycles in a Thermogravimetric Analyzer (TGA) and Reactivation with Steam. Energy and Fuels 2010 24, 2768–2776 23. Manovic, V.; Anthony, E. J. Thermal activation of CaO-based sorbent and self-reactivation during CO2 capture looping cycles. Environmental Science & Technology 2008 42 (11), 4170–4174 24. Alvarez, D.; Abanades, J.C. Determination of the Critical Product Layer Thickness in the Reaction of CaO with CO 2. Industrial & Engineering Chemistry Research 2005 44 (15), 5608–5615 25. Dennis, J.S.; Hayhurst, A. N. Mechanism of the sulphation of calcined limestone particles in combustion gases. Chemical Engineering Science 1990 45( 5), 1175–1187 23