18th European Symposium on Computer Aided Process Engineering – ESCAPE 18
Bertrand Braunschweig and Xavier Joulia (Editors)
© 2008 Elsevier B.V./Ltd. All rights reserved.
A study on naphtha catalytic reforming reactor
simulation and analysis
Rita M. B. Alves, Fabio Menten, William S. Maejima, Roberto Guardani,
Claudio A. O. Nascimento
LSCP/CESQ - Department of Chemical Engineering, Polytechnic School
University of São Paulo,Av. Prof. Luciano Gualberto, n. 380, trav. 3, CEP 05508-900
São Paulo, SP, Brazil. e-mail address: rita@lscp.pqi.ep.usp.br; oller@usp.br
Abstract
An industrial naphtha catalytic reforming unit with four fixed-bed reactors in series, in
which a number of chemical reactions occur, is analyzed. Kinetics and thermodynamics
equations are selected to describe the naphtha catalytic reforming reactions
characteristics based on idealizing the complex naphtha mixture by representing the
paraffin, naphthene, and aromatic compounds by lumps. Based on industrial plant
information and the knowledge of the main reactions that occur in the process, all the
lumps are defined in order to describe the phenomenological model. For each reaction, a
kinetic expression is formulated as a function of product yield, reaction conditions and
kinetic constants. All reactions are assumed to be pseudo-first order with regard to the
hydrocarbon. The equations for all reaction steps are combined into a set of differential
equations which comprising the kinetic model, which is incorporated into a onedimensional pseudo-homogeneous model for multiple reactions. The kinetic parameter
values are estimated using industrial data obtained in a petroleum refinery. The process
analysis was undertaken by using a one-year database. The data were collected every 10
minutes. Noise and gross errors, commonly found in industrial processes, could disturb
the model fitting and lower its quality. Thus, they were detected and eliminated. Since
the industrial data were not uniformly distributed over the ranges of the process
variables included in the model, a mapping technique was used, which consists of fitting
a neural network model to the industrial data, and using this model to generate new
values of the process variables with adequate resolution, and uniformly distributed
along their application range. These values were then used to fit phenomenological
model parameters. The simulation results based on the proposed model agree very well
with actual operating data of the industrial unit.
Keywords: Naphtha catalytic reforming, Kinetics, Simulation and Analysis, Gross
Errors, Neural Network.
1. Introduction
Catalytic reforming of straight run naphtha is a very important process for producing
high octane gasoline and aromatics in petroleum-refining and petrochemical industries.
Hydrogen and lighter hydrocarbons are also obtained as by-products. Generally, the
reforming is carried out in three or four adiabatic fixed bed reactors in series with
intermediate preheaters. The fourth reactor is usually added to some units in order to
allow an increase in severity of throughput while maintaining the same cycle length,
which in the case of those plants operating with semiregenerative mode is about one
year (Ancheyta et al., 2001).
2
R. M. B. Alves et al.
The reforming feedstock is a complex mixture composed of normal and branched
paraffins, five- and six-membered ring naphthenes, and single-ring aromatics, having
carbon number ranging from 6 to 11. A large number of reactions occur in catalytic
reforming, such as dehydrogenation and dehydroisomerization of naphthenes to
aromatics, dehydrogenation of paraffins to olefins, dehydrocyclization of paraffins and
olefins to aromatics, isomerization or hydroisomerization to isoparaffins, isomerization
of alkylcyclopenatnes and susbstituted aromatics, and hydrocracking of paraffins and
naphthenes to lower hydrocarbons. The catalytic reforming process is carried out at
elevated temperatures, moderately high pressure in the presence of circulating
hydrogen.
A detailed kinetic model is very difficult to obtain due to complexity of the feedstock
and reactions that take place. Thus, it is usual to assume that only three classes of
hydrocarbons, the so called kinetic lumps, are present in naphtha (paraffins, naphthenes,
and aromatics), and they are considered to have similar properties and kinetic behavior.
Several models considering different levels of sophistication have been developed to
represent the kinetics of catalytic reforming reactions (examples: Smith, 1959; Krane et
al., 1959; Ramage et al., 1987; Padmavathi & Chaudhuri, 1997). Each of these models
uses its own kinetic expressions or others already reported with or without some
modifications. The main objective of all these models is to determine the operational
conditions and to predict reformate yield and reactor temperature profile accurately.
In this work, the simulation of the catalytic reforming process is carried out using the
kinetic model proposed by Krane et al. (1959), which is one of the most elaborated
models since it considers all possible reactions for each individual hydrocarbon.
2. Methodology
The methodology for modeling naphtha catalytic reforming units based on historical
plant data is schematically presented in the diagram in Figure 1. The industrial process
studied is a Petrobras refinery catalytic reforming unit whose simplified process
flowsheet is shown in Figure 2.
2.1. Kinetic Model
The developed model is based on Krane’s kinetic scheme (Krane et al., 1959) and
utilizes lumped mathematical representation of all possible reactions that take place.
These representations are written in terms of isomers of the same nature (paraffins,
naphthenes, and aromatics). Based on industrial plant information and the knowledge of
the main reactions that occur in the process, all the lumps are defined in order to
describe the phenomenological model. These groups range from 1 to 10 carbon atoms
for paraffins, and 6 to 10 carbon atoms for naphthenes and aromatics. An additional
lump representing one of the most important precursors of benzene, methyl
cyclopentane, is added. The model developed in this work includes 20 lumps and 53
chemical reactions. For each reaction, a kinetic expression is formulated as a function of
product yield, reaction conditions and kinetic constants. All reactions are assumed to be
pseudo-first order with regard to the hydrocarbon. The equations for all reaction steps
are combined into a set of differential equations which comprises the kinetic model.
The kinetic parameter values are estimated using industrial data obtained from industrial
operation. The analysis of the process was based on a one-year database. The data were
collected every 10 minutes. Noise and gross errors, commonly found in industrial
processes, could disturb the model fitting and lower its quality and were previously
detected and eliminated. This step is extremely important since the quality of the data
has direct influence on the quality of the parameters estimation. Knowledge of the
A study on naphtha catalytic reforming reactor simulation and analysis
3
process, statistical procedures and first principles equations are used (Alves and
Nascimento, 2007).
Industrial
Process Analysis
Main Process
Variables
Data Collection
Historical Plant Data
Process
Modelling and
Simulation
Data Treatment
Statistical Tools
Kinetic Parameters
Fitting
First Principles Model
Treated data
Kinetic model
Reactor model
Temperature profile
Reformate composition
Fig. 1- Methodology for modeling the naphtha catalytic reforming unit
Hydrogen Recycle
Reactor 1
Heater
Gas Separator
Reactor 2
Heater
Heater
Reactor 3
Reactor 4
Heater
pre-treated
Naphtha
Heat
Exchanger
Cooler
Separator
Fig. 2 – Naphtha Catalytic Reforming Process Diagram
to Reformate
Stabilizer
4
R. M. B. Alves et al.
Since the industrial data were not uniformly distributed over the ranges of the process
variables included in the model, a mapping technique was used, which consists of fitting
a neural network model to the industrial data. This model is a sequential modular
simulator able to evaluate operational conditions, feed and product streams quality,
catalyst performance, product yield and cycle length (Silva, 2002). Each module is
represented by a specific neural network simulating the features to be considered in the
catalytic reforming process. A three-layer feed-forward neural network was adopted.
The fitting was based on the back-propagation algorithm. The model was then used to
generate new values of the process with adequate resolution and uniformly distributed
along the range of the variables. These values were then used in the fitting of the
phenomenological model parameters. The minimization of the objective function, based
on the sum of square errors between experimental and calculated yields, was applied to
select the best set of kinetic parameters. This objective function was solved using the
least squares criterion with a non-linear regression procedure based on Marquardt’s
algorithm.
2.2. Process Model
The kinetic model was incorporated into a physical model proposed to describe the
reactor. A fixed-bed unidimensional pseudo-homogeneous adiabatic reactor model was
considered. It asssumes concentration and temperature gradients in the axial direction
only, and the only transport mechanism that takes place is the uniform flow due to the
fluid flux. Mass and energy balance equations were solved assuming steady state
operation. A set of ordinary differential equations was established. When integrated,
these equations provide the composition over the whole reaction zone and temperature
profile along the length of the reactors. The fourth-order Runge-Kutta method was used
to solve the model. This process model is able to successfully simulate commercial
semiregenerative reformer operations.
3. Results and Discussion
Figures 3a and 3b show examples of the comparison between measured and calculated
output variable values using the neural network model. Good agreement between
modeled and measured values can be observed and the uniform distribution indicates
absence of any tendency in fitting.
(a)
Fig.3a-b - Neural Network Simulation Results
(b)
A study on naphtha catalytic reforming reactor simulation and analysis
The simulated process variables are then used for fitting the phenomenological model
parameters. Since these data represent accurately the industrial unit and the neural
network model into takes account all important features such as catalyst activity, cycle
length, and pressure and temperature profiles, the fit kinetic constants include the effects
of these variables.
Concerning the simulation using the proposed kinetic model, the developed program is
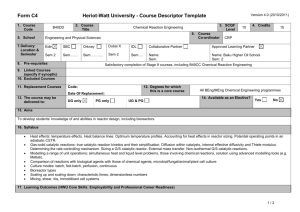
evaluated first by using data from literature (Krane et al., 1959). Figure 4 shows the
comparison between experimental data and calculated conversions of whole naphtha,
considering Krane’s information. Solid lines represent the calculated values and the
symbols represent the experimental data; the maximum deviations occur in predicting
aromatics with nine and more carbon atoms (A9+). It can be seen that, as the naphtha
passes through the catalyst bed, the concentration of all aromatic compounds increases.
The concentration of heavy paraffins decreases as they undergo conversion.
Heavy Paraffins Concentration
16
P7
P8
P9
P10
(%)
12
8
4
0
0
10
20
30
40
50
60
Volume Reactor
70
80
90
100
Aromatics Concentration
30
(%)
22.5
15
A6
A7
A8
A9+
7.5
0
0
10
20
30
40
50
60
Volume Reactor
70
80
90
100
Fig. 4 – Concentration profile over the reactor volume
Table 1 shows the reformate composition predictions obtained from the proposed
model. Industrial data are also included for comparison. It can be observed that both
values agree well, with less than 1.0 mol% average absolute deviation.
4. Conclusion
The results of the present study indicate that the proposed model is able to accurately
simulate the operation of the naphta reforming industrial unit considered. The model has
important features, since it is based on first principle phenomena, with parameters
obtained by fitting the model to industrial operating data. Thus, the model embraces
specific and not explicit effects on conversion caused by factors associated with the
industrial operation itself, like geometric peculiarities of the industrial equipment or
catalyst properties, among others. Moreover, the commonly encountered problem of
5
6
R. M. B. Alves et al.
maldistribution of process variable values over the range of interest was overcome by
fitting a neural network to the original data, and then using the neural network model to
generate uniformly distributed values of the process variables over the range. This
method resulted in an accurate fitting of the reactor model parameters, with the
generation of an accurate model that can be used in studies aimed at optimizing the
operation of the industrial unit. The method adopted in this study is innovative and can
be recommended for the fitting of hybrid models adapted to existing industrial units.
Table 1- Reformate Composition (mol%) – Model vs. Experimental Data
Reformate
Component
P5
P6
P7
P8
P9
P10
N6
N7
N8
N9
N10
A6
A7
A8
A9
A10
Feed
2.27
16.52
27.06
9.37
0.31
0.10
12.26
17.56
9.88
0.51
0.00
0.77
2.74
0.65
0.00
0.00
Industrial
Data
7.41
19.61
15.33
2.35
0.03
0.00
1.98
0.86
0.07
0.00
0.00
9.99
27.96
13.42
1.01
0.00
Model
9.45
16.95
12.75
1.82
0.04
0.00
0.87
0.88
0.12
0.00
0.00
9.88
30.75
15.87
0.58
0.03
Deviation
-2.04
2.65
2.58
0.52
-0.01
0.00
1.11
-0.03
-0.05
0.00
0.00
0.11
-2.79
-2.45
0.43
-0.03
Acknowledgement
The authors gratefully acknowledge the efforts and contributions of many individuals in
PETROBRAS, mainly the Eng. José Carlos da Silva. The authors also thank FAPESP and FUSP
for their financial support.
References
R. M. B. Alves and C. A. O. Nascimento, 2007, Analysis and Detection of Outliers and ystematic
Erros in an Industrial Data Plant, Chemical Engineering Communication, 194, pp. 382-39
J. J. Ancheyta, M. E. Villafuerte, G. L. Díaz, A. E. González, 2001, Modeling and Simulation of
Four Catalytic Reactors in Series for Naphtha Reforming, Energy Fuels, 15, 887-893
H. J. Krane, A. B. Groh, B. L. Shulman and J. H. Sinfelt, 1959, Reactions in Catalytic Reforming
of Naphthas, Proceedings of the 5th World Petroleum Congress, 39-51
G. Padmavathi, K. K. Chaudhuri, 1997, Modeling and Simulation of Commercial Catalytic
Naphtha Reformers, Can. J. Chem. Eng., 75, 930-937
M. P. Ramage, K. R. Graziani, P. H. Schipper, F. J. Krambeck, B. C. Choi, 1987, KINTPTR
(Mobil’s Kinetic Reforming Model): A Review of Mobil’s Industrial Process Modelling
Philosophy, Adv. Chem. Eng., 13, 193-266
J. C. Silva, 2002, Análise e Otimização de Processo Industrial de Reforma Catalítica de Nafta via
Redes Neurais, MSc thesis, University of São Paulo
R. B. Smith, 1959, Kinetic Analysis of Naphtha Reforming with Platinum Catalyst” Chem. Eng.
Prog., 55, 6, 76-80