Literature Review - The American University in Cairo
advertisement

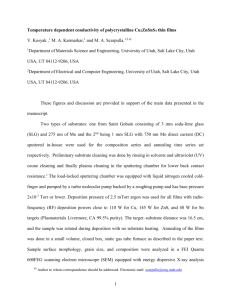
EFFECT OF HEAT TREATMENT ON THE SUPERELASTICITY AND HARDNESS OF NITI Omar Mortagy and Mahmoud Farag omortagy@aucegypt.edu and mmfarag@aucegypt.edu Science and Technology Research Center and Mechanical Engineering Department The American University in Cairo P.O. Box 2511, Cairo 11511, Egypt Fax: (20-2)792 3352 1. ABSTRACT This paper investigates the effect of heat treatment on grain size, microstructure, superelasticity and mechanical properties of severely deformed NiTi alloy (51 atomic% Ni). The as received alloy, which was a 25 mm bar fully annealed at 850˚C with austenitic structure, was first subjected to severe plastic deformation by machining on a lathe under water cooling with cutting speeds of 0.118, 0.59 and 1.18 m/s, depth of cut of 2 mm and feed of 0.09 mm/rev. The machined chips were then annealed for one hour at 200, 300, 400, 500, 600, 700, and 800˚C in order to obtain different microstructures. SEM, EDX and optical microscopy were used to study the microstructure, an MTS nanohardness machine with a Berkovich indenter was used to measure superelasticity and nanohardness, and a Vickers microhardness tester with a load of 4.9 N was used to measure the microhardness of the material. The results of this work showed that the behavior of the NiTi alloy is influenced by cold work and heat treatment. A qualitative model based on the density of dislocations and precipitates was used to explain the results. Relatively high superelasticity and microhardness were exhibited by the material after cold work followed by low temperature annealing for one hour. In spite of the fact that microhardness readings were influenced by elastic recovery, the results showed that it was more sensitive to changes in the microstructure than nanohardness. Keywords: NiTi, machining, annealing, precipitates, superelasticity, microhardness, nanohardness -1- 2. INTRODUCTION Improving superelastic and shape memory properties of Ni-rich NiTi alloys is a very challenging and important subject due to the commercial importance of this alloy. Aging is a very effective way of improving shape memory and superelastic properties [1-4]. Aging causes precipitates, such as Ti11Ni14, Ti3Ni4, Ti2Ni3, and TiNi3 to form, which strengthen the matrix and hence improve superelasticity [5]. Ti11Ni14 precipitates were shown to form when aging a Ti-51 at.% Ni alloy at 300, 400, 500, and 600ºC for one hour [1, 2]. Upon aging at 300 and 400ºC, fine Ti11Ni14 particles were formed in the matrix and the material exhibited shape memory behavior. At 500ºC Ti11Ni14 precipitates had grown in size but were still coherent and the material also showed shape memory behavior. No precipitates were observed at 600ºC, and, as a result the alloy did not exhibit the shape memory property [2]. Ti3Ni4 precipitates were also reported to form upon aging a Ti-50.9 at.% Ni alloy [3]. However, the precipitates did not form at low temperatures, e.g. 200ºC , except after 100 hours of aging, whereas at 400ºC they formed after aging for 5 minutes [3]. The size, density, and coherency of the Ti3Ni4 precipitates were important regarding improvement of superelastic properties. It was shown that the increase in the density of fine Ti3Ni4 precipitates was more effective in hindering dislocation motion than the coarsening of these precipitates and thus caused the superior shape memory properties [3, 4]. Coherency of precipitates had significant influence on shape memory behavior [2] and on shape memory properties, such as martinsitic transformation stress [6]. Another strategy to improve superelasticity is to widen the superelastic temperature range and center it around the application temperature. Increasing the austenitic strength, or in other words the critical stress for slip, by cold working is a very effective way for increasing the width of the superelastic temperature window. Cold working, however, must be followed by an annealing process to preserve the ability to stress induce martensite. It was reported that cold-rolling induced dislocations strengthened the matrix of NiTi and acted as obstacles to slip [7]. Twin boundary movement, which is the fundamental deformation mechanism of stress induced martensite (SIM), was suggested to be less affected by the presence of the dislocations, and thus twin boundaries were able to move easily to produce the SIM. Because the irreversible slip was depressed by the dislocations during the SIM transformation, pseudoelasticity was improved [7]. Low temperature annealing for one hour after cold work was more effective at improving superelastic response than high temperature annealing [8]. At low temperatures dislocations were thermally arranged and a high density of fine precipitates were present. This combination resulted in a significant increase in the critical stress for slip and thus improved superelasticity [8]. Hardness measurements of superelastic NiTi received some attention in recent years [6, 9]. It was recommended to use nano-indentation instead of micro-indentation with superelastic NiTi in order to avoid the problem of elastic recovery and yield true hardness values [9]. It was also noted that hardness re-increased after higher temperature annealing due to precipitation dissolution [6]. Superelastic measurements of NiTi can be made using nano-indentation [10, 11]. Although it is recommended to use spherical tips when measuring superelasticity to avoid plastic deformation [10, 11], some conclusions on superelastic behavior can be drawn if a Berkovich indenter is used [11]. -2- Many different techniques have been used to produce fine-grained NiTi. These techniques include mechanical alloying [12], rapid solidification [13], plastic deformation [14], powder methods [15], and machining [16-20]. Machining, which is the method used in this research has many advantages: it is a cheap process, includes very large strains and strain rates, is a one-stage deformation process, can handle high-strength metals and alloys, and is supposed to produce ultra-fine structured chips [16]. The purpose of this research is thus to study the effect of annealing on microstructural, mechanical and superelastic properties of NiTi chips produced by machining. 3. EXPERIMENTAL TECHNIQUES The material used in this work is austenitic Nickel Titanium 56 wt% Ni-Ti (51 at% Ni). The material was supplied by Euroflex GmbH as a 25 mm diameter rod fully annealed at 850ºC. The material was subjected to severe plastic deformation by machining on a center lathe. The feed rate was 0.09 mm/rev, depth of cut 2 mm, and the cutting speed was varied between 0.118 and 1.18 m/s. Cooling was used during cutting. The resulting chips were annealed for 1 hour at 200, 300, 400, 500, 600, 700, and 800ºC. After annealing the chips were quenched in water at room temperature. Microstructural investigations were carried out using optical microscopy and a LEO 55 field emission scanning electron microscope (FESEM). Following grinding and polishing, chips were etched using an etching solution of composition HF + HNO3 + H2O (1:4:5). Grain size measurements were made using the line intercept method. Energy dispersive x-ray (EDX) analysis was used to determine the compositions of any existing phases in particles and grain interiors. The EDX was part of the FESEM. At each selected point usually 5 EDX readings were taken. An MTS Nanoindenter XP with a Berkovich indenter was used to measure superelasticity and nanohardness. Superelastic measurements were carried out after polishing the surface using alumina powder with particle size 1 μm followed by 0.05 μm. This was necessary to avoid any errors due to surface roughness. A Berkovich indenter with a load of 20 mN was used in this process. The maximum and residual depths reached by the indenter for each test were recorded. Using these values the recovered indentation depth was calculated for each test by subtracting the residual depth from the maximum depth. Finally, an average value of all recovered indentation depths was determined for the sample. Nanohardness measurements were performed also using a Berkovich indenter. The depth control option was used to fix indentation depth at 1000 nm. The applied loads ranged from 45 to 75 mN. A range of 25 to 40 points per sample were tested and the average was taken. Hardness values were given in GPa. A Vickers microhardness tester was used to measure microhardness of the samples. A load of 4.9 N and testing duration of 15 seconds were selected as the loading parameters. The loading step took 5 seconds and then the load was held at the specific value for 10 seconds before unloading started. An average of 21 points per sample was tested. -3- 4. RESULTS & DISCUSSION Microstructure Figure 1 shows that the as-received material consisted of equi-axed grains of approximate size 25.5 µm, measured by the intercept method. Some grain interiors have structures, which seem to be of different phases. Some of these structures are arranged in a twin arrangement. Fig. 1: SEM image showing microstructure of as-received NiTi a) as-received b) Vc = 0.118 m/s c) Vc = 0.59 m/s d) Vc = 1.118 m/s Fig. 2: Optical microscope images showing microstructures of as-received NiTi and as-machined chips at 3 cutting speeds -4- Effect of machining on microstructure After machining under cooling the original material was severely deformed. This is shown in figures 2(b) and (c). Generally, the grains were elongated in the direction of machining, but in most areas a distinct separation between the grains could not be seen due to the severe deformation. Grain interiors were heavily deformed as shown by the arrows. In addition, no apparent difference was detected between the microstructures resulting from cutting at speeds 0.118 m/s and 0.59 m/s. At the higher speed of 1.18 m/s, however, the resulting microstructure was completely different. As illustrated in figure 2(d), there were very clear shear bands, and the grains between shear bands were almost undeformed. Shear bands are narrow bands running at the bottom of the chip and branching off to the chip teeth. They are characterized by a high degree of instability and intense shear strains, which are much higher than the shear strains in the rest of the material. Effect of annealing on microstructure Figure 3 shows images taken from heat treated samples. a) T = 200ºC b) T = 300ºC c) T = 400ºC d) T = 500ºC Fig. 3: Chip microstructures cut at 0.118 m/s and annealed (a-e SEM; f & g optical microscope) -5- e) T = 600ºC f) T = 700ºC g) T = 800ºC Fig. 3: (continued) No obvious change in microstructure appeared when the chips were annealed between 200ºC and 500ºC (fig. 3a-d). Grains remained elongated and internally deformed. At 600ºC (fig. 3e), however, small equi-axed grains had formed indicating that recrystallization had taken place at a temperature between 500ºC and 600ºC. Grain growth followed at 700ºC (fig. 3f) and continued at 800ºC (fig.3g). The size of the recrystallized grains versus heat treatment temperature is plotted in figure 4. Grain size [microns] 30 25 y = 0.0933x - 51.83 20 Heat-treated 15 as-received 10 Linear trend line 5 0 500 600 700 800 900 Temperature [C] Fig. 4: Variation of grain size with annealing temperature The variation of grain size with heating temperature is almost linear. A best fit equation can be written to relate grain size with temperature: -6- G.S. = 0.0933T – 51.83 where G.S. = grain size in [μm] and T = temperature in [ºC] between 600 and 800ºC Phase distribution Figures 5(a) & (b) are plots of the atomic percentage of Ni found in particles and grain interiors, respectively, versus annealing temperature. As-received NiTi was included for comparison. The vertical lines represented the compositions of the various compositions, which were found in literature and which were considered to have an effect on shape memory and superelastic properties. In addition, a vertical line representing the average as-received composition, i.e. 51% Ni, was added for easy reference. Ti11Ni14 Ti2Ni Ti2Ni3 TiNi3 900 TiNi Ti3Ni4 (a) 800 as-received T= 200 C T = 300 C T = 400 C T = 500 C T = 600 C T = 700 C TiNi Ti2Ni Ti11Ni14 Ti3Ni4 Ti2Ni3 TiNi3 700 Temperature [C] 600 500 400 300 200 100 0 25 30 35 40 45 50 55 60 65 70 75 80 Ni - atomic % Ti2Ni TiNi Ti11Ni14 Ti2Ni3 900 TiNi3 Ti3Ni4 (b) 800 T = 200 C T = 300 C T = 400 C T = 500 C T = 600 C T = 700C T = 800C as-received Ti2Ni Ti11Ni14 Ti3Ni4 Ti2Ni3 TiNi3 TiNi 700 Temperature [C] 600 500 400 300 200 100 0 30 35 40 45 50 55 60 65 70 75 80 Ni - atomic % Fig. 5: Atomic % of Ni in particles (a), and grain interiors (b) at the different temperatures Figure 5(a) shows that the larger particles in the matrix were mainly of the Ti2Ni composition. According to literature findings, these particles did not have any role in -7- influencing mechanical or superelastic properties. They were, therefore, not investigated further. To simplify the analysis and understanding of figure 5(b), points were grouped into two Ni-atomic % groups, namely matrix and precipitates. The matrix contained all compositions at and below 53% Ni and precipitates contained all compositions starting from 54% Ni and above. The most important precipitates that were expected were Ti11Ni14 and Ti3Ni4, which had Ni compositions of 56 and 57%, respectively. It can be seen that these two compositions were very close and difficult to differentiate between them. If one considered a 2% fluctuation, then the precipitates group would range from 54 to 59%. The matrix was considered to be any composition below 54% Ni with the majority of the points lying between 48 and 53% Ni. Frequency distributions of the heat treated samples were then plotted to determine the percentage of occurrence of each phase at each condition. The plots are shown in figure 6. Frequency distribution - T = 200 C 100 90 80 70 % 60 50 200 40 30 20 10 0 Matrix Precipitates Ni - atomic % Frequency distribution - T = 300 C Frequency distribution - T = 400 C 100 90 90 80 80 70 70 60 60 300 % % 50 50 400 40 40 30 30 20 20 10 10 0 0 Matrix Precipitates Matrix Ni - atomic % Precipitates Ni - atomic % Frequency distribution - T = 500 C Frequency distribution - T = 600 C 100 90 90 80 80 70 70 60 60 500 % % 50 50 600 40 40 30 30 20 20 10 10 0 0 Matrix Precipitates Matrix Ni - atomic % Precipitates Ni - atomic % Fig. 6: Frequency plots of Ni composition groupings for each condition -8- Frequency distribution - T = 700 C Frequency distribution - T = 800 C 100 100 90 90 80 80 70 70 60 50 700 % % 60 50 40 40 30 30 20 20 10 800 10 0 0 Matrix Precipitates Matrix Precipitates Ni - atomic % Ni - atomic % Fig. 6: continued The above frequency plots can be summarized in figure 7, which showed the compositional variation of each of the 2 phase groups with annealing temperature. Trend lines have been added. 100.0 95.0 90.0 85.0 80.0 75.0 Frequency of occurrence % 70.0 65.0 60.0 Matrix Precipitates Linear (Matrix) Poly. (Precipitates) 55.0 50.0 45.0 40.0 35.0 30.0 25.0 20.0 15.0 10.0 5.0 0.0 200 300 400 500 600 700 800 Temperature [C] Fig. 7: Variation of grain interior phase composition with annealing temperature From figures 6 and 7 it was obvious that the dominating phase in the grain interiors for all conditions were that of the original matrix, i.e. 51% Ni. The trend line was almost horizontal, which indicates no significant changes in the matrix composition over the entire temperature range. Precipitates were, according to literature [1-3, 6], mainly of Ti11Ni14 and Ti3Ni4 compositions, and were combined together here under one group. The trend line showed an initial increase at 200 and 400ºC then a final decrease in the range 600-800ºC. According to literature [3], Ti11Ni14 and /or Ti3Ni4 precipitates do not form at 200ºC except after 100 hours of aging, and formed at 300-350ºC after 1-1.5 hours of aging [1, 2, 6]. Based on these findings, precipitation in our case did not start at 200ºC because of the relatively short annealing time (1 hour) and had, therefore, the lowest frequency of occurrence as shown in figure 7. As annealing temperature increased precipitation also increased as indicated by the higher frequencies of occurrence at 300 and 400ºC. Frick et al. [6] reported that at 550ºC after 1.5 hours of annealing precipitates grew significantly and became incoherent. They also -9- mentioned that high dislocation densities caused Ti3Ni4 precipitates to lose coherency earlier than non-deformed NiTi. Therefore, it can be assumed that in our case in the range of 500ºC after 1 hour of annealing precipitates started to lose coherency. The decrease in the range 600800ºC is consistent with literature: Nishida et al. [2] reported that no precipitation was detected after heating at 600ºC , and Frick et al. [6] reported that dissolution of precipitates took place after heating at 600ºC for 1.5 hours. Hence, it was concluded that after annealing at temperatures of 600ºC and above precipitates began to dissolve in the matrix causing the decrease in volume and/or number of precipitates. This was reflected in the results of figure 7. Microhardness Figure 8 shows that micro-hardness values decreased as annealing temperature increased with a large drop taking place between 500˚C and 600˚C, and then slightly increased again at 700˚C and 800˚C. These results can be explained as follows: The hardness value at 200˚C showed significant increase with respect to the asreceived value. This was due to retained dislocations. The 200˚C hardness was even higher than the as-machined value. In addition to the organization of retained dislocations, which play an important role in increasing hardness, this observation could be explained by considering the superelastic behavior of the heated samples. As will be shown later, superelasticity improved after machining and subsequent lowtemperature heating at 200˚C. Microhardness is measured from the residual area after load removal. In the case of superelastic materials the elastic part is recovered upon load removal causing a decrease in the size of the residual area. Consequently, the resulting hardness value will appear larger. At 300˚C the hardness value was still high, which indicated that there was still a significant portion of retained dislocations. Similarly to the 200˚C sample, the 300˚C hardness value was also larger than the as-machined one. The reason for this improvement in hardness was due to improved superelasticity. In addition, according to literature [2, 6], coherent precipitates are formed at 300˚C and above. Therefore, it can be said that in our case precipitates, which formed at 300˚C and were still small and coherent, added to the hardness of the specimen and caused this higher value. As the temperature increased from 400 to 500˚C, dislocations were annihilated. Precipitates increased in size [6, 8] approaching incoherency and, hence, did not add much to hardness any more. Hardness decreased as a result. There was a significant drop in hardness between 500˚C and 600˚C. This indicated that recrystallization took place between 500˚C and 600˚C, and it is well known that softening accompanies recrystallization due to formation of new grains free of dislocations. At temperatures higher than 600˚C the material experienced a slight increase in hardness. In fact, the hardness at 800˚C was almost the same as that of the as-received material. Such an increase was reported in literature by Frick et al. [6]. This reincrease in hardness was explained by the solutionizing process that NiTi experienced at high temperatures. Ti3Ni4 precipitates partially dissolved and were of similar size as the as-received material. Hardness, therefore, approached that of as-received NiTi. - 10 - heat-treated chips as-machined Vc=0.118 m/s as-received NiTi 250 Microhardness [HV] 200 150 100 50 0 200 300 400 500 600 700 800 Heat treatment temperature [C] Fig. 8: Variation of microhardness with annealing temperature (scatter 7%) Nanohardness Figure 9 shows the effect of heat treatment on the nano-hardness of NiTi chips. After heating at 200˚C for 1 hour, average nanohardness dropped from the as-machined value and continued its decreasing until it reached a minimum at 700˚C. At 800˚C average nanohardness increased again approaching the as-received value. This decreasing trend of nanohardness values with increasing annealing temperature was, similar to microhardness results, obviously a result of dislocation rearrangement and annihilation. Loss of coherency and growth of precipitates beyond 500˚C was also responsible to the loss of nanohardness at these temperatures. 5 Nanohardness [GPa] 4 Hardness [GPa] as-machined chip 3 as-received NiTi 2 1 0 0 100 200 300 400 500 600 700 800 Heat treatm ent tem perature [C] Fig. 9: Variation of nanohardness with annealing temperature (scatter 7.6%) - 11 - The increase in nanohardness after annealing at 800˚C to about the as-received value, was very similar to the increase in hardness observed in the microhardness results and can be attributed to solutionization with precipitates becoming partially dissolved and of similar size as the as-received material. Therefore, nanohardness increased approaching the as-received value. Superelasticity Figure 10 shows the variation of the superelastic response after 1 hour of annealing at the different temperatures. A clear improvement was seen after annealing at 200ºC. Although the recovered depth decreased as the annealing temperature increased to 300ºC and 400ºC, there was still an obvious improvement over the value of as-received NiTi and the asmachined NiTi chip. At 500 and 600ºC the recovered depth was close to but still slightly higher than the value of as-received NiTi. The superelasticity of samples annealed at 700ºC showed a sharp increase, and then decreased at 800ºC. Recrystallization, which took place between 500 and 600˚C, had no apparent effect on superelasticity. annealed NiTi chips as-received NiTi Recovered indentation depth [nm] 310 as-machined NiTi 290 270 250 230 210 190 170 150 0 100 200 300 400 500 600 700 800 900 Tem perature [C] Fig 10: Variation of recovered indentation depth with temperature (scatter 7.8%) These results were in agreement with previous findings [5, 7, 8], in which lowtemperature annealing following cold working improved superelastic properties. This improvement can be attributed to 2 factors: a) The first factor was the retained dislocations, which resulted from cold working. As was indicated by Miyazaki et al. [4], the dislocations were arranged by the annealing process. The arranged dislocations increased the critical stress for slip and acted as obstacles to irreversible slip thus delaying the onset of plastic deformation and improving superelasticity. b) The second factor was the high density of fine precipitates formed during intermediate temperature annealing (300-400ºC), namely Ti11Ni14 or Ti3Ni4, which increased the critical stress for slip and hence also caused improvement in superelasticity [8]. A proposed model that qualitatively shows the interaction between dislocations and precipitates and their effect on superelasticity is given in figure 11. - 12 - Superelasticity Effect of dislocations 100 200 300 Effect of precipitates 400 500 600 700 800 Temperature [ºC] Fig. 11: Effect of dislocations and precipitates on superelasticity The model shown in figure 11 suggests that at low annealing temperatures, e.g. 200400ºC, cold work induced dislocations exist in relatively large densities but are thermally arranged and thus increase the critical stress for slip improving superelasticity. Above 400ºC the effect of dislocations decreases because of their annihilation. At 600ºC recrystallization takes place resulting in a significant decrease in dislocation density. The effect of dislocations on superelasticity reaches a minimum and continues at this minimum at 700 and 800ºC. On the other hand, precipitates start to form at about 300ºC where they are of small size and coherent. As the temperature increases, in the range of 400ºC, precipitates grow in size but are still coherent and of large density. They, therefore, have a positive effect on superelasticity. Coarsening, incoherency and decrease in density takes place at about 500ºC [6, 8] and as a result the effect on superelasticity decreases. Dissolution of the precipitates starts between 600 and 700ºC, and precipitates decrease in size [6]. Their effect on superelasticity reaches its maximum at 700ºC. At 800ºC precipitates continue to dissolve in the matrix leading to a lower effect on superelastic response. At this temperature size and distribution of precipitates are similar to the as-received material. Therefore, recovered depth seems to be approaching the value of as-received NiTi, which was fully annealed at 850ºC. It is also possible that precipitates improves superelastic behavior through another mechanism. As reported by Frick et al. [6], the transformation stress required to induce martensite in annealed cold-drawn Ti-50.9 at.% Ni decreased as the annealing temperature increased. The authors attributed this behavior to dislocation annihilation and Ti3Ni4 precipitates. During annealing dislocations were annihilated. In addition, limited precipitation growth took place, which created an internal stress that had a significant influence on promoting the matrix to change from austenite to martensite, at a lower stress. This argument is valid at low temperatures, i.e. 300-400˚C [6]. Superelasticity and hardness Figures 12 and 13 show the relations between recovered indentation depth and microand nanohardnesses. Generally, superelasticity was function of micro-and nanohardness following annealing: as hardness increased, superelasticity also increased and, as shown by the dotted trend lines in both figures. This is because superelasticity depends greatly on the strength of the matrix, which by itself is affected by the existence of dislocations, precipitates, or both. The 700ºC sample, however, did not seem to follow this trend: although its hardness was low, it exhibited significant superelastic behavior. This observation could not be explained with the available results. - 13 - Machining increased the hardness of the material with respect to the as-received sample. This increase, however, was not associated with increase in recovered indentation depth. This indicates that cold work must be followed by an annealing process to preserve the ability to stress induce martensite. Recovered indentation depth [nm] 320 700 300 280 200 heat-treated NiTi chips 260 800 400 240 600 as-received 500 as-received NiTi 300 as-machined NiTi 700C as-machined 220 Linear (heat-treated NiTi chips) 200 180 160 100 110 120 130 140 150 160 170 180 190 200 Microhardness [HV] Fig. 12: Superelasticity vs. microhardness 320 Recovered indentation depth [nm] 300 700 280 800 260 400 200 300 as-received 240 600 220 annealed chips 500 as received NiTi as-machined 200 as machined 700C 180 Linear (annealed chips) 160 140 2.5 2.7 2.9 3.1 3.3 3.5 3.7 3.9 4.1 Nanohardness [GPa] Fig. 13: Superelasticity vs. nanohardness 5. CONCLUSIONS 1. Recrystallization occurred after annealing for 1 hour at about 600ºC and was followed by grain growth at 700 and 800ºC. 2. EDX analyses showed that precipitates increased up to about 500ºC then decreased again above 600ºC due to solutionizing. 3. Microhardness readings were influenced by elastic recovery whereas nanohardness readings were not affected by superelasticity. Microhardness was also more sensitive to changes in the microstructure, e.g. presence of dislocation tangles and recrystallization, than nanohardness. 4. Superelasticity of annealed cold-worked NiTi was influenced by arranged dislocations and precipitation. Low temperature annealing had the advantage of improving superelasticity while preserving hardness. 5. Generally, superelasticity of annealed cold-worked NiTi increased as micro- and nanohardnesses increased. - 14 - REFERENCES [1] [2] [3] [4] [5] [6] [7] [8] [9] [10] [11] [12] [13] [14] [15] [16] [17] M. Nishida and T. Honma. All-round shape memory effect in Ni-rich TiNi alloys generated by constrained aging, Scripta Metallurgica, 1984, V.18, 1293-1298. M. Nishida and C. M. Wayman. Electron microscopy studies of the all-round shape memory effect in a Ti-51.0 at.%Ni alloy, Scripta Metallurgica, 1984, V.18, 13891394. Jae Il Kim and Shuichi Miyazaki. Comparison of shape memory characteristics of a Ti-50.9 at. pct Ni alloy aged at 473 and 673 K, Metallurgical and Materials Transactions A, 2005, V.36A, 3301-3310. S. Miyazaki, Y. Ohmi, K. Otsuka and Y. Suzuki. Characteristics of deformation and transformation pseudoelasticity in Ti-Ni alloys, Journal de Physique, 1982, colloque C4, supplement au no 12, Tome 43, 255-260. T. W. Duerig and R. Zadno. An engineer's perspective of pseudoelasticity, Engineering aspects of shape memory alloys, Butterworth-Heinemann, England, 1990. Carl P. Frick, Alicia M. Ortega, Jeffrey Tyber, A.El.M. Maksoud, Hans J. Maier, Yinong Liu, Ken Gall. Thermal processing of polycrystalline NiTi shape memory alloys, Materials Science and Engineering A, 2005, V. 405, 34-49. H. C. Lin and S. K. Wu. The tensile behavior of a cold-rolled and reverse transformed equiatomic TiNi alloy, Acta metall. mater., 1994, V.42, 1623-1630. S. Miyazaki. Thermal and stress cycling effects and fatigue properties of Ni-Ti alloys, Engineering aspects of shape memory alloys, Butterworth-Heinemann, England, 1990. F. T. Cheng. On the indeterminacy in hardness of shape memory alloys, Journal of Materials Science and Technology, 2004, V.20, 700-702. Wangyang Ni and Yang-Tse Cheng. Microscopic superelastic behavior of a nickeltitanium alloy under complex loading conditions, Applied Physics Letters, 2003, V.82, 2811-2813. A J Muir Wood, J-H You and T W Clyne. Nanoindentation response of superelastic materials, To be published in: Smart Materials, Nano-, and Micro-Smart Systems: Smart Materials III, Proceeding of SPIE 5648. Wendy C. Crone, Alief N. Yahia, and John H. Perepezko. Influence of grain refinement on superelasticity in NiTi, Proceedings of the SEM Annual Conference on Experimental Mechanics, Portland, OR, 510-513 (2001). D. Wu, W.C. Crone and J.H. Perepezko. Mechanical Behavior of Nanostructured Melt Spun NiTi Shape Memory Alloy, Session on Microstructural Characterization and Processing, Proceedings of the SEM Annual Conference on Experimental Mechanics, Milwaukee, WI (2002). H. Nakayama, K. Tsuchiya, and M. Umemoto. Crystal refinement and amorphisation by cold rolling in TiNi shape memory alloys, Scripta Materialia, 2001, V.44, 17811785. Xiao Xu, Naresh Thadhani. Shock synthesis and characterization of nanostructured NITINOL alloy, Materials Science and Engineering A, 2004, V.384, 194-201. Brown Travis L., Swaminathan Srinivasan, Chandrasekar Srinivasan, Compton W. Dale, King Alexander H., Trumble Kevin P. Low-cost manufacturing process for nanostructured metals and alloys, Journal of Materials Research, 2002, V.17, no.10, 2484-2488. S. Swaminathan, T. L. Brown, M. Ravi Shankar, B. C. Rao, K. P. Trumble, W. D. Compton and S. Chandrasekar. Large scale manufacturing of ultra-fine grained materials, Ultrafine Grained Materials III, TMS (The Minerals, Metals & Materials Society), (2004), 161-166. - 15 - [18] [19] [20] Travis L. Brown, Srinivasan Swaminathan, Balkrishma C. Rao, Renae F. Kezar, Srinivasan Chandrasekar, W. Dale Compton, Kevin P. Trumble and Alexander H. King. Machining as a method for studying effects of very large strain deformation, Ultrafine Grained Materials III, TMS (The Minerals, Metals & Materials Society), (2004), 161-166. Srinivasan Swaminathan, M. Ravi Shankar, Seongyl Lee, Jihong Hwang, Alexander H. King, Renae F. Kezar, Balkrishma C. Rao, Travis L. Brown, Srinivasan Chandrasekar, W. Dale Compton, and Kevin P. Trumble. Large strain deformation and ultra-fine grained materials by machining, Materials Science and Engineering A, 2005, V.410–411, 358–363. M. Ravi Shankar, Srinivasan Swaminathan, W. Dale Compton and Alexander H. King. Characteristics of aluminum 6061-T6 deformed to large plastic strains by machining, Materials Science and Engineering A, 2005, V. 410-411, 364-368. - 16 -