Gel formation during extrusion of LDPE and LLDPE
advertisement

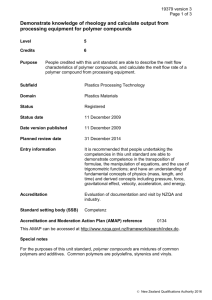
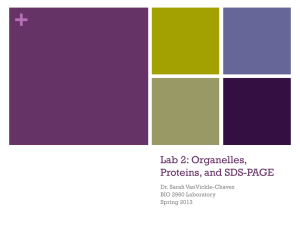
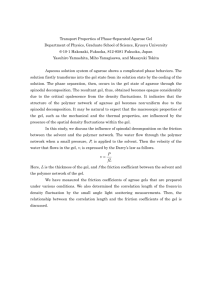
Gel formation during extrusion of LDPE and LLDPE Henk Lourens, Senior Scientist, Polythene Business, Sasol Polymers 1) Introduction Gel formation during the extrusion of LDPE and LLDPE can be a vexing problem. To the casual observer it often seems to be a random phenomenon, with a strategy that reduces the problem in one instance seemingly making it worse in another. The purpose of this article is firstly to identify the types of gels one may come across and secondly to look at the polymer chemistry involved in the process of gel formation. Wrongly identifying the type of gel will cause our problem solving strategy to be a hit or miss affair because the causes for gel formation differ according to the gel type. At Sasol Polymers our experience shows the gel of oxidised type to be involved in the majority of gel problems. The article will thus focus on this type of gel. Once we understand the chemistry involved in oxidised gel formation we will be in a position to formulate strategies to deal with particular instances of gel formation experienced in industry. This aspect comprises the third part of the article and will be dealt with in the final pages. One definition of gel formation states that “ A gel is any visible imperfection in a polyethylene film.” (1) This means that gels are not only polymeric in nature but can also be inorganic. The inorganic gels would consist of undispersed pigments or contamination such as by metal particles. It is only slightly comforting to know that gel formation is still a worldwide problem. The following quote is from a presentation during 1998 in the United States. “Gel formation in polyolefin film is a phenomenon that is difficult to predict, reproduce and solve” (2) Why are gels such an important issue? This is definitely a rhetorical question, but as most converters have found it leads to scrapping of product as a result of unacceptable aesthetic properties and or problems with the printing and lamination processes. An operational issue is the (seemingly) unpredictable manifestation of gels which can upset the best production planning, usually when it is too late to adjust the schedule. 2) Types of gels One gel classification used widely in industry classifies gels into four main groups (1). These groups are the Crosslinked/Oxidised gels, Cross Contamination gels, Unmixed/Non-homogenous gels and finally Fibers/Contamination gels. Crosslinked/Oxidised gels are the result of drastic molecular growth. This growth results in molecules of such a large size that they have much higher viscosity/elasticity compared to the rest of the melt. As a result the flow pattern of the melt is disrupted, especially after the melt has left the die, resulting in a protrusion from the film which we 1 call a gel. The actual molecule responsible constitutes less than 1/100th of the volume of protrusion. Crosslinked gels are primarily formed in the absence of oxygen and would therefore form inside the reactors of the polymer producer. Oxidised gels tend to form during extrusion, in the presence of oxygen. Cross Contamination gels are the result of unintended mixing between polymers of different density, molecular weight or comonomer type. The polymer mix is then extruded under conditions which do not allow adequate melting and mixing to occur. An example of this gel type would occur when using an extruder set up for LDPE film and running polymer (LDPE) contaminated by a small amount of HDPE. The HDPE would not fully melt under these conditions and would create gels. Unmixed/Non-homogenous gels are the result of polymer blends extruded under conditions of inadequate melting and mixing. Sources of these gels include poorly dispersed additives, polymer blends with very different melting points. An example of the latter would occur during the extrusion of a PP/HDPE blend. Fibres/Contamination gels result from floss (conveying of polymer using air), fibers from bagging material or contaminants picked up as a result of transport of the material. The experience at the Polymer Technology Centre (PTC) has been that the majority of gel complaints result from oxidised gels formed during extrusion. Because of this it is useful to evaluate this class of gel in more detail. 3) The polymer chemistry of oxidised gel formation 3.1) Mechanism of gel formation For a LDPE or LLDPE molecule to become large enough to be visible as a gel we need a mechanism through which the molecules can grow larger, until such time as they have reached the critical size where they become visible as a gel. For this process of molecular growth we need free radicals. A free radical is a molecule possessing an unpaired electron, and therefore can react with another free radical to form a new bond. The moment free radicals are created the degradation process can start. The degradation can comprise scission(breaking of molecules), oxidation (if oxygen is present), molecular growth, branching etc. The reaction conditions and molecular structure will determine which of these processes will dominate. With LDPE and LLDPE unfortunately, it is the molecular growth reaction that dominates. It has been reported that two mechanisms are involved in the process of molecular growth. The first is molecular growth through the formation of ether groups (figure 1). In this process a radical on a oxygen atom connected to a polymer molecule reacts with a radical on the carbon atom of another molecule. Another radical can form on the newly created larger molecule and repeat the process just described. In this manner the molecule can grow until the critical size for gel formation is reached. This mechanism was first 2 proposed by a group from Melbourne University in Australia to explain the high concentration of ether groups found in gels that had been stuck inside an extruder. (3) Primary reactions responsible for gel formation during extrusion 1) Molecular growth as a result of ether group formation R1-O-R2 R1 + O-R2 polymer molecules) (R1 and R2 are 2) Molecular growth as the result of polymerisation of vinyl groups (unsaturation) Figure 1 A second mechanism, crosslinking through vinyl groups (unsaturation), have been shown to be the most important process for crosslinking reactions (figure 2). Vinyl groups are particularly capable of gel formation since they have high mobility and low steric hindering compared to other types of unsaturation. (4,5 ) The free radical remains available after the it has attacked the vinyl group and molecular growth will continue until such time as it meets another and is terminated. This mechanism is supported by work published by CIBA and GE. (4,5) 3 Polymerisation of vinyl groups (unsaturation) R1 + R2 –CH=CH2 (R1,,R2,R3 and R4 are polymer molecules) R1-CH2-CH-R2 + R3 –CH=CH2 CH2-CH-R3 R1-CH2-CH-R2 + R4 –CH=CH2 CH2-CH-R4 CH2-CH-R3 etc. R1-CH2-CH-R2 Figure 2 In figure 2 we demonstrate the process of molecular growth through polymerisation of vinyl groups. In the upper left hand side we have a free radical on polymer molecule R 1. This radical attacks the unsaturated group on molecule R2 and forms a new bond, while leaving the free radical available to repeat the process. This sequence will repeat until the free radical meets and terminates with another. Since free radicals are critical for the crosslinking process it is nescessary to understand the factors responsible for radical formation. Free radical formation will be enhanced by the following changes. Increasing the temperature to which the polymer is exposed, Increasing the unsaturation and branch content of the polymer, Subjecting the polymer melt to more mechanical stress, Increasing the oxygen content of the melt. 4 The effect of the thermo-oxidative degradation cycle on radical formation Figure 3 Why is oxygen such an important factor in gel formation? The answer can be found in the well known thermo oxidative degradation cycle (figure 3). The problem is that hydroperoxides form in the presence of oxygen. These molecules decompose into hydroxy and alkoxy radicals, adding 2 more radicals to the 1 we started with. Each time we move around on this cycle we thus have a threefold increase in radical concentration. The level of free radicals in the polymer melt will increase as a result of this cycle until an equilibrium level is reached. This equilibrium value will depend upon the oxygen concentration, antioxidant availability, temperature, residence time distribution of the polymer, molecular structure of the polymer and shear inside the extruder. 5 Molecular growth Precursor Gels Critical size (visible gel) Time Figure 4 We have seen that for molecules to reach the critical size we need free radicals as well as a mechanism through which these radicals can enable the growth of molecules. What we have not yet specifically referred to is the need for the molecules to spend sufficient time inside the extruder (figure 4). Only if the molecules stay inside the extruder long enough will they be able to grow to the critical size where they are able to disrupt the flow of the melt once the polymer leaves the die. Under a given set of extrusion conditions the time required for reaching the critical size will depend on the presence of precursor gel material. Precursor gels are molecules which are larger than the average molecule size in the polymer being extruded. They are not large enough to be visible as gels, but can grow to the critical size in less time than the average molecule. The more precursor gels , and the larger they are in size, the more likely that we will have gel formation. All polymers contain precursor gels, however they differ in number and size of these. 6 Deformation in flow pattern resulting in gel Protrusion due to flow disruption nucleus film Figure 5 3.2) Why does the oxidised gel become visible? If we look at the protrusion we call a gel it is important to note that the actual crosslinked/oxidised molecule makes up a very small part of the gel. As we explained before, the disproportionate size of the gel compared to the molecule responsible results from the disruption in the flow pattern (difference in elastic behaviour) as the melt leaves the die (figure 5). The oxidised molecule makes up between 1/100th to 1/1000th of the volume of the gel. In the picture at the bottom of figure 5 we can identify the nucleous as the black center of the gel. The colour of the center depends on the time the molecule forming the nucleous has spent inside the extruder and thus reacted with oxygen. With short residence time it will be clear, as time increases it will become amber and eventually become black. It is important to remember that using a smaller screenpack size will not be able to prevent oxidised or crosslinked gels from passing through. The gel nucleus is flexible, can break or squeeze through easily. A screenpack of different mesh size may be beneficial however in that it will change the melt flow profile and residence time distribution of polymer in the extruder as a result of change in back pressure. 7 3.3) Summary of chemistry of oxidised gel formation We have dealt with a large amount of information up till now. Let us summarise what we have discussed until now. For the molecules to reach the critical size to become visible as a gel we need to meet 4 requirements. a) sufficient free radicals b) a mechanism for molecular growth c) precursor gel material and d) sufficient time to grow molecules to the critical size. Free radical concentration can be influenced by the polymer type, polymer manufacturing technology, antioxidant type used for stabilisation, the amount of antioxidant added It is important to note that during extrusion a very large number of combinations of the levels(value or size ) of these factors are able to produce gels. If, in a situation where we are experiencing gel formation, we are able to reduce the severity (value) of some of these factors, we will have a workable strategy. This is the focus of the next section. 8 4) Oxidised gel formation in practice, causes and strategies to deal with this. Effect of temperature and time on gel count Unacceptable gel level Melt Temperature=220+2y Gel count Melt Temperature=220+y Melt Temperature=220 0hr x hrs 3x hrs Time Figure 6 In reality, unless a major precursor gel problem exists, it will take time for the oxidised gels to become so large and numerous that an unacceptable gel level is reached. In this slide we assume that we are running the identical batch of polymer on the same extruder, at the same output, but using different melt temperatures. The graph in figure 6 shows the level of gels over time given different melt temperatures. In case 1 we start the extruder with a melt temperature of 220 degrees and observe that after a slight increase in gel level the curve levels off. In case 2 we increase the melt temperature by a few degrees and find that the gel level slowly increases until the unacceptable gel level is reached. In case 3, with further melt temperature increase, the unacceptable gel level is reached even sooner. The point on the curve marked 3x hrs can represent anything from 1 to 9hrs. Thus x hrs may be anything from 20 minutes to 3 hrs. The actual time taken to reach the unacceptable gel level depends on not only the melt temperature but also equipment and 9 equipment setting considerations which, as we will see later, influences amongst other aspects the residence time distribution and shear heating inside the extruder. We will now attempt to discuss some of the reasons for the actual shape of these curves. The oxidised molecules, as they grow larger, will often (preferentialy in stagnant or low shear areas) attach themselves to the metal surfaces of the extruder, and grow further as long as they are able to stick to the metal. These molecules will slowly grow in size until such time as they are large enough to be pushed out by the stream of melt flowing past. This process of molecular growth on the metal surfaces and being pushed out of the extruder takes place continuously. When the extruder is started most of these molecules are too small too be removed from the metal areas and the gel levels will be low. As they grow more of them will end up in the melt (according to a random statistical) and the gel level increases. At some point in time an equilibrium is reached where the gel level fluctuates around a fixed level. If this level is above the acceptable point we have problems. It is frequently observed that the gels are present in the film, scattered around a line pointing in the machine direction. This is often referred to as a splurge of gels. Frequently this can be ascribed to very large molecules which have been broken into smaller pieces as a result of shear in the die and screenpack area. Before discussing the factors which may induce gels to form during extrusion we may summarise them as follows. 1)The screw design 2)Wear on screw 3)Dead spots in die/extruder (These 3 factors relate mainly to the time the polymer molecules will spend inside the extruder, called the residence time) 4)Shutdown and startup procedures 5)High shear 6)Use of recycle/regrind in a formulation 7)Temperature control/profile on extruder 8)Order of production runs 9)Precursor gels from supplier 10 Residence Time and RTD gram/min 2 minutes Figure 7 To discuss the first 3 factors mentioned we need to understand what is meant by Average Residence Time and Residence Time Distribution. If we take an extruder running only polymer we will see a clear melt exiting at the die. In order to obtain an idea of how long the average polymer molecule spends inside the extruder (Average Residence Time) we may perform a simple experiment using a handful of pigment. The pigment is dropped into the extruder and by monitoring the intensity(or weight) of blue pigment in the extrudate we may form an idea of the distribution in time taken for different molecules in moving through the extruder. In this slide we see that at just under two minutes some blue is observed. This increases in intensity, goes through a maximum and finally reduces again. The whole of the curve shaded blue is the Residence Time Distribution, while the line indicates the Average Residence Time of molecules. The greater the time difference between the moment the first blue becomes visible and the time when the last blue disappears, the greater the “width” of the Residence Time Distribution is said to be. We will see shortly that the wider this distribution, the more problems we may expect with gel formation. 4.1) Screw design When LDPE was introduced into the South African market the Archimedean screw was a very popular design. This design consists of a constantly increasing root diameter as one moves from the feeding section to the melting section and finally the metering section. The pitch stays constant for this screw. The major drawback of this design is the high shear it exerts in the part where the root diameter is a maximum. LDPE can often handle 11 the shear and temperature increases in this area (to a large extent as a result of its ability to shear thin), but LLDPE cannot and will tend to degrade and form gels. As a result of this, designs such as the GPDP screw (optimized at PTC) have become commonplace where the ability to run both LDPE and LLDPE is required. The GPDP screw imparts much less shear to the polymer since it has a constant root diameter and compression occurs as a result of decreasing the pitch towards the metering section. Barrier screws represent very advanced design technology. They are typically designed for particular blends and blend ratio’s of polymers. Typically these blends consists of LLDPE and HDPE. When using significant amounts of LDPE in the blend degradation and gel formation can result in some of barrier screw designs. The golden rule in extrusion is thus to know what type of screw you have in your machine and what blend combination/blend ratio it was designed for. 12 Residence time distribution differences due to screw wear (same output). Proportion of molecules Extrusion on extruder with new screw Extrusion on extruder with worn screw Residence Time Sufficient time to reach critical size Figure 8 4.2) Wear on the screw Let us assume that we have an extruder in good condition and that we are running at a constant output. The black curve would represent the residence time distribution of polymer molecules for this example. Over time, as a result of friction, the screws will start to wear. This means that the gap between the screw flights and the barrel will increase. This change will result in more backflow of polymer melt. To keep the output constant the operator will gradually , over time, increase the screw speed. A higher screw speed imparts more shear thinning (lower polymer viscosity) to the melt in the high shear areas and even more back flow will result over the screw flights. Some polymer molecules can now stay inside the extruder significantly longer than before. (The higher screw speed means that some of the molecules that do not take part in backflow will be pushed out of the die faster than before. This results in the outward shift of the curve on the left side.) We now end up with the red curve which has a significantly wider residence time distribution compared to the previous curve. This right hand side of this curve is the source of our gel problem. For this machine, with the particular polymer and under the extrusion conditions used the vertical line represents the critical time needed for gel formation. We see that a part of the polymer molecules will now be inside the extruder for long enough to form gels. 13 Residence time distribution with dead spots Proportion of molecules Extruder with dead spots Extruder with no dead spots Residence Time Sufficient time to reach critical size Figure 9 4.3) Dead spots in the die and extruder Dead spots are areas inside the extruder where stagnant or slow moving polymer melt is found. These areas may result from extruder design, or areas with polymer sticking to the sides of the extruder which creates stagnant areas behind them. Die design is frequently a cause of this problem. The dead spots influence the residence time distribution by adding a tail on the right hand side of it. Although the amount of polymer subjected to longer time inside the extruder is less than in our previous slide, the time factor is much greater. The colour of the nucleus of the oxidised gel can be used as an indication of how long the molecule spent inside the extruder. With increasing time the colour will change from clear to brown to black. How can we deal with the problem of polymer staying inside the extruder for too long? By reducing the temperature profile settings we may retard radical formation and increase the critical time required for gels to form. By replacing or refurbishing the screw (within certain limits) the flowback of polymer over the screw flights is reduced and the residence time distribution narrowed. By optimising the screw design for the polymer or blend being run temperature overruns as a result of high shear areas can be minimized. For instance by replacing a constant pitch, increasing root screw (baseball bat design) with a 14 decreasing pitch, constant root design (GPDP screw) when extruding LLDPE a substantial improvement in gel levels will be observed. Processing aid works by coating the metal interior of an extruder with a thin layer of polar polymer. This layer changes the flow profile of the melt by reducing the friction at the barrel/melt interface. The flow pattern changes to the plug flow type and greater shear occurs at the metal polymer interface. The combination of more polar surface and higher shear at the barrel prevents hangup of polymer and subsequent gel formation. 4.4) Shutdown/Startup procedures When the power to a extruder is shut off immediately after the last film has been produced the polymer inside is exposed to high temperature for a long period. These conditions are very beneficial to gel formation. The remaining antioxidant is used up first, after which the free radical concentration will increase. Since time is not the constraint even very slow growing molecules will have enough opportunity to grow to critical size. These molecules can become charred and some will stick to the barrel. On startup the agglomeration of burnt polymer on the barrel and die will disrupt the flow of polymer melt and may create stagnant areas where more gels will form. Purging of the extruder with processing aids or purge masterbatches is an option, but in severe cases a strip and clean operation may be required. Incorrect startup would result from waiting too long from the time of switching on the heating zones until starting the screw. The formation of gels will be similar to the situation described before. The best way to deal with these eventualities is to put in place a procedure for starting up and shutting down of extruders. 4.5) High Shear The existence of high shear zones in extruders generally create problems as far as gels are concerned. High shear zones exist between the screw flights and barrel of an extruder, in the large root diameter area of archimedean screws, at the screenpack and in some die systems. The problem with these zones are twofold. In the first place the high shear may cause local overheating. Because only a small proportion of the polymer is subjected to this it will usually not manifest as a drastic increase in the zone or melt temperatures and may be difficult to detect. Secondly, the mechanical stress experienced by the polymer in these zones may cause the breakage of molecules with the formation of two radicals for every bond broken. More free radicals enhances gel formation. High shear zones may be beneficial in that stagnant areas cannot exist close to it. The precursor gels cannot stick for long enough to grow to gel size. 15 4.6) Regrind By constantly increasing the amount of regrind material in the blend it is almost guaranteed that gels will appear at some point, irrespective of the age of the extruder and screw design used. The problem with regrind material is that it has already been through an extruder before and as a result contains oxygenated molecules. These will help to kick off the auto degradation cycle almost immediately. The equilibrium free radical concentration reached will be higher than without regrind material present. Finally, the regrind containing polymer will contain more precursor gels, because the molecules in the regrind portion had time to grow during the previous extrusion run. The preferred strategy to deal with this problem would be to remove the regrind from the formulation, or to make sure that the percentage used is low enough not to be close to the critical amount for the particular extruder and polymer being extruded. Where possible the temperature profile should be lowered. The use of extra antioxidant and processing aids will help but may introduce unacceptable cost as well as other complications. Increasing the antioxidant level may cause migration to the surface with resultant problems with sealing and organoleptics. Yellowing may also result. 4.7) Temperature control Problems with zone temperature control often lie at the heart of gel problems. This may be as a result of faulty thermocouples, giving too low readings, or heater bands that do not switch off when they should. The result is increased free radical formation and gel problems. The best and most obvious solution is to fix the thermocouple/heater bands at the earliest opportunity. Lowering of the temperature profile and melt temperature will help, but may affect other film properties or output. Antioxidant masterbatch and processing aids may be used as stopgap measures. 4.8) Production cycle When observing gels one should always take cognisance of the production cycle which has been involved on the extruder in question. If polymer of higher viscosity had been run before one with lower viscosity the possibility exists that the second polymer was unable to displace all of the previous polymer from the extruder/die system. In some areas the first polymer will stay stuck to the barrel and cause stagnant areas to form behind it. Gel growth can occur in these areas. Typical examples of this problem would be when running a 1MFI PP film grade and then switching over to a 1MFI LDPE grade. Although the MFI’s are seemingly similar the viscosities of these two polymers under the actual conditions of temperature and shear inside the extruder would be very different. Apart from different shear thinning behaviour the difference in viscosity (between these 16 two grades) within the extruder is due to PP’s MFI being measured for data sheet purposes at 40 degrees higher temperature than that of LDPE. Where possible polymers of very different viscosity and type should be run on different extruders. If, after changing from a high viscosity polymer to one of lower viscosity, gels are observed, the best strategy is to reintroduce the higher viscosity polymer to the extruder. One could now try to match the viscosity of the next polymer by changing the melt temperature setting, taking care not to burn the polymer. When reintroducing the previously lower viscosity polymer the viscosities should now be more closely matched and once the temperature settings are optimised for the new polymer , no more gels should be observed. Alternatively in this case one could use polymers of intermediate viscosity such as a 0.3 MFI LDPE or purge masterbatches to reduce the magnitude of viscosity change to the final product. 4.9) Precursor gels Earlier in this article it was mentioned that very large molecules or precursor gels require less time to reach the critical size where they become visible as a gel. All polymer received from polymer suppliers contain some amount of precursor gels. The amount and size of these gels are influenced by the production technology used, operational procedures, antioxidant type and addition level of antioxidant. Extruders with worn screws or with certain screw and die designs are more sensitive to precursor gels. The best strategy would be to refurbish or replace worn screws and to ensure that the screw design is optimum for the polymer used. Sasol Polymers have realised the importance of precursor gels in causing gel problems on some extrusion equipment. As a result a number of initiatives have been launched in the past 3 years. To reduce precursor gels in LLDPE the F resins were removed from the grade range. F resins, because of their high density, low MFI and broad molecular weight distribution compared to standard LLDPE were often responsible for crosslinked and cross contamination gels. By removing the butene resins from the grade range the run length of the remaining grades were increased, giving rise to more stable production runs. In the case of LDPE polymers new screws were designed and fitted to the production units at Sasolburg. These impart much less shear and heat to the polymer and thus reduce the amount of precursor gels in the polymer. To conclude we may list the strategies to deal with gel formation in the following order. 17 Summary of strategies to deal with gel formation Primary Strategies Replace worn screws Use a screw design optimised for the polymer being extruded. Reduce the temperature profile and melt temperature where possible. Simplify the production cycle so that polymer of similar viscosity is being extruded head to head. Perform preventative strip and clean operations every 6 months. Secondary strategies Use processing aids where the cost can be recovered. Use antioxidant masterbatch, provided these do not affect downstream operations. References 1) Characterisation of gels in polyethylene film; T.J.Obijeski, D.W.Dixon; 1992 Polymers, Lamination &Coatings Conference; p 61-69 2) The use of polymer processing AIDS to reduce gel formation in polyolefin plastomer extrusion.; Woods, Susan S.; Amos, Stephen E.; (Dyneon LLC, Oakdale, MN 55128, USA). Polym., Laminations Coat. Conf.; Volume 2; 1998; 675-685 3) Efficiency of processing stabilisers using a micro-oxygen uptake technique; J. Scheirs, S.W. Bigger, O. Delatycki; Polymer; 1989; Vol 30; p 2080-2087 4) Degradation and Stabilisation of High Density Polyethylene during Multiple Extrusions; S. Moss, H. Zweifel; Polymer Degradation and Stability; 25; (1989); 217-245 5) Thermal scission and crosslinking during polyethylene melt processing. Johnston, R. T.; Morrison, E. J. (Dow Plastics, Freeport, TX 77541, USA). Adv. Chem. Ser., 249(Polymer Durability), 651-82 (English) 18