History of Natural and Synthetic Polymers
The polymer industry is a multi-billion dollar industry and yet is only about 100 years old. It is
interesting how it began ...
Natural polymeric products, e.g., pitch, milk, egg white, gum arabic, and beeswax were
known to the ancient Egyptians and Greeks. In combination with minerals, these products
were used to prepare coating compositions for walls, burial chambers, etc.
During the Chinese Chou dynasty (1169-255 B.C.) wood lacquers were developed using the
sap from the Chinese tree, Rhus Vernicifera
During the Middle Ages (500 to 1400 A.D.), linseed oil (from flax) began to be used in
Europe by painters. The monk, Theophilus, in the 11th century described the preparation
(cooking) of a varnish from linseed oil and tall oil (i.e., pine tree gum also called ‘rosin’)
Hundreds of years ago, natives of South America made use of ‘latex’, a milky white sap of
rubber trees, and coagulated it to form rubber balls that were used in the National Sport of the
Mayan Indians. In 1839, Goodyear (US) vulcanized rubber by heating it with sulfur.
Until the beginning of the 20th century, little had been done to improve on the natural materials
(polymers) available to mankind.
However, the situation changed rapidly from this time
forward.
After the American civil war there was a shortage of ivory (used to make billiard balls and
piano keys). A $10,000 award was offered to the first person to find an ivory replacement. In
1868, John Hyatt, a printer, won the award by inventing the first commercial plastic, i.e.,
cellulose nitrate (gun cotton). Using only natural materials, Hyatt treated cotton with HNO3
producing the stiff polymer. Camphor oil (a whitish, terpene ketone, C10H16O, from the
camphor tree) was added as a ‘plasticizer’ making the stiff gun cotton moldable. Hyatt
patented cellulose nitrate plastic under the name ‘celluloid’ which is still used today to make
combs and guitar picks. Other celluloid products, such as photographic film and plastic
collars are now produced from other polymers owing to the high flammability of celluloid.
In 1909, some 41 years later, Dr. Leo Bakeland discovered the first phenolic polymer made
from phenol and formaldehyde, called ‘Bakelite’. By molding these ingredients under heat
and pressure a hard, heat resistant plastic was formed. Phenolic resins have been used to
manufacture pot handles, electrical plug outlets and adhesives for laminating plywood.
In 1920 of Herman Staudinger (Germany) proposed his ‘macromolecular hypothesis’, saying
that substances like natural rubber were not colloidal, physical associations of small molecules
but were truly long-chain molecules of extremely high molecular weight.
It was until almost 20 years after Bakelite that the next polymers were discovered but they came
as an avalanche.
In 1927, American scientist, Wallace Carothers, synthesized and characterized alkyd resins
for paints. Carothers is considered by many as the father of polymer chemistry since his
research explained polymerization and allowed the formation of many new products.
1
Following is a chronology of important developments in polymer science ...
Name of Polymer
Applications
1868 Hyatt (US) celluloid
1909 phenol-formaldehyde (Bakelite)
1920 cellulose nitrate lacquers for autos
1927 Carothers produced alkyd resins
1927 poly(vinyl chloride),
cellulose acetate plastics
1929 polysulfide (Thiokol) rubber,
urea-formaldehyde resins
1931 poly(methyl methacrylate) plastics
Neoprene synthetic rubber
1936 poly(vinyl acetate) and
poly(vinyl butral)
1937 polystyrene (PS),
styrene-butadiene (SBR)
1938 Carothers produced nylon 66 fibers
1939 melamine-formaldehyde resins,
poly(vinylidene chloride)
1940 butyl rubber (US)
1941 low density polyethylene
2
WW2
silicones,
fluorocarbons,
polyurethanes,
latex paints
1947 epoxy resins and adhesives
1948 acrylonitrile-butadiene-styrene
polymer (ABS)
1949 polyester fiber
1950 acrylic fibers
1954 polyurethane foams in the US
1956 linear polyethylene
1957 polypropylene,
polycarbonates
1959 synthetic cis-polyisoprene
1960 ethylene propylene rubber
1960’s cyanoacrylate adhesives,
aromatic polyamides (Kevlar),
silane coupling agents
1980's
ultra high molecular weight
polyethylene fibers (Spectra)
3
Manufacturer's Labeling Code:
The composition of an increasing number of plastic products is identified using the SPI (Society
for Plastics Industry) recycling code, which is usually stamped on the bottom of the product. The
number is often enclosed in the triangular arrows recycling symbol. The code is as follows.
Examples
1
PETE – Poly(ethylene terephthalate)
…………………………………
2
HDPE - High Density Polyethylene
…………………………………
3
V - Vinyl / Poly(vinyl chloride) (PVC)
…………………………………
4
LDPE - Low Density Polyethylene
…………………………………
5
PP – Polypropylene
…………………………………
6
PS – Polystyrene
…………………………………
Other
…………………………………
7
Poly(ethylene terephthalate), the pop bottle plastic is the most commonly recycled polymer.
You will need to learn the 7 SPI recycling symbols and names and abbreviations of the
corresponding plastics for your first and last test in this course.
4
Polymers are chain-like molecules of high molecular weight (also called ‘macromolecules’);
comprised of repeating structural units joined by covalent bonds. Polymers are built up from
smaller simpler molecules called ‘monomers’.
‘Poly’ means ‘many’ and ‘mer’ means ‘part’. A monomer is literally ‘one part’ of the many parts
in the polymer. A different monomer, or combination of monomers, is used to make each type or
family of polymer. For example, polyethylene is made by polymerizing ethylene ...
CH2=CH2 -CH2-CH2-CH2-CH2-
or
X (CH2-CH2)n -Y
where ‘X’ = an initial fragment
‘Y’ = a terminating fragment
-(CH2-CH2)n = repeating unit called a ‘mer’ or ‘mesomer’
‘n’ = number or mers in the polymer, called the ‘degree of polymerization’, “DP”
Note that for polymers formed from symmetric monomer units such as PE, (CH2-CH2)n, or
poly(tetrafluoroethylene), (CF2-CF2)n, (Teflon), the simplest repeat units would be -CH2- and
-CF2-, respectively but by convention both methylene groups (or difluoromethylene groups)
originating from the ethylene (CH2=CH2) or tetrafluoroethylene (CF2=CF2) monomer are shown.
The degree of polymerization varies from
molecule to molecule in a sample and varies from
sample to sample. That is to say that in a given
#
sample of polymer, e.g., polyethylene, not all
molecules
molecules are of the same length and same
molecular weight. The distribution of molecular
weights in a given sample generally follows a
Gaussian (Normal) distribution and the average or
most common molecular weight of the sample is
reported.
The average molecular weight of polymers varies
widely, e.g., 1000 to > 1,000,000 g/mol depending
upon how polymerization took place.
Molecular Weight
(g/mol)
Homopolymers are polymers made by polymerizing only one kind of monomer.
Copolymers are made by polymerizing > 1 type of monomer, i.e., comonomers, e.g., ethylene
and propylene comonomers can be polymerized together forming a polyethylene/polypropylene
copolymer ...
Terpolymers are copolymers comprised of 3 comonomers. Acrylonitrile-butadiene-styrene
(ABS) is a terpolymer with high impact resistance used for residential DWV piping, and auto
body panels. It is not uncommon for coatings to be formulated with 3 or 4 comonomers. This is
done to modify the properties of a coating.
Ionomers are polymers with ionic groups such as carboxylate salts. Ionomers with many ionic
groups are used as polyelectrolytes for dispersing agents and flocculants.
Oligomers are short-chain polymers ('oligo' = few) with 50 DP 3.
High Polymers are very high or ultra high molecular weight polymers, i.e., MW > 106.
5
Arrangement or comonomers in copolymers:
1. Random:
2. Alternating
3. Block copolymers
4. Graft copolymers
Feedstocks for Polymers:
Ethylene, C2H4, the highest volume organic chemical in North America (and the fourth highest
industrial chemical) is also the largest volume monomer for plastics.
C2H4, 37 109 lb/yr in the USA, cost ca. 25 ¢/lb
Not only is it the monomer for polyethylene but it is the essential ingredient in vinyl
chloride (CH2=CHCl) and styrene (CH2=CH), the other two largest monomers for
plastics.
In N. America, ethane from natural gas is steam cracked at 700 C for ca. 1 s. ...
C2H6 C2H4 + H2 + other HC's
In Japan and Europe, the C5-C12 fraction (naphtha) of crude oil is cracked to produce
both C2H4 and gasoline.
Propylene and butadiene, two of the largest volume organics, are also produced as by
products
polyethylene
+ chlorine
+ benzene
ethylene
vinyl chloride
styrene
poly(vinyl chloride)
polystyrene
+ oxygen
ethylene oxide, ethylene glycol
polyethers
polyesters
polypropylene
+ ammonia
acrylonitrile
propylene
+ oxygen
+ benzene
propylene oxide
cumene, then phenol & acetone
acrylics
urethanes
phenolics
polybutadiene
butadiene
+ styrene
SBR rubber
+ chlorine
chloroprene
+ ammonia
hexamethylene diamine
neoprene
Nylon 66
6
Classification of Polymers Based on End Use:
1. Rubbers (also called Elastomers): In 1839, Goodyear discovered that mixing natural rubber
with sulfur gave a moldable composition that could be crosslinked (vulcanized) which
produced a useful, non tacky, stable material for waterproof raincoats, boots and tires. Even
today, about 70% of all rubber ends up in tires. The pneumatic tire (Dunlop, 1888) and the
use of carbon black as a reinforcing filler and organic accelerators for sulfur cross-linking
were achieved with natural rubber.
Since WW1, most natural rubber has been cultivated in Malaysia and Indonesia. Between
WW1 and WW2 a variety of synthetic rubbers have been developed especially in Germany
and the US, e.g., Thiokol and neoprene which have high chemical resistance, styrenebutadiene rubber (SBR) which is blended with natural rubber in tires, and nitrile, butyl, and
latex rubber.
Elastomers are polymers which be can stretched to at least twice their original length and
return to approximately their original length when stress is relieved.
Elastoplastics are polymers with properties intermediate between plastic and rubber, e.g. golf
ball covers.
2. Plastics (also called Resins): are synthetic (i.e., non-natural) polymers which are able to flow
(i.e., can be shaped, molded, or formed) at some stage. Celluloid and Bakelite were the first
plastics. Polyethylene (plastic bags), polystyrene (weigh boats) and poly(vinyl chloride)
(shower curtains) are among the largest volume plastics. Additives include fillers, colorants,
reinforcing agents, UV inhibitors, flame retardants, etc.
3. Fibers: are long strands of polymers (natural or synthetic) which are woven into fabrics, rope,
and cordage. Important fibers for the garment industry include wool, cotton, nylon,
polyesters. Polypropylene fibers are produced in large volumes for rope, furniture and carpet
manufacture.
4. Coatings : include paints, varnishes, and deposited films. Examples include latex, acrylic,
alkyd, oils, lacquers, epoxies, etc.
5. Adhesives and Sealants : are similar to coatings but differ in that they are used to bond two
different surfaces. Important examples of adhesives include cellulose acetate (paper glue),
epoxies, and cyanoacrylate (Crazy glue). Sealants include poly(dimethyl siloxane), silicone.
6. Films : are thin polymeric sheets such as those used in fabricating polyethylene bags and
vapor barriers, poly(vinylidene chloride) sheets (Saran wrap), etc.
7. Composites : combine resins and fillers as in fiberglass reinforced plastics (FRP), or polymer
films and polyaramid (Kevlar) or Spectra fibers (used in bullet proof vests). Light weight,
high strength materials are usually composites. Kevlar and Spectra polymers boast 10 times
the strength of steel on a weight basis. Other uses include aerospace products, e.g.,
helicopters.
8. Cellular Materials: include rigid and flexible foams, e.g., polyurethane foams in upholstery
and polystyrene foams in packaging materials and insulating materials.
9. Biopolymers: are naturally occurring macromolecules produced by plants and animals, e.g.,
fibrous proteins such as keratin (hair, horn, feathers, fingernails), globular proteins [casein
(milk), albumin (eggs), zein (corn)], polyamino acids, enzymes, etc.
7
Classification of Polymers Based on Structure:
Polymer chains are linear, branched or cross-linked ...
1. Linear:
2. Branched:
3. Crosslinked (or Network):
Functionality:
Carothers defined functionality as the number of bonds a monomer can form. All monomers
must be able to form at least 2 bonds per molecule, i.e., have a functionality of at least 2,
otherwise the molecules could not polymerize.
Ethylene, CH2=CH2, with 1 double bond can bond to 2 other molecules so it has a
functionality of 2. This is true for most vinyl compounds, i.e., vinyl chloride, styrene (vinyl
benzene), etc.
Butadiene, CH2=CH-CH=CH2, with 2 double bonds can bond to 4 other molecules so it has a
functionality of 4.
Ethylene glycol, HOCH2CH2OH, with 2 hydroxy groups, has a functionality of 2
What is the functionality of propanetriol, HOCH2CH(OH)CH2OH ?
Linear polymers (and some branched) are formed by monomers with a functionality of 2.
Network polymers (and some branched) require monomers with a functionality of at least 3.
Classification of Polymers as Thermoplastic or Thermoset:
Linear and branched chain polymers are thermoplastic, e.g., polyethylene, polystyrene, PVC.
Thermoplastics exhibit the following properties ...
1. they are linear or branched
2. soluble in appropriate solvents
3. fusible, i.e., melt when heated
4. waste materials can be recycled (10-20 ), but they gradually degrade after repeated cycling
Thermosets such as epoxies, rubber, phenolics, exhibit the following properties ...
1. they are crosslinked (or network) polymers
2. insoluble in solvents - don’t dissolve but may swell
3. infusible - cannot be melted (heat resistant) but will decompose at high enough temperature
4. once polymerized, they cannot be reprocessed (or only with difficulty, e.g., tires, foams)
8
Note that only thermoplastics can exhibit plastic flow and solubility because they are composed of large
but singular (unconnected) molecules. Thermosets are composed of an infinite network of bonded
molecules which cannot be separated without breaking covalent bonds. Rubber is a good example.
Natural rubber consists mostly of a linear polymer that can be crosslinked to a loose network by
reaction with 1 to 3% sulfur. The same polymer reacted with 40-50% sulfur is 'hard rubber', a
tight network polymer, used for pocket combs and bowling balls. We are accustomed to thinking
of molecules as submicroscopic; however the major portion of polymer in a tire or bowling ball is
really one molecule. This is because all the separate molecules in the tire were connected to one
another by sulfur cross-links during 'vulcanization'.
Calculate the molecular weight of a 10 pound bowling ball polymer. (ans. = 2.7 1027 g/mol)
Classification of Polymers by Chemical Makeup:
Polymer strengths are determined not only by the main chain covalent bond strengths (35-150
kcal/mol) but also by secondary intermolecular or van der Waals' forces (2-10 kcal/mol).
In general, covalent bond strength governs photochemical and thermal stability (decomposition).
For example, sulfur-vulcanized rubber is more likely to degrade at the comparatively weak -S-Sbonds (51 kcal/mol) than at the strong -C-C- bonds (83 kcal/mol).
On the other hand, secondary forces determine most of the physical properties we associate with
specific compounds. Melting, dissolving, vaporizing, adsorption, diffusion, deformation, and
flow involve the making and breaking of intermolecular 'bonds' so that molecules can move past
one another or away from each other.
Polymers with polar functional groups, particularly with H-bonding (-HO-, -HN-, -HF-,)
have strong intermolecular forces and have relatively high softening temperatures, e.g.,
PE (nonpolar HC) = ~110 C
Nylon 66 (polar, polyamide) = ~ 200 C
Cotton (cellulose) is a linear polymer but its high density of strong H-bonds gives it properties
normally associated with crosslinked polymers, i.e., insolubility and infusibility.
Kevlar (a crosslinked, polar, polyaramid) = ~500 C
Classification by Physical State:
Polymers may be partially crystalline or completely disordered (amorphous). The disordered
state may be glassy and brittle or it may be molten and viscous or it may be rubbery.
In general, branched and crosslinked polymers tend to be amorphous while a linear polymer can
be either amorphous or partly crystalline depending upon how it is manufactured. Branching
interferes with the orderly packing of molecules, so that crystallinity decreases.
If the polymer chain contains carbon atoms with two different substituents, the carbon is
asymmetric, since the two parts of the chain with which it is connected are different also. Such
asymmetric carbons can exist in two different spatial configurations which are not
interchangeable in stereoisomers without breaking covalent bonds. Vinyl polymers are formed in
any of three different configurations or 'tacticity'.
9
Consider the linear polymer, polypropylene.
CH3
CH3
CH2
CH
propylene
( CH2
C)
n
H
polypropylene
In the repeating unit, (the mer), every other carbon is asymmetric. Three tacticities of PP can
result. These are best visualized by looking at the polymer in its planar zigzag conformation.
isotactic PP has each pendant methyl group on the same side of the chain, that is all d or all l,
using the terminology of stereochemistry. The regularity of this arrangement allows orderly
packing necessary for high crystallinity. Isotactic polymers form helices to alleviate steric
strain.
syndiotactic PP has a regular alternation of pendant groups. This arrangement can also
produce high crystallinity and the planar zigzag conformation is sterically unhindered.
Random placement of methyl groups gives PP an atactic structure which cannot allow a
highly crystalline packing arrangement.
Until the advent of coordination complex catalysts, it was difficult to produce synthetically any
structure except atactic. Increasing the crystallinity of a polymer often improves its physical
properties, i.e., m.p., tensile strength, etc. So it is desirable to be able to control the
stereochemistry and hence the crystallinity during polymerization.
10
A second type of stereoisomerism in polymers is the cis-trans variety. Again, with the aid of
special catalysts, monomers like 1,3-butadiene can be polymerized to either the cis or trans
polymers (cis- or trans-1,4-polybutadiene in this example) ...
CH2=CH-CH=CH2
1,3-butadiene
( CH2-CH=CH-CH2 )
1,4-polybutadiene
Trans-1,4-polybutadiene, when vulcanized, produces a stiff inferior rubber.
Cis-1,4-polybutadiene produces a superior, flexible rubber
11
Nomenclature of Polymers:
As in the case of organic chemistry in general, the nomenclature of polymers is not fully
systematic and the actual nomenclature is a mixture of common and IUPAC names. The three
methods of naming polymers are ...
1. Common names based on the monomer: Add 'poly' as a prefix to the monomer name.
For example, ethylene polymerizes to polyethylene. For complex monomers, parentheses are
also added, e.g., vinyl chloride polymerizes to poly(vinyl chloride)
2. Trade names and acronyms: These are historical and industrial and must be memorized.
3. Nomenclature based on the IUPAC system: The simplest repeat unit in the polymer,
sometimes called the constitutional repeat unit, CRU, is named and then prefixed with 'poly'.
For example, (CH2-CH2)n is named polymethylene since the simplest repeat unit is actually CH2-. Similarly, (CF2-CF2)n is named poly(difluoromethylene).
Monomer
CF2=CF2
tetrafluoroethylene
Polymer
-(-CF2-CF2-)nTrade Name (Dupont)
Teflon
Common name
poly(tetrafluoroethylene)
IUPAC name
poly(difluoromethylene)
In order to write a common name for a polymer, one must know the name of the monomer.
12
Name the following polymers. c = common, I = IUPAC.
)n
(
Cl
c:
I:
)n
(
O
O)
(
n
OH
c:
I:
F
F
F
F
F
F
F
F
F
F F
F
F
F
F F
c:
I:
Cl
Cl
Cl
Cl
Cl
Cl
c:
I:
13
O
O
n
n
c
I
n
c
I
O
O
O
c
I
O
c
N
H
n
I
14
Complete the following tables and learn these important polymers:
Monomer Structure
CH2=CH2
CH2=CH(CH3)
Monomer Name
ethylene
propylene
Polymer Repeating Unit
CH2 CH2
n
Common Name (Abbrev.), Trade name
polyethylene (PE), (LDPE), (HDPE)
polypropylene, (PP)
Herculon upholstery,
vinyl chloride
poly(vinyl chloride), (PVC)
Vinyl, Tygon tubing
vinylidene chloride
poly(vinylidene chloride)
Saran wrap
tetrafluorethylene
poly(tetrafluoroethylene), (PTFE)
Teflon
styrene
polystyrene, (PS)
Styrofoam
vinyl acetate
poly(vinyl acetate), (PVA), (PVAc)
poly(vinyl alcohol), (PVAL)
15
Monomer Name
Common Name (Abbrev.), Trade name
acrylonitrile
polyacrylonitrile, (PAN)
Orlon fibre
acrylic acid
poly(acrylic acid)
methyl methacrylate
poly(methyl methacrylate), (PMMA)
Plexiglas, Lucite, Perspex
1,3-butadiene
trans-1,4-poly(1,3-butadiene)
1,3-butadiene
cis-1,4-poly(1,3-butadiene)
2-chloro-1,3-butadiene
polychloroprene,
(chloroprene)
Neoprene
2-methyl-1,3-butadiene
polyisoprene,
(isoprene)
cis-1,4-polyisosprene = latex rubber and
trans-1,4-polyisoprene = Gutta Percha
ethylene oxide
poly(ethylene oxide) = poly(oxy-ethylene)
Carbowax
formaldehyde
polyformaldehyde,
Delrin
16
Physical States and Transitions:
Consider a long, regular polymer chain connected by a series of single bonds, e.g. PE or
polystyrene (PS). With the potential for free rotation around single bond, the chain might assume
an infinite number of conformations in space, however, during these rotations, the bond angles and
distances remain fixed. Three extreme conditions of physical state are possible ...
1. Completely free rotation. When a polymer, i.e., a thermoplastic is heated above its melting
temperature, its continuously wriggling molecules can slip past each other. The higher the
temperature, the more intense the molecular motion. This state is a 'melt'.
2. No rotation. On cooling a polymer from the melt, at some sufficiently low temperature, the
polymer will not have sufficient kinetic energy to overcome the energy barriers (steric
hindrance or polar attraction) for rotation around single bonds to occur. If the cooling was
rapid, molecules do not have time to arrange themselves in an ordered (crystalline) manner
and are trapped in a disordered, chaotic, entangled state called a 'glass'. It is amorphous.
3. Packing. If cooled slowly from the melt (or stretched while cooling) the chains of polymer
may align themselves into a regular crystallatice. This is the 'crystalline' state.
Each of these is a simplification. Other factors modify the physical state of a polymer, e.g.,
the presence of double bonds in the chain do not permit free rotation
thermoset (crosslinked) polymers inhibit rotation
longer chains experience greater intermolecular attraction and entanglement per
molecule than shorter chains of the same polymer, i.e., MW is a variable
branching interferes with orderly packing
the presence of large bulky groups inhibit rotation, e.g., PS is largely amorphous
the presence of highly polar groups resist free rotation
the presence of solvents allow rotation below the normal solidification temperature
As a result, polymers may be completely amorphous, partly crystalline, or wholly crystalline.
Amorphous polymers tend to be transparent, e.g., amorphous poly(ethylene terephthalate), (PET),
for pop bottles and poly(vinylidene chloride) for Saran Wrap. Crystalline polymers are opaque;
their crystals scatter light, e.g. 95% crystalline High Density Polyethylene (HDPE). Partly
crystalline polymers contain crystalline domains (crystallites) mixed with amorphous domains,
e.g., 55% crystalline Low Density Polyethylene, (LDPE), for plastic bags is translucent.
Two main polymer transition temperatures are the melting temperature, Tm, and the stiffening
temperature, properly called the glass transition temperature, Tg.
Tm, sometimes called ‘the first-order’ transition temperature is often actually a temp. range.
Tg, sometimes called ‘the second-order’ transition temperature defines a boundary between the
rubbery or plastic state and the brittle, glass state. Many polymers show an abrupt change in
physical properties at this point, i.e., density, specific heat, and refractive index as well as
flexibility, elasticity, and dielectric properties.
17
The following figure shows the changes in specific volume with temperature for an amorphous
polymer not having a true melting point, as well as for a crystalline polymer.
Tg is assumed to be the same for both polymers.
Note the abrupt change in density at Tg as
segmental motion stops.
amorphous
By rapidly cooling a crystalline polymer specific
volume
from the melt, it may follow the upper (mL/g)
crystalline
(amorphous) curve since rapid solidification
may not allow time needed for orderly
packing but may freeze the molecules in the
tangled, melt-like arrangement.
Plasticizers are nonvolatile solvents purposely
added to lower the stiffness (Tg) of a polymer.
The plasticizer occupies space between
molecular chains and reduces intermolecular
Tg
attraction acting as a lubricant. For example,
Tm
polyvinyl chloride, a stiff polymer with a high
Tg (82ºC) is made flexible by the addition of up to 40% dioctylphthalate or tricresylphosphate
plasticizer. Tg drops to ca. -80 C. The result is a flexible plastic used for raincoats and shower
curtains. Fogging or ‘sweating’ may occur at high temperatures, i.e., migration of the plasticizer
occurs eventually resulting in the onset of embrittlement.
Many commercial fibers are plasticized by small amounts of water. The familiar process of steam
ironing a garment usually takes place between Tg and Tm. The moisture lowers Tg below the iron
temperature allowing the removal of creases (due to polymer flow). The garment’s shape is locked in place
when the heat and moisture are removed leaving a wrinkle free appearance.
Values of Tg for some common plastics are listed. Study these and be able to explain the relative
differences using the previously listed factors.
Polymer
Tm (C)
Tg (C)
polyethylene (high density-high MW)
137
-120
polyethylene (low density-low MW)
100
polybutadiene (random)
polybutadiene (cis)
-85
ca. 10
-102
poly(ethylene terephthalate)
267
69
poly(vinyl chloride)
212
82
polystyrene (isotactic)
240
100
poly(methyl methacrylate)
105
polypropylene (atactic)
ca. 130
-20
polypropylene (isotactic)
ca. 160
30
Completely amorphous polymers have a Tg but no Tm. Completely crystalline polymers have a
Tm but no Tg. Partially crystalline polymers have both a Tg and a Tm.
18
Structure and Properties Conventional Polyethylenes:
As a result of different polymerization processes for commercial PE and the versatility of
these processes, a number of types of PE are manufactured, each specially engineered for
particular applications. Table II compares some of the fundamental properties of the more
important commercial PE's. Amorphous PE and highly crystalline polymethylene are also
included to delineate the full range of properties attainable with PE.
Table II. Physical properties of polyethylenes related to molecular structure.
Type
Crystallinity
of
%
Density
g/cm3
PE
Melting
Point
Tensile
# Branches
Strength
per 1,000
C
MPa
C atoms
Amorphous
0
0.85
-
-
-
LDPE
50-70
0.91-0.925
106-112
9-15
20-40
LLDPE
65-80
0.92-0.94
125
13-20
10-25
HDPE
80-95
0.941-0.965
125-138
21-37
< 5-10
Polymethylene
> 95
0.97
143
-
unbranched
The tabled data reveals clear trends which can be understood in terms of the molecular structure of
these polymers. The structural variables are twofold: (1)...the length and frequency of occurrence
of chain branching, (2)...the average molecular weight and molecular weight distribution. In the
case of polyethylenes, the stereochemistry of the polymer is not a variable because of the
symmetry of the ethylene monomer.
Crystallinity:
The extent to which polymer molecules will crystallize depends on their structures and on
the magnitudes of the secondary bond forces (van der Waals' forces) among the polymer chains.
The greater the linearity of the polymer molecule and the stronger the secondary forces, the
greater the tendency toward crystallization.
Linear PE has essentially the best structure for chain packing. Its molecular structure is very
simple and perfectly regular, and the small methylene groups fit easily into a crystal lattice.
Linear high density PE, with infrequent branching, therefore crystallizes easily and to a high
degree (over 90%) even though its secondary forces are small.
Branching impairs the regularity of the structure and makes chain packing difficult. Branched
low density PE, with frequent branching, is thus only partially (50-70%) crystalline. Many of
the differences in physical properties between low-density and high-density PE's can be
attributed to the higher crystallinity of the latter.
Thus, linear PE has higher density than the branched material (density range of 0.94-0.965
g/cm3 vs 0.91-0.94 g/cm3), higher melting point (typically >125 C vs. 112 C), greater
stiffness and tensile strength, greater hardness, and less permeability to gases and vapors.
19
Molecular Weight:
Because of their large molecular size, polymers possess unique chemical and physical properties.
These properties begin to appear when the polymer chain is of sufficient length, i.e., when the
molecular weight exceeds a threshold value, and becomes more prominent as the size of the
molecule increases.
Note the increase in melting points with increasing molecular weight in the paraffin series:
C20H42 (35 C), C30H62 (65 C), C40H82 (81 C), C50H102 (92 C), C60H122 (99 C), and
C70H142 (105 C). Highly linear polyethylene of molecular weight greater than three million
exhibits a melting point of 132 C. The melting point of 100% crystalline, completely
unbranched polyethylenes of infinitely high molecular weight (density at 25 C of 1.002
g/cm3) is reported as 143 C.
The dependence of the melting point of polyethylene on the degree of polymerization (DP) is
shown
in
Figure
2.
140
120
100
80
mp
60
(° C)
40
20
0
0
500
1000
1500
DP of PE
Figure 2. Melting point of PE versus degree of polymerization.
The dimer of ethylene is a gas, but oligomers with a DP of 3 or more (that is, C6 or higher
paraffins) are liquids, with the liquid viscosity increasing with the chain length. Polyethylenes
with DP of about 30 are grease-like, and those with DP around 50 are waxes.
As the DP value exceeds 400, or the molecular weight exceeds about 10,000, polyethylenes
become hard resins with melting points above 100 °C. The increase in melting point with
chain length in the higher molecular weight range is small. Here crystallinity has a greater
influence on the melting point.
20
Figure 3: Variation of Physical Properties with Molecular Weight
com m ercial range
of P E' s
P
r
o
p
e
r
t
y
tensile strength
im pact strength
m elt viscosity
Molecular Weight
Variation in molecular weight will also lead to differences in mechanical properties, i.e., the
higher the molecular weight the greater the number of points of attraction and entanglement
between molecules. Increased molecular entanglement hinders crystalline packing and thereby
lowers density.
Molecular weight also influences properties related to large solid deformations, i.e., tensile
strength, impact strength, elongation at break, and melt viscosity; all of these increasing with
higher molecular weight. Note in Figure 3 that the strength properties increase rapidly at first
as the chain length increases and then level off, but the melt viscosity continues to increase
rapidly.
Polymers with very high molecular weights have superior mechanical properties but are
difficult to process and fabricate due to their high melt viscosities. The range of molecular
weights chosen for commercial polymers represents a compromise between maximum
properties and processability.
21
Molecular Weight Distribution of Polymers:
In ordinary chemical compounds such as sucrose, all molecules are the same size and
therefore have identical molecular weights (M). Such compounds are said to be monodisperse. In
contrast, virtually all synthetic polymers and some natural polymers are polydisperse. Thus most
polymers do not contain molecules of the same size and therefore do not have a single molecular
weight.
The extent of variation of molecular weight and size in a polymer sample is known as its
molecular weight distribution, (MWD) and the MWD has considerable influence upon the
physical properties of the polymer.
The molecular weight of a polymer is reported as an average. Since it is not generally possible to
physically segregate, count and weigh all the molecules of a sample, average molecular weight is
determined by a variety of techniques, each giving slightly differing values.
Methods of determining molecular weight include the following
1. end group analysis, e.g., titration of reactive end groups such as carboxylic acid groups
or amine groups
2. colligative properties, i.e., vapor pressure lowering, boiling point elevation, freezing
point depression, and osmotic pressure. Recall that each of these effects are
proportional to the number of moles of solute (polymer) present in a solvent.
3. light scattering: The intensity of light scattered is proportional to the square of the
mass of the particle in solution
4. ultracentrifuge: After centrifuging a solution of the polymer at high speeds for several
weeks, a concentration gradient is established with larger particles in the lower layers
of the solution. The concentration of polymer at various depths is then determined by
optical methods.
5. viscosity: Ostwalt viscometers are used to measure relative viscosity of dilute solutions of
polymers. The viscosity is directly proportional to the polymer chain length.
6. gel permeation chromatography: (size exclusion chromatography). A crosslinked
porous polystyrene packing ('gel') separates polymer molecules based on their size.
The flow of smaller polymer molecules is slowed down as they diffuse into the pores of
the gel while larger molecules move through the column more quickly. A suitable
detector (e.g. photometer, conductance, etc.) indicates the relative concentrations.
22
Molecular Weight Determination of Polymers
A non polymeric substance has a fixed molecular weight. For example, all glucose molecules
(C6H12O6) have the same molecular weight (180.15 g/mol).
A sample of a polymer contains chains of different lengths. Thus a polymer does not have an
exact and absolute molecular weight. If we could separate all polymer chains in a sample and
count the number of chains of each weight, we could then calculate an average molecular weight
for a given sample. This is physically impossible to do.
In order to determine the average MW of a polymer sample we conduct chemical and/or physical
tests. Different tests may give different values for the molecular weight of the same sample. The
tests may be grouped into three types; number average MW tests, weight average MW tests and
viscosity average MW tests.
Number Average MW Tests:
These tests measure the number of molecules present in a sample.
1. End Group Analysis involves titrating reactive end groups with a standard acid or base
titrant. This only works for polymers that have reactive end groups. For example,
polyesters (made by reacting a diol with excess diacid) will have carboxylic acid end
groups on all chains. Titration of a weighed portion of the polymer with standard NaOH
yields the number average MW of the polymer. Similarly, a polyamide made by reacting
a diacyl chloride with excess diamine produces a polymer with amine end groups on all
chains. They can be titrated with standard HCl titrant.
Calculate the number average MW of a polyester given that titration of a 10.00 g sample
requires 50.00 mL of 0.0100 M NaOH titrant. (ans. 40,000 g/mol)
23
2. Colligative Properties include vapor pressure lowering, boiling point elevation, freezing
point depression and osmotic pressure. These properties vary in proportion to the number
of moles (mole fraction) of a substance and hold for both polymeric and non polymeric
substances.
a) Vapor Pressure Lowering: Recall from Raoult’s law that the vapor pressure above a
solution is inversely proportional to the mole fraction of non volatile solute dissolved in a
solution.
Psoln = (P0solvent)(xsolvent)
where P = vapor pressure and x = mole fraction
A solution of the polymer can be boiled at room temperature by evacuating the vapor
space above the solution. Since a liquid boils when its vapor pressure equals the pressure
of atmosphere above it, the polymer solution will boil when the applied pressure becomes
equal to the vapor pressure of the solution. By accurately measuring this pressure and the
pressure at which pure solvent boils (at the same temperature), the number average MW
can be calculated.
Calculate the number average MW of a water soluble polymer given the following data.
10.000g polymer are dissolved in 36.03 g H2O. At 20°C this solution boils at 17.46
mmHg. At the same temperature, pure H2O boils at 17.53 mmHg. (ans. = 1247 g/mol)
b) Boiling Point Elevation: The boiling point of a liquid is elevated if a non volatile solute is
dissolved in it (because its vapor pressure is lowered as explained above).
Tb = kbm where Tb = bpelevation, m = molality of solute, kb is constant for a solvent
Calculate the number average MW of a polymer given that when 10.000g polymer are
dissolved in 100.00 g CCl4, the solution boils at 76.84 °C. The normal bp of CCl4 is
76.74 °C. The molal bp elevation constant for CCl4 is 4.95 Kelvinskgsolventmolesolute-1.
(ans. = 4950 g/mol)
24
c) Freezing Point Depression: The freezing point of a liquid is depressed when a non volatile
solute is dissolved in it. (Recall that NaCl and/or CaCl2 are applied to roads to melt ice,
by lowering the freezing point of water).
Tf = kfm where Tf = fpdepression, m = molality of solute, kf is constant for a solvent
Calculate the number average MW of water soluble polymer given that the freezing point
of an aqueous solution of the polymer is –0.14 °C. The solution is prepared by dissolving
72.00 g polymer in 500.00 g H2O. The molal fp depression constant for water is 1.86
Kelvinskgsolventmolesolute-1. (ans. = 1910 g/mol)
d) Osmotic Pressure: Osmotic pressure is that pressure, which must be applied to a solution
to prevent osmosis, i.e., to prevent the passage of pure solvent through a semi permeable
membrane into a solution.
= MRT where = osmotic pressure. M = molarity, R = gas constant, T = Kelvins.
Unlike the other colligative properties, osmotic pressure displays a large response for
even dilute solutions. For example, calculate the osmotic pressure (atm and m H2O) of a
solution of 6.00 g urea (MW = 60.0 g/mol) dissolved in 2.00 L H2O at 20°C. The gas
constant (R) is 0.08206 Latmmol-1K-1. (ans. = 1.20 atm and 12.4 m H2O!)
Calculate the number average MW of a water soluble polymer given that when 15.00 g
polymer is dissolved and diluted to 200.00 mL, its osmotic pressure at 20°C measures
0.00605 atm (ans. = 298,000 g/mol)
25
Weight Average Molecular Weight Tests:
1. Light Scattering: Solutions of non polymeric
solutes, like aqueous NaCl, are transparent to light
because the solute and solvent molecules are much
smaller than the wavelength of light. The light
bends around small molecules and ions and such
particles are therefore invisible. Polymer molecules,
however, are larger than the wavelength of UV and,
in some cases, visible light.
Intensity
These tests measure the average size of polymer molecules. Size is proportional to weight.
weight avg. MW
When light passes through a solution of polymeric
solutes, the light is scattered. The intensity of light
scattered is proportional to the square of the mass of
the particle in solution.
To use light scattering to measure MW, one needs a series of standards of equal
concentration but varying and known MW. A calibration curve of intensity of scattered light
vs. weight average MW is plotted. The intensity of light scattered by a solution of the same
type of polymer at equal concentration is measured and its weight average MW is read
from a graph.
2. Ultracentrifuge: After centrifuging a solution of the polymer at high speeds for several
weeks, a concentration gradient is established with larger particles in the lower layers of
the solution. The concentration of polymer at various depths is then determined by
optical methods.
3. Gel Permeation Chromatography: (size exclusion chromatography). A crosslinked
porous, polystyrene packing ('gel') separates polymer molecules based on their size. The
flow of smaller polymer molecules is slowed down as they diffuse into the pores of the
gel while larger molecules move through the column more quickly. A suitable detector
(e.g. photometer, conductance, etc.) indicates the relative concentrations.
Ostwalt viscometers are used to measure relative viscosity
of dilute solutions of polymers. The viscosity is directly
proportional to the polymer chain length. To determine the
viscosity average MW of a polymer, one must first prepare
a series of standards of equal concentration but varying and
known MW. The viscosity of a solution of the same type of
polymer at equal concentration is measured and its
viscosity average MW is read from a graph.
Viscosity
Viscosity Average Molecular Weight:
viscosity avg.
MW
26
Number-Average Molecular Weight:
The number-average molecular weight, Mn, is the common arithmetic mean calculated by counting
the number of molecules (or moles) of each particular size, summing these, and then dividing this
sum by the total number of molecules (or moles), just as the average score in a series of organic
tests is calculated by adding all scores and dividing by the number of tests.
Mn
N 1M1 N 2 M 2
N1 N 2
N M
N
i
i
i
Ni = # moles polymer with molecular wt. = Mi
n i M i n = mole fraction polymer with molec. wt. = M
i
i
Weight-Average Molecular Weight:
In the calculation of Mn, the molecular weight of each species was multiplied by the mole fraction
of that species. Similarly, in the calculation of weight-average molecular weight, Mw, the
molecular weight of each species is multiplied by the weight fraction of that species.
2
Wi = wt. of polymer with molecular wt. = Mi
Wi M i N i M i
Mw w i M i
Wi N i M i wi = weight fraction of polymer with molec. wt. = Mi
Example: A polyethylene sample contains 50 mol %
of a species with molecular weight of 10,000 g/mol and 50 mol % of species of molecular weight
20,000 g/mol.
Calculate Mn, Mw, DPn, and DPw. Note that
DP = ( M/weight of a mer)
Ans: Mn = 15,000, Mw = 17,000, DPn = 540, DPw = 610
27
Both Mn and Mw are theoretical concepts and are not calculated in the manner of the previous
example. The example serves to illustrate the concepts. The reason for introducing different
measures of average molecular weight is because the various analytic techniques described above
give different values for average molecular weight.
Mn is obtained by end-group analysis and by colligative properties. These methods measure
the number of molecules in a sample.
Mw is obtained by light scattering techniques (photometric methods). Light scattering is
dependent upon the size (weight) of particles.
Polydispersity Index:
For all polydisperse polymers Mw is always greater than Mn. Only in the case of a monodisperse,
where all molecules are the same size, does Mw = Mn.
The ratio Mw/Mn, called the polydispersity index, is a measure of the MWD of a polymer.
The farther the polydisperse is from 1.0, the wider the MWD of a sample. Some typical data is
given in the following table ...
Polymer
Mn ( 10-3)
Mw ( 10-3)
Mw/Mn
alkyd resins
25 - 50
50 - 200
2-4
epoxy resins
0.35 - 4
0.35 - 7
1.0 - 2.5
acrylic polymer
25 - 350
40 - 600
1.1 - 1.8
polybutadiene
2 - 50
2.1 - 52
1.05 - 1.1
A large polydispersity index indicates a polymer is more deformable (reduced stiffness,
increased toughness) and of lower melt viscosity than a sample of the same polymer with a
lower index; the presence of short chains acts as a plasticizer by reducing entanglement of the
larger polymer chains.
Viscosity-Average Molecular Weight:
Because viscosity measurement of a polymer solution is comparatively simple, this method is
commonly performed and the molecular weight determined by this method is called viscosityaverage molecular weight, Mv. Values of Mv always lie between Mw and Mn and are usually 10
to 20% below Mw.
28
Methods of Polymerization:
Two basic methods of polymerization are catalytic or non-catalytic and both of these are
subdivided ...
I.
II.
Non-catalytic methods:
A.
Thermal methods use heat to cause polymerization, e.g., polystyrene and
poly(tetrafluoroethylene) (PTFE, trade name Teflon).
B.
U.V. light causes photochemical polymerization
C.
Electrolytic polymerization occurs at the anode or cathode of an electrochemical
cell as a result of electric current.
D.
Gamma radiation from Co60 has been used to avoid contamination from other
ingredients.
Catalytic methods:
A.
Free radicals act as catalysts (loosely) in chain polymerization mechanisms
B.
Ions (cations or anions) act as catalysts in polymerizations
C.
Co-ordination catalysts are stereo specific. Most famous are the Ziegler-Natta
supported metal salts which allow the formation of high density, high crystallinity
PE, PP, etc.
Types of Polymerization:
1. Chain reaction polymerization or ‘addition’ polymerization may occur via any of a free radical
mechanism, a cationic or anionic mechanism, or a co-ordination catalyst mechanism. The
common examples are vinyl polymerizations, i.e., polyethylene and polybutadiene in which
double bonds are opened.
2. Stepwise or Step-Growth polymerization often occurs with the elimination of a small
molecule, e.g., water. For example, ethylene glycol condenses with terephthalic acid to
eliminate water and produce polyethylene terephthalate, (PET) by esterification. Similarly,
diamines react with dicarboxylic acids in an acid-base reaction eliminating water and forming
polyamides (nylon). Polyurethanes area also produced by stepwise growth, but with
rearrangement rather than elimination of a small molecule.
3. Ring opening also called ‘ring scission’ occurs with cyclic monomers having functional groups
on the same molecule, which can react together in a sequence of ring-opening and
polyaddition. Poly(ethylene oxide) and nylon 6 are representative of this polymerization type.
29
Free Radical Chain-Growth Polymerizations:
Free radical polymerization proceeds by the following three-part process ...
a) initiation, b) propagation, c) termination and chain transfer
A) Initiation: is the formation of an active species, which is then capable of starting the
polymerization of the otherwise unreactive monomer. It may be brought about by heat or light
(e.g., UV) but is most commonly achieved by addition of an initiator; a material which, on
heating or other stimulation decomposes into free radicals. A free radical is an organic
molecule containing atoms with unpaired electrons.
The free radical initiators are usually either peroxides or azo compounds with weak
covalent bonds capable of undergoing homolytic cleavage. Acyl peroxides such as
benzoyl peroxide typically decompose upon heating in a two-step process. In the first
step, homolytic cleavage of the weak O-O peroxide bond yields two acyloxy radicals.
These acyloxy radicals then decompose to form two aryl (or alky) radicals and CO2 ....
Another common class of initiators used in radical polymerizations are azo compounds
such as azobisisobutyronitrile, (AIBN), which decompose on heating or by the
absorption of UV light to produce two organic radicals and N2 ....
The foregoing reactions can be summarized as ... I - I 2 I where I = initiator.
The second part of initiation is the addition of the initiator radical to the monomer to give an
initiated monomer radical ...
B) Propagation: The newly initiated monomer radical adds further monomer molecules in rapid
succession (propagates) to form a polymer chain. The active center is continually relocated to
the end of the chain.
30
Radical additions to double bonds occur in such a way as to always give the more stable (more
substituted) radical.
As a result, free-radical polymerized vinyl polymers contain
98% 'head-to-tail linkages'.
C) Propagation continues until the growing, long-chain radical becomes deactivated by
termination or chain transfer.
Termination: Polymerization stops when the growing, long-chain radical becomes completely
deactivated by either combination (also called coupling) or by disproportionation.
Combination (or coupling) occurs when 2 long chain radicals react to form an inert final
polymer. Combination is a rapid, diffusion-controlled process that occurs without an
activation barrier. In order to suppress this unwanted reaction, the concentration of initiator is
kept low (~ 10-9 to 10-7 M). [Relatively few chains are activated].
Disproportionation involves the abstraction of an H atom in the beta position to the
propagating radical of one chain by the radical end group of another chain. This process
results in two dead chains, one terminated in an alkane and the other in an alkene.
Chain Transfer: occurs when H is abstracted by the radical end group from the side of another
polymer chain, a solvent molecule, or another monomer. These terminate one chain but at the
same time, begin another chain. Thus there is no net change in the radical concentration. The
results of chain transfer are formation of side chains in polymer molecules.
AB may be monomer, polymer, solvent, or added modifier (chain transfer agent). Mercaptans
such as dodecyl mercaptan, (C12H25SH), and chlorinated solvents, such as CCl4, are common
chain transfer agents. Depending upon its reactivity, the new radical, B, may or may not
initiate the growth of another polymer. Chain transfer agents are sometimes added to lower
molecular weight.
31
Redox Initiation:
In aqueous medium free radical polymerization, the dissociation of peroxide or persulfate
initiators is greatly accelerated by the presence of a reducing agent such as HSO3- or Fe+2
e.g., K2S2O8 initiator plus NaHSO3 reducing agent
S2O8-2 + HSO3- SO4-2 + SO4- + HSO3
e.g., hydroperoxide initiator plus FeSO47H2O complexed in EDTA
ROOH + Fe+2 RO + OH- + Fe+3
The use of redox initiators allows attainment of high rates of free radical formation at low
temperatures, even below 0 C.
Inhibitors for Free Radical Polymerization:
Oxygen reacts with free radicals forming peroxides or hydroperoxides stopping polymerization
and causing chain transfer. The result is short oligomeric chains. Thus many free radical
polymerizations are carried out in oxygen-free conditions, e.g., nitrogen atmosphere.
In some cases, as with styrene, a small amount of inhibitor such as hydroquinone or butylated
hydroxytoluene (BHT) is added to prevent premature polymerization. These inhibitors stabilize
free radicals by resonance and thus suppress polymerization. When polymerization is to be carried
out extra initiator must be added.
Autoacceleration:
Chain polymerizations of vinyl monomers are very exothermic. As polymerization proceeds,
viscosity increases.
The propagation rate is relatively constant as monomers move freely to the reactive chain ends of
the growing polymer. However, termination rate slows down as the growing chains become less
mobile. As a result, the rate of polymerization increases (autoaccelerates) along with the growing
exotherm.
This behavior, called a 'Tromsdorff-Norish Effect', can cause violent explosions, unless the
temperature is controlled by cooling, especially in 'mass' ('bulk') polymerizations where solvent is
not used. High molecular weight results for the same reasons.
32
Free Radical Polymerization of Dienes:
Conjugated dienes, like vinyl monomers, undergo polymerization through their multiple bonds.
Free radical, as well as ionic and coordination process (described later) are used. Industrially
important dienes are butadiene, chloroprene, and isoprene ...
Dienes can give rise to polymers, which contain various isomeric structural units. Each of the
above structures contains a 1,2- and a 3,4- double bond, therefore, there is the possibility that
either double bond may participate independently in polymerization - giving rise to 1,2- units and
3,4- units, respectively ...
With symmetrical dienes such as butadiene, these two units become identical. A further
possibility is that both bonds are involved in polymerization through conjugate reactions,
producing 1,4- units. A 1,4- unit may occur as either the cis- or trans- isomer ...
In general, the polymer obtained from a conjugated diene contains more than one of the above
structural units. The relative frequency of each type depends upon the nature of the initiator,
experimental conditions, and the structure of the diene.
Ionic Chain-Growth Polymerizations:
Ionic polymerizations are those in which the chain carriers are organic ions.
Anionic polymerizations involve carbanions (C-).
Cationic polymerizations involve carbocations, also called 'carbonium' ions or 'carbenium' ions,
(C+).
The choice of ionic procedure depends greatly upon the electronic nature of the monomer to be
polymerized. Vinyl monomers with electron withdrawing groups, which stabilize carbanions, are
used in anionic polymerizations, whereas vinyl monomers with electron donating groups are used
for cationic polymerizations.
33
Recognizing Electron Donating and Electron Withdrawing Groups
Recall: Substituents on aromatic rings affect both reactivity and orientation (location) of
electrophilic aromatic substitution (EAS). For example, note the relative rates of nitration of the
following aromatic compounds ....
-OH
1000
-H
1
-Cl
0.033
-NO2
6 10-8
Substituents affect EAS when they either donate or withdraw electron density to or from the ring.
Substituents which donate electron density make the ring a better Nu:- and stabilize the C+
intermediate and thus activate the ring toward EAS
Substituents which withdraw electron density make the ring a poorer Nu:- and destabilize the
C+ and thus deactivate the ring toward EAS
Substituents donate or withdraw electron density by either or both of the following two
mechanisms, i.e., inductive effect or resonance effect
Inductive Effect refers to movement of electron density through bonds due to EN between the
aromatic C and the atom bonded to it, e.g., halogens, carbonyl, cyano & nitro groups withdraw edensity from the ring. Alkyl groups donate e- density because they are relatively large &
polarizable. Also the sp2 C in the ring is more electronegative (1/3 s-character) than the sp3 alkyl
group carbon (1/4 s-character). S-orbitals are closer to the nucleus and hold their electrons tighter.
O
C
Cl
O
+
N
C N
CH3
O
Resonance Effect refers to movement of electron density through bonds via overlapping porbitals especially in conjugated systems. Atoms that have non bonded, lone-pair electrons and
that are bonded directly to an aromatic or allylic system are able to transfer electron density in this
manner. For example, the sp3 oxygen in phenol hybridizes to sp2, moving lone-pair e- density into
the ring through the system via overlap of the oxygen 2p orbital with the ring carbon’s 2p
orbital.
3px
2p
C
C
C
.
C
C
2p
:
C
O
.
H
3py
sp2
C
C
C
C
C
C
3pz
Cl
3pz
3s
34
Note that the same atom can withdraw electron density inductively and donate electron density by
resonance at the same time. The net effect depends upon which one is greater. For example, the OH is electron donating by resonance but electron withdrawing inductively, however, the
-OH group is ring activating so its resonance effect must be greater than its inductive effect.
Electron withdrawing groups have the general form, -Y=Z, where Z is more EN than Y
Electron donating groups have the general form, -Y: , where Y has 1 lone-pair of electrons
Aromatic substituents are of 3 types ...
1. ring activating and o-, p- directing, e.g., , -NH2, -NHR, -NR2, -OH, -OR, and -R groups
2. ring deactivating and o-, p- directing, e.g., -X groups (the halogens)
3. ring deactivating and m- directing, e.g., -NO2, -SO3H, COOH, CN, -NR3+ groups
o- and pdirecting
NH2
OCH3
o- and pdirecting
F
CH3
m-directing
Br
O
O
CH
C OH
O
NH C CH3
H
Cl
I
deactivators
activators
Electron Donor
Groups
NO2
Reactivity
Reactivity
OH
SO3H
O
O
COCH3
C CH3
C N
N+R3
deactivators
Weak electron
withdrawing groups
Strong electron
withdrawing groups
Increasing ability to donate electrons to sp2 hybridized carbon atoms.
35
Indicate which of the following monomers would be suitable for anionic or cationic
polymerization ...
CN
CO2R
CN
CO2R
CO2R
OR
Draw resonance structures to show how styrene can stabilize either a benzylic cation or anion
through resonance.
Both water and oxygen can react with and deactivate ionic end groups and so both must be
carefully excluded from these reactions.
Both anionic and cationic polymerizations are run at very low temperatures (e.g., -78 C) to
reduce the frequency of unwanted terminations and transfer reactions.
36
Anionic Polymerizations:
Anionic polymerizations can be initiated by
a) addition of a Nu:- to the alkene monomer or
b) an electron-transfer process
The nucleophilic addition uses metal alkyls such as methyl- or sec-butyllithium. The newly
formed carbanion then acts as a nucleophile and adds to another monomer and the propagation
continues ...
In the electron transfer process, an active metal such as Li or Na donates 1 electron to the
monomer converting it to a radical anion. The radical anion then can either be further reduced
to a dianion or can dimerize, again yielding a dianion ...
In either case, a single initiator can now propagate chains from both ends because it has two
active end group carbanions.
Initiation is heterogeneous using a metal reducing agent. Alternately, a homogeneous
initiation is performed by first reducing naphthalene with Na to produce sodium naphthalide
radical anion, which is soluble. Sodium naphthalide reacts with alkene monomers such as
styrene producing a radical anion monomer, which couples to form the dianion as previously
described. The dianion then propagates at both ends, growing chains in both directions.
37
The propagation of anionic polymerizations is similar to free radical polymerizations with the
important distinction that many of the chain-transfer and termination reactions that plague
radical processes are absent, i.e., since propagating chain ends carry the same, negative charge,
bimolecular coupling and disproportionation reactions are unlikely. In absence of chain
transfer reactions, ionic polymerizations produce polymers with narrow molecular weight
distributions, i.e., with polydispersity indices of 1.1 or less, under ideal conditions. Compare
this with chain-growth polymers that typically have polydispersity indices of 2 or higher.
Note that since carbanions are strong bases that will abstract protons, anionic polymerizations
require solvents and monomers that do not have acidic protons otherwise termination may
occur.
With careful attention to these conditions and clean reagents and equipment, propagation will
continue until all monomer is consumed yet the polymer ends remain active. This is called
'living polymerization', i.e., the polymer chains remain alive (active). Molecular weight can
now be controlled. More monomer can be added to increase the molecular weight or the
polymer chains can be terminated (killed) at this point by adding a monomer with an acidic
proton, e.g., alcohol or water.
Another way to terminate the chains is to add electrophilic terminating agents that will
functionalize the end groups. For example, CO2 or ethylene oxide will terminate the chains
and produce carboxylic acid and alcohol groups, respectively.
If a different monomer is added, block copolymers are produced. For example, stiff, brittle
polystyrene (Tg = 100 C) and rubbery poly(1,4-cis-butadiene) (Tg = -102 C), when formed
as a 'tri-block' copolymer (styrene-1,4-cis-polybutadiene-styrene), behaves like a cross-linked
elastomer. Unlike true network elastomers, this tri-block can be melted and reprocessed.
38
Problem: Write a complete mechanism for the polymerization of PS initiated with naphthalene
and sodium and terminated with water. Label the steps as initiation, propagation, and termination.
Cationic Polymerization:
Like anionic polymerizations, cationic polymerizations are carried out at low temperatures and
with pure, clean reagents and equipment. Only alkenes with electron donating groups (alkyl, aryl,
ether, amino groups, etc.) are polymerized cationically.
Initiation is with a strong protic acid or with a Lewis acid. The protic acid must have a nonnucleophilic counterion in order to avoid 1,2-addition across the double bond. Suitable
counter ions include SO4-2, AsF6-, and BF4- ...
Alternately, a Lewis acid (BF3, AlCl3, SnCl4, ZnCl2) combined with an alkyl halide (e.g., 2chloro-2-phenylpropane) co-initiator will form the initial carbocation. Polymerization then
proceeds by electrophilic attack of the carbocation on the double bond. As per Markovnikov's
rule, the more stable (more substituted) carbocation is formed.
Cationic polymerization is unsuited for monomers like propylene, which forms 2 C+'s. Chain
transfer, i.e., hydride shift can occur from a polymer chain, forming a more stable, 3 C+ and
thus terminating the polymerization or causing branching. The 3 C+ is 12-15 kcal/mol more
stable than the 2 C+.
Problem: Write a complete mechanism for the polymerization of isobutylene initiated by
2-chloro-2-phenylpropane and SnCl4.
39
Chain-Growth by Coordination Catalysts and the Ziegler-Natta Process:
The first polymerization processes for polyethylene were high pressure, free radical
processes which required severe and dangerous reaction conditions, i.e., 200 MPa (2000 atm)
pressure and 180 - 200 C!
A major improvement began in 1954 when Karl Ziegler and Guilio Natta disclosed a lowpressure coordination polymerization process for the production of high density polyethylene, i.e.,
HDPE. Ziegler reduced titanium tetrachloride liquid to alkylated titanium () chloride (brown
precipitate) in a solution of diethylaluminum chloride and xylene (or diesel oil). Ethylene bubbled
into this suspension at room temperature and 1-4 atm. pressure yielded a linear polyethylene of
high molecular weight, sometimes as high as three million.
Since that time an avalanche of literature, mainly patents, describing catalyst systems for
the production of crystalline polyolefins has continued unabated. The coordination catalysts are
generally formed by the interaction of the alkyls of group to metals with halides and other
derivatives of transition metals in groups IV-VIII of the periodic table.
TiCl3, the most common Ziegler catalyst, is octahedrally coordinated except at the solid
surfaces where electroneutrality requires that chlorine vacancies exist. These pentacoordinate,
surface TiCl3 molecules are activated by alkyl exchange with Al Et3.
Et
Et
Cl2
Ti
Cl4
Cl1
Ti
Cl4
Cl1
Cl3
5-coordinated Ti ion
Et
Et
Cl2
Al Et 3
Cl
Al
Cl2
Cl
Cl4
Ti
+ Cl Al Et2
Cl1
Cl3
Cl3
active catalyst
In the preceding diagram the ions Cl1 and Cl4 are also held by a second Ti atom in the
crystal lattice of TiCl3 and are thus considered nonexchangeable. The fifth chloride ion is
replaced by an ethyl group. The resulting active catalyst is an incomplete octahedral structure
with four chloride ions anchored in the interior of the solid lattice. The ethyl group is attached by
a bond to the titanium and the sixth position is a vacant d-orbital.
Initiation:
In the generally accepted monometallic, anionic, coordination mechanism of Ziegler
polymerization, an alkene (ethylene) attaches itself to titanium by a bond. The cloud of the
alkene overlaps the empty d-orbital of the metal forming a complex. The titanium-alkyl bond is
weakened in a transition state, thus facilitating insertion of the alkene between the alkyl group and
the titanium atom via newly formed bonds.
40
Et
Et
Cl2
Cl4
Cl2
C2H4
Ti
Cl1
Cl3
active catalyst
Cl3
complex
Ti
Cl4
CH2
Cl1
CH2
Cl2
Ti
Cl4
CH2
Cl1
CH2
Cl2
CH2
Ti
Cl4
Et
Et
CH2
Cl1
Cl3
transition state
Cl3
new active centre
Like the foregoing initiation reaction, propagation involves repeated insertion of ethylene
monomer between the titanium-carbon bond. This propagation from the root is analogous to hair
growth but is opposite to free radical polymerization in which the polymer chain grows at the tip.
At low reaction temperatures (below 50 C) the polymer attains high molecular weight. Chain
termination is controlled either by increased polymerization temperature, which gives elimination, or by addition of hydrogen.
Termination by -elimination:
CH 3
CH 2
CH 2
Cl2
Cl 4
CH 2
H R
C
H
Cl2
Ti
Cl 4
CH 2
Cl1
Ti
+ CH 2
CHR
Cl1
Cl 3
Cl 3
-elimination
Termination by hydrogenation: (Cat = catalyst)
Cat
CH2CH2R
+
H2
Cat
H
+
CH2
CHR
Most efforts in catalyst research and development have concentrated on catalyst efficiency,
resulting in so-called second- and third-generation Ziegler processes. Catalyst efficiency was
raised from ca. 10 to more than 1000 kg HDPE/g Ti. This was accomplished by supporting the Ti
catalyst on magnesium-based substrates such as Mg(OH)Cl which affords a greater surface area of
activated titanium. Nonsupported magnesium-titanium catalysts, such as Mg(TiCl6), are also
highly efficient probably due to their high specific surface area.
Ziegler catalysis can be applied to varied systems to produce HDPE grades for all modern
requirements, including waxes of molecular weight of ca. 10,000 to ultrahigh molecular weight
HDPE (UHMW-HDPE) with molecular weight of several millions. Due to this versatility, Ziegler
polyethylene has acquired a leading commercial position throughout the industrialized world.
Over 60 109 pounds/year of PE are produced world wide using Ziegler-Natta catalyst processes.
Ziegler-Natta catalysts are also responsible for the development of isotactic and syndiotactic vinyl
polymers.
41
Stepwise (Step-Growth) Polymerization:
The second type of polymerization, after chain-reaction polymerizations (free radical anionic,
cationic, and coordination) is stepwise polymerization. Difunctional monomers with compatible
functional groups combine in stepwise fashion to form dimers, then tetramers, then octamers, etc.
Important step-growth polymers include nylons, polyesters, polyurethanes, epoxies and phenolics.
Stepwise polymerizations are performed by reacting two different monomers, i.e.,
A-R-A + B-R-B, where A and B are functional end groups which react with each other but not
with themselves. For example, poly(ethylene terephthalate), (PET), is a polyester produced by
reacting a diol (ethylene glycol) with a diacid (terephthalic acid) ...
Monomers of only one kind with the structure A-R-B will also polymerize by stepwise growth.
For example Nylon 6, [poly(6-aminohexanoic acid)], used in brush bristles, rope, and tire
cords, is produced by self-condensation of 6-aminohexanoic acid.
In stepwise polymerization, in the early stages of polymerization, all monomer reacts
producing all oligomeric (short) chains. This is because, according to simple probability, the
most abundant species (monomers) tend to react first. The formation of high molecular weight
chains does not occur until late in the reaction, i.e., past 99% conversion, when there is finally
a probability of larger chains reacting with each other. Thus only high-yielding reactants can
be used if high molecular weight product is desired. Furthermore, monomer is very important
because any impurities such as monofunctional molecules, added to the chain ends, deactivate
the chain ends and stop further growth.
Stepwise polymerization can be subdivided into two types ...
Condensation reactions, as in the examples above, are those which eliminate (condense
out) small molecules such as water, alcohol, halohydric acids, etc.
Step-Addition (Rearrangement) reactions, proceed without byproduct formation. For
example, diamines react with diisocyanates to produce polyureas without a byproduct; a
molecular rearrangement occurs during the reaction ...
Problem:
Draw the product of polymerization of 1,4-diisocyanatobenzene + 1,2-diaminoethane.
42
Ring-Opening (Ring-Scission) Polymerization:
Many cyclic compounds undergo ring opening reactions which lead to polymer formation.
Usually, the structural units (mers) of such polymers have the same composition as the monomer;
however, the ring-opening and subsequent poly-addition produces linear polymers. Ionic
initiation is usually effective in this polymerization type.
For example, ethylene oxide polymerizes to poly(ethylene oxide) ...
-Caprolactam polymerizes to Nylon 6 ...
Summary of Polymerization Types:
In addition to the 3 types of polymerization, described above, several miscellaneous types are
found such as oxidative coupling. However, these can generally be grouped into one of the three
main types. Oxidative coupling has an unusual redox initiation but then proceeds by a free radical
mechanism. Various special cases will be detailed as they are encountered in our study of specific
polymers later in this course.
The following table summarizes the main types of polymerization used for some important
polymers ...
Monomer
Radical
Cationic
ethylene
Anionic
Coordination
propylene
isobutylene
dienes
styrene
vinyl chloride
vinylidene chloride
vinyl fluoride
tetrafluoroethylene
vinyl ethers
vinyl esters
acrylic esters
acrylonitrile
43
Polymerization Methods (Techniques/Media):
In principle, a polymerization reaction can be carried out in the solid phase, the liquid phase, or
the gas phase. In practice, commercial scale polymerizations are almost always conducted in the
liquid phase.
Liquid phase polymerizations may be subdivided into four groups according to the nature of the
physical system employed. All of these variations find widespread use in industry.
1. Bulk (Mass) Polymerization:
Here the system is composed of only monomer and polymer (and possibly initiator but no
solvent). This is most commonly applied to stepwise polymerization reactions. The method
merely involves heating the monomer(s), often with a small amount of catalyst to increase
reaction rate. The system is kept as a fluid by maintaining a sufficiently high temperature.
There is a progressive increase in MW and high viscosity of the resultant polymer, which can
lead to handling difficulties. Bulk polymerizations are subject to the Tromsdorff-Norish effect
as cooling is difficult.
For example, methyl methacrylate is bulk polymerized to poly(methyl methacrylate) sheets,
(PMMA), Plexiglas. The liquid monomer is cast directly in the form (mold) and polymerized
by addition of a suitable catalyst. Sheets up to one inch thick are produced in this fashion. It
is difficult to remove residual unreacted monomer since it is trapped in the polymer matrix,
however, the polymer is still considered to be of relatively high purity since no solvent is
added. Most polymers shrink up to 20% during polymerization and this must be taken into
account when building the mold. Alternately, fillers are added to some polymers to reduce
shrinkage.
Polyester or epoxy resins are bulk polymerized with glass fiber to produce FRP.
Polyurethanes and polyureas are also bulk polymerized by Reaction Injection Molding (RIM).
The monomers are injected in molds for auto bumpers and react quickly after mixing and
injection.
2. Solution Polymerization:
In this method, the monomer is dissolved in a solvent prior to polymerization. This is common
for addition with vinyl monomers as well as many condensation polymers, e.g., alkyd resins
for paints. It is also used for ionic polymerization of gaseous vinyl monomers.
The low viscosity facilitates mixing, contact of monomer and initiator, and cooling. One
limitation is the possibility of chain transfer to the solvent with consequent formation of low
MW polymer. Another limitation is the need to remove the solvent in order to isolate a pure
polymer. However, in the coatings industry, the final polymer solution is usually used directly
in further coatings operations.
44
Another special case of Solution polymerization is interfacial condensation. Nylon fiber is
produced by this technique. A diamine is dissolved in water and an acid halide is dissolved in
an organic solvent. The two immiscible solvents are carefully placed in contact without
mixing (two layers form). Polymerization of a solid occurs at the interface of the two solutions
and the polymer is wound up and pulled away exposing fresh monomers. A continuous strand
of polymer is produced.
3. Suspension (Dispersion) Polymerization:
The monomer is dispersed in water. Vigorous stirring produces small droplets (about 0.1 to 1 mm
in diameter). Dispersion stabilizers [poly(vinyl alcohol) or starch] are added to coat the
droplets and prevent their coagulation. PVC, PMMA, PS, and PVA are polymerized in this
fashion. Benzoyl peroxide initiator is used, decomposing at 80 C or lauryl peroxide which
decomposes at 50 C. The polymer forms small beads (100 - 1000 m) that sink to the bottom
and are easily recovered, washed and dried. PS beads for ion exchange resins are produced by
suspension polymerization.
Temperature regulation is not a problem and product is of high purity but MW distribution is
difficult to control, i.e., is critically dependent upon stir speed and droplet size. This is suitable
for free radical polymerization, but not ionic since water has acidic protons, which will
terminate the chains by proton transfer.
4. Emulsion Polymerization:
Similar to the suspension method, monomer is dispersed in water but not by stirring. Rather 3-6%
surfactant is added to form a stable emulsion. Surfactants (like soaps) have hydrophilic (ionic)
heads and hydrophobic (nonpolar) tails. Some 50-100 surfactant molecules surround
monomer droplets forming a tiny sphere (micelle). The micelles form stable dispersions
(emulsions) without stirring. When initiator enters a micelle, polymerization occurs within the
micelle and termination occurs when chains grow beyond the micelle.
Free radical polymerization, accelerated by redox systems, is used. High MW's are obtained
( 106) and temperature control is excellent. However, ingredient formulations are
complicated and must be precise. In addition, it is difficult to wash out all residue to obtain a
pure polymer. As a result the polymer has poor electrical insulation properties. At the end of
the process, the polymer is forced to coagulate (0.5 - 5 m) and precipitate by salting out, then
washed and dried before further processing. Most rubbers are manufactured by this process as
well as latex coatings and adhesives for textiles and paper.
45
POLYMER MORPHOLOGY RELATED TO STRENGTH
Chain Conformations of PE:
HDPE is a linear (unbranched) chain-like molecule, which can adopt many conformations. Its
fully extended (‘straight’) chain conformation is a planar zigzag conformation.
H
H
H
H
H
H
H
H
H
H
The C-C-C bond angles are 112 and the ‘contour length’ is 2.55 Angstroms per ethylene
monomer unit polymerized (1.275 Angstroms per methylene group).
o
1.54 A
o
o
2.55 A
Calculate the average length (in m) of a chain of UHMWPE from a sample with
MW = 106 g/mol.
Calculate the average length (in m) of a chain of UHMWPE from a sample with
MW = 107 g/mol
With the aid of a micrometer, determine your lower limit of visibility. See instructions on
the next page.
How does this compare to the length of a chain of UHMWPE with MW = 107 mol/L?
Postulate what force(s) hold these UHMWPE chains together.
46
THE 0.01 mm METRIC MICROMETER:
BARREL
SCALE
MEASUREMENT
OPENING
THIMBLE
SCALE
RATCHET
5
0
55
0
10
15
20
25
45
SPINDLE
ANVIL
BARREL
0.01 mm
THIMBLE
FRAME
The upper barrel scale is divided into 25 divisions, each equal to 1 mm.
Every 5th division is numbered from 0 to 25, (0, 5, 10, 15, 20, and 25).
On the lower part of the barrel scale, each mm is divided in half (0.5 mm)
The thimble scale has 50 divisions. One revolution of the thimble moves 0.5
mm (500 m) on the barrel scale.
One division on the thimble equals 1/50 0.5 mm = 0.01 mm (10 m)
THIMBLE
SCALE
HORIZONTAL
READING
LINE
BARREL
SCALE
0
55
10
0.01 m m
DIVISION
15
20
25
0.5 m m DIVISION
(dis tance m oved by
1 revolution of thim ble )
Zero Corrections:
Close the spindle onto the anvil and check the micrometer reading. It should read
exactly 0.000 mm when correctly calibrated. If the micrometer reading is not zero,
add or subtract a correction factor to all readings. Determine the correction factor as
per the following example…
e.g., if the micrometer reads 0.01 mm (when completely closed – at zero), this means it
reads 0.01 mm too high (above the true measurement).
To correct, subtract 0.01 mm from all micrometer readings.
47
Crystallization from Solution:
When PE is crystallized from dilute solution (0.1 - 1% in hexane) quiescently (undisturbed) it
forms thin lozenge-shaped crystals.
20 µm
ca 100 Å
100 carbon atoms
polymer chain
a) side view
orientation
b) top view
( c AXIS)
Within the crystal, the polymer chain folds back and forth on itself many times. Many separate
crystals grow stacked one on top to the other with relatively few molecules anchored in more than
one crystal, i.e., few ‘tie molecules’. The few tie molecules that form do so because of tears in
crystals caused by motion with the solvent. As a result of this morphology, solution crystallized
PE is very brittle because the layers separate easily.
Crystallization from the Melt:
When crystallized quiescently from the melt, spherical crystals (‘spherulites’) form. These
spherulites are approx. 100 m in diameter and are easily visible under a low powered polarizing
microscope.
b AXIS
b
c
a
b AXIS
spherulite
48
The spherulites appear in the shape of a Maltese cross. This optical effect is due to birefringence.
Birefringence is the splitting of incoming light into 2 diverging beams of plane polarized light
each with a different refractive index. Birefringence is measured as the difference in the refractive
indices of the 2 beams. The optical effect is due to the crystallization pattern of the spherulites.
Spherulites grow outward in spiraling (twisting) branches from independent nuclei until they meet
other growing spherulites. When the polymer is subjected to tensile (stretching) forces, the
spherulites are pulled apart. The only resistance is due to a few inter-spherulitic tie molecules.
Fibrils
ca 10 m diameter
Engineers and chemists have worked to change the morphology of polymers before, during, and
after crystallization to improve its strength properties.
49
Melt Spinning:
As a rule, a fiber has much higher strength and stiffness than the same polymer when it is bulk
polymerized.
PE polymer chips
The primary fabrication process in the commercial
hopper
production of synthetic fibers is spinning, i.e., the extrusion
of filaments after conversion of solid polymer to a fluid state
PE melt
by dissolving in a suitable solvent or, as in the case of
polyolefins, melting. (Figure 16). Bulk polymer, in the form
pump
of powder or pellets, is fed from a hopper into the inert
spinneret
atmosphere of an electrically heated extruder cylinder and
forced forward by a heated melting screw
extruded
The disordered polymer, in the liquid state, is then pumped
filaments
through a spinneret (a flat plate with a large number of small
holes drilled through it). A spinneret may contain a few or a
few hundred holes ranging in size from 0.3-2.5 mm in
diameter, depending on the filament size required. PE is
differential speed
extruded at 225-300 C, well above its melting point, in
rollers
order to sufficiently reduce the melt viscosity of the high
molecular weight (200,000) polymer used in PE fibers. The
liquid polymer emerges from the spinneret, in the form of
bobbin
thin threads, into a current of air where it is cooled to a
temperature well below its melting point. Crystallization
naturally ensues. At this stage of the process, however, the
crystallite orientation is very poorly developed. The
necessary high orientation for fiber properties is achieved by
Figure 16. Melt spinning of PE
stretching, or drawing, the crystalline threads. This is
accomplished by passing the fibers through two pairs of rollers rotating at different speeds. The
second roller is operated 3 to 8 times faster than the first one. This arrangement yields a net tensile
force that stretches the fiber to a draw ratio of 3 to 8 times (300-800% elongation). Cold drawing
requires that the fiber be kept above the Tg but in the case of PE, where Tg < -100 C, this can be
carried out at room temperature. In order to draw at commercially acceptable rates of 1.7-6.7 m/s
PE is heated during drawing. The filament is finally wound up on a bobbin (spool). Further
heating below the softening point, i.e., annealing, is conducted to stabilize the final fiber structure
and properties by stress relief. The fiber is held taut during the heating and subsequent cooling to
prevent relaxation.
As a result of the applied stress, drawn PE fibers display a significant decrease in
extensibility (% elongation at break) and an increase in tensile strength and tensile modulus
(stiffness) compared to undrawn PE. (Table IV).
50
Table IV. Mechanical properties of PE fibers versus draw ratio.
Draw
Ratio
undrawn LDPE
undrawn HDPE
drawn HDPE
drawn HDPE
drawn HDPE
drawn HDPE
7:1
8:1
9:1
10:1
Tensile
Strength
MPa
10
30
430
500
590
660
% Elongation
at Break
800
1000
40
30
22
15
Tensile
Modulus
MPa
200
1000
5000
8000
10000
12000
The greatest improvement of mechanical properties, which occurs at the highest draw ratios, is the
direct result of the formation of a greater number of interlamellar, extended-chain tie molecules.
Stress Induced Crystallization:
Melt spinning is an example of stress-induced crystallization. Controlled application of stress
during or after crystallization is seen to produce dramatic improvements in strength and stretch
resistance of polymers. To understand why, we need to look at the molecular rearrangement
caused by this process.
X-ray diffraction shows that during the ‘drawing’ (stretching) operation, the folded chains within
the spherulites or crystallites are unfolded and realigned into parallel bundles of straight, chainextended molecules. The taught, aligned chains are essentially prestretched and now many
polymer chains interlink crystalline regions so that an applied load is spread over a large area of
the polymer. As a result the polymer gains considerable stiffness and strength.
section of fibril bundle
amorphous layer &
tie molecules
microcrystallites
microfibril
fibril
(bundle of
microfibrils)
microcrystallite
necking
intermicrofibrillar
tie molecules
stack of parallel
lamellae
amorphous layer
and
intramicrofibrillar
tie molecules
15A.
15B.
interfibrillar
tie molecules
51
Table V. Physical properties of important commercial fibers.
Fiber
Specific
Tenacity
Gravity
(g/denier
)
Tensile
Strength
% H2O
Max. Use
Absorbed
Temp. (C)
(MPa)
LDPE
0.92
2
160
nil
90
HDPE
0.95
5
420
nil
110
isotactic PP
0.90
5
400
0.01-0.1
130
Nylon-6,6
1.14
7
710
4.2-4.5
200
polyester (PET)
1.38
5
610
0.4-0.8
200
acrylic (PAN)
1.17
3
310
1.5
230
wool (protein)
1.32
1
120
11-17
110
cotton (cellulose)
1.54
4
550
7-9
130
silk (protein)
1.25
4
440
-
-
Necking and Cold Drawing of Bulk Samples:
To elongate and thin out a polymer, which is in its solid state above Tg, is called cold
drawing. Linear PE, like many other crystalline polymers, when cold drawn, does not gradually
become thinner but undergoes an abrupt, highly localized reduction in cross-sectional area, in a
phenomenon called "necking down" (Figure 14). As the stretching is continued, the thin, drawn
section increases in length at the expense of the undrawn portion. The diameters of the drawn and
undrawn portions remain about the same throughout the process. The draw ratio, or ratio of the
length of the drawn fiber to that of the undrawn, is about 4 or 5 to 1 for a number of polymers
including branched polyethylene, polyesters, and polyamides, but can be much higher (10 to 1 or
more) in linear polyethylene.
neck formation in
drawn polyethylene
Figure 14. Necking down of PE during cold drawing..
In general, the degree of crystallinity in the specimen does not change greatly during drawing if
crystallinity was previously high but may increase if crystallinity was low.
52
ULTIMATE PROPERTIES OF POLYMERS
The maximum punishment a polymer can endure before failure provides a measure of its “ultimate
properties”, e.g., tensile strength, compressive strength, impact resistance, tear resistance,
stiffness, creep resistance, flex endurance, etc.
Engineering Resins: designate a group of heterochain thermoplastics that can compete with die
cast metals such as Zn, Al and Mg in plumbing parts, hardware and automotive parts.
Most are 2-4 times the price of large volume olefin polymers, vinyl chloride, and styrene
polymers.
They can be used without reinforcing fillers but glass or mineral reinforcement improve
dimensional stability at high temperatures.
Examples include Nylon 66, PC, PPO-PS blends, acetals, poly(butylene terephthalate), and
polysulfone.
High Performance Plastics: are those with exceptionally high strength and/or dimensional
stability at high temperature.
They are even more costly than Engineering Resins.
Boron, glass, or graphite fibers may be added.
This category includes thermosets as well as thermoplastics, e.g., aromatic polyesters, aromatic
polyamides (e.g. Kevlar), epoxies, PTFE, phenolics, silicone rubbers, and polyimides.
Failure Tests Determine Ultimate Properties:
Most industrial tests of polymers are carried to failure with some attempt to simulate the end use.
For example ...
fast impact is used to simulate dropping a PS drinking glass,
wear tests measure abrasion resistance of tires
tensile (pulling) tests measure load capacity and stretch for ropes and cables
flexure tests determine life span of plastic hinges
One of the most important failure tests is obtained by stretching a dumbbell-shaped specimen of
the test material until it breaks. A gradually-increasing tensile force (in N or lb.) is applied by a
‘tensile testing machine’. The amount of deformation (extension) is measured by an
extensometer. The data is plotted on a ‘stress-strain curve’ and evaluated. The following
definitions apply ...
Stress () = Force applied per unit area of a specimen
Strain (e) = proportional (or %) elongation
53
Tensile Testing Hardware
The material to be tested is molded or cut to
standard dimensions.
The specimen is firmly clamped in the grips of a
tensile testing machine.
The tensile machine stretches the material at a
slow constant speed until rupture occurs.
During the test, the applied tensile force (‘stress’)
and the extension (‘strain’) are simultaneously
recorded. A plot of this data generates a stress
strain curve.
Tensile testing is conducted under the same
conditions for various materials. This gives a
direct comparison of the strength properties of
different materials.
1/8 "
thick
½ " wide
6 – 8 ½”
long
Specimen for
Tensile Testing
elongation (strain) gage
tensile force (stress) gage
specimen clamped in grips
Tensile Testing Machine
Zwick/Roell Optical
Extensometer
54
1. Rupture of a ceramic
Stress-Strain Curve
1
8
4
stress
3
5
2
2. Proportional limit of a
low- mocarbon steel
3. Elastic limit
4. Ultimate (Tensile) strength
9
7
6
5. Rupture strength
6. Elastic limit of a polymer
7. Rupture of a polymer
8. Rupture of an elastomer
strain
9. Yield point
Rupture strength is the stress at which complete breakage occurs, i.e., 1, 5, 7 & 8 above.
Ultimate strength (tensile strength) is the maximum stress supported by the specimen during the
test, i.e., 1, 4, 7, & 8 above.
Proportional limit (2 above) is the maximum stress at which the stress-strain curve is linear. The
strain occurring up to the proportional limit is due to bending and stretching of intramolecular
bonds. The strain between the proportional limit and the elastic limit (3) is due to uncoiling of
molecular chains. Both of these deformations are completely recoverable (perfectly elastic) when
the force is removed from the specimen. They are thus called ‘elastic deformations’.
Elastic limit (6 & 3 above) is the maximum stress a material can endure without permanent
deformation. Beyond the elastic limit, the molecular chains are pulled away from each other and
will not fully recoil when the stress is removed. This permanent deformation is called ‘plastic
deformation’.
Yield strength is slightly above the elastic limit. It is chosen as the stress at which plastic
deformation reaches 0.2%, a point above which most structural materials are considered useless.
Young’s Modulus (E), (also the ‘tensile modulus of elasticity’ or simply the ‘modulus of
elasticity’) is the ratio of stress to strain below the proportional limit, i.e., the initial slope of the
stress-strain curve. It is a measure of the ‘stiffness’ of a material. It is usually about the same as
the modulus of compressive elasticity.
55
Toughness is the area under the stress-strain curve. It is a measure of the total energy absorbed per
unit volume of material. Toughness is directly proportional to both the strength and ductility of a
material but these tend to be inversely related. Ductility is the ability of a material to be drawn into
a wire or thin thread.
Polymers are often classified based on their stress-strain curves ...
soft and weak
e.g. PTFE
hard and brittle
e.g. phenolics
soft and tough
e.g. PE
hard and strong
e.g. acetals, PAN fiber
hard and tough
e.g., PC, Nylon
Hardness includes resistance to indentation, scratching, marring and penetration. The hardness of
plastics is measured by determining a material’s resistance to penetration by a hard metallic ball or
specially shaped diamond penetrator. The area or depth of indentation is measured after impact by
the ball. Hardness is related to yield strength and correlates well to these values. Do not confuse
hardness and brittleness. Both glass and high carbon steels are hard but glass is brittle whereas
steel is strong.
Specific strength is the ratio of tensile strength to density ().
Creep is slow elongation resulting from long-term loading. Most polymers (and metals) show this
behavior and its magnitude is directly proportional to temperature. Some of the newer UHMWPE
fibers (e.g., Spectra) have extremely low tensile creep since its polymer chains are fully aligned.
Impact resistance is a measure of the energy necessary to break a sample per unit thickness upon
impact. It is determined by striking a sample with a swinging pendulum or by dropping
increasingly heavy weights on a sample until cracking occurs. Linear, high MW polymers
outperform crosslinks.
56
POLYMER ADDITIVES
A large variety of additives are used in polymers. The basic kinds of polymer additives, their purpose
and examples are given ...
1. Reinforcements are added to increase the stiffness and strength of polymers. For example ...
Glass fibers and fabrics are added to polyesters and epoxies for boat hulls and auto bodies
Boron and graphite fibers are used to stiffen golf clubs, sailboards and racing kayaks
Nylon and Dacron (polyesters) chords and fabrics stiffen automobile tires
Honeycombs provide the highest strength to weight ratios in sailboard hulls
Wound filaments (glass or polymer) provide maximum strength in cylindrical pressure
vessels and tanks
2. Toughness Modifiers improve impact and abrasion resistance and toughness.
Finely ground rubber is mixed with molten plastics during injection molding
3. Plasticizers decreases brittleness (lower Tg) and increase impact resistance
I.
II.
3 Kinds of Stabilizers are common
A.
Thermal stabilizers such as CaCO3, Al2O3, and talc have high specific heats and absorb
large amount of heat thereby protecting the polymer against excessive temperature rise.
B.
Antioxidants such as BHT inhibit O2 and O3 from initiating free radical depolymerization
of vinyl polymers
C.
UV Absorbers such as carbon-black in auto tires or phenyl salicylate (Salol in sunscreens)
convert UV radiation to IR radiation.
Colorants including dyes and pigments give color to plastic.
III.
DOP and TCP in PVC
Red dyes, C-black, white CaCO3
Inert Fillers are added largely to reduce cost and give marginal improvement to strength and
temperature resistance.
Examples include powdered clays, CaCO3, diatomaceous earth, silica, and agricultural
wastes (corn husks, peanut shells, cotton, wood flour, and coconut shells)
Finely divided additives often interact with polymer chains by either van der Waals’ forces or by
actual covalent bond formation (C-black and glass fibers) acting as crosslinks between polymer
chains. In some cases coupling agents are necessary to ensure bonding between the additive and
polymer resin. For example, mercaptosilanes couple glass fibers to polymers. The silane bonds with
Si-OH surface groups of the glass fiber and the mercapto end is bonded to the polymer by a free
radical mechanism.
THERMAL RESISTANCE OF POLYMERS
High temperature resistance is achieved by polar polymers. Rayon, Nylon (polyamides), Dacron
(polyester), cotton, wool and silk all contain ester, amide or hydroxyl groups that can form strong
hydrogen bonds. Fluorinated polymers, e.g., PTFE, are noted for high temp. use (to 290 C) also due
to strong H-bonding. Silicone elastomers (polysiloxanes) are useful to 300 C due to its strongly polar
-Si-O-Si-O- polymer chain bonds.
57
Table VIII. Observed mechanical properties of HDPE fibers and other materials.
Fiber
Density
( g / cm3 )
Tensile
Strength
( GPa )
diamond
graphite
hard steel
glass
aluminum
drawn HDPE
polyisoprene
3.50
1.7
7.7
2.6
2.7
0.95
0.92
2
4
1
0.1
0.4
0.03
Specific
Strength
( N / tex )
Tensile
Modulus
( GPa )
Specific
Modulus
( N / tex )
1.2
0.5
0.4
0.04
0.4
0.03
1050-1400
200
200
80
70
4
0.5
300-400
120
25
30
25
4
0.5
Ultimate Properties of Some Important Polymers
s.g.
Polymer
T. S.
(psi 10-3)
E
(psi 10 )
Impact St.
(ftlb/in)
Max. Temp.
Use (C)
-3
ABS
1.04
6 - 7.5
350
3 -6
70 -90
cellulose acetate
epoxy + glass fiber
PTFE
1.3
1.8
2.2
2-9
5 - 20
2-5
70 - 400
3000
60
1-3
0.3 - 10
3
60 - 105
150 - 260
290
Nylon 66
1.1
10
420
2
80 - 150
Nylon 66 + 30% glass
phenol-formaldehyde
polycarbonate
1.4
1.4
1.2
20
5-9
10
1000
800 -1700
350
2.5
0.4
16
200
150 -175
120
poly(phenylene oxide)
polypropylene
LDPE
HDPE
poly(methyl
methacrylate)
PS (general purpose)
PVC (rigid)
PVC (plasticized)
1.1
0.90
0.92
0.95
1.2
10
5
0.6 - 2
3-6
7 - 11
360
200
20
200
400
5.0
0.7
no break
1 - 20
0.4
190
120 - 160
80 - 100
120
60 - 90
1.04
1.4
1.3
5-8
7
3
400
500
variable
0.3
1 - 20
variable
65 - 80
65 - 80
65 - 80
Conversion Factors: 1 psi = 6.895 kPa or 1000 psi = 6.895 MPa
1 ftlb/in = 53.4 J/m
58
: O:
POLYAMIDES
R
C
R
N
n
all polyamides have the amide functional group
discovered ca. 1930 by Wallace Carothers at Dupont, e.g., Nylon 6,6
1st large market was women’s hosiery
Nylon is Dupont’s trade name for aliphatic polyamides
Aramid is a generic term for fully aromatic polyamides
Nylon 1:
..
n R
N
..
O
..
C
or
n
alkyl isocyanate
..
N
C
..
O
..
..
: O:
N
R
C
n
R
Nylon 1 has one C in the main chain of its mer (repeating unit).
Nylon 2 has two C’s in the main chain of its mer.
Nylon 3 has three C’s in the main chain of its mer, etc.
Nylon 2:
O
O
NH2
n
CH
R
Nylon 3:
H2O
C
NH
OH
CH
-amino acids
C
silk, proteins
n
R
O
C
ring
scission
NH
n
H
C
C
H
CH3
CH3
CH3
C
O
CH2
C
semicommercial
scale
NH
CH3
n
3-methyl-3-aminobutanoic acid lactam
-methyl--butyrolactam
Nylon 4:
n
N
H
O
ring
scission
O
CH2
C
3
NH
n
very polar
good H2O absorption
similar to cotton
4-aminobutanoic acid lactam
-butyrolactam
-pyrrolidone
Nylon 5:
n
N
H
O
ring
scission
5-aminopentanoic acid lactam
-valerolactam
-piperidone
59
O
Nylon 6:
C
ring
scission
NH
n
2nd largest production
among Nylons
for rope, brush bristles, etc.
6-aminohexanoic acid lactam
-caprolactam
O
H2N
n
CH2
C
OH
5
O
Nylon 7:
n
H2N
CH2
6-aminohexanoic acid
-aminocaproic acid
C
OH
-
6
industrial in
Soviet Union
H2O
7-aminoheptanoic acid
-aminoenanthic acid
Nylon 11:
O
n
H2N
CH2
C
OH
-
10
industrial in
Europe
H2O
11-aminoundecanoic acid
O
C
industrial in
Europe
NH
Nylon 12:
(CH2)11
12-aminododecanoic acid lactam
-lauryllactam
As distance between amide groups increases, flexibility increases and mp decreases.
Nylon 6,6: is the largest production polyamide in North America (multiple uses)
O
n H2N
CH2
6
NH2
+
n HO
HMDA
O
CH2
C
C
OH
-
4
H2O
adipic acid
hexamethylenediamine
hexanedioic acid
O
-
O
HCl
Nylon 6,10
n H2N
CH2
6
HMDA
NH2
+
Cl
C
CH2
C
Cl
4
adipoyl chloride
# C's in amine
# C's in acid
hexanedioyl chloride
60
O
Nylon 6,10:
n H2N
CH2
6
+
NH2
O
CH2
C
n HO
C
OH
-
8
HMDA
O
HN
H2O
CH2 6 NH
C
O
CH2
8
C
n
sebaccic acid
decanedioic acid
Nylon 6,12:
O
n H2N
CH2
6
+
NH2
C
n HO
HMDA
O
CH2
C
OH
-
10
H2O
extract from castor oil
dodecanedioic acid
Nylon 6,T:
n H2N
CH2
6
+
NH2
n HO
HMDA
O
O
C
C
OH
-
H2O
1,4-benzenedioic acid
terephthalic acid
ARAMIDS: Fully aromatic polyamides (not called Nylons)
n H2N
NH2
+
n Cl
1,4-benzenediamine
p-phenylenediamine
n
H2N
NH2
1,3-benzenediamine
m-phenylenediamine
O
O
C
C
NaOH
Cl
-
HCl
1,4-benzendioyl chloride
terephthaloyl chloride
+
n Cl
O
O
C
C
HN
NH
O
O
C
C
n
Kevlar (fibres in bullet proof vests)
rigid, high mp (> 500°C)
o-polymer mp 200 - 300°C
NaOH
Cl
- HCl
1,3-benzenedioyl chloride
isophthaloyl chloride
Nomex
mp = 365 °C
Copolymer Blends/Block Copolymers:
Nylon 6,6/6,10 is used in adhesives and coatings. It has a lower mp than similar homopolymers
and hence easier processing.
61
Properties and Uses of Nylons
Properties:
1 GPa = 145,000 psi
Nylon 6
Nylon 6,6
Kevlar (fiber)
s.g.
1.1
1.1
1.4
Tensile St. (psi)
Modulus (psi)
10,000
10,000
400,000
420,000
230
265
19,000,000
>500
2.0
1.7
>4
~2
~2
~10
Tm (C)
H2O absorption (%)
$/lb
Nylons are strong, tough, abrasion resistant thermoplastics (“Engineering resins”).
They are self-extinguishing when ignited.
Nylons are very polar because of their amide groups. This results in strong intermolecular
H- bonding and tight packing.
Nylons are translucent or pale white because they are highly crystalline thermoplastics.
Nylons have relatively high H2O absorption especially those with short HC chains, e.g., nylon 3
and nylon 4.
Nylons have natural antifriction properties (low coefficient of friction) and low gas and vapor
permeability. They are FDA approved as a food packaging material.
Longer HC chain nylons have greater flexibility, lower m.p. and lower H2O absorption.
Chemical resistance: Nylons are resistant to non polar solvents (gasoline, oil, grease), ammonia,
and acetone but are attacked by chlorine, peroxide bleaches, hot phenol, hot formamide, formic
acid and UV light.
Applications:
Aliphatic Nylons:
Nylon 6,6 has the largest production volume of the nylons and nylon 6 is second largest.
Together they comprise > 90% of all the nylon production.
aliphatic nylon molded and extruded products: gears, rollers, impellers, bearings, drapery
slides, cams, zip fasteners, cooking bags, tubes, rods, electrical cable insulation, housings
and structural parts for business machines, appliances, electric razors.
aliphatic nylon fibers: brush bristles, carpets, hosiery, apparel, surgical thread, parachute
fabric, rope, tents, PVC coated rainwear, reinforcements for hoses, belts and tires.
Aramid Fibers: (“High Performance Fibers”)
The outstanding strength, stiffness, and thermal resistance of Aramid fibers results in their use
as reinforcing agents in epoxy (and other) composites for fishing rods, golf club shafts, tennis
rackets, skis, airplane flaps and rudders, bullet proof vests, crash helmets, race car bodies, and
helicopter fuselages.
62
POLYESTERS
Polyesters are among the most versatile of polymers. They are used widely in fibers, plastics
(especially FRP) and coatings (especially alkyd paints)
The common synthetic methods are step growth, polycondensation reactions.
1. direct esterification
RCO2H + R’OH RCO2R’ + HOH
2. transesterification
RCO2R’’ + R’OH RCO2R’ + R’’OH
3. acid chloride + polyol
RCOCl + R’OH RCO2R’ + HCl
4. acid anhydride + polyol
(RCO)2O + R’OH RCO2R’ + RCO2H
All methods involve nucleophilic addition to the electrophilic carbonyl C.
Reaction rates with carboxylic acids and esters are slow, but are increased by acid catalysis.
Mechanism of Acid Catalysis)
The reaction is reversible; excess alcohol drives the reaction forward; excess water drives the
reaction backwards.
This mechanism is the same as acid catalyzed acetal formation (from aldehydes and ketones) up
to the formation of the tetrahedral intermediate but acids and esters have leaving groups
(-OR, -OH) allowing reformation of the sp2 carbonyl C while aldehydes and ketones do not
(-R and -H are poor leaving groups) so the product remains tetrahedral (sp3 C).
Acid catalyzed ester exchange (trans-esterification) is the same as for the acid.
The base catalyzed mechanism for trans-esterification is straightforward
63
Acid anhydrides and acid chlorides are more reactive than acids and esters and do not require
catalysis and their reactions are irreversible (because the product acids are poor nucleophiles).
A base such as NaOH or pyridine is often added to consume the byproduct acid and drive the
reaction forward.
Types of Polyesters:
1.
Linear Thermoplastics:
a)
from polycondensation reactions e.g., PET, poly (p-hydroxybenzoic acid), PC
2.
b)
from rearrangement of lactones (ring opening), e.g., -caprolactam
Crosslinked Thermosets
a)
polyester resins from polyfunctional (polyhydric) alcohols, e.g., alkyd paints
b)
unsaturated polyester resins, e.g., for FRP
Linear Thermoplastics:
In theory, many are possible. Poly(ethylene terephthalate), PET, is the most important ....
TPA is high melting (sublimes at 300 C) and insoluble in most solvents so its dimethyl ester is
used, i.e., dimethyl terephthalate, which melts at 141 C and is soluble in CH3OH or ethylene
glycol (EG).
Polymerization is bulk or solution with an excess of EG as solvent.
High crystallinity can be induced via drawing processes. The polymer is melt pressed into
sheets (Mylar) or drawn into fibers (Dacron, Terylene, Fortrel).
64
Poly(p-hydroxybenzoic acid) is completely aromatic. The aromatic groups increase the
polymer’s rigidity. It also creates unusual optical properties, i.e., they polarize light when an
electrical potential (voltage) is applied to them. Such aromatic polyesters make up the liquid
crystals of LCD watches, calculators, etc.
Aromaticity also increases the melting point of polyesters. PET melts at 260 - 270 C while
poly (ethylene adipate) melts at only 50 C.
Polycarbonates: (polyesters of carbonic acid, H2CO3) are famous for their impact resistance and
optical clarity.
Since carbonic acid is unstable, its derivatives (phosgene or diphenyl carbonate are used).
The diol is 2,2-bis(4-hydroxyphenyl)propane, commonly called ‘bisphenol A’.
Phosgene gas is so reactive that is can be simply bubbled into a solution of bisphenol A in
pyridine at room temperature, or into a suspension of bisphenol A and methylene chloride
which is stirred in aq. NaOH. The base (pyridine or NaOH) consumes the byproduct HCl and
forces the reaction.
The product is a noncrystalline, transparent, impact resistant thermoplastic with a melting point
of ~230 C. PC is sold under the trade name ‘Lexan’ or ‘Merlon’.
Polycaprolactone: by polymerization of -caprolactone is one example of a polyester produced
by ring opening (rearrangement) of cyclic esters.
Crosslinked Polyesters:
Saturated alkyd resins for paints are produced from polyfunctional acids or bases. For example,
phthalic anhydride and glycerol polymerize to a 3-dimensional crosslinked thermoset, called a
‘glyptal’. This particular resin is brittle because of the short methylene chains and so is not used
alone but rather is added to nitrocellulose coatings to improve its adhesion and gloss.
65
Saturated alkyd polyester resins for paints:
Phthalic anhydride is difunctional. Glycerol is trifunctional. They react to form a 3-dimensional
crosslinked, thermoset called a glyptal
Sketch a mechanism for the reaction of phthalic anhydride with 2 molecules of alcohol.
R O H
R
O
C O
R
O
C O
C O
O
C O H
O
C O
O
R
R O H
R O H
R
+O H
C O
O
C
O
C
O
R O H
Study the formation of a crosslinked glyptal network
HO CH2
O
OH
CH CH2 OH
O C
HO CH2 CH CH2 OH
OH
C O
O
O C
C O
OH
HO CH2 CH CH2 OH
O
C
O
C
O
O
O C
HO CH2 CH CH2 OH
OH
O
O CH2 CH CH2
C O
O
C
O
O
C
HO CH2
O
O
OH
CH CH2 OH
CH2 CH CH2
O
O C
C O
O
O
C
O
C
O
O
O
C
O
C
O
HO CH2 CH CH2 OH
OH
O
CH2 CH CH2 O
C O
C O
O CH2 CH CH2
O
O
O
C
O
C
O
O
CH2 CH CH2
CH2 CH CH2 O
O
C O
C O
C O
C O
O
O
Glyptals are brittle because of their high crosslink density and are thus unsuitable to be used alone as
paints, but they are added to other coatings to improve adhesion and gloss.
66
Unsaturated Oil Modified Alkyd Paint:
Triglycerides like tung oil are triesters of unsaturated fatty acids such as linoleic and linolenic acids.
Paint manufacturers react glycerol with triglycerides in a two to one molar ratio in an ester exchange
(transesterification) reaction producing difunctional glyceryl monomers (diols).
O
CH2
CH
OH
O
OH
CH2
OH
+
CH2
CH
CH2
OH
C
O
CH2
CH
R
C
O
CH
CH2
R
O
C
C
R
HO
R
OH
O
CH2
CH2
O
CH
OH
CH2
C
C
+
O
O
OH
O
R
OH
OH
CH2
O
CH2
CH
O
HO
CH2
R
OH
The diols are reacted with phthalic anhydride to produce a linear polyester alkyd paint, dissolved in a
solvent such as xylene, MEK, etc.
HO
CH
CH2 OH
C O
O C
HO
CH2
O
R
C
O
CH
CH2 OH
O
O
CH2
O
C
C O
O C
R
O
O
R
C
O
CH
CH2 O
C
O
C
O
O
CH2
CH
CH2 O
O
CH2
O
C
O
C
C
O
C
O
O
C
O
C
O
O
O
R
C
O
CH
O
CH2
CH2 O
C
O
C
O
O
H2C CH
CH2
O
O
O
When the thermoplastic alkyd paint is applied to a surface, the solvent evaporates and exposes the
thermoplastic to air. The alkene groups in the unsaturated fatty acid esters are crosslinked by oxygen
yielding a thermoset coating. Metal ions of cobalt, lead, zinc, lithium, etc. accelerate the oxidative
crosslinking.
67
Unsaturated, Oil Modified Alkyds (for alkyd paints)
As described on the previous page, drying oils, e.g., linseed oil and tung oil, are naturally
occurring triglycerides. Triglycerides are triesters of fatty acids such as linoleic and linolenic acid.
The drying oils are modified by partial ester exchange with glycerol (glycerolysis). The modified
polyols are polymerized by reaction with phthalic anhydride. The polymer contains unsaturation
(double bonds) from the drying oils and these crosslink in the presence of O2 during air drying of
the paint film.
Short oils with few double bonds give hard durable finishes but require baking to cure (baked
enamels).
Long oils with many double bonds give faster drying finishes which are softer, less durable,
and may yellow on aging.
Unsaturated Polyesters: (for FRP)
The most common is produced from a glycol and either maleic anhydride or fumaric acid.
Phthalic anhydride is also copolymerized to reduce the crosslink density and hence reduce
brittleness.
Polymerization is carried out until a low MW linear unsaturated polymer liquid is obtained.
This is dissolved in styrene, i.e., vinyl benzene, producing a viscous solution. Promoters such as
Co naphthanate are added to accelerate the crosslinking.
A small quantity of a free radical initiator (e.g., methyl ethyl ketone peroxide) is added at the
time of application to initiate free radical crosslinking.
68
Properties and Applications of Polyesters:
PET resin
PC resin
PE thermoset FRP
1.3
1.2
1.3 - 2.3
Modulus (psi)
10,000
500,000
10,000
350,000
15,000 - 30,000
> 1,000,000
Tm (C)
245 - 265
270
thermoset
H2O absorption (%)
0.5
0.6
1
$/ lb.
1
1.5
1.5
< 50
20 - 40
low
s.g.
Tensile St. (psi)
% Crystallinity
PET:
PET is an engineering resin
low crystallinity, good optical clarity, high m.p., high impact resistance and strength, moderate
polarity and low moisture absorption, low CO2 permeability, good electrical properties (i.e.,
insulator)
high m.p. and high strength arise from the aromatic groups and from its polarity
polyesters are not self-extinguishing but can be made so by the addition of chlorine containing
reagents or with antimony trioxide.
PET is FDA approved for food service
PET fibers include Dacron, Terylene, and Fortrel
PET films include Mylar
PET resin applications include pump housings, light duty gears, auto ignition coils, lamp
sockets, electrical switches and connectors, electric hand tool housings, sterilizable food
packaging
PC:
outstanding optical clarity (low crystallinity) and impact resistance but poor scratch resistance
and UV sensitive.
high temperature resistance, moderate polarity and low HOH absorption.
poor chemical resistance- resists alcohols and dilute acids or bases but is attacked by oxidizers,
strong acids and bases, and many solvents such as HC’s (especially aromatics)
PC resin applications include break resistant lenses for eyeglasses, auto tail lamp lenses,
bulletproof windows (Lexan), microwaveable containers, recyclable bottles, electronic parts
and appliance housings.
Unsaturated (Crosslinked) Polyesters:
primary use is for FRP usually with chopped glass fibers in auto bodies (Corvette), boat and
auto body repair kits, business equipment housings, molded bath tub and shower inserts.
Oil Modified Alkyds:
primary use is in alkyd enamel paints
69
SILICONES (Polysiloxanes)
e.g. Dow Corning, G.E., and Union Carbide silicone elastomers and sealants for high temperature
applications.
Monomer Preparation:
A 2:1 ratio of RMgCl : SiCl4 produces mostly difunctional dimethyldichlorosilane monomer.
The mixture is separated by fractional distillation.
The R-group is commonly methyl or phenyl
Polymerization:
Bulk polymerization via hydrolysis is most common
Silicone oils: low MW, linear dimethyl silicone polymer, i.e., a small amount of monofunctional
units (trimethylchlorosilane monomer) is added to control MW by terminating chains.
Silicone rubber/elastomers: high MW (>50,000) polymer incorporating variable amounts of
trifunctional monomer for crosslinking, i.e., methyltrichlorosilane or vinyl silicone monomer +
peroxide catalyst for free radical crosslinking.
HTV = high temperature vulcanizing (curing), i.e., 170 C
RTV = room temperature vulcanizing (curing) includes stannous octoate catalyst which
accelerates the ionic catalyzation
CH3 groups impart low surface tension and high water repellence
C6H5 groups impart water repellence and high temperature stability, i.e.,
poly(diphenylsiloxane)
Properties of Polysiloxanes:
70
Silicone Oils:
low freezing point and low temperature coefficient of viscosity
Silicone Rubbers and Elastomers:
excellent low temperature flexibility (Tg = -130 C), i.e., the most flexible material known
excellent high temperature stability (Tm > 300 C)
polar, hydrophobic, nonflammable, chemically resistant,
immune to UV, i.e., transparent to UV and high oxidative resistance
nontoxic and environmentally safe
Low Tensile strength (only a few hundred psi but with SiO2 filler can achieve 2000 psi)
expensive ($2-$6/lb)
Applications of Polysiloxanes:
hydraulic fluids (especially for aviation)
heat exchange fluids, e.g. for high temp. mp determination
glass sizing (couples glass fibers to organic C when the functional group is on the -C)
water repellent coatings, e.g., car polishes, waterproof sealers for brick
greases, waxes
good dielectric, e.g., silicone insulation on auto ignition wires
gaskets, seals
caulking (RTV)
mold release agents
heart valves, no cholesterol oils for deep frying
Surperballs and Silly Putty
71
FLUOROCARBON POLYMERS
Fluorocarbon polymers are expensive ($5-$27/lb) but have several outstanding properties, i.e.,
exceptional ‘lubricity’ (non-stick), unparalleled chemical resistance, zero HOH absorption, and
excellent thermal resistance.
PTFE [poly(tetrafluoroethylene)]:
PTFE constitutes ~ 90% of all fluorocarbon polymer production
It was accidentally discovered in 1938 by a technician at Du Pont noticed that a sealed drum of
tetrafluoroethylene gas decreased in pressure without a corresponding mass reduction, i.e., no
leaks. Investigation revealed that the gas had spontaneously polymerized to a white, waxy solid;
PTFE. Because of its exceptional properties, PTFE production grew to commercial scale in < 10
years.
All fluorocarbon polymers are made by addition polymerization using free radical catalysis.
Various organic and inorganic peroxides are used. Even O2 catalyses these polymers.
The polymerizations are very exothermic and temperature must be controlled to avoid explosions.
The polymer is produced by bulk, emulsion, and suspension polymerization in water.
The commercial process is as follows...
1.
CaF2 + H2SO4 2 HF (g) + CaSO4 (s)
2.
2 HF + CHCl3 CHClF2 + 2 HCl
3.
2 CHClF2 CF2=CF2 + 2 HCl
4.
n CF2=CF2 -( CF2-CF2)n-
(catalyst = SbCl5 + SbF3)
(catalyst = peroxides)
Properties:
PTFE is highly polar but has no H-bonding, i.e., no H’s. It naturally crystallizes to > 90%
crystallinity and is thus a white opaque material (not transparent).
The tight, strong fluorine-carbon bonds make it the most chemically resistant thermoplastic
polymer. It is attacked by only a few chemicals such as F2, Na in kerosene solvent, and some
perfluorinated solvents boiling near 300 C.
The tight bonding also accounts for its natural lubricity. PTFE has the lowest coefficient of friction
of any solid material, which accounts for its use in non-stick finishes.
The polymer has the hardness and texture of PE (i.e., waxy) and similar tensile strength, ~3000 psi.
It is subject to creep under load and cold flow even when not stressed.
PTFE has an unusually wide temperature service range. Tm = 327 C and Tg < -100 C
PTFE has the highest dielectric constant of any polymer, i.e., best electrical insulator
It is non-flammable but emits toxic and corrosive fumes when thermally decomposed.
Processing:
The melt viscosity of PTFE is too high for it to be processed by conventional thermoplastic
methods, i.e., heated extrusion and screw injection. Its melting point is very close to its
decomposition temperature.
Many PTFE products are produced by a powder metallurgy technique. The PTFE powder is
pressed into a mold and subjected to high pressure near its melting point. The edges of the powder
72
fuse together leaving some voids. The process is called ‘sintering’. Simply contoured parts
including gaskets and o-rings are produced by this process.
PTFE is also extruded under high pressure using a heated ram rather than a screw. This allows
production of rods and hollow tubes up to 2-in. diameter.
Applications:
chemical storage tank liners, laboratory containers, pipe liners, valve and pump parts, gaskets,
chutes, fabric coatings, electrical wire insulation as in ovens and as thermocouple leads. Emulsion
and suspension polymerized beads of ~ 0.5 mm diameter are applied as suspensions in oil to form
nonstick coatings (the oil or solvent is removed by heating after application). Polymer beads or
powder is used as antifriction additives in lubricants and specialty waxes.
CTFE [poly(chlorotrifluoroethylene)]
CTFE is commonly sold under the trade name ‘Kel F’.
CCl3CCl3 + HF
CClF=CF2 + HCl -(CClF-CF2)n-
hexachloroethane
(free radical addition
via peroxide catalyst)
Replacing a single F with Cl, retains many of the properties of PTFE but allows conventional
processing (screw injection & extrusion).
CTFE (Tm = 218 C) is second only to PTFE in chemical resistance. It has low crystallinity (is
atactic) and thus has higher transparency.
Applications:
flexible printed circuits, electronic / computer terminal covers, tubing,
low molecular weight polymer is used as lubricating greases and oils
Other Fluoropolymers:
FEP: fluorinated ethylene propylene copolymer is the second largest production fluoropolymer
CF2 = CF2 + CF3CF = CF2 -(A-B-A-B-A-B)TFE
perfluoropropylene
alternating copolymer
Its applications are much the same as PTFE
PVF2: poly(vinylidene fluoride)
-(CH2-CF2)n-
PVF2 is the most efficient piezoelectric (generation of electricity on deformation) polymer.
It is widely used in microphones, burglar alarms, and fire detection devices.
Fluoroelastomers:
Many fluorine-based copolymers, which also contain some hydrogen, can be crosslinked to produce
elastomers. Peroxides can be used to abstract hydrogen atoms, leaving chain radicals to join in
carbon-carbon crosslinks. One example is FPM rubber, a copolymer of FEP and PVF2. It is sold
under the trade name ‘Viton’ and is used to manufacture a variety of thermal and chemical resistant
o-rings and seals, e.g., for high vacuum and cryogenic equipment.
73
PHENOL-FORMALDEHYDE POLYMERS
Phenol-formaldehyde condensation polymers, often referred to as ‘phenolic resins’, were the first true
synthetic polymers to gain commercial importance (recall that Leo Bakeland-1907 made ‘Bakelite’).
Cellulose nitrate was developed earlier [1868] but this is derived from a natural polymer.
You will recognize phenol-formaldehyde thermoset polymers as high-temperature resistant, stiff,
cooking pot handles.
Phenol-formaldehyde resins are normally prepared by two different methods.
1. Using a base catalyst and an excess of formaldehyde over phenol (ca. 1.2:1), the initially formed
product (called a resole) can be cured to a thermosetting polymer simply by heating, constituting a
one-component system.
2. Using an acid catalyst and an excess of phenol over formaldehyde, the initial product (called a
novolac), requires the addition of more formaldehyde to effect curing constituting a twocomponent system.
Mechanism of Resole formation: (‘One-step resin’)
In the presence of a hydroxide base, phenol (pKa = 9.9), a weak acid, is deprotonated forming a
resonance-stabilized phenoxide anion.
Nucleophilic addition of phenoxide to the electrophilic carbon in formaldehyde results in o- and psubstituted methylolphenols. Since phenoxide is reactive, in the presence of excess formaldehyde, diand tri-substitution is common.
[Although the oxygen atom in phenoxide, because of its greater electronegativity, has greater electron density, addition
does not occur at this site because the product, a hemiacetal, is unstable.]
74
The methylolphenols condense out water via SN2 on heating to give resoles, which are low MW,
water-soluble prepolymers.
OH
HOCH2
OH
CH2
CH2OH
CH2
OH
CH2OH
CH2
Resole
low MW prepolymer
CH2OH
CH2OH
OH
They are normally processed to the desired viscosity, then subsequently polymerized to a high MW
network polymer (called a resite) by further heating (and thus further condensation). For example,
plywood adhesives are prepared by mixing additives such as wood flour with the basic resole solution.
The mixture is spread on the surface of the wood veneers prior to placing them in a hot press. The
heat of the press causes crosslinking and drives off the water as steam.
Mechanism of Novolac Formation : (Two-step resin)
In the presence of acid catalyst, the carbonyl oxygen is protonated producing a very electrophilic
carbonyl carbon. Electrophilic aromatic substitution on the activated aromatic (phenol) occurs at the
o- and p-positions producing methylolphenols. Multiple substitution is common.
A low MW prepolymer (novolac) is formed when methylol groups interact to produce ether links via
acid catalyzed SN1 and/or SN2 reaction. These ether links later condense out formaldehyde when heat
cured (methylene bridges remain).
75
The novolac is also formed by acid catalyzed electrophilic aromatic substitution of benzylic
carbocations on phenol rings.
In order to cure the novolac to a high MW, crosslinked resite, more formaldehyde must be added.
Alternately, solid hexamethylenetetramine (‘hexa’) is added. During heat curing, hexa releases
formaldehyde and ammonia (providing alkaline OH- groups for crosslinking).
Commercial production of both resoles and novolacs involves 2 basic steps. The monomer and
catalyst are reacted in aqueous solution to a relatively low viscosity; then water is removed under
vacuum, and the solid product is ground to a powder. At this point, the polymer is relatively lowMW, soluble, and fusible. It is referred to as the A-stage. The A-stage is mixed with additives
(including hexamethylenetetramine in the case of novolac) and then heated to a higher MW B-stage
(still thermoplastic). The B-stage is applied to paper or wood before final heat curing to the
crosslinked C-stage in the final molding operation.
Properties of typical phenol-formaldehyde thermoset resins:
specific gravity ca. 1.4
tensile strength ca. 7000 psi (cf. HDPE @ 3000-6000 psi)
tensile modulus > 1,000,000 ! (very stiff) (cf. HDPE @ 200,000 psi)
max. Temp. use ca. 180 ºC and good dimensional stability
good dielectric strength (electrical insulator)
good chemical resistance - attacked by strong bases and oxidizers
water absorption ca. 0.6%
cost ca. 60¢/lb
Applications: usually via transfer molding processes
pot and cutlery handles
electrical switches and duplexes
adhesive for laminating plywood and grinding stones
used in lacquer and varnish formulations
automotive water pumps and intake manifolds (Engineering resin applications)
76
EPOXIES
Almost anyone who has tried to repair a broken household item made of glass, metal, or plastic is
familiar with 2-part epoxy adhesives (glues). By mixing equal amounts from tube A (resin) and tube
B (amine hardener), strong bonds can be obtained. Epoxy adhesives have outstanding adhesion to
many surfaces. Glass fiber reinforced epoxy resin (FRP) is used to construct boat hulls and some auto
bodies, notably the Chevrolet Corvette.
There are a wide variety of formulations but the basic reaction is similar in most. We will study the
epoxy which makes up > 85% of all formulations, i.e., DGEBPA (diglycidyl ether of bis-phenol A).
Formation of the thermoplastic prepolymer:
An aromatic diol, e.g., bisphenol A, is reacted with an epoxy monomer, e.g., epichlorohydrin in the
presence of a base, NaOH, to produce a viscous liquid low MW prepolymer resin (Part A).
1. The weakly acidic phenol is deprotonated by NaOH producing phenoxide anion, a good
nucleophile.
2. The phenoxide anion attacks the electrophilic epoxide carbon. The least hindered epoxide carbon
is preferentially attacked and the epoxide ring opens producing an alkoxide anion. Epoxide rings
are easily opened as they have considerable ring strain, i.e., 60º bond angles.
3. The epoxide ring reforms (one carbon over) as an intramolecular SN2 displacement of Cl_ occurs
when the alkoxide anion bonds with the electrophilic carbon in the terminal -CH2Cl group.
4. The newly formed terminal epoxide is opened by another phenoxide anion reforming the alkoxide
and the alkoxide is finally protonated (converted to an alcohol) by H2O. Alkoxides (pKb = -2) are
more reactive than phenoxides (pKb = 5) so the alkoxide is protonated by HOH producing OHwhich is reprotonated to HOH by reaction with more phenol. In effect a more stable, less energetic
group (phenoxide) is produced as a more reactive group (alkoxide) is destroyed (as is the case in
all spontaneous reactions).
5. Polymerization continues along the main chain. During the reaction, NaOH is consumed and
NaCl (brine) is produced. Since at least a 2-fold excess of epichlorohydrin is used, the prepolymer
is typically only 6 to 10 units long and has epichlorohydrin units at each end.
77
O
5.
CH2
CH3
CH
CH2
O
C
CH3
OH
OCH2CHCH2
O
C
O
CH2CH
CH2
CH3
CH3
n
Curing the prepolymer to thermoset with hardener:
The prepolymer is crosslinked (cured) by the addition of Part B (the hardener). In some cases, an
anhydride is used which reacts with the -OH groups forming esters and joining chains. More
commonly, a polyamine hardener is used, e.g., NH2-CH2CH2-NH-CH2CH2-NH2 (diethylenetriamine).
Each of the amine groups can react with terminal epoxy groups of the prepolymer to form a hard 3dimensional thermoset epoxy polymer.
The proper ratio of epoxy to hardener must be used. Both an excess or deficiency of hardener can
cause poorly developed crosslinking. Follow the manufacturer’s recommendations.
In addition to their objectionable amine odour, many amine hardeners cause severe skin irritation and
skin discoloration. Handle them appropriately.
Important properties of thermoset Glass Reinforced Epoxies (FRP epoxy):
specific gravity ca. 1.6 - 2.0
tensile strength ca. 10,000 - 20,000 psi.
tensile modulus ca. > 2,000,000 psi. (very stiff)
max use temp. ca. 200 ºC
water absorption ca. 0.02 - 0.4 %
cost ca. $1.00/lb
chemical resistance is good. (resists strong acids and bases and solvents)
high dielectric constant (good electrical insulating ability)
Applications of epoxies:
boat hulls and auto bodies (when glass fiber reinforced)
outstanding adhesion to many surfaces, i.e., excellent adhesives
protective coatings, e.g., epoxy paints
chemical tank liners for chemical industry
printed circuit boards for electronic components
78
Processing Polymers
Plastics can be molded into many different shapes.
Plastics are often shaped in molds. A mold is a reusable cavity into which plastic material is
deposited. Molds are usually made of 2 halves so that the mold can be opened when the plastic
has hardened (cured) and the part can be ejected.
DIAGRAM CLOSED MOLD USED WITH INJECTION MOLDING MACHINES
parting line of mold
flash = excess plastic squeezed
through the parting line
mold cavities
rear
platen
(movable)
front
platen
(fixed)
sprue = feed opening
to mold from
machine
front
platen
(fixed)
runner = circular channel
connecting sprue
to gates
flash
rear half of mold
(movable)
front half of mold
gate = opening to mold cavity
Some of the more common methods of converting plastic granules, powders and liquids into final
products are listed below:
a. Compression Molding and Transfer Molding: A measured quantity of a thermosetting resin
is placed in a mold, heated, and compressed to fill the mold
b. Injection Molding: Intricately-shaped parts are produced as liquid plastic is squeezed into a
closed mold (like plaster of Paris or like a cookie cutter). See diagram of closed mold, above.
c. Extrusion: Long continuous shapes, such as pipe and rod, are squeezed (‘extruded’) through
an open mold, called a ‘die’, like toothpaste that is squeezed out of a tube.
d. Blow Molding: The ends of a heated tube of plastic (called a parison) are pinched off in the
jaws of a mold. Compressed air forces the plastic to open and set in the shape the mold.
Plastic bottles are blow molded in this fashion.
e. Calendering: Softened thermoplastic material is squeezed between counter-rotating rollers to
produce plastic sheet and film.
79
Compression Molding
A measured quantity of thermosetting
resin is placed in a mold. The mold is
heated, pressure is applied and the molten
material completely fills the mold cavity.
The resin crosslinks and hardens. This
may take from 3 to 20 minutes. Once
cured, the part is ejected from the mold
and the process is repeated.
The resin that is placed in the mold may be
a powder, a liquid, a putty (‘bulk molding
compound’) or a solid (‘preform’).
Compression Molding
Transfer Molding
Transfer molding is very similar to compression molding, except that the resin is not fed directly
into the mold cavity, but into a separate chamber where it is heated under pressure until molten.
Then a plunger pushes the melted resin through runners and gates into the mold cavity.
Automobile distributor caps are commonly made by compression molding or transfer molding
phenolics.
Transfer Molding
PLUNGER
A: A preform is placed in the mold and heated
B: The plunger forces the melted resin through the runners into the mold cavity
C: After curing, the hardened thermoset is ejected from the mold.
80
Injection Molding
Injection molding is by far the most widely used process of forming plastics. It is primarily used
for thermoplastics. The basic process involves six steps:
1. The hopper is loaded with granular plastic
2. Granules are pushed through a heated barrel and the plastic until it becomes soft enough to
flow. The resin is forced forward by a ram or heated screw
3. The softened material is squeezed through a nozzle into a mold cavity.
4. When cool, the halves of the mold are separated.
5. The solid part is ejected from the mold.
6. Gates connecting the product to the runner system are removed.
mold
heated barrel
screw
granules
in hopper
nozzle
Injection Molding Machine
Injection molded parts can be intricate or
simple. Plastic cups, knives, forks,
electrical plate covers are just a few of
the thousands of a thermoplastic
products manufactured by injection
molding.
Injection Molded Parts
81
Extrusion
An extrusion machine is essentially the same as an
injection molding machine, with the exception that
the closed mold of an injection molding machine is
replaced with an open mold, called a ‘die’. Long and
continuous profiles, such as rod, tube and pipe are
made by extrusion molding.
In the diagram above, the extruded plastic is squeezed
into a film as it is compressed between rollers.
Sheets of plastic are formed when molten plastic is
extruded through a long narrow die. The extruded
film is then squeezed between water cooled rollers
(drums) that smooth and solidify the plastic into
sheets.
This extrusion die is 72 inches wide. When
attached to an extruder, the molten plastic is
formed as a thin sheet.
Extrusion coating (‘laminating’) is a
process in which paper or other
substrates are pressed together with an
extruded film, as shown.
Extrusion coating (‘laminating’) process. The
substrate and molten plastic are squeezed between
rollers, bonding the plastic film to the substrate.
82
In the diagram on the right, copper wire is pulled
through a plastic extruder and becomes plastic coated
in the process.
Extruder die for wire coating
Calendering
Another process used to produce film and
sheets of thermoplastic is calendering.
Thermoplastic granules are melted in a
long trough-like hopper and squeezed
through a series of rollers. Vinyl wall
coverings, linoleum floor coverings and
shower curtains are examples of products
made by calendaring.
83
Blow Molding
This extruder is fitted with a die that forms hollow tubes (parisons).
Bottles are made by blowing air into a thin tube of
extruded plastic. The extruded tube of film to be
blown is called a parison. The parison is placed in
a mold that has the shape of the bottle. The mold
pinches off one end and air is blown into the open
end. The air forces the soft plastic tube to inflate
until it fills the mold cavity.
The parison’s original shape is
shown inside its final shape
(a bottle)
A parison
A
A:
B:
C:
D:
C
B
D
A parison is placed in a mold.
the mold is closed pinching off the bottom of the parison
Air is blown into the parison to inflate it until it takes the shape of the mold.
The mold is opened and the blow molded bottle is ejected.
84
 0
0
advertisement

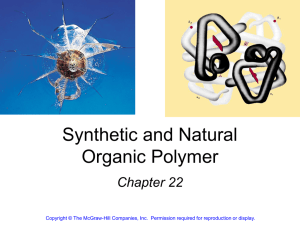

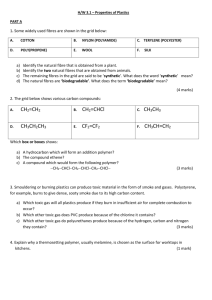

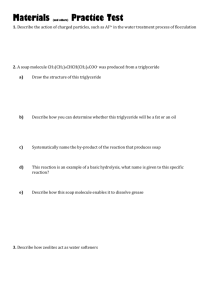


Download
advertisement
Add this document to collection(s)
You can add this document to your study collection(s)
Sign in Available only to authorized usersAdd this document to saved
You can add this document to your saved list
Sign in Available only to authorized users