SolarCellIntegration
advertisement

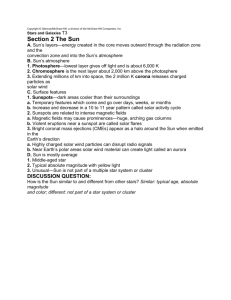
Integration (Component Name) HOKIESAT INTEGRATION OF (COMPONENT NAME GOES HERE) Document Authors: Brian Shepard- brshepa2@vt.edu Virginia Polytechnic Institute and State University Aerospace and Ocean Engineering 215 Randolph Hall Blacksburg, VA 24060 Last Updated: Document Number: Revision Number: Version #??? 05/08/02 7:40 AM (To be assigned by Ann, Jana or Scott) 2 Date (MM/DD/YY) 1/8 Integration (Component Name) Revision History Revision Description Author / Date 1 Brian S Initial fill-in Reviewer / Date Systems / Date 04/30/02 2 Revision Brian S 05/08/02 Version #??? Date (MM/DD/YY) 2/8 Integration (Component Name) Table of Contents List of Figures ..................................................................................................................... 4 List of Tables ...................................................................................................................... 4 List of Abbreviations .......................................................................................................... 5 Other Related Documentation............................................................................................. 5 1.0 Introduction ............................................................................................................... 6 1.1 Placement ............................................................................................................... 6 1.2 Connections ............................................................................................................ 7 2.0 Miscellaneous ............................................................................................................ 7 3.0 References ................................................................................................................. 8 4.0 Appendix ................................................................................................................... 8 Version #??? Date (MM/DD/YY) 3/8 Integration (Component Name) List of Figures (Use the table of figures option that Word has. If you do not know how to do this please email Scott and set up a time to figure out how to accomplish this task.) List of Tables (Use the technique as the List of Figures page) Version #??? Date (MM/DD/YY) 4/8 Integration (Component Name) List of Abbreviations NONE (Fill this table out with any abbreviations that you use in the document. Put the abbreviation in the left most column and then the definition in the right most column) Other Related Documentation Document Name Solar Cell Assembly Procedure Version #??? Document Number Document location Date (MM/DD/YY) 5/8 Integration (Component Name) 1.0 Introduction The solar cells must be integrated to the side panels of the satellite. They can not be drilled to or mechanically mounted to the structure. They must also be attached in such a way so they can withstand high g-loading’s. 1.1 Placement The placement of the solar cell strings does not effect the internal configuration of the satellite. If there are internal parts that come through the skin of a side panel, care was taken to avoid these areas. For exact placement of the solar cell strings see the design of solar panels documentation. Quite a few different silicone substances were looked at to use in the bonding process between the satellite and the solar cells. This study involved looking at the differences between the silicones used to bond the solar cells to the layer of Kapton. CV10-2568 was chosen to bond the solar cells to the skin of the side panels. This silicone was found a little later in the design. Nusil, who also manufactures the other silicones as well, manufactures this variety. The drawback of this silicone as it is related to the CV 2568 is that it is a rather complicated silicone to apply because of its two-part nature. The advantage of this silicone is that it has the desirable properties of CV 2568, but it is also heat cured. CV10-2568 was chosen because of the advantage that it has over the CV 2568 since it is heat cured. The CV10-2568 will produce the quality of bond that is required for our application with the solar cell arrays. Despite the increased complexity of its application, the advantages outweigh the drawbacks for this silicone. Version #??? Date (MM/DD/YY) 6/8 Integration (Component Name) CF1-135 was used as a primer for the kapton/skin interface. CV 2289 was the silicone used to mount the kapton to the skin. Once the kapton was set, the CV10-2568 silicone was used to affix the solar cells to the kapton. See the Solar Cell Assembly Procedure for a detailed step-by-step application of the above. 1.2 Connections TECSTAR recommended the use of 24-gauge wire for the solar cells. 22-gauge wire was used for all external connections of solar cell strings. This wire was provided by Utah State University. The military specification for the 24-gauge wire is the following: MIL-W-22759/44. This wire is fluoropolymer-insulated with cross-linked Ethylenetetrafluoroethylene copolymer (ETFE) and is silver coated copper. It is stranded wire containing roughly 36 strands within the wire. This spec was taken from the document MIL-W-22759/44A, which describes in great detail the proper wire for this application. This wiring will run from the end terminations through holes located upon the corresponding panel of the satellite. After passing inside of the satellite, these wires will run to a connector located on each panel that will serve to join the wire from the cells to the wires running into the power board. At the connector the grounds will be tied together as well as the positive pins for each individual panel.. 2.0 Miscellaneous It was necessary to have 1:1 mylar plots of each of the solar panels. These were used to get the most accurate dimensions possible when placing the solar cells on the side panels. Because the dimensions were so exact, these mylar plots allowed us to place the solar cells on the side panels, put the mylar plot over top of them, and move the cells so that they line up with the plots. Version #??? Date (MM/DD/YY) 7/8 Integration (Component Name) In addition to these plots, 70% area plots were created as well. These plots were made so that when applying the bonding material it was possible to put not too much and not too little an amount on each cell. The 70% was what TECSTAR instructed the USU students who visited them to do. These plots were made out of stainless steel down in the AOE shop. Each panel has a unique configuration, so each panel had its own mylar and stainless steel plots. 3.0 References (Reference info for any other documents or drawings you refer to in the text.) 4.0 Appendix (Include figures, tables, or other documentation not included in the rest of this document.) Version #??? Date (MM/DD/YY) 8/8