1. Integration of CAPP with other CA systems
advertisement

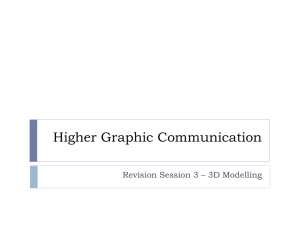
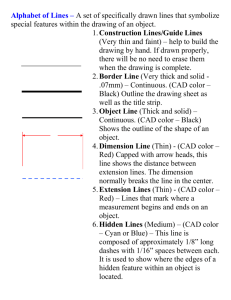
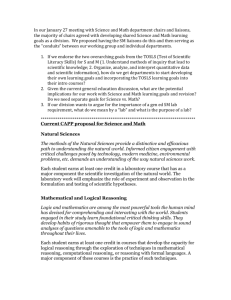
Integration of CAPP with other CA systems Ivan Kuric 1. INTEGRATION OF CAPP WITH OTHER CA SYSTEMS The flexibility and effects of a process planning system is increased with integrating neighbouring systems (design, quality, manufacturing, scheduling and control). 1.1 Integration of process planning and scheduling Process planning and scheduling have a close link. The process plan involves the time order of manufacturing operations and information of workplace of process operation realisation. The process plan is one of the significant input to the scheduling system. There are several research projects concerned with the problem of a new approach in industrial application. One of industrial problem is to originate a functional link between process planning and scheduling. The loading situation in a workshop is significantly determined by the selection of resources performed by process planning. Traditionally process planning only considers technological criteria and no logistical goals. To improve collaboration between process planning and scheduling, it is needful to have a close relation between parameters of process plan and the current situation in workshop. Following are three different approaches for the integration of process planning and workshop scheduling: dynamic process planning, Just-in-Time process planning, Non-linear process planning. 1.1.1 Dynamic Process Planning The manufacturing of product is not realised according to forward planned process operations. The process operation sequence considering this approach is not known for the whole process at the beginning of part producing. This approach does not determine the complete operation sequence and the corresponding resource allocation at the same time. After each of finished operation the actual workshop situation is recognised and the best next operation and suitable resource is determined to continue manufacturing of this piece. Some higher level planning has to be carried out to ensure that this process planning approach does not frequently generate dead ends. Dynamic process planning aims and supports full integration and concurrence between process planning and scheduling activities. Dynamic process planning provides flexibility for the process plan according the current state of the workshop. The approach avoids all unnecessary planning effort on unused alternatives. Disadvantages are that only local sub-optima can be achieved because only a very limited time horizon is considered at the time of decision making. 1.1.2 Just-in-Time Process Planning Just-In-Time is well known and an effective and popular method for product planning and control. Just-In-Time process planning is started just before the first manufacturing step. It is a very good alternative for re-using previous process plans or creating process plans weeks before manufacturing. The new planning approach takes the actual workshop situation into account for decision making about the resources used for manufacturing a part. This process planning approach is realised in the CAPP system PART, developed at the University of Twente in the Netherlands. The PART system is a commercial software system that is distributed by CONTROL DATA. The other commercial DTM-CAPP system, distributed by Somatech, contains similar planning features. Advantages of this approach are that a well balanced workshop load can be achieved and it is not required to plan alternative routes in detail that are not used later. The result of this process planning is a conventional linear process plan that can easily be exchanged with existing MRP or workshop control systems. Disadvantages of this approach are that a process planning session is started for a complex part with many operations, the actual workload is hardly predictable. If the load with is a mix of complex parts and simpler parts, it is not possible to achieve a planning optimum. Also the re-use of process planning information from previous manufacturing is not possible as the individual part may be manufactured each time in a different way. 1.1.3 Non-linear Process Planning A basis for the new approach is linear process planning which also includes manufacturing alternatives or possible changes in manufacturing sequence. Several alternative routings or sequences of operations are combined in a net structure. Netted process plans are called non-linear process plans. The required initial process planning effort is high. The non-linear process plan gives full flexibility to optimally load resources and also to re-allocate jobs in case of unforeseen disturbances. Non linear process planning approach is used in the FLEXPLAN and COMPLAN software system. 1.2 CAD/CAPP 1.2.1 System View on integration of CAD/CAPP systems A process plan as a result of the CAPP system is created according to prepared data from CAD system. As the process plan converts data of raw-stock into manufacturing instruction, the CAD and CAPP systems have direct information relationship. It is advisable to integrate CAD and CAD moduls in to one CAD/CAPP system with common bases. A data transfer between CAD and CAPP systems is one of the most complicated problems in the information integration of CA systems. The ideal solution for CAD and CAPP integration, is that both systems use the same internal representation of the data model. As CAD systems are different, they use a different representation of the data model. There are two approaches for the creating and processing of CAD data for CAPP systems: the first approach is based on a general CAD part model and from the recognition of separated part features. Design features are recognised from this model and saved as manufacturing features. The recognising interface must be developed. Design recognition is a very difficult and serious problem. the second approach comes from special created CAD systems, that are modelling the design and manufacturing features of a part (Feature based modelling). This is expanded modelling of the parts following predefined features. The feature has its own geometry and must be associated with attributes of the part. The features are geometrically independent. The designed part consists of design features (e.g. holes) and manufacturing features (e.g. thread surfaces). Feature part model includes geometrical, topological, technological and relational properties. There is specially designed feature modeller. The feature modeller consists of design and manufacturing features which are immediately recognizeable by the manufacturing planner and/or computer system. The advantage is that all features on the part are manufacturable. Feature based design is used in many generative CAPP systems. Feature based design is the most recent and promising technique regarding the interface with process planning. In the majority of cases, form futures are used and the manufacturing features are defined by interpreting and combining the design form features from the viewpoint of manufacture. 1.2.2 General CAD model of part INTERNAL CAD DATABASE AutoCAD DXF, IGES AutoLISP TRANSFORMATION CAD/CAPP MODUL PART CODED MODEL Geometrical, topological, technological, relational properties FEATURE LIBRARY FEATURE CAD Figure 1.A: Part coded model created in Cad system During creating the model, data related to the existing engineering part are loaded in the CAD system. All data are available in the internal CAD database. Some data are used for local phases of the graphics system, other data are necessary during the whole cycle of product creation. The information integration with other CA systems can be realised by a part coded model. Part coded model is generated by: the direct processing of the internal CAD database, the transformation of the standard digitized drawings (DXF, IGES), means of Feature base modeller. Model can be transferred by a so-called „neutral“ format - DXF (Drawing Exchange Format) and IGES (Initial Graphics Exchange Specification), that are used by most CA systems working on the PC basis. These formats are exported by means of CAD systems from the internal database. This way only some data needed for processing in CAPP system are extracted. The standard formats (e.g. DXF) include all drawing data needless for following processing. The problem of the standard format transformation can be solved in two ways. The first method is based on a developed graphic interface for extraction of the necessary data. Another significant mean is the utilising of the implemented program language of the graphic system. By means of the program language (e.g. AutoLisp) in a CAD system it is possible to create from internal CAD database the own file structure including only necessary data. The preferable way is the program language utilisation of the graphic system. The advantage consists in direct access to internal CAD database and access to all properties of drawing entities. Generated data - the part coded model is in a file structure desirable for processing in CAPP system. 1.2.3 Geometric reasoning For planning process a detailed and precise model of part is necessary. Engineering drawings are not only represented by geometry properties, they are also supplemented with drafting symbols (hatch, roughness symbol, etc.) and texts. The overall shape (geometry and surface properties) is very important for design of the process plan. Transformation of a graphics model (digitised drawing) of part into a model of the part which is useable in CAPP system is probably the most important and most difficult interface task in process planning. The overall shape of part must be identified from the lines and curves of the engineering drawing. When the overall shape is found it is necessary to identify the properties of separate surfaces. Transformation of a graphics design model of part into a manufacturing model is possible to decompose on following research area: identification (recognition) of overall shape, decomposition of overall shape, identification of surface properties, transformation into manufacturing model. This transformation task is called geometric reasoning, feature refinement or CAD interface. Normally a drawing is translated into process planning specific data by a human user. In automated process planning the problem of transformation model is a complicated and difficult task. Transformation of a graphics model (digitised drawing) of a part into a product model, which is advisable in CAPP system, is probably the most important and most difficult interface task in process planning. Feature based design is the most recent and promising technique regarding the interface with process planning. Data transformation or design inteface is executed in the following steps: 1. feature recognision - classifies and identifies the semantics of the feature, 2. model decomposition - separates the feature from a part model, 3. assigning of the geometrical, topological, technological and relational properties. CAD INTERNAL CAD DATABASE FEATURE RECOGNITION MODEL DECOMPOITION FEATURE ATTRIBUTES IDENTIFICATION MODEL TRANSFORMATION PART CODED MODEL CAPP Figure 1.B: Geometric reasoning – transformation of general CAD model b. c. 24 a. 20 Feature Nr. 1 Feature Nr. 2 Feature Nr. 3 Des cription Des cription Des cription DATA – Properties FEATURES Geometrical Topological Technological Relational Feature Nr.1 Feature Nr.2 ... Feature Nr.i Figure 1.C: Transformation of Drawing Model into Part Coded Model The modern approaches such as feature based design, geometric reasoning, CAD interface, knowledge based system and artificial intelligence seem to be a natural candidate for the application of transformation general CAD data to data suitable for processing in CAPP systems. 2. TRENDS CONNECTED WITH CAPP SYSTEMS Machining process planning consists of machining operations which are required to transform raw stock into a finished part. Conventional process planning is performed manually and depends on the knowledge, competence and experience of the process planner. Human reflection has the characteristic marks of reasoning, recognition of significant and inessential events, abstraction, parallel or complex consideration, intuition. There are also limitations of human reasoning – subjective approach, forgetting, small computing power. Computer support aids removal of these disadvantages. Existing programming tools for creating of computer systems limit computer aid. There are two views on computer aid for engineering activities: hardware and software standpoint. Computer hardware power determines computational power, data processing rate, data transfer rate, possibility of image graphics, amount of saved data, retrieval speed. Software limits the processing and processing methods. Previous software equipment and programming tools were unable to perform advanced methods such as knowledge processing, pattern recognition. Activity – task – parameter Human Computer Data processing Parallel Linear Processing speed Small High Data retrieval speed Small High Reasoning Complex Individual Computational power Sufficient Enormous Abstractive reasoning Yes No Forgetting Yes No Recognition of significant and Yes inessential events No Intuition Yes No Subjective aspect Yes No Learning, self-education Yes Partially The first point at starting CAPP was help in report generation, storage and retrieval. It was a computer assisted system. Today there is request to build an expert system supplanting human planner activities and allowing to emulate the capabilities of an experienced planner. Current computer aided systems are based on modern respects of knowledge, heuristics, feature modelling and artificial intelligence. Generally it is possible to follow three main trends in CA system: integration, flexibility and intelligence. The computer aided systems such as CAD, CAPP, CAM, CAQ, PPS with information and material flux and relations constitute computer integrated manufacturing (CIM). CAPP is an important link between CAD and CAM and often is the heart of an integrated system in the engineering industry. Therefore the data integration and data transportability is a very important property of CAPP systems. Flexibility of CAPP system determines the ability to quickly fit and quickly respond to client requirements. Intelligence of software represents a higher level CAPP of adjustment to human reasoning. Intelligence of CAPP systems is above all in: knowledge and manipulation with them, modelling of product and process plan, methodology of process planning, data interface between CAD a CAPP. 2.1 Expert systems and artificial intelligence The major activities of process planning are based on logic and knowledge. The process planner makes decisions during various steps of planning. The planner often applies heuristic solving methods, knowledge, experience and intuition. Many years of practice and knowledge of researched area are often of the most importance in the decision process. An important tool in the development of CAPP systems are developments in artificial intelligence and expert systems (ES). The artificial intelligence technique is used for automated interpretation of the part and for process planning activities. The CAPP expert system is a tool which has the capability to understand problem specific knowledge of planning and use the domain knowledge to suggest an alternative path of process planning action. A very important task in advanced CAPP systems is the representation of knowledge. There are several known schemes and techniques (production rules, predicate logic, semantic nets and frames). Production rules are one of the most commonly used knowledge representation schemes. Much of the CAPP software is developed on the basis of the object oriented programming (OOP) method. OOP is an artificial intelligence paradigm which provides a data structure for symbolic manipulation of conceptual information. Characteristic of OOP is heredity of object properties. It is also an aspect of human reasoning. The knowledge and expert systems present a new manner for the computer application. They originated as a practical result of exercising the knowledge and experiences from the artificial intelligence area. The principles of expert systems are based on human experiences. The expert systems are based on the idea of acceptance of the knowledge from experts including the heuristic method too. Supposition for problem solved by the expert systems is resolution executable with consideration. The expert systems simulates the solving procedures carried out by human. The expert systems is used for problems solved with unknown deterministic resolving methods. Acquisition of the expert systems is implementation heuristic process on computer and use expert knowledge by non expert too. The knowledge assumed from expert are encoded by advisable concept and saved in the knowledge base. The aim of knowledge base systems and expert systems is to accomplish decision making on the same as a human expert. 2.2 Learning, self-education CAPP system One of the developing modern approaches is the implementation of human learning capabilities in CAPP systems. The designed process planning system - hybrid system uses two approaches for planning - generative and variant. The basic approach is generative. The developed generative-variant hybrid system is based on feature modelling. For describing the part a GT code is applied. Individual process operations are generated for each feature of the part. Selection and determination of process operations is realised on basis of logical and heuristic approach. The variant approach of CAPP system is used in the module of process operation selection. For concrete GT code is recommended process operation from manufacturing knowledge base. The process planner according to his experience can select some process operation from his knowledge base. The selected process operation with the corresponding GT code is subsequently stored in knowledge base. In this manner the CAPP system has learning capability. CAD ..... Machine, Tool, Fixture Base Elementary Operation EO generation Manufacturable Knowledge Base Selection of Elementary Operation EO Advisable Elementary Operation EO variant approach Manufacturable Knowledge Base The Most Applied EO Choice EO + GT Code Learning GT Code Base of the Most Applied Elementary Operations ..... PROCESS PLA N Generative Variant Hybrid System Figure 2.A: Section of generative variant hybrid CAPP system 2.3 Trends in CAPP The first computer application of process planning was to find the optimum cutting conditions and report generation as well as documentation retrieval. After the variant approach follows the generative one. Although the introduction of artificial intelligence and expert systems improved the interest in planning problem and the capabilities of the systems, the result are still far from desirable. A majority of CAPP systems are still computer aided instead of computer automated. In spite of this comment there are problems that are resolved in an automated way (geometric reasoning, selection of machine equipment and optimisation of process operation sequencing, etc). From reviewing the literature, projects and research, the followings trends are emerged: feature based design and process planning, design and process planning interface, knowledge based process planning functions, product and process modelling, information technologies, concurrent/simultaneous engineering, future based process planning, geometric reasoning, CAD interface, utilising of artificial intelligence, expert systems neural networks, fuzzy logic, object oriented programming and genetic algorithms, holonic approach to CAPP, integration with other information and enterprise systems. Research in concurrent and simultaneous engineering is the most promising current trend towards an integrated development of products and processes. There is a close relationship between process planning, modelling and tools for concurrent engineering, such as design for manufacturing (DFM) and design for assembly (DFA). Further development is needed in tolerancing techniques and fixture planning methods. A major success of the geometric modelling and process planning, with respect to feature based modelling, is in CAD/CAM systems. Process planning research is an extremely varied subject area. Currently there are some well developed applications. New process planning research will be placed in the concurrent engineering context and will be closely linked with the developments in engineering design and production control. The automatization process planning is not a simple matter. A single algorithm can not model the complexity of the thinking process of an experienced human planner. The modern approaches of feature based system, geometric reasoning, CAD interface, knowledge based system and artificial intelligence seem to be natural candidates for the application. New approaches in CAPP are in the following area: information technology methods, e.g. neural network, OOP, genetic programming, etc., methodology of CAPP, e.g. expert planning methodology, parametrizing of process plan, etc.