Chapter 1 SOURCES OF WATER AND IMPURITIES The sources of
advertisement

1
Chapter 1
SOURCES OF WATER AND IMPURITIES
The sources of water for any industry are ponds, river, well, ground water and sea. Water
available from any source contains some level of impurities and should not be used
directly into industry. If we analyze water cycle, we can understand how impurities are
introduced into water. Water from the earth, river, sea and other reservoirs evaporate and
become moisture in the atmosphere. Mostly it is free from impurities. Now as it
condenses and become due, rain, snow or hailstone, these forms of water have to travel
from atmosphere. During this contact with atmosphere, they caches dust, gases (carbon
dioxide, sulfur dioxide, nitrogen and similar polluting gases.), and ammonium salts, and
become polluted. As water fails on the ground impurities like soil, bio-logical waste and
other salts introduced into water. Common of list of impurities in water sources include:
solids, gases, oil particles, chemicals & ions, mineral-salts, bacteria and other microbodies [16] [17] [18].
Some of the properties of water must be known before it is utilized for industrial purpose.
Consequences of water without specific properties are described in later section. Color of
the water shows presence of any organic impurities in water. Hard water contains higher
amount of dissolved minerals. Generally, hardness of water is defined as soap forming
ability in water. In case of drinking water, it does not given much importance but, for
industrial use it is critical information. In industrial point of view it describes calcium
2
and magnesium ions contents in the water. These ions can react with other ions and make
insoluble scum. Additionally, ions of metals like iron, manganese, aluminum, barium etc.
can react in similar way and contribute towards hardness of the water. Alkalinity is
measure of metal carbonates, bi-carbonates and hydroxides. Dissolved solid contents are
one of very crucial information and it can actually determine whether water can be used
as boiler feed water. It also affects the quality of steam produced in the boiler. Higher the
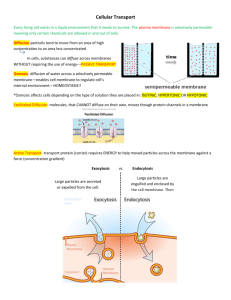
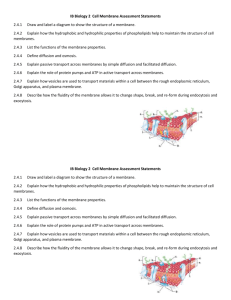
degree of carry over, more steam contamination. Figure1 shows results from an
experiment which was illustrated by Hamer, Jacksom and Thurston in their book, was
made on a boiler to measure effect of dissolved solids [17].
conductivity of de-gassed condensed
steam
microohm / cm
7
6
5
4
3
2
1
0
2000
2500
3000
3500
4000
4500
5000
5500
6000
6500
Graph 1
DS in boiler water ppm
Graph 1 Experimental Result to Decide Limit for Dissolved Solids in Water [2]
3
The limiting value must be calibrated for safe and efficient operation of boiler. The
limiting value for allowed dissolved solids in water depends on boiled design and other
specification related to boiler system [16] [17].
1.1 Effects of Impurities
In power plants, water is used to generate steam, which drives turbine to produce
electricity. Impurities in water can affect the efficiency, compatibility and functionality of
the whole control system. Micro organisms grow faster in humid environment. Even
small amount of them can disturb the control system and decrease its efficiency. Algae
and Fungi can block the tubes; solid waste can plug into parts process vessels and make
them useless. Deposition of minerals and salts can eventually plug the pipes. Dissolved
gases can change pH (can make water acidic) and increase corrosion speed. Higher
amount of dissolved solids can increase rater of carry over and contaminate steam.
Contaminated steam degrades boiler, super heater, turbine and cooling system. There are
several industrial accidents which were caused by adverse impurities, resulted in
casualties, destruction and economical loss [16][17][18].
4
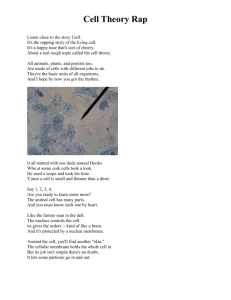
Figure1 Corrosion due to
presence of oxygen [16].
Figure 2 Reduced flow channel
due to deposits [16].
Engineering and technical staff of BETZ laboratories have tasted natural water and listed
common impurities in water, their effects and possible solutions and prepared the
table1[16].
5
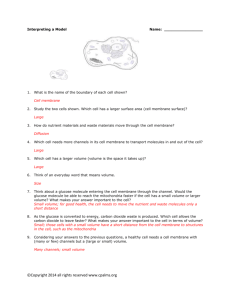
Figure 3 Destruction After Boiler Explosion [16].
6
Constituent
Chemical
Difficulties Caused
Means of treatment
None-
Imparts unsightly
Coagulation, settling
expressed in
appearance to water.
And filtration.
analysis as
Deposits in water lines,
units.
process equipment, etc.
Formula
Turbidity
Interferes with most
process uses.
Color
None-
May cause foaming in
Coagulation and
expressed in
boilers. Can stain product
filtration.
analysis as
in process use.
Chlorination,
units.
Adsorption by
activated carbon
Hardness
Calcium and
Chief source of scale in
Softening.
magnesium
heat exchange equipment,
Demineralization.
salts
boilers, pipes, etc. Forms
Internal boiler water
expressed as
curds with soap. interferes
treatment. Surface-
CaCO3
with dyeing, etc.
active agents.
7
Alkalinity
Bicarbonate
Foaming and carryover of
Lime and lime-soda
(HCO3).
solids with steam.
softening. Acid
carbonate
Embrittlement of boiler
treatment. Hydrogen
(CO3), and
steel. Bicarbonate and
zeolite softening.
hydrate(OH)
carbonate produce CO, in
Demineralization.
expressed as
steam, a source of
De-alkalization by
CaCO3
corrosion in condensate
anion exchange.
lines
Free
H4SO4, HCI,
Mineral
etc. expressed
acid
as CaCO3
Carbon
CO2
Corrosion
Neutralization with
alkalies
Corrosion
Dioxide
Aeration, De-aeration
and Neutralization
with alkalies
pH
concentration
pH depends on acidic or
pH can be increased
of H+ Ion,
alka-line solids in water.
by alkalies and
Most natural waters have a
decreased by acids.
pH= Log
1
H+
pH of 6.0-8.0.
Sulfate
SO4--
Increase solid contents in
Demineralization
water
Chloride
CI-
Adds to solids content and
Demineralization
8
increases corrosive
character of water.
Nitrate
(NO3-)
Usually significant
Demineralization
industrially. High
concentrations cause
methemoglobinemia in
infants. Useful for control
of boiler metal
embrittlement.
Fluoride
F-
Cause of mottled enamel in
Adsorption with
teeth. Also used for control
magnesium
of dental decay. Not
hydroxide, calcium
usually significant
phosphate, or bone
industrially.
black. Alum
coagulation.
Silica
SiO2
Scaling in boilers &
Hot process removal
cooling water systems,
with
source of Turbine blade
Magnesium salts.
deposits.
Adsorption by highly
basic anion exchange
resins, in conjunction
9
with demineralization
Iron
Fe ++ (ferrous)
Discolors water on
Aeration.
Fe+++ (ferric)
precipitation. Source of
Coagulation and
deposits in water lines,
filtration. Lime
boilers, etc. Interferes with
softening. Cation
dyeing, tanning, and
Exchange. Contact
papermaking.
filtration. Surfaceactive agents for iron
retention.
Manganese
Mn++
Same as iron.
Same as iron.
Oxygen
O2
Corrosion of water lines,
Deaeration. Sodium
heat exchange equipment,
sulfite.
boilers, return lines, etc.
Cause of "rotten egg" odor.
Corrosion inhibitors.
Aeration.
Corrosion.
Chlorination. Highly
Corrosion of copper and
zinc alloys by formation of
basic anion
Cation exchange with
exchange.
hydrogen zeolite.
complex soluble ion.
Chlorination.
Hydrogen
H2S
sulfide
Ammonia
NH3
10
Dissolved
"Dissolved Solids" is
Various softening
solids
measure of total amount of
process, such as lime
dissolved matter,
softening and cation
determined by evaporation.
exchange by
High concentrations of
hydrogen zeolite, will
dissolved solids are
reduce dissolved
Subsidence.
solids. DemmFiltration, usually
eralization
preceded by
Suspended
"Suspended Solids" is the
objectionable because of
solids
measure of un-dissolved
process interference and as
matter, determined
a cause of foaming in
gravimetrically Suspended
boilers.
coagulation and
solids cause deposits in
settling.
heat exchange equipment,
boilers, water lines, etc.
Table 1 Water Impurities, Issues and Solution [16] [18].
11
Chapter 2
TYPES OF WATER PURIFICATION
2.1 Filtration
Here series of filters are used and water is passed through these filters. These filters
consist of tank, filter media and flow controller such as pumps. By doing so solid
particles will get removed. There are various types of filter technique used. Some of them
are discussed below:-
2.2 Sand Filtration
Here we use sand as a filtration medium. This technique is very simple, frequently used
and very robust method. In this technique we can remove solids suspended particles from
water. Here sand bed is created and water is passed through this bed, the suspended solids
precipitate in sand and pure water will come out of sand. Still some minute solid particles
will pass through this filter; also water purified from this system is not so pure, it contains
other kinds of impurity and this water is not suitable as Electro dialysis feed water. So we
need second stage of filtration [19].
2.3 Cross Flow Filtration
This technique is used for removal of salts and dissolved particles which are very small.
Here special filter called membrane filter is used. Here feed water is passed through
membrane filter. The impurity particles can not pass through membrane. So we get pure
12
water on other side of membrane and impurity on the other side. There are several
different membrane filtration techniques; selection of these techniques depends on raw
water impurity that is to be removed and particle size. Various techniques are micro
filtration, ultra filtration, nano filtration and Reversed Osmosis (RO). Few membrane
filtration techniques are discussed below [19].
2.4 Micro Filtration
This technique is used to remove suspended solids, bacteria and different types of other
impurities. This is a membrane separation technique in which very fine particles or other
suspended matters, with a particle size in the range of 0.1 to 10 microns, are separated
from a liquid [19].
2.5 Ultra Filtration
In this technique minute impurities such as salts or protein are removed. Here particle
size of the range of 0.005 to 0.1 microns is separated from water. Ultra filtration
technique can remove particles of size 0.0025 to 0.1 microns. Here operating principle is
same as that of microfiltration only difference is in pore size of membrane [25].
13
2.6 Nano Filtration
This is same as Micro and Ultra filtration process, only difference is pore size of
membrane. This technique is used when we have virus and pesticides as impurity in
water. Here we can remove particle of size 0.0001 to 0.005 microns [19].
2.7 Reverse Osmosis
Reverse Osmosis, or RO, is the best available membrane separation technique. Here we
can separate particles of the range 0.001 microns. It can remove metal ions and aqueous
salts. The only disadvantage is operating cost, which is a way high then other membrane
filtration technique [19].
2.8 UV Radiation
In this technique water is passed through Ultra Violet radioactive rays in presence of
sunlight. This technique is basically for killing bacteria and fungi in water. If we use UV
radiation in a controlled way then this natural disinfection process can be utilized most
effectively [19].
14
2.9 Distillation
In this technique we use a principle of water vaporization. Here water is heated until it
gets vaporized and then that vapor is collected and cooled down in condenser. Most of
the contaminants do not vaporize. So when vapor gets cool down we can get purified
water. Though this technique is very effective it is not practically possible. The
drawbacks are it takes a lot of time to purify water and operating cost is too high because
of the use of heater and condenser [19].
2.10 pH Adjustment
pH value is a scale to decide whether water is acidic or basic. Here 7 is neutral value on
the scale of 0 to 14. Where 0 to 7 represents water is acidic and 7 to 14 represents water
is basic. pH value of water is adjusted to avoid corrosion of pipes and to prevent
dissolution of lead into water supplies. The pH is brought up or down through addition of
hydrogen chloride, in case of a basic liquid, or natrium hydroxide, in case of an acidic
liquid. The pH will be converted to approximately 7 to 7.5, after addition of certain
concentrations of these substances [19].
15
2.11 Electrodialysis
In this technique special membranes and electrical current is used. The basic principle is
based on separation of ions based on their charge. There are two types of Membranes,
Membranes that permeate cat ions and membranes that permeate anions. These
Membranes are placed alternatively and electrodes are placed on each side of the
membranes. In our project we are going to use Electro dialysis process because it
consumes very low power, it is environment friendly, non chemical in nature and cost
wise economical [25].
In our system we are planning to use Electro Dialysis as our main water purification
system. The reason behind this is almost no use of chemicals, low operating cost, less
maintenance. But there are some requirements of feed water supplied to this system and
they are as follow.
Electro dialysis can remove only charged particles and there are some particles which
do not carry any charge that cannot be removed from Electro dialysis.
Any solid particles greater than 10um can create fouling .
pH range of feed water should be from 2 to 11.
Large organic anions, colloids and manganese oxides can change behavior of Electro
dialysis process.
16
Name of process
Driving force
Separation size
range
Microfiltration
Pressure gradient
10- 0.1 um
Ultrafiltration
Pressure gradient
<0.1um – 5nm
Nanofiltration
Pressure gradient
~1 nm
Reverse osmosis
Pressure gradient
<1nm
Examples of
materials separated
Small particles,
large colloids,
microbial cells
Emulsions,
Colloids,
macromolecules,
proteins
Dissolved salts,
organics
Dissolved salts,
small organics
Electric field
Dissolved salts
gradient
< 5nm
Electro Dialysis
Treatment of renal
Concentration
<5nm
failure
gradient
Table 2 Classification of Membrane Separation Processes for Water Purification [25].
Feed water has to be free from all these impurities. There are several pre treatment
techniques to remove such kind of impurities, they are as follow.
Sand Filtration and Micro Filtration
pH Adjustment
Flocculation
Active carbon filtration
17
2.12 Sand filtration
As we have discussed earlier sand filtration is robust filtration technique. It is basically
divided into two categories.
1) Slow sand filtration
2) Rapid sand filtration
2.13 Slow sand filter
Slow sand filters are used in water purification for purifying raw water. They are used to
treat surface water and usually in rectangular or cylindrical in shape. It is generally 1 to 2
meter deep. The water loading rate depends on length and breadth of tank. The efficiency
of this type of filter is based on three parameters they are particle size distribution of
sand, ratio of surface area of filter to the depth of filter and flow rate of water. The chart
below shows volume of water filtered in a 24 hour period by filters of varying size
surface area. From this chart we can say that as the surface area increases flow rate
increases [23].
When we compare with other purification system purification rate is very low and it
depends on type of impurity present in raw water. Also cleaning cycle period varies
depending upon impurity. Advantages of this technique are Low power consumption,
Low maintenance, Easy to install, when compared with other purification system cost of
building and running is low.
18
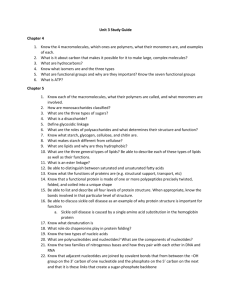
Figure 4 shows construction of slow sand filter system. This is very simple system. It has
one tank which consists of filter bed made up of sand. Raw water is fed from top of tank
and it is filtered in sand filter. Filtered water is collected from the bottom of tank and the
whole process is controlled with the help of control valve [23].
Figure 4 Construction of Slow Sand Filter [23].
M2
surface
area
0.75
Flow
rate
Flow
rate
100
M2
surface
area
4.0
Flow
rate
1200
M2
surface
area
7.75
Flow
rate
7200
M2
surface
area
12.5
1.25
200
4.75
2400
8.5
4800
14
48000
1.75
300
5.50
3600
9.25
9600
15
72000
2.50
600
6.25
2400
10
14400
3.25
1000
7.0
4800
10.75
12000
24000
Table 3 Volume of Water Filtered in a 24 Hour Period by Filters of Varying Size Surface
Area [23].
19
2.14 Rapid Sand Filter
This technique uses Flocculation. Here we use chemicals such as iron or aluminium salts
for water purification. These types of filters are usually made from coarse sand. These
flocs and water flows through sand under natural gravity pressure or pumped pressure
depending upon type of purity required. The impurity is trapped in sand bed. Figure
below shows simplified block diagram of whole system and photos of actual
experimental setup (a) General view (b) Front view [24].
Figure 5 Basic Block Diagram of Rapid Sand Filter [24].
Advantages of this system are it requires relatively small area; operation is very less
dependent of type of impurity and much higher flow rate, about 150 to 200 million
gallons of water per acre per day. Disadvantages are higher maintenance as compare to
slow sand filters, higher investment [24].
20
In this project water flow rate depends on requirement of Electro dialysis process and as
far as our research we think that slow sand filter is enough. Also cost is important factor.
If we consider purity of water then it’s ok if we go for slow sand filters because we don’t
need high purification rate.
Figure 6 Actual Experimental Setup General View [24].
21
Figure 7 Actual Experimental Setup Front View [24].
So our conclusion is we are in favor of slow sand filter as a first stage of water filtration
process to remove large solid particles.
The water filtered from slow sand filter is not as pure as requirement of Electro dialysis
process. So we have decided to use another stage of filtration process which is more
efficient. In this stage we are going to use one of the techniques of cross flow filtration
that is discussed below.
22
2.15 Micro Filtration
Micro Filtration is very simple technique for water purification. Following figure
describes operation of microfiltration. This is cross section of rectangular or
tubular membrane. The water coming from sand filter will be passed through
these membranes with velocity of 1-8 m/s. This force will be parallel to the
membrane and pressure difference will be 0.1 – 0.5 MN/m2. Now impurity
particle will not pass through membrane and only pure water having impurity 10
um to 0.1 um will be available. All impurities will be collected in more
concentrated form at exit of module [25].
Figure 8 Cross Flow Microfiltration Technique [25].
23
2.16 Membrane Filters for Water Purification
Membrane technology is gaining importance in past 10 years. The basic principle is very
simple, Membrane acts like a barrier and it won’t allow specific particles during filtrating
process. Still some particles passes through Membrane which are smaller in size as
compare to pores of membrane. The main advantage of membrane technology is it works
without the addition of chemicals which makes it environment friendly, with a relatively
low energy use [20].
There are basically four different processes in Membrane filtration. They are divided into
two parts. One is Micro and Ultra filtrations, on the other end Nano filtration and Reverse
Osmosis (RO or hyper filtration). These categories are made based on the type of
impurity they remove. When membrane filtration is used for the removal of larger
particles, micro filtration and ultra filtration are used. The reason is pore size of the
membrane is bigger which gives higher productivity [20].
On the other end Nano filtration and Reverse Osmosis are used when salts need to be
removed from water. Here operating principle is little bit different then Micro and Ultra
filtration techniques. Here productivity is very low while the pressure that is required to
perform nano filtration and Reverse Osmosis is much higher than the pressure required
for micro and ultra filtration [20].
24
There is one more terminology in membrane filtration process which is called membrane
fouling. We will discuss this term in following topics. The types and amounts of fouling
are dependent on many different factors, such as feed water quality, membrane type,
membrane materials and process design and control [20].
Membrane systems are made densely to provide large membrane surface in smallest
volume. They are never used as one plate; in doing so it increases cost. Also choice of
membrane depends on lots of factors such as types of impurity present in water, cost of
operation and installation, risks of plugging of membranes, packaging density and
cleaning opportunities [20].
2.17 Classification of Membrane
Membranes are classified according to different criteria such as
1) Classification based on Separation Mechanism.
2) Classification based on Morphology.
3) Classification based on Geometry [22].
25
2.18 Classification Based on Separation Mechanism
If we classify on basis of separation mechanism, there are three main types under this
classification.
A) Porous membrane
B) Non porous membrane
C) Electrically charged membrane [22]
2.19 Porous/ Non Porous Membranes
Porous Membrane is made of fixed pores. There are three types of pores.
Macropores are larger than 50nm.
Mesopores are from 2 to 50 nm
Micropores are smaller than 2nm
Micro filtration, nano filtration and ultra filtration uses porous membrane. So we can say
that Micro Filtration uses macropores and nano filtration uses micropores [22].
Figure 9 Schematic representation of isotropic porous membranes: (a)
macropores>50nm; (b) mesopores >50nm ; (c) micropores <2nm [22].
26
2.20 Ion Exchange Membrane
These types of membranes are divided into anion exchange membrane and cat ion
exchange membrane. This division is based on the charge applied to them. These are
nonporous membrane. It consists of highly swollen gels that contain Ionic charge. A
membrane with positive charge is called anion-exchange membrane and membrane with
negative charge is called cat ion exchange membrane [22].
2.21 Classification Based on Morphology
For pressure driven and permeation membrane operations, the flux of permeate is
inversely proportional to the thickness of membrane. There is one type called anisotropic
membrane which is widely used in industry. The structure of these types of membrane is
divided into two parts, one is very thin top layer called skin and other is thicker and more
porous supporting sub layer. The thickness of skin layer is almost 1 percent of that of
supporting sub layer. The overall flux and selectivity depends only on the structure of the
skin on the other hand supporting sub layer is only for mechanical support. Membranes
of these designs are normally produced on a porous substrate material [22].
2.22 Composite Membranes
These are anisotropic membranes. Here the top layer and sub layer are made from
different materials. Each layer is independent and can be optimized independently.
Generally, the porous layer is an asymmetric membrane. [22]
27
Figure 10 Schematic Drawing of Asymmetric Membrane [22].
Figure 11 Schematic Drawing of Composite Membrane [22].
2.23 Classification Based on Geometry
Here membranes can be divided into two geometries flat and cylindrical.
There are two types of cylindrical membrane.
Tubular membranes.
Hollow fiber membranes
Tubular membrane has internal diameter larger then 3mm while Hollow fiber membranes
has internal diameter smaller then 3mm and external diameter of 80 to 500um. With
larger diameter, they are used in ultra filtration and micro filtration; they are also called
as capillary membranes [22].
28
2.24 Membrane Cleaning
As we discussed earlier about the term called membrane fouling. There are a number of
cleaning techniques used for the removal of membrane fouling. Some of them are
forward flushing, backward flushing, air flushing and chemical cleaning.
2.25 Forward Flushing
Here feed water is applied in forward direction. The only difference is feed water flows
more rapidly then compare to normal flow. Because of this turbulence, particles that are
absorbed to the membrane are released. This technique has one major drawback, the
particles that are absorbed to membrane pores are not released. These particles can be
removed by backward flushing. Here very high turbulence is created which removes
constructed layer of contaminants [29].
Figure 12 Forward Flush Cleaning Technique [29].
29
2.26 Backward Flushing
As name says backward flush means feed water is passed in reverse direction to the flow
of water. Here we apply double pressure as compare to that during normal production
hours. Impurity is collected at the feed water side of the system under pressure.
Sometimes impurity is so deep that backward flushing is not sufficient. In this case we
can go for Chemical cleaning process [29].
Figure 13 shows schematic of backward flush. Here pressure is almost 2.5 times more
than the production pressure. When backward flush is given the pores of a membrane are
flushed inside out. A problem in backward flush is a decrease in recovery of the process.
Because of this, a backward flush must take the smallest possible amount of time.
However, the flush must be maintained long enough to fully flush the membrane. [29].
Figure 13 Backward Flush Cleaning Technique [29].
30
2.27 Air Flush
As name suggest here we use Air as a cleaning medium. Here Air is used with water to
clean membrane. The use of Air with water creates Air bubble and which will generate
high turbulence. Air flush concept was developed by Nuon in cooperation with DHV and
X-flow. The only advantage of air flush over forward flush is it needs low pressure
during cleaning [29].
Figure 14 Air Flush Cleaning Technique [29].
31
2.28 Chemical Cleaning
As name suggest in this technique we use different chemicals to clean membrane. Here
membranes are soaked in chemical for good amount of time which dissolves impurities in
the pores of membrane. The various chemicals used are chlorine bleach, hydrochloric
acid or hydrogen peroxide depending upon the type of impurity present in water. After
soaking is over rinsing is carried out to remove chemical on the surface of membrane and
forward flush or backward flush is used for this operation [29].
After using all techniques still membrane is not clean then we can combine two or more
techniques to get better results. For example, we can use a backward flush for the
removal of pore fouling, followed by a forward flush or air flush. The cleaning method
that is used is dependent on many factors. In practice, the most suitable methods are
determined by trial and error (practice tests).
Membrane cleaning experiment was carried out in Northeastern Agriculture University,
China by Shuyan Ma, Jing Li, Xinran Peng, Zhao Jiang, Zhuo Diao, Ying Zhang. They
used different cleaning mechanism for membrane cleaning. This experiment was divided
into two categories, Membrane of short term experiment and membrane of long term
experiment. Figure below shows graphical representation of membrane cleaning effect in
both cases after doing different kind of treatment [21].
32
Figure 15 Membrane Cleaning Effect of Short Term Experiment [21].
33
Figure 16 Membrane Cleaning Effect of Long Term Experiment [21].
As we can see from the figure above the short term experiment was carried out when
membrane was used for 22 days. Initial flux was 124ml/min. After 22 days when
membrane was take out from process it was found that there is a formation of bio
membrane on membrane surface. Then membrane was cleaned with cold water and flux
was 26ml/min. Then different processes were carried out on membrane to recover
membrane flux. Finally after all processes the flux is restored to 99.4% [21].
34
In long term experiment membrane was kept in use for 210 days. After that flux of
membrane was 12mL/min and initial flux was 138mL/min. Different cleaning operations
were carried out for cleaning that membrane which is as shown in figure. After doing all
that cleaning the flux of 97mL/min, only 70.3% of original flux was recovered. In this
case it is difficult to restore high flux even with the use of chemical cleaning. The reason
is some inorganic pollutants difficult to be cleaned up had deposited in the holes of the
membrane [21].
From this experiment our suggestion is if water is less impure then it is better to use long
term cleaning process and if it has more impurity then it’s better to go for long term
cleaning process. The reason is if water is less impure then there are less chances of bio
membrane formation in surface of membrane and we can save cleaning cycle cost and
time. On the other hand if water is more impure then we have to go for short term
cleaning process. In this way we can extend membrane life though we have to
compromise on cleaning cycle cost and time.
2.29 General membrane equation
Usually it is not possible to describe behavior of membrane in any equation form.
Because the behavior of membrane totally depends on types of impurity present in water
to be purified, type of cleaning mechanism, types of filters stages used before membrane
filter. However the equation below states the important factors responsible in determining
membrane permeation rate. It is as follows:
35
J= (1440 * Q) / Am …………. (1)
Where J = Membrane Flux (gallons/ft2/day).
Q= Filtrate Flow (Gallons/minute)
Am = Effective Membrane Area (ft2) [31].
2.30 pH Adjustment
pH adjustment is very commonly used in water treatment. pH is scale for water that
decides whether water is acidic or basic. On this scale 7 is neutral. If water is below 7 it
means it is acidic. If water is above 7 it means basic. If water is acidic then lime, soda ash
or sodium hydroxide is added to increase pH value. Acids such as HCl or H2SO4 are
added in water which is basic in nature to lower the pH value. If we are using coagulation
and flocculation techniques then it is better to keep water little bit basic [26].
2.31 Flocculation
Flocculation is used to remove turbidity or color. This can be achieved by creating
precipitate in water. Here water is stirred which makes small particles to stick together to
make bigger particle. In this way small suspended particles forms one big precipitate and
then this water is filtered using normal filtration technique. Flocculating agents are iron
hydroxide, aluminum hydroxide, and artificially produced polymer called poly
DADMAC [27].
36
2.32 Active Carbon Filtration
Active carbon filtration is used to remove chlorine, harmful organic pollutants and other
chemicals. The basic principle is based on absorption. Here filter material has huge
absorption area which attracts and traps undesirable pollutants. These filters are made up
of carbonaceous materials such as charred coconut shells, coal and wood. These filters
have limited life span and after certain amount of time they should be replaced with new
ones. To determine effectiveness of filter, free chlorine in chlorinated water is passed
through filter [28].
37
Chapter 3
ELECTRODIALYSIS
Electrodialysis is an advanced technology, which can be used to purify water, without
using any chemicals. In this process water is fed into a cell, having cation and anion ion
selective membranes placed one by one. Minerals and other ingredients in water are
separated by electric field. The ions in water are guided through membranes by DC
power to move in specific compartments. These ion selective membranes only allow
specific ions to pass through, and block the other type of ions. Electrodialysis can be
adjusted to get certain quality of water. The electrical charge input can be tuned to
achieve required purification level. By 1970 Electrodialysis and its advanced version
were totally developed to meet low power requirements for water processing and ready to
be used in industries [1] [3] [5] [10] [13] [15].
38
Figure 17 Typical Electrodialysis Cell [5].
3.1 Electrodialysis principle
When cathode and anode of Electrodialysis cell is connected to power supply, the direct
current field makes influence on the flow of ions in water solution. Anions are negative
charged and attract towards anode, cations are positive charged and attract toward
cathode. The membranes which allow cations to pass are polyelectrolytes. In process they
are biased with negatively charged terminal, and reject anions. Anion-selective
membranes are made of polystyrene with quaternary ammonia. In process they are biased
with positively charged terminal and reject cations. These ion selective membranes are
place one after another. The number of such stack depends upon requirements, and
design criteria [3][11].
39
Figure 18 Ion Separation During Electrodialysis. (CM - Cation Exchange Membrane, D diluate Chamber, e1, e2 - Electrode Chambers, AM - Anion Exchange Membrane, K Concentrate Chamber)[11].
40
Figure 19 Close Look Into Electrodialysis Process [7].
41
While moving towards the Anode, anions can pass through anion exchange membranes
but, they are stopped by the cation exchange membranes. Cations moving towards the
cathode can pass through the cation exchange membrane but anion exchange membranes
prevent them. With proper placement cations and anions can be collected in specific
chambers as concentrate and drained. Other chambers contain purified water they are sent
to next stage of control system [11].
3.2 Elements of Electrodialysis
DC supply: Main energy source for ion migration during Electrodialysis process.
Electrodes: Metal plated or rods connected with power supply. Produce electrical field in
ED cell, and they are responsible for oxidation/reduction. Oxidation and reduction are
chemical reactions which enables ion / electron conduction
Ion Exchange Membranes: The most important elements for electro dialysis process.
They manage ion movement. They pass or block ions (depends on their selectivity) and
separate salts & impurities from raw water.
Solvent: Usually it is a concentrated salt solution. It fills space between electrodes and
membranes, provides field for ion transfer.
Electrolytes: Electrolytes help current flow between cathode and anode [5].
Electrodialyzer: Total control equipment comprising tightening boards, electrodes,
membranes, solvent, spacers and other needed thing for ED or EDR [12].
42
Figure 20 Electrodialyzer Made by Zhejiang Feiying Enviro-nmental Technology
Engineering Co., LTD [12].
Working conditions for this Electrodialyzer from Zhejiang Feiying Environmental
Technology Engineering Co.,LTD are as under [12].
Water temperature
5- 40°C
Dissociated chlorine
< 0.2mg/l
Mn
< 0.1mg/l
Contamination index
SDI≤5
Oxygen consumption
< 3mg/l
Fe
< 0.3mg/l
Turbidity
< 0.3UTU [12]
Table 4 Working Condition for Electrodialyzer Made by Zhejiang Feiying Environmental
Technology Engineering Co., LTD [12].
43
Pre-treatment is necessary before the electro dialysis. Electrodialysis can be useful to
remove only charged ions from water as they carry positive or negative charge. Some
solid particles may not carry an electrical charge and cannot be removed by electro
dialysis. Any suspended solid particles wider than10 µm are dangerous for membranes as
they are capable of plugging the membrane pores. It can result in reduced life time of the
membranes, reduced efficiency, and higher energy consumption. Sometimes raw water
can contain charged particles, organic ions and oxides of metals, which are capable to
neutralize and change the characteristics of membranes. Active carbon filtration,
flocculation, filtration techniques etc. are capable of removing such particles [3].
3.3 Power Consumption
The total current required for electrodialysis can be calculated with help of Faraday`s law
of farad electricity. According to the law the change in mass at electrode during electric
process is directly in proportional to total electric charge supplied [9].
For, our process, gram equivalent / unit time = Q (Ninf – Neff) = Q∆N [13]
where gram/eq =
Mass of solute
Equivalent wieght of solute
Q = Product Flow rate Liters / second
Ninf = Normality of influent (feed water) grams-eq / liter
44
Neff = Normality of effluent (dilute water) grams-eq / liter
∆N = Change in normality between the influent and effluent grams-eq / liter
Current calculation for a stack of membrane can be done by
I=
F Q (Ninf – Neff)
n Ec
=
F Q ∆N
n Ec
…………. (2)
[13]
Where, I = current in ampere
F = Faraday`s constant = 96,485 Amp*second / gram-eq
n = number of cell pairs in the stack and Ec = current efficiency. [13]
Key parameters for Electrodialysis power consumption are current density, operating
voltage, current efficiency, current density, total removed salts and impurities, design of
the ED cell and temperature (here temperature introduce negligible effect ). Current
density can be defined as unit current flow perpendicular to unit area of membranes in the
direction of current flow [8][13]. It is the actuating force on ions, which actually make
ions to transfer across the membranes. Higher current density is always desirable, but it
also rise voltage and increase total power consumption.
When current density is
increased, the rate of ion transfer through membrane increase, if it reaches above the rate
of ion injection into cell from electrodes than polarization occurs. It increases power
consumption very quickly. To avoid polarization, for every ED system, limiting current
45
must be decided and kept below safety line every time. Limiting current varies for every
ED system and depends on cell size, impurity level in water, cell temperature etc [8][4].
Membrane gets contaminated by the impurities in the water. Also activeness of
membranes decreases with time. This degradation leads to gradual increase in voltage,
even if all other parameters like, current density, temperature, impurity levels are
constant. Lower current efficiency, and higher power consumption power consumption
can be signals to change the membranes. Nowadays, electrodialysis reversal (EDR) is
used to extend membrane life up to ten years. EDR is explained later in this paper
[13][8].
High level of purification is always desired; however it must be economical with the
purpose of utilization. ED can purify water up to the highest level, but it consumes power
to remove each gram of impurities. Higher the removal, higher the power consumption.
When we are treating water so that, it can be used to steam generation and eventually in
power generation, we don’t need to meet drinking water standards. Few amounts of
impurities are tolerable [13][8]. These amounts depend upon boiler design and maximum
boiler pressure.
46
Pressure Dissolved
Suspended
Total alka- linity
Silica
(psi)
solids
(ppm)
solids
(ppm)
(ppm)
(ppm)
100
5000
500
900
250
200
4000
350
800
200
300
3500
300
700
175
500
3000
60
600
40
600
2500
50
500
35
750
2000
40
300
30
900
1000
20
200
20
1000
500
10
50
10
1500
150
3
0
3
2000
50
1
0
1
Table 5 Allowed Impurities in Boiler Water [30].
In general observations power consumption for the Electrodialysis is about of 1.2 to 2.5
kwh / m3, and almost 1kw power can remove 1 kilogram of salt. [14]
47
3.4 Advantages of Electrodialysis
Variability in operation to achieve desired purity.
Low power consumption.
Easy operation.
Almost no use of chemicals.
Low operating pressure, no needs of high pressure pump to feed water.
Less maintenance compare to RO system [1] [3] [5] [8] [11] [13].
RO
Electrodialysis
Pretreatment
Obligatory
Possible
Suspended solids content in water supplying
3
40-100
to the system,systems
mg/1
Pretreatment
Multi-stage, cartridge
None
Power consumption at 2g/l TDS, kW/m3
1.5-1.85
1.1-1.35
Salt content before treatment, g/1
2
Capacity, 1/h
2-5
4-50
Work with residual chlorine
Impossible
Possible
Attack by bacteria
Affected
Not Affected
Influence of high temperature
Special solutions are
Not Affected
45
Membranes stability
necessary and storage
temperature control
for storage
48
Membrane life, in years
1-3
7-10
Impossible
Possible all time
Water recovery range, %
65-70
80-90
Pure water cost in case of brackish water
0.13
0.022
0.13 desalination,
$
Treatment reserve
without replacement
of
After treatment of 10
After treatment
After treatment of 10 m3 of water the
m3 of entire cartridge
of 870 m3 of
elements
should be replaced
water 5-10% of
Manual membrane regeneration in domestic
conditions
water the
membranes
Table 6 Comparison between RO & ED by Boris Pilat [14].
should be
replaced
3.5 Issues With Electrodialysis
Electrodialysis is capable of removing ions or impurities with sufficient charge on
them. Ions or suspended solid particles with weak charge cannot be removed
efficiently [6].
As described earlier polarization is one of the issues with Electrodialysis. This results
in increase in voltage and total power consumption. When limiting current exceeds
safety line, ion concentration at membrane surface becomes zero due to polarization
effect and ion transfer is now diffusion limited. This situation manifests itself in a
sharp increase in total resistance of the cell. Higher resistance causes higher power
consumption and decrease the efficiency of the system [4].
49
For typical water treatment facility in power plant, large amount of water is
continuously needed for steam generation. To meet such large water requirements
huge ED cells are required. Bigger cells need bigger membranes which require
frequent cleaning, and proper handling. Also severity of polarization, back emf ,
ohmic resistance, and fouling is higher with bigger sized. These problems increase
power consumption and therefore coast for the process [4][6][10][14].
ED releases some amount of hydrogen gas and produce caustic soda. Caustic soda
increase scaling and impact on heat transfer. Higher amount of hydrogen gas can
create very hazardous situation. Serious amount of hydrogen gas cause severe
explosion resulting in big loss for the entire plant [6].
It requires more electricity to purify water above certain level. However, in our case
for steam generation we don’t require drinkable level so ED implementation will be
not much costlier [6] [10].
Highly skilled operator and staff are needed for routine maintenance [6].
Capital cost for electrodialysis is higher than traditional water purification processes
[10].
50
3.6 Electrodialysis Reversal (EDR)
One of the big issues of Electrodialysis is fouling of membranes, for efficient and
improved power consumption, effective cleaning of membranes is necessary after certain
period of time. During this time the Electrodialysis cell cannot purify the water. When we
are thinking about a power plant, this down time is not favorable. To extend the life of
membranes up to ten years, Electrodialysis reversal is used. The ions selectivity of the
membranes can be changed by changing the polarity of DC power applied. The flow of
ions will be reversed. By 1970, this method was a very popular form of electrodialysis
used, as; it has improved water recovery capability, life time of membrane, and
introduced self cleaning feature. This process is known as Electrodialysis Reversal or
EDR. EDR is an improved ED process, in which the polarity of the DC power to the
membranes is periodically altered (usually 15 to 20 minutes) [1][13][15].
Figure 21 Change in Polarity and Product Outlate in EDR [1].
51
Electrodialysis reversal works on same principle as
Electodialysis. In
EDR when
polarity of electrodes are alterd after certain time cycle, ions flow are also reversed, waste
and purified water now switch compartmernts. Due to reverse force acting from
membranes and change in ion selectivity, waste particles which are plugged and
dipposited at membranes are removed. Previous compartment where impurities were
collected now, purify water take its place and vice versa. This process is a key advantage
of EDR, as it self cleans the membrames periodically. It take out most deposits, slimes
and prevent fouling of membrane. After every change in polarity, pure water stream is
not available for a short time, however it’s a betters option as the cell just pause working
for sometime and does not need much time to get back [1][13][15].
Figure 22 Self Cleaning During Electrodialysis Reversal [1].
52
3.7 Advantages of EDR
Here are the feature of EDR which makes it better option than RO.
No need of high feed water quality, It can be operated with SLIT index 12 or
lower. It means no need of expensive membranes or filter. Additionally, chemical
treatment of water is not necessary anymore. In RO system higher feed water
purity is required, which lead all expensive and chemical pretreatment of water.
[14]
EDR system is less sensitive to presence of chlorine in raw water. This is an
advantage as; it helps to prevent growth of bacteria and other micro bodies, which
reduce possibilities of membrane fouling [14].
The EDR system gives higher water recovery, reducing need of raw water. Also
waste water maintenance, discharge and treatment need fewer resources, reducing
total operating coast [1][13][14].
The EDR membranes can work on wide range of temperature. So there is no need
of temperature maintaining system. There is no need of special storage and
transportation facilities. Cleaning of these membranes is rare and easy. There is
no need of special chemicals for cleaning, which is environmentally safe [14].
The reversal DC power cycle reduce membrane scaling and increase membrane
life time. It is normally 7 to 10 years before membrane needs to be replaced. EDR
membranes can be cleaned manually, without any affecting their characteristics
[1][14].
53
3.8 Cost Consideration
Generally to have a water treatment facility land, vessels, control system elements,
construction, and maintenance are apparent factors for calculating total coast.
Requirements for and, vessels, and control system elements depends on how much water
production in desired. Higher amount of water need bigger plant and higher pumps,
valves and sensors. Also bigger foot print required more land. These all factors are basic
factors affecting capital cost for the plant. While having EDR system as a water
treatment, raw water quality directly impacts on total cost. Pretreatment is decided on
basis of raw water composition and its quality. Water hardness, organic solvent, pH etc
decides size, stage and type of water pretreatment method. Energy consumption during
operation directly depends on level of impurities and required quality of processed water.
EDR system has higher water recovery and also to use steam for power generation, we
don’t required water to be purified up to drinking level. With reduced waste output, waste
treatment cost is very low [15]. In 1993 Howard R. Green Company has successfully
completed, construction of first Electrodialysis reversal water treatment plant in Iowa.
The plant was designed to treat water from wells and other reservoir and convert it to
drinkable water. Initially established plant was unable to reduce radium contamination
from raw water. Three EDR units were established to meet daily water requirements,
each was capable to produce 261 gallons per minute, and combine capacity was almost
800 gallons per minute. In a day they produce 1.1 million gallons together. From table
we can determine that EDR has reduced level of almost all kinds of impurities to half
[10].
54
Jordan wells EDR treated
Radium, pCi/L
7
3.3
pH
7.3
8.05
Total dissolved
solids, mg/L
1,200
628
Silica, mg/L
9.5
10
Potassium, mg/L
22
9.2
Sodium, mg/L
200
140
Calcium, mg/L
110
42
Iron, mg/L
0.8
0.6
Manganese, mg/L
0.04
<0.02
Magnesium, mg/L
47
19
Nitrate, mg/L
<0.1
<0.1
Fluoride, mg/L
1.3
1.2
Chloride, mg/L
60
46
Sulfate, mg/L
600
230
Bicarbonate, mg/L
290
221
Carbonate, mg/L
—
—
Hardness as CaC03,
mg/L
480
183
Temperature, °F
72
72
Table 7 Water Content Difference before and after Electrodialysis Treatment [10].
55
Operating cost
$ / 1000g
Capital cost
Deep well pumping
0.05
Capital costs
Waste disposal
0.00
$
Process equipment 1,212,600
0.12
Building
280,000
High service pumping
0.04
Related work
315,000
Membrane costs
0.25
Total capital
1,807,600
Labor
0.04
Annual payment
152,900
Anti-sealant
0.01
Annual total capital
1,960,500
Acid, chlorine,
0.01
Capital costs
cost/1000 gal
phosphate
Cartridge
filters
0.04
Total cost of
Plant power
$/1000g
0.52
1.11
Maintenance
0.03
O&M cost/1000 g
0.59
production/1000 gal
Table 8 Costing for Electrodialysis Plant Established by Howard R Green Company [10].
56
The cost of producing 1000 gallons was 1.11$ for this facility. These tables provide good
reference to estimate cost of EDR treatment facility for steam power generation. While
estimating total cost from these tables following points must be considered. The EDR
plant in Iowa is designed to produce drinkable water and for power generation, this level
of purity is suitable but not required. The listed costing is as per market price during 80`s
and 90`s. Current market price may differ. Water production rate for Iowa based EDR
plant was 1.1million gallons per day. Water requirement for power generation depends on
total electricity production [10].
57
Chapter 4
MATLAB CODE FOR SIMULATION
4.1 Simulation Code for Equation 1
J= (1440 * Q) / Am ………….(1)
Where J = Membrane Flux (gallons/ft2/day).
Q= Filtrate Flow (Gallons/minute)
Am = Effective Membrane Area (ft2) [31]
clc;
clear all;
Am = 0 : 0.25 : 5;
Q = 4000;
j = (1/1440) .* (Am/Q);
J = 1./j
plot(J, Am ,'--')
Q1 = 0 : 200 :4000;
Am1 = 5;
J1 = 1440 * Q1 / Am1
plot (J1, Q1 , 'x')
xlabel ('J')
ylabel ('Q')
58
J
Where J = Membrane Flux (gallons/ft2/day).
Q= Filtrate Flow (Gallons/minute)
Am = Effective Membrane Area (ft2) [31]
59
Where J = Membrane Flux (gallons/ft2/day).
Q= Filtrate Flow (Gallons/minute)
Am = Effective Membrane Area (ft2) [31].
60
3.2 Simulation Code for Equation 2
I=
F Q (Ninf – Neff)
n Ec
=
F Q ∆N
n Ec
…………. (2)
[13]
Where, I = current in ampere
F = Faraday`s constant = 26.80Amp*hr/ gram-eq
n = number of cell pairs in the stac and Ec = current effieciency. [13]
Q = Product Flow rate Liters / hr
∆N = Change in normality between the influent and effluent grams-eq / liter
clc;
clear all;
F = 26.80; % Farday's constant in Amp * sec / gram-eq.
Q = 4; % Product flow rate Liters / second.
n = 50;
% Number of cell pairs in the stack.
Ec = 0.85; % Current Efficiency.
DN = 0: 0.05 :2.4; %Change in normality between the influent and effluent gram-eq /
liter
I = (F * Q * DN) / (n * Ec)
plot (DN,I)
xlabel('DN (impurities removed in grams)')
ylabel('I (current in Amp)')
clc;
clear all;
F = 26.80; % Farday's constant in Amp * sec / gram-eq.
Q = 4; % Product flow rate Liters / second.
n = 50;
% Number of cell pairs in the stack.
Ec = 0.85; % Current Efficiency.
DN = 0: 0.05 :0.6; %Change in normality between the influent and effluent gram-eq /
liter
61
I = (F * Q * DN) / (n * Ec)
plot (DN,I)
xlabel('DN (impurities removed in grams)')
ylabel('I (current in Amp)')
Where, I = current in ampere
DN = Change in normality between the influent and effluent grams-eq / liter
62
Where, I = current in ampere
DN = Change in normality between the influent and effluent grams-eq / liter
63
Chapter 5
CONCLUSION
We have studied several efficient systems for water pretreatment, each system has its
own pros and cons, and final selection of treatment method depends on quality of raw
water. To meet all requirements for electrodialysis feed water by single stage of filtration
is almost impossible. At least two or three stages of filtration are needed. For impurities
like suspended solids and biological impurities, we suggest use of slow sand filter as a
first stage of cleaning process. This is raw filter which removes big particles. Also cost
and maintenance of this filter is low and water flow is enough for Electro Dialysis
system. For micro impurities and some chemical impurities then we can propose
Membrane Filtration technique. Cross Flow Filtration (Microfiltration) technique is good
for such kind of impurities. Water coming out of this process is pure enough which can
be used for Electro Dialysis.
If water is acidic or basic then we have to set its pH value anywhere between 2 to 11
which is suitable for Electro Dialysis. In order to do this we can use pH adjustment
technique.
If water has color and small floating particles which is harmful to Electro Dialysis
then we have to do Flocculation process.
If water contains chlorine, harmful organic pollutants and other chemicals then we
can do Active Carbon Filtration process.
64
BIBLIOGRAPHY
[1] Robert P. Allison, Senior Process Engineer, GE “Electrodialysis Treatment of
Surface
and
Waste
Waters”
technical
paper
from
world
wide
web
http://www.gewater.com/pdf/Technical%20Papers_Cust/Americas/English/TP1032
EN.pdf
[2] From World Wide Web http://www.pca-gmbh.com/appli/metathes.htm
[3] From World Wide Web http://www.lenntech.com/electrodialysis.htm
[4] S. J. JUDD, G. S. SOLT, T. WEN “Polarization and back e.m.f, in electrodialysis”
School of Water Sciences, Cranfield Institute of Technology, Bedford, MK43 OAL,
UK Received 5 October 1992; revised 25 February 1993
[5] Tongwen
Xu
and
Chuanhui
Huang
“Electrodialysis-Based
SeparationTechnologies: A Critical Review” Laboratory of Functional Membranes,
School of Chemistry and Materials Science, University of Science and Technology
of China, Hefei, Anhui 230026, P.R. China
DOI 10.1002/aic.11643Published online October 29, 2008 in Wiley InterScience
(www.interscience.wiley.com).
[6] From World Wide Web http://www.apswater.com/page46.html
[7] From World Wide Web http://www.astom-corp.jp/en/en-main2-acilyzer1.html
[8] From World Wide Web http://www.ameridia.com/html/elep.html
[9] Néstor Pérez. Electrochemistry and corrosion science. kluwer academic publication
65
[10] John Hays.”Iowa's first electrodialysis reversal water treatment plant”. City of
Washington, P.O. Box 516, Washington, IA 52353, USATel/Fax + I (319) 6532764; e-mail:jhays19218@aol.com Received 15 June 2000; accepted 28 June 2000
[11] From World Wide Web http://www.mega.cz/electrodialysis.html
[12] From World Wide Web http://www.dagangfeiying.com/html/eproduct-3.htm
[13] Takashi Asano. First edition 2006
“Water Reuse, Issues Technologies and
Application”. McGraw Hills Books
[14] Boris Pilat. “Practice of water desalination by electrodialysis”. EIKOS Company,
32, Nusupbeckov Str., 480016, Almaty, Kazakhstan. Tel. +7 (3272) 304990; Fax +7
(3272) 306803; e-mail: eikos@world2.almaty.kz; eikos@nursat.kz Received 5
February 2001; accepted 19 February 2001
[15] Phillip Murray, Bill Cobban, Kathleen Faller 1995. “Electrodialysis and
Electrodialysis Reversal “ American water works association. AWWA Manual
M38
[16] BETZ handbook of Industrial water conditioning seventh edition
[17] P hamer, J Jackson, EF Thurston 1961. ”Industrial Water Treatment Practice”.
Butterworths publication in association with Imperial Chemical Industries Limited.
[18] From
World
Wide
http://www.gewater.com/handbook/Introduction/ch_1_sourcesimpurities.jsp
[19] Water Purification. Retrieval date: May 14, 2009 from the World Wide Web:
http://www.lenntech.com/water-purification-steps-FAQ.htm
Web
66
[20] Membrane Technology. Retrieval date: July 14, 2009 from the World Wide Web:
http://www.lenntech.com/membrane-technology.htm
[21] Shuyan Ma, Jing Li, Xinran Peng, Zhao Jiang, Zhuo Diao, Ying Zhang, “Cleaning
process selection and mechanism of membrane pollution in membrane bioreactor.”,
IEEE transaction , School of Resource & Environment, Northeast Agricultural
University
[22] Lyonnaise des Eaux (1996) Water treatment Membrane process
[23] Slow sand filtration, Oasis design retrieval date Dec 10, 2009 from World Wide
Web:
http://www.oasisdesign.net/water/treatment/slowsandfilter.htm
[24] Mustafa Onat and Murat Dogruel, “Fuzzy Plus Integral Control of the Effluent
Turbidity in Direct Filtration”, IEEE transaction on control systems technology, Vol
12 No1, January 2004
[25] J M Coulson , J F Richardson , J R Backhurst & J H Harker (1955), “Chemical
Engineering” fifth edition
[26] Lawrance K. Wang, Yung – Tse Hung, Nazih K. Shammas (2005), “
Physicochemical
Treatment Processes”
[27] Bohuslav Dobias, (1993) “Coagulation and Flocculation Theory and Application”
[28] Matthew Stein, (2008) “When Technology Fails”
[29] Membrane Cleaning Methods, Retrieved on Jan, 2010 from World Wide Web:
http://www.lenntech.com/membrane-cleaning.htm
67
[30] James W McCoy. 1981“The chemical Treatment of Boiler Water.” Chemical
Publishing Co
[31] From World Wide Web http://www.membranes.com/docs/tsb/tsb139.pdf