second_Supplement_2012_04_25
advertisement

Supplementary data
S1. XRD pole figure
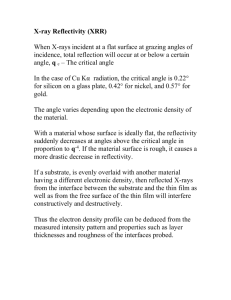
Figure S1 is the {110} XRD pole figure obtained using a Panalytical X’pert PRO MPD system
with a Cu K source for the sample prepared by DC magnetron sputtering with normal incident
angle. From the XRD pole figure we can see that the film is a fiber texture with the [110] out-ofplane orientation which is also consistent with that obtained by Krishnan et al.1.
S2. Supplementary discussions
van der Drift2 derived a formula which connects the incident flux angle α and the fastest growth
crystal orientation φ. He assumed that the diffusion is infinite but restricted to the individual
crystal faces. Therefore the capture fraction will be cos(𝛼 − 𝜑), and the contribution to the
vertical growth will have a factor of cos(𝜑). The author also assumed that the capture area is
proportional to cos(𝛼 − 𝜑). As a result, the contribution of the facet growth to the vertical
growth rate is proportional to cos2 (𝛼 − 𝜑)cos(𝜑). Therefore the maximum growth rate happens
if the orientation satisfies:
tan(𝜑) = 2 tan(𝛼 − 𝜑)
(1)
In Fig. S2(a), we plot the prediction of φ as a function of α based on the above equation. We also
include our measured value of φ, the angle between the fastest growth [002] direction and the
surface normal, as a function of α in the plot. The data shows qualitative agreement with the
model. It is considered to be remarkable considering the simplicity of the model. Based on this,
we know that, under zone T, it is possible for the fastest growth direction tilted substantially
toward the flux as the incident angle is increased.
1
In Fig. S2(b), we plot the column/rod tilted angle and the column/rod growth rate as a function
of the incident flux angle and compared them to the existing models. The conventional tangent
rule3 and cosine rule4 for rod axis tilt angle vs. the incident flux angle in oblique angle deposition
are plotted for comparisons. The tangent rule overlaps with the measured value only below =
45o and the cosine rule over estimates values for all angles. In Fig. S2(b) we also plot the
normalized deposition rate vs. angle. The deposition rate is defined as the ratio of the film
thickness to the deposition time. The rate was normalized with respect to the deposition rate at
= 0o. The normalized deposition rate decreases as the increases. From the geometrical
consideration, the overall growth rate should be proportional to cosine . A cosine function is
also plotted for comparison. The normalized deposition rate is lower than the cosine function
at 45o but is higher than the cosine function at ≥ 60o, which maybe a result of growth
under different zones.
2
Figure S1 The {110} XRD pole figure of Mo sample grown at normal incident angle. The center
pole intensity concentration indicates a [110] out-of-plane orientation. The outer ring structure
around 60o implies a fiber texture.
3
Figure S2 (a) Plots of measured texture tilt angle (green filled triangles) for the (200) plane and
the (110) plane (red filled circles) relative to the substrate normal as a function of flux incident
angle, . The black curve represents the model prediction derived by van der Drift. (b) Plot of
measured column tilt angles (blue diamonds), , as a function of flux incident angle, . For
comparisons the calculated tangent rule (black curve) and cosine rule (red curve) as a function of
are shown. Plot of measured normalized column growth rate (green inverted triangles) as a
function of flux incident angle, . The calculated cosine function (pink curve) is shown to
compare the measured normalized column growth rate. The vertical dashed lines in (a) and (b)
show the texture transition.
4
References
1.
R. Krishnan, M. Riley, S. Lee and T.-M. Lu, Thin Solid Films 519, 5429-5432 (2011).
2.
A. van der Drift, Philips Research Reports 22, 267-288 (1967).
3.
J. M. Nieuwenhuizen and H. B. Haanstra, Philips Tech. Rev. 27, 87 (1966).
4.
R. N. Tait, T. Smy and M. J. Brett, Thin Solid Films 226 (2), 196-201 (1993).
5